
The Influence of Grain Size on the Abrasive Wear Resistance of Hardox 500 Steel



Abstract
1. Introduction
2. Materials and Methods
2.1. Material
2.2. Microstructural Analysis
- Ra, the arithmetic mean deviation of the profile,
- Rq, the root mean square deviation of the profile,
- Rz, the maximum height of the roughness profile based on 10 points,
- Rp, the height of the highest peak in the profile,
- Rv, the depth of the deepest valley in the profile, and
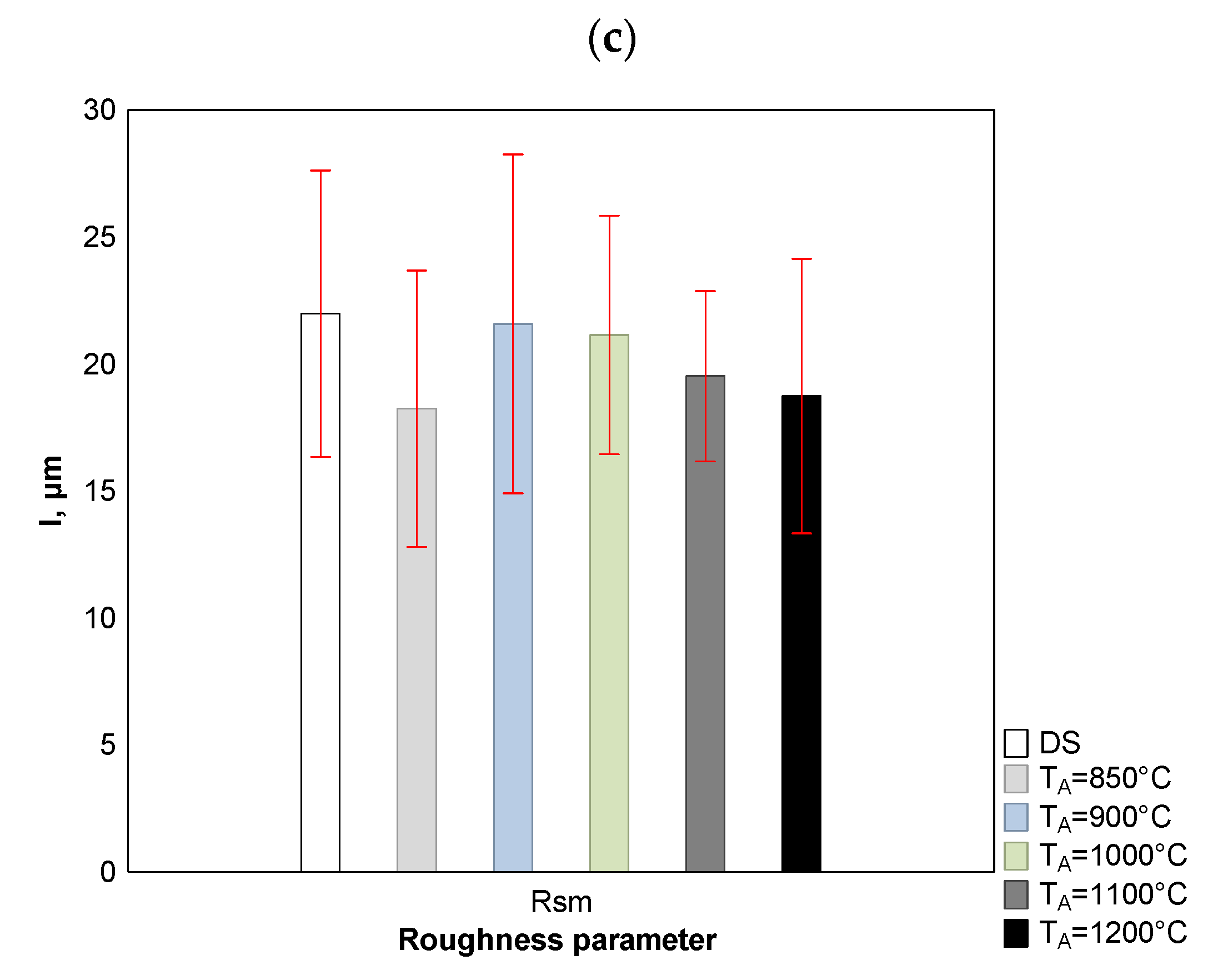
- RSm, the mean spacing of the roughness profile.
