
Effect of Pressure and Holding Time during Compression Molding on Mechanical Properties and Microstructure of Coke-Pitch Carbon Blocks

Abstract
:1. Introduction
2. Experimental Procedure
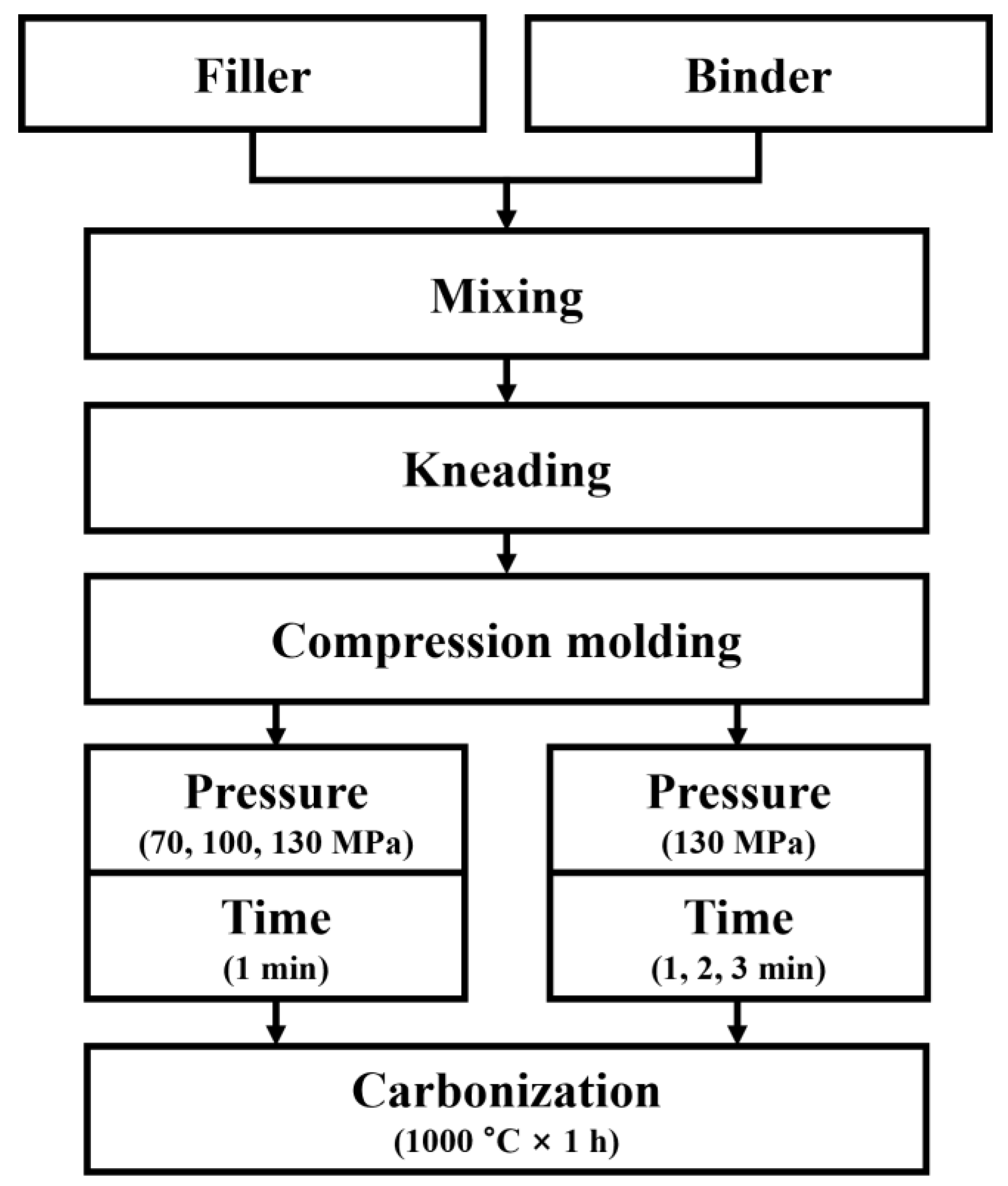
2.1. Raw Materials and Preparation
2.2. Bulk Density and Porosity
2.3. Electrical Resistivity
2.4. Flexural Strength
2.5. Shore Hardness
2.6. Microstructural Analysis
3. Results and Discussion
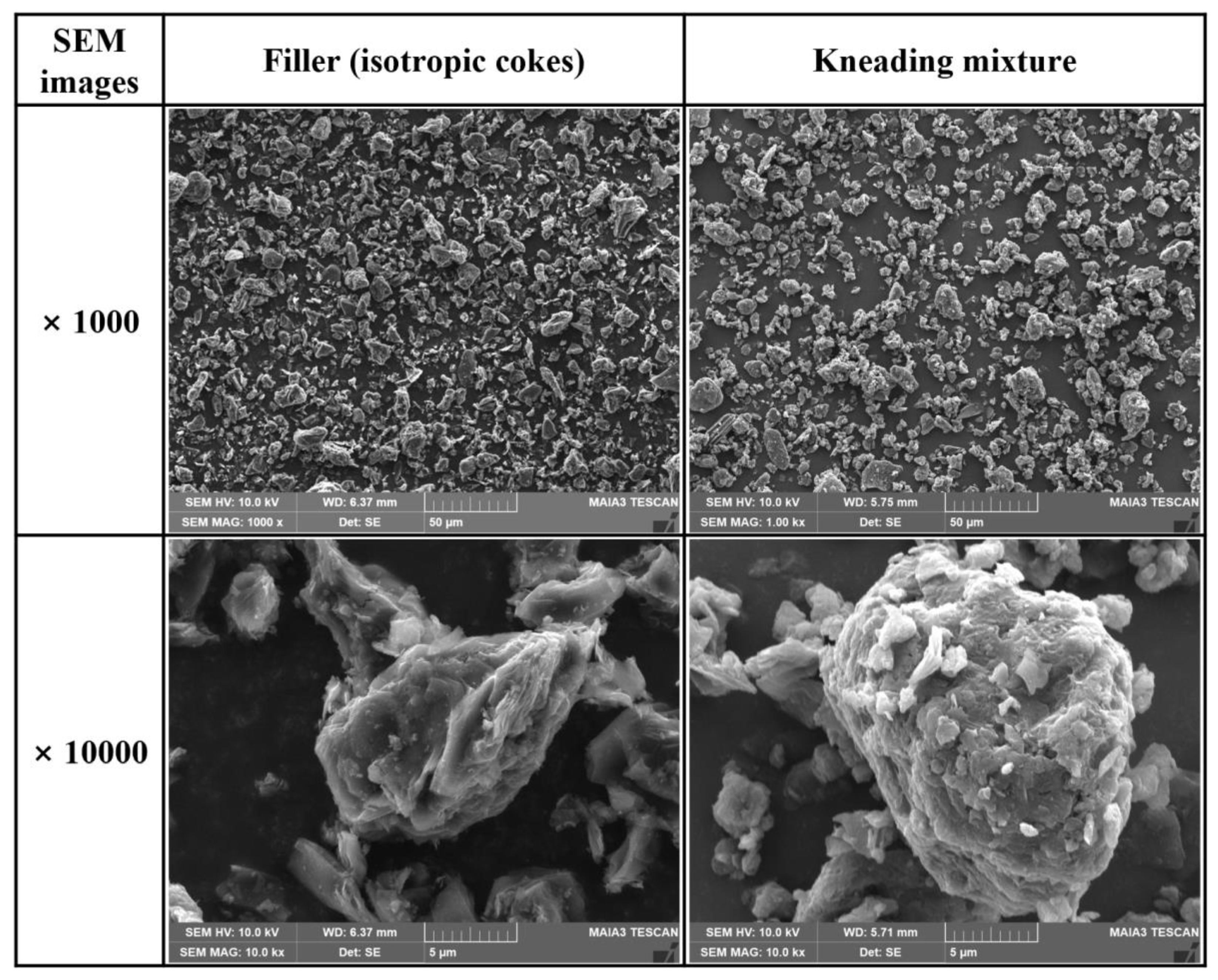
3.1. Isotropic Coke and Kneaded Particles
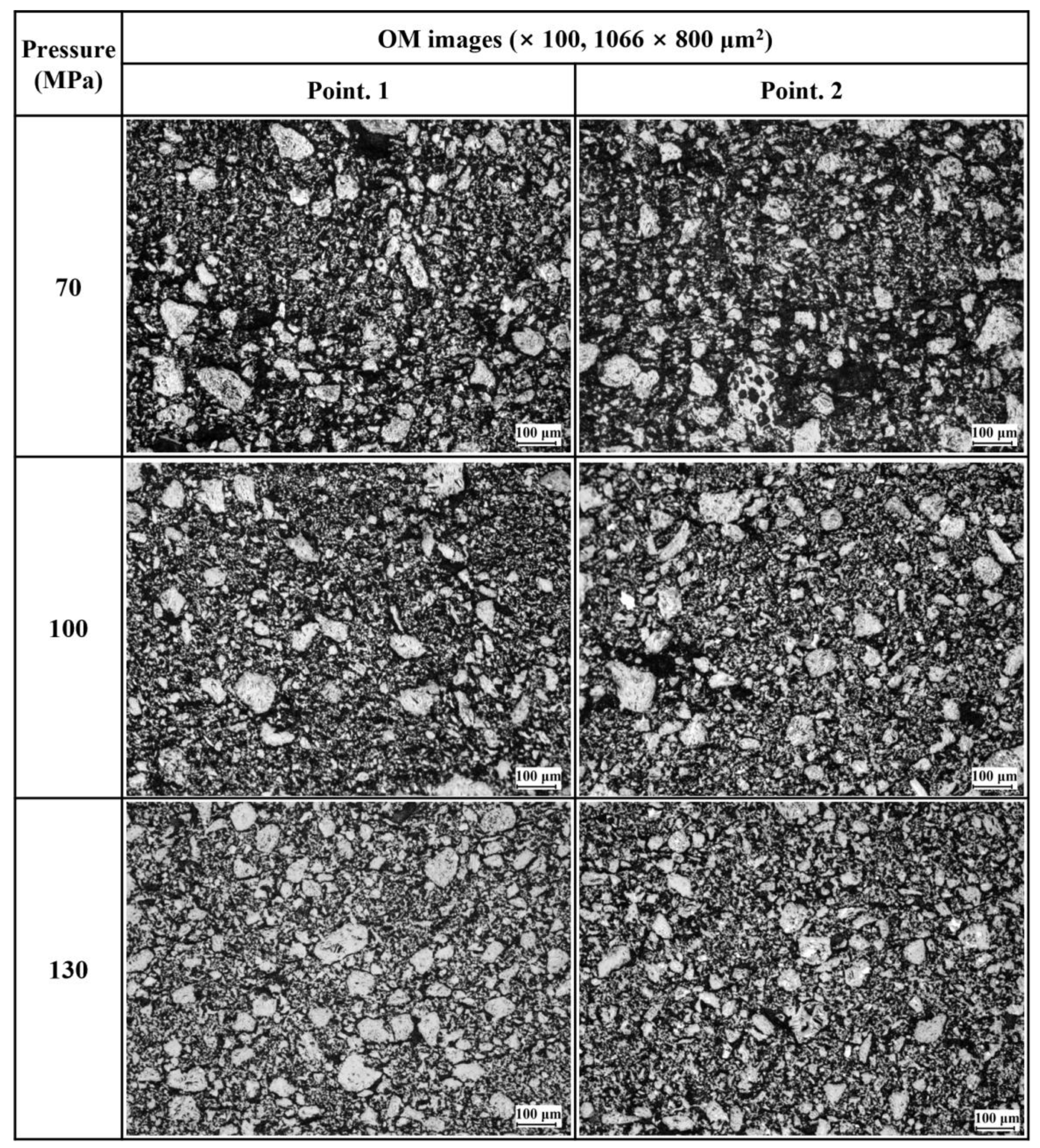
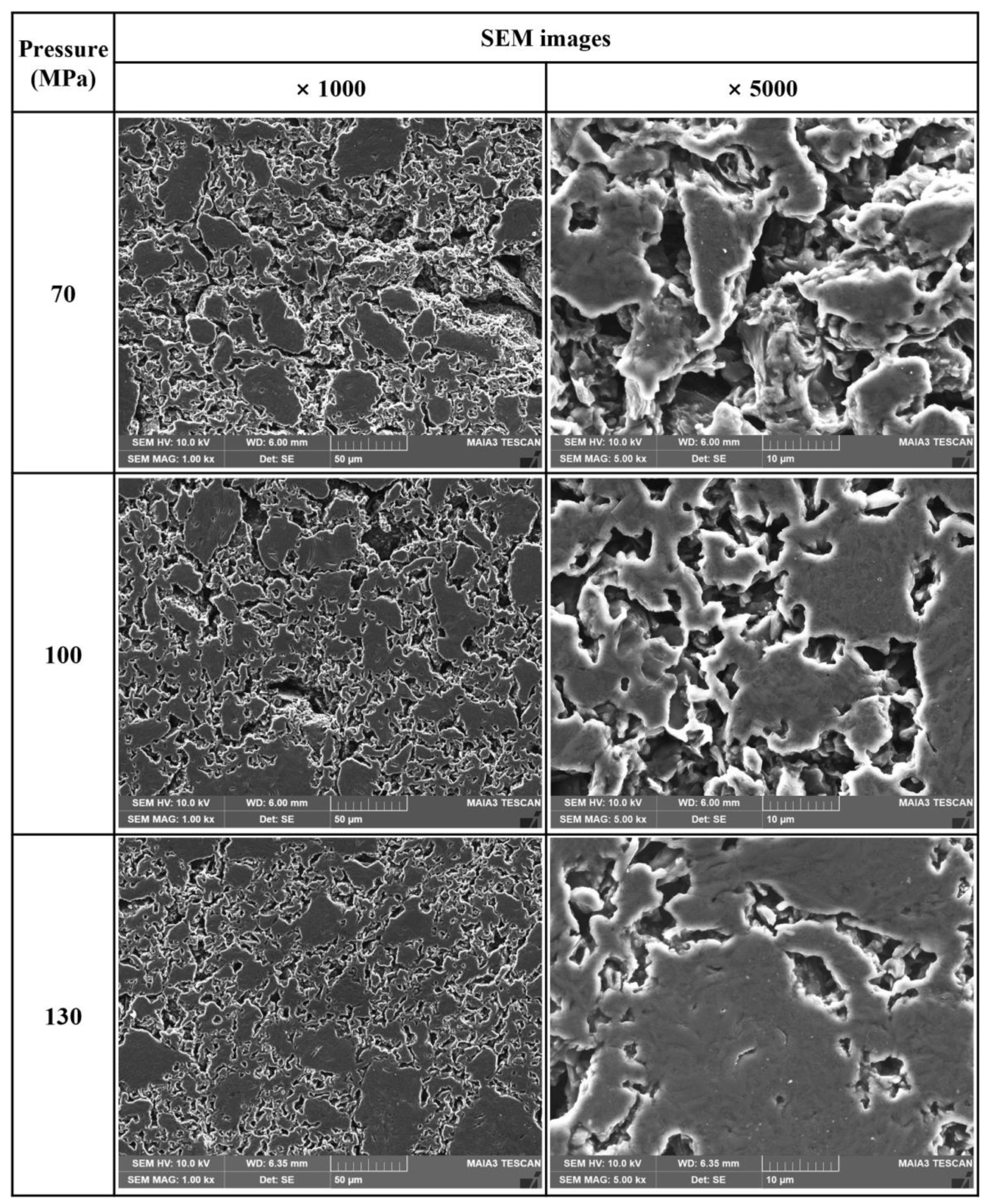
3.2. Effect of Compression Pressure
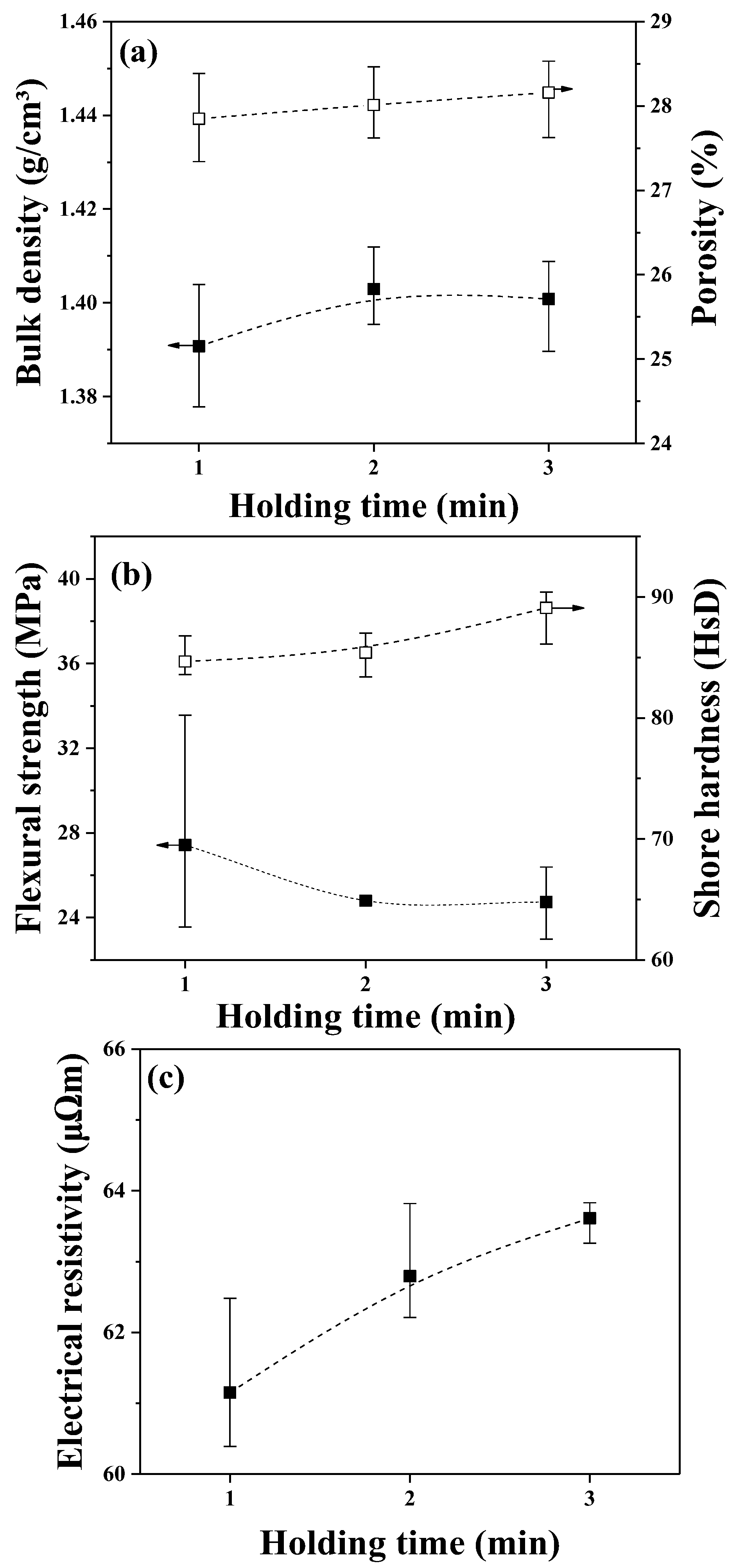
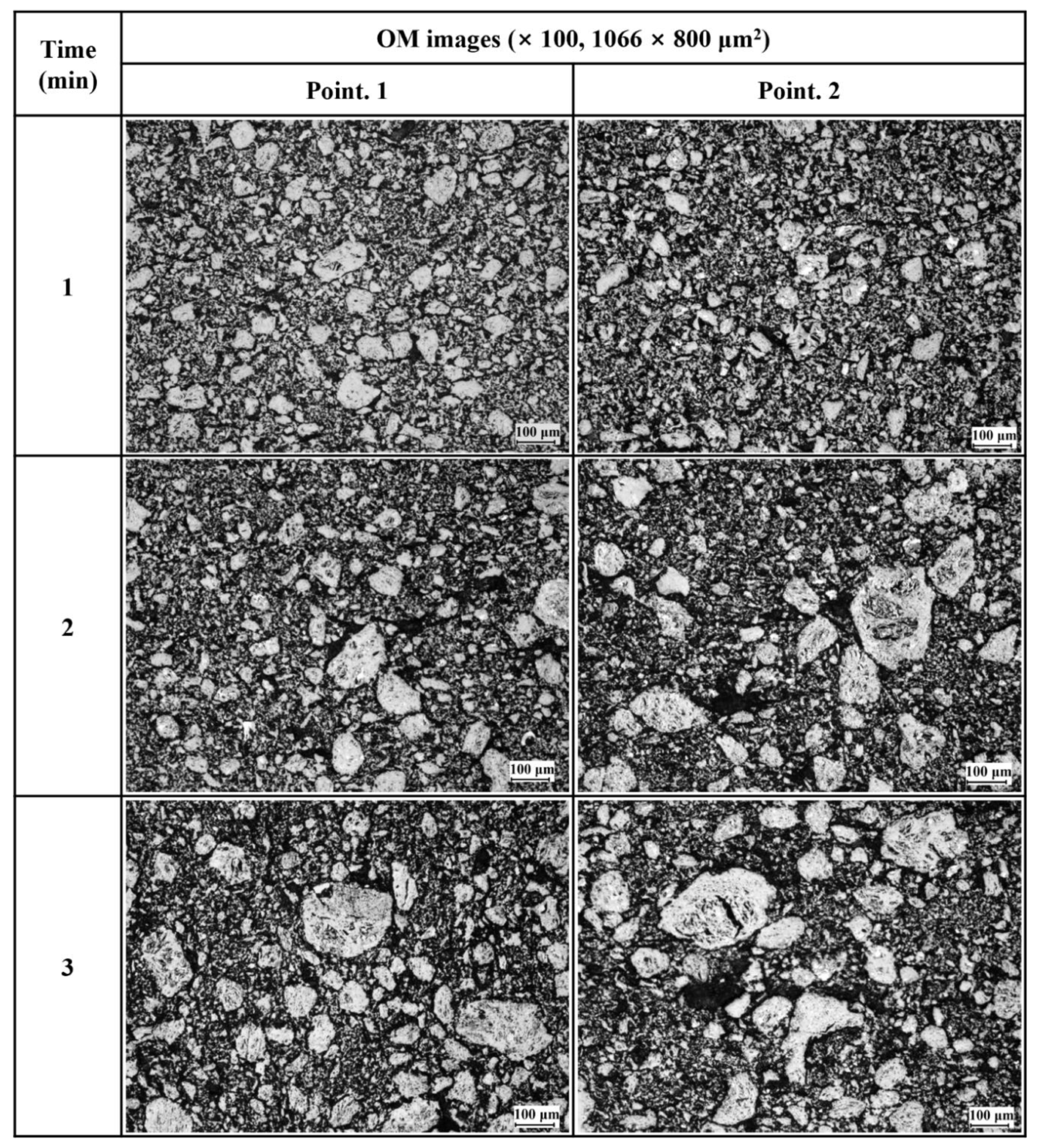
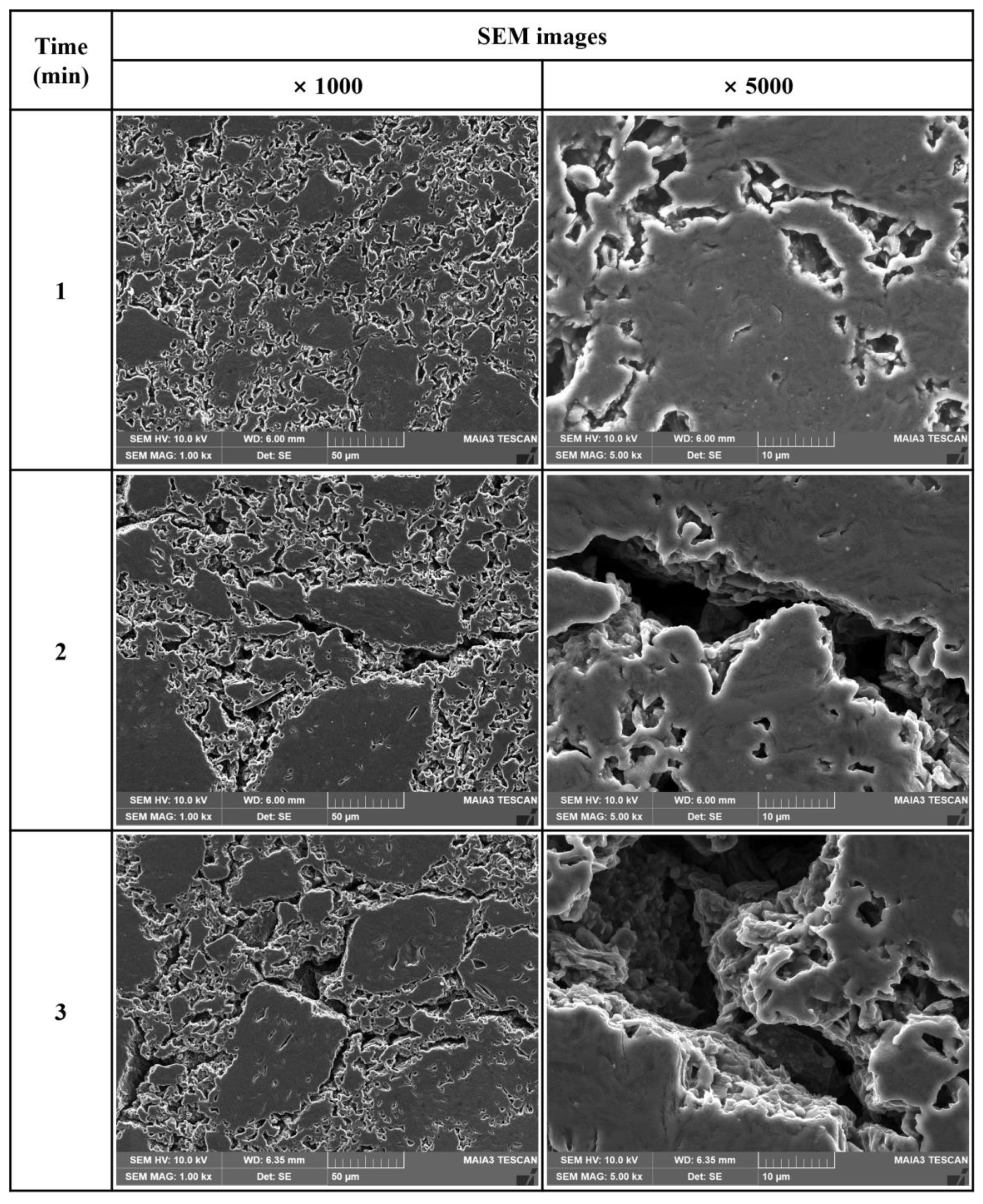
3.3. Effect of Holding Time under Compression Pressure
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kim, J.H. Control of the properties of a binder pitch to enhance the density and strength of graphite blocks. Carbon Lett. 2023, 33, 1757–1766. [Google Scholar] [CrossRef]