2.3. Mechanical Property Testing
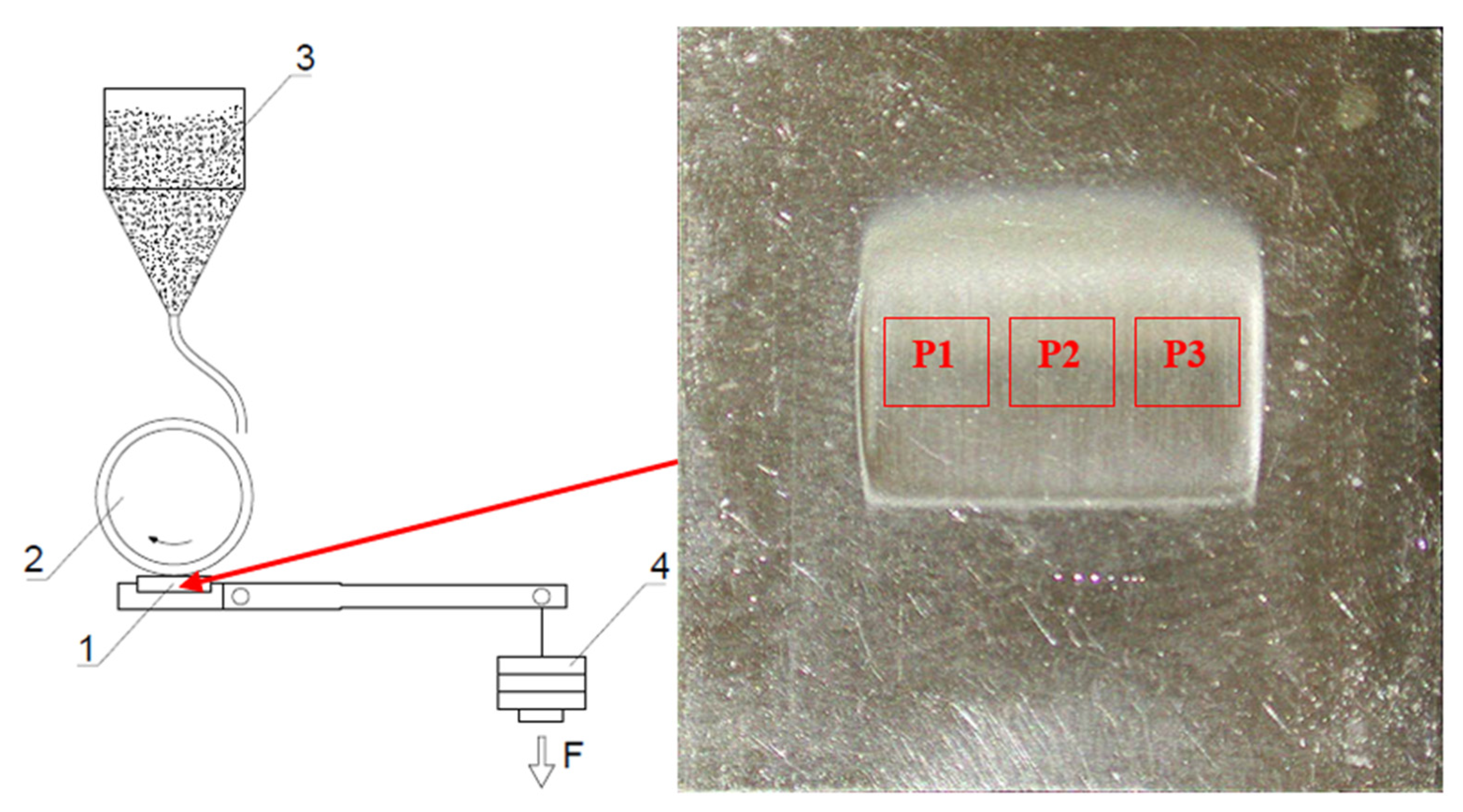
2.4. Abrasive Wear Resistance Testing
- is the relative abrasive wear resistance coefficient,
- is the weight loss of the reference samples [g],
- is the weight loss of the tested material [g],
- is the number of roller revolutions during testing of the reference sample,
- is the number of roller revolutions during testing of the sample, and
- and represent the density of the reference and test sample materials [g/cm3].
2.5. Statistical Analysis
3. Results and Discussion
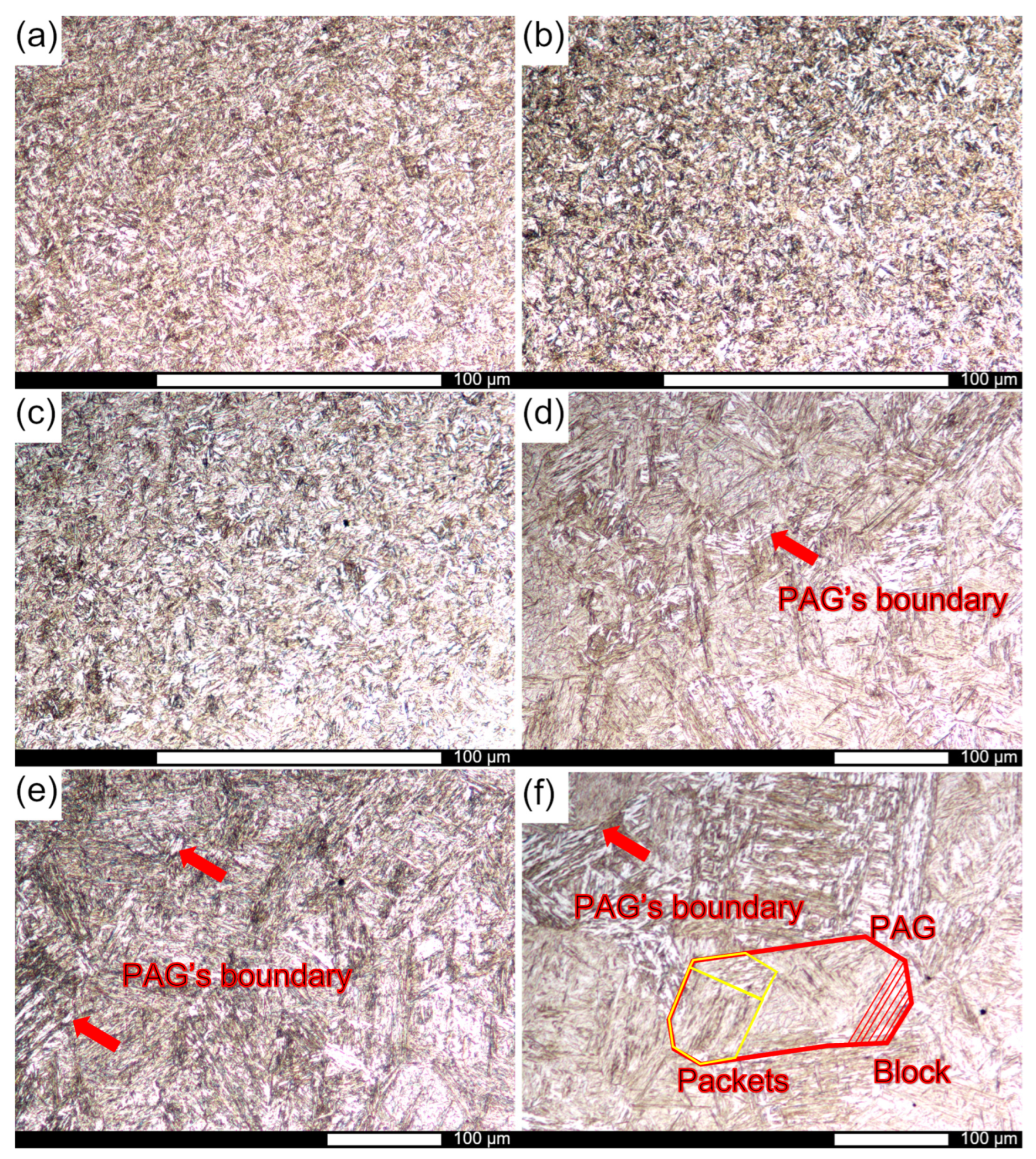
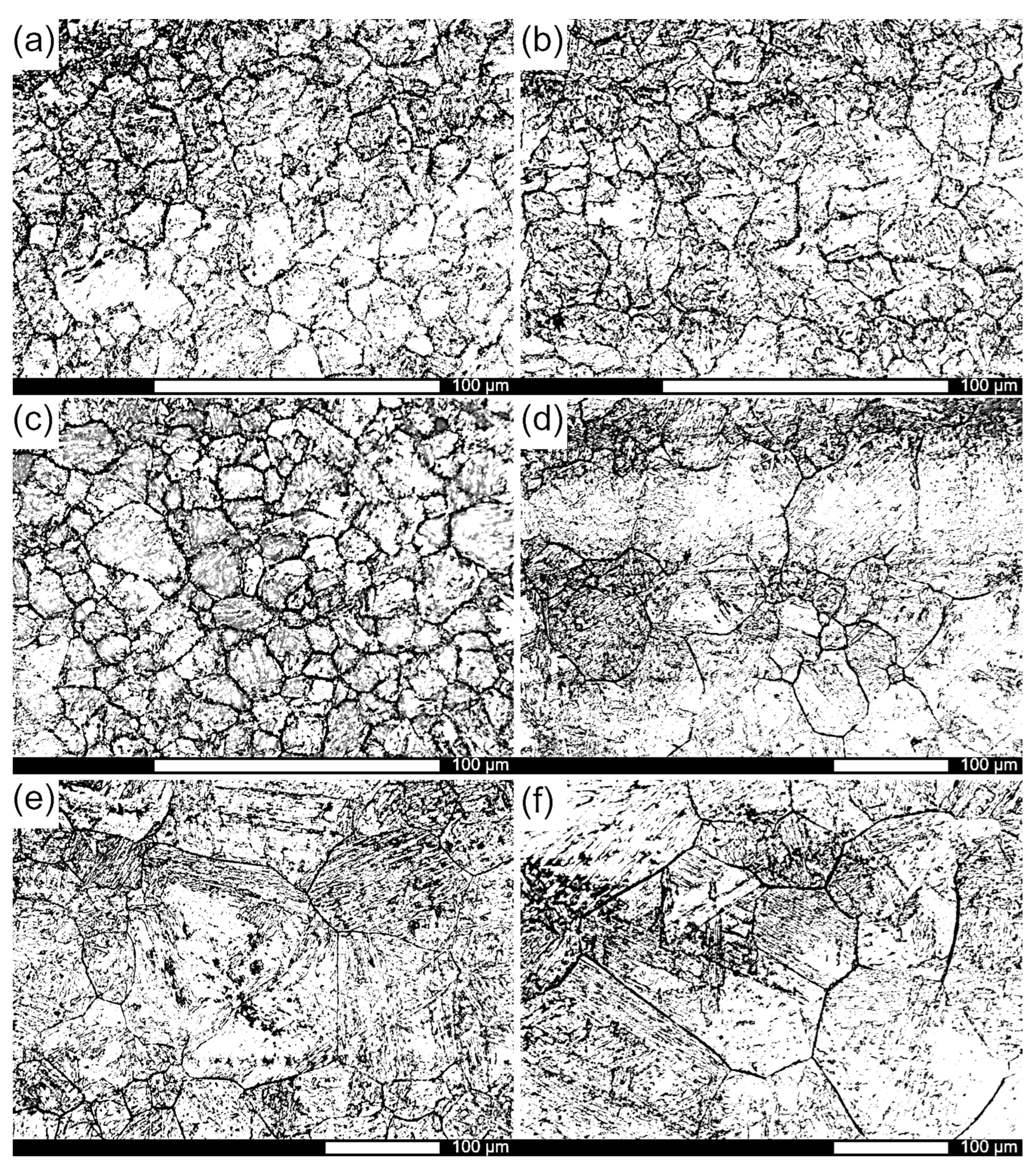
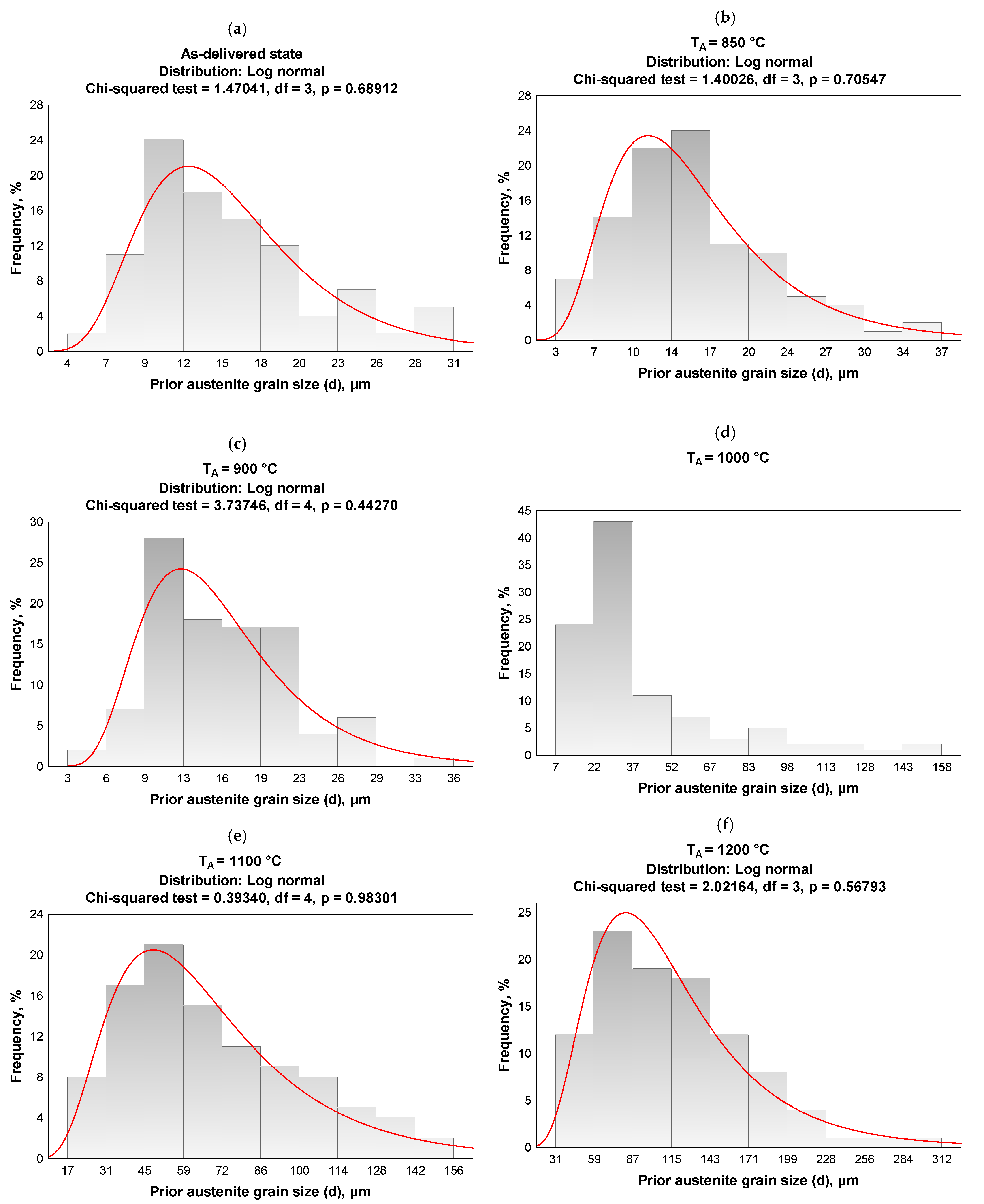
3.1. Microstructural Analysis
3.2. Abrasive Wear Resistance
4. Conclusions
- Prior austenite grain size shows a clear correlation with austenitizing temperature, described by an exponential function. At lower temperatures (850–900 °C), the grain remains fine, while grain growth intensifies above 1000 °C, l leading to a significant increase in average grain diameter to over 100 µm after austenitizing at 1200 °C.