- Xiaowei, L.; Jean-Charles, R.; Suyuan, Y. Effect of temperature on graphite oxidation behavior. Nucl. Eng. Des. 2004, 227, 273–280. [Google Scholar] [CrossRef]
- Cunningham, N.; Lefèvre, M.; Dodelet, J.P.; Thomas, Y.; Pelletier, S. Structural and mechanical characterization of as-compacted powder mixtures of graphite and phenolic resin. Carbon 2005, 43, 3054–3066. [Google Scholar] [CrossRef]
- Qian, C.; Hu, K.; Wang, H.; Nie, L.; Feng, Q.; Lu, Z.; Li, P.; Lu, K. The effect of particle size distribution on the microstructure and properties of Al2O3 ceramics formed by stereolithography. Ceram. Int. 2022, 48, 21600–21609. [Google Scholar] [CrossRef]
- Hsu, J.Y.; Su, C.J.; Yen, Y.L.; Lee, C.Y. Effects of chemical composition of carbonaceous powder on morphology and thermal properties of graphite blocks. Carbon Lett. 2022, 32, 797–805. [Google Scholar] [CrossRef]
- Fan, D.; Chen, L.Q. Computer Simulation of Grain Growth and Ostwald Ripening in Alumina—Zirconia Two-Phase Composites. J. Am. Ceram. 1997, 80, 1773–1780. [Google Scholar] [CrossRef]
- Edwards, I.A.S.; Marsh, H.; Menendez, R. Introduction to Carbon Science; Butterworth-Heinemann: Oxford, England, 2013. [Google Scholar]
- Lee, N.; Seo, S.W.; Kwak, C.H.; Kim, M.I.; Im, J.S. Effects of Oxidation Process on Thermal Properties of Petroleum-Based Isotropic Pitch. Appl. Chem. Eng. 2020, 31, 36–42. [Google Scholar]
- Mora, E.; Santamaría, R.; Blanco, C.; Granda, M.; Menéndez, R. Mesophase development in petroleum and coal-tar pitches and their blends. J. Anal. Appl. Pyrolysis 2003, 68–69, 409–424. [Google Scholar] [CrossRef]
- Cosculluela, A.; Farre, J. Uniaxial compressive behaviour of an isotropic graphite. J. De Phys. IV Proc. 1997, 7, 471–476. [Google Scholar] [CrossRef]