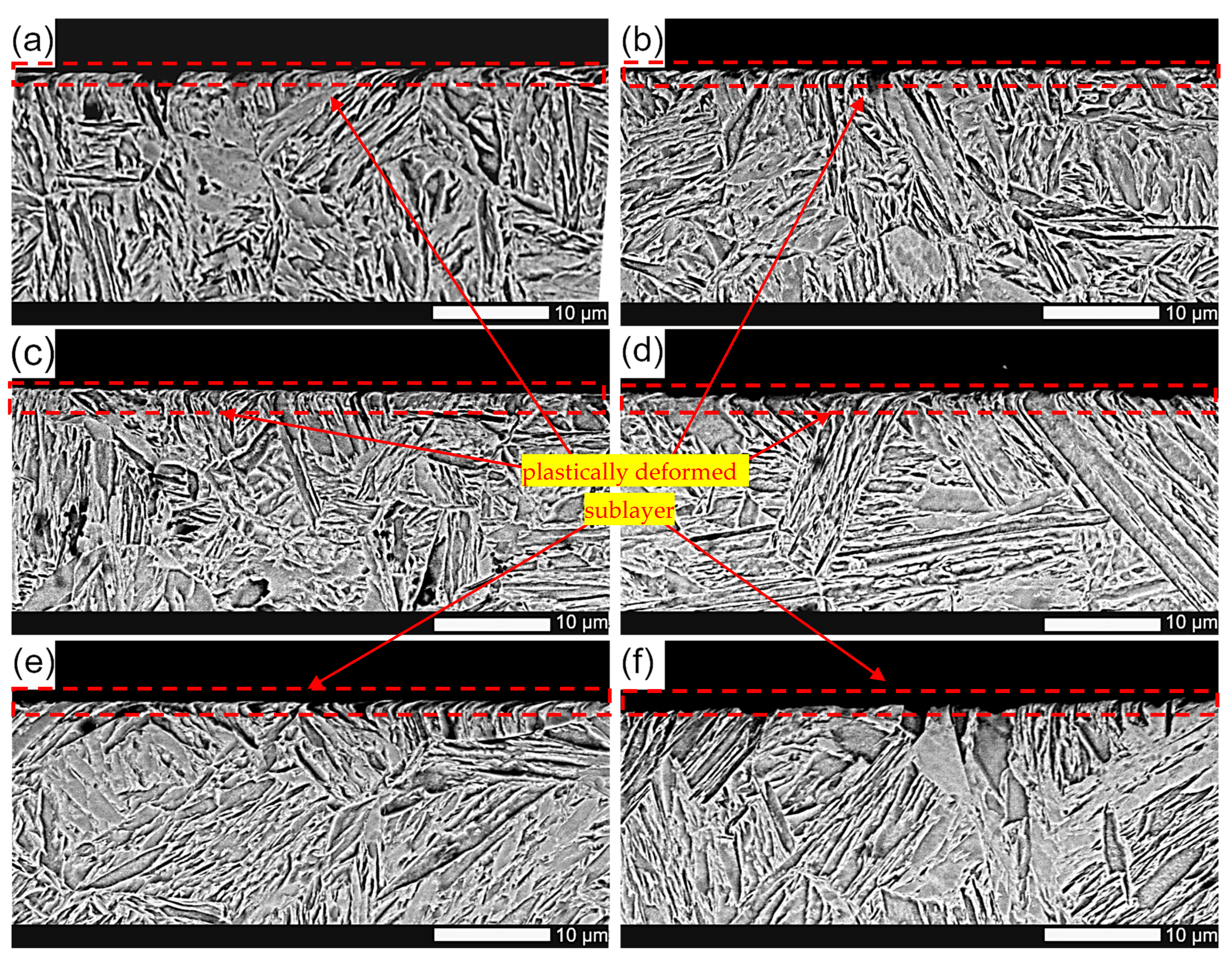
- Hardox 500 steel in the as-delivered state exhibits a homogeneous martensitic microstructure with a three-tier hierarchical structure. Increasing the heat treatment temperature consistently produces a uniform martensitic structure. The presence of martensitic laths and needles, which are more strongly etched, may indicate chemical composition microsegregation, resulting in carbon-enriched microareas.