- Dixit, M.; Srivastava, R.K. Effect of compaction pressure on microstructure, density and hardness of copper prepared by powder metallurgy route. IOP Conf. Ser Mater. Sci. Eng. 2017, 377, 012209. [Google Scholar] [CrossRef]
- Zhao, H.C.; He, Z.; Guo, X.H.; Lian, P.F.; Liu, Z.J. Effect of the average grain size of green pitch coke on the microstructure and properties of self-sintered graphite blocks. New Carbon Mater. 2020, 35, 184–192. [Google Scholar] [CrossRef]
- An, D.; Kim, K.H.; Lim, C.; Lee, Y.S. Effect of kneading and carbonization temperature on the structure of the carbon block for thermally conductive bulk graphites. Carbon Lett. 2021, 31, 1357–1364. [Google Scholar] [CrossRef]
- Lee, S.M.; Lee, S.H.; Roh, J.S. Effect of change in open porosity as a function of uniaxial molding pressure on density improvement after impregnation. J. Powder Mater. 2021, 28, 7–12. [Google Scholar] [CrossRef]
- Byun, T.S.; Jeon, D.P.; Lee, S.H.; Lee, S.W.; Roh, J.S. Changes in mechanical and electrical properties as a function of unidirectional pressure changes in preforming while isostatic pressing for graphite block fabrication. J. Korean Powder Metall. Inst. 2023, 30, 35–40. [Google Scholar] [CrossRef]
- Lee, S.H.; Hwang, Y.M.; Byun, T.S.; Ko, J.H.; Roh, J.S. Effect of heating rate, temperature, and residence time during graphitization on the mechanical and electrical properties of isotropic graphite blocks. Carbon. 2023, 208, 443–451. [Google Scholar] [CrossRef]
- Ko, J.H.; Lee, S.H.; Roh, J.S. Improved oxidation resistance of graphite block by introducing curing process of phenolic resin. Materials 2023, 16, 3543. [Google Scholar] [CrossRef] [PubMed]
- Toghyani, A.; Matthews, S.; Varis, J. Effect of dwell time and press speed on the forming quality of the press formed wood plastic composite product. Procedia CIRP 2019, 81, 524–528. [Google Scholar] [CrossRef]
- ISO 18754:2020(E); Fine ceramics (advanced ceramics, advanced technical ceramic)—Determination of density and apparent porosity. ISO: Geneva, Switzerland, 2020.
- ASTM C 611-98; Standard test method for electrical resistivity of manufactured carbon and graphite articles at room temperature. ASTM: West Conshohocken, PA, USA, 2010.
- ASTM C886-98; Standard test method for scleroscope hardness testing of carbon and graphite materials. ASTM: West Conshohocken, PA, USA, 2015.
- Pérez, J.M.; Rincón, J.M.; Romero, M. Effect of moulding pressure on microstructure and technological properties of porcelain stoneware. Ceram. Int. 2012, 38, 317–325. [Google Scholar] [CrossRef]
- Rice, R.W. Comparison of stress concentration versus minimum solid area based mechanical property-porosity relations. J. Mater. Sci. 1993, 28, 2187–2190. [Google Scholar] [CrossRef]
- Oshida, K.; Ekinaga, N.; Endo, M.; Inagaki, M. Pore analysis of isotropic graphite using image processing of optical micrographs. TANSO 1996, 173, 142–147. [Google Scholar] [CrossRef]
- Liu, B.; Zhao, H.; Li, X.; Yang, Z.; Zhang, D.; Liu, Z. Effect of pore structure on the thermophysical and frictional properties of high-density graphite. Microporous Mesoporous Mater. 2022, 330, 111613. [Google Scholar] [CrossRef]
- Pierson, H.O. Handbook of Carbon, Graphite, Diamonds and Fullerenes: Processing, Properties and Applications; Noyes Publications: Norwich, NJ, USA, 1993. [Google Scholar]
- Wei, W.; Song, Y.; Yang, Z.; Gao, G.; Xu, P.; Lu, M.; Tu, C.; Chen, M.; Wu, G. Investigation of the impacts of thermal shock on carbon composite materials. Materials 2019, 12, 435. [Google Scholar] [CrossRef] [PubMed]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties of Binder Pitch | |
|---|---|
| Softening point (°C) | 110–120 |
| Toluene insoluble (%) | 22–28 |
| Quinoline insoluble (%) | 4–8 |
| Ash content (%) | <0.3 |
| Fixed Carbon (%) | >54 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gwon, S.-U.; Lee, S.-H.; Youn, U.-S.; Roh, J.-S. Effect of Pressure and Holding Time during Compression Molding on Mechanical Properties and Microstructure of Coke-Pitch Carbon Blocks. Appl. Sci. 2024, 14, 772. https://doi.org/10.3390/app14020772
Gwon S-U, Lee S-H, Youn U-S, Roh J-S. Effect of Pressure and Holding Time during Compression Molding on Mechanical Properties and Microstructure of Coke-Pitch Carbon Blocks. Applied Sciences. 2024; 14(2):772. https://doi.org/10.3390/app14020772
Chicago/Turabian StyleGwon, Sun-Ung, Sang-Hye Lee, U-Sang Youn, and Jae-Seung Roh. 2024. "Effect of Pressure and Holding Time during Compression Molding on Mechanical Properties and Microstructure of Coke-Pitch Carbon Blocks" Applied Sciences 14, no. 2: 772. https://doi.org/10.3390/app14020772