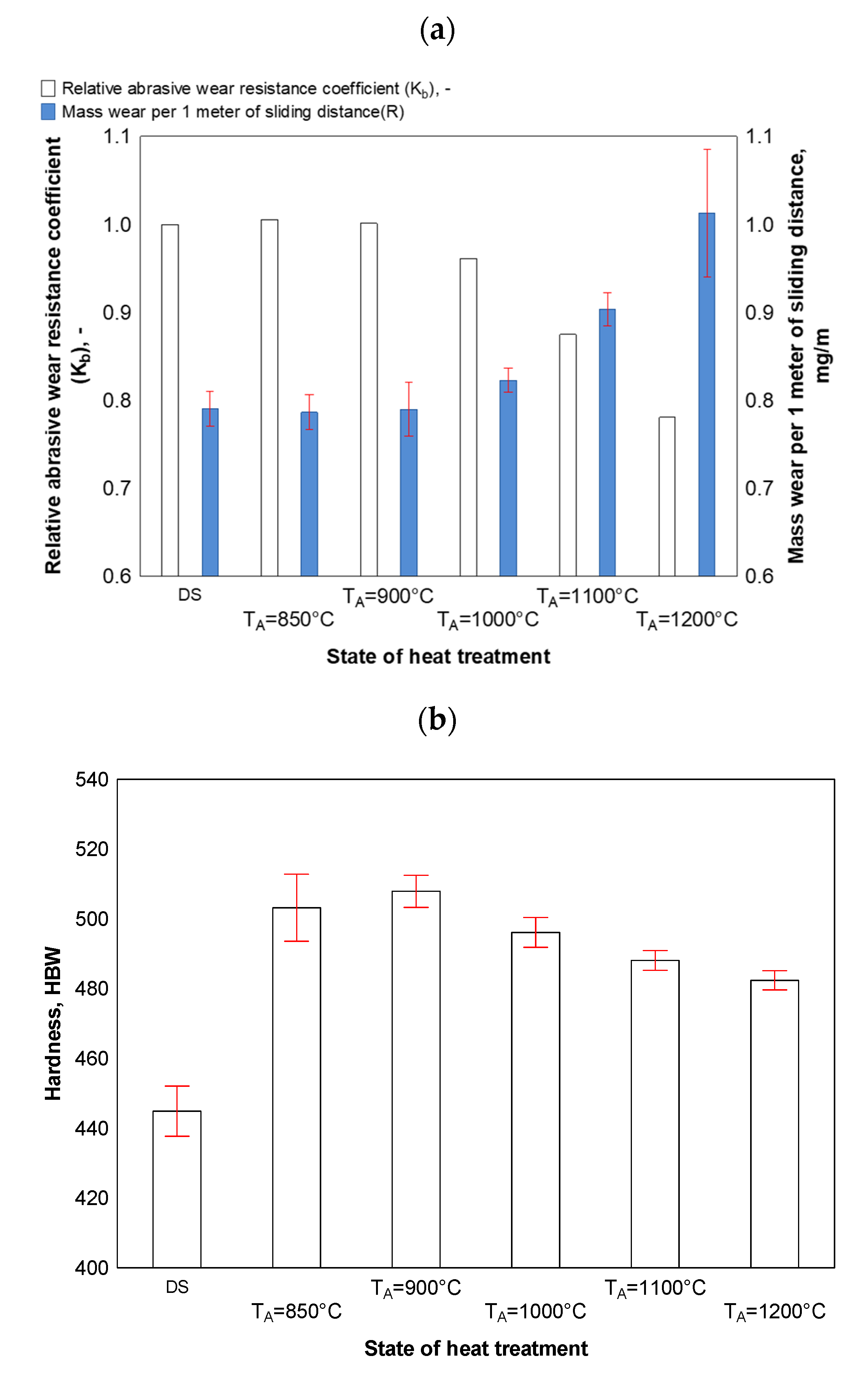
- Selecting the appropriate heat treatment temperature is critical to optimizing both the abrasion resistance and hardness of Hardox 500 steel. Increasing the heat treatment temperature, which leads to coarse-grained structures, significantly reduces its wear resistance. Notably, even after heat treatment at 1200 °C, the steel’s hardness was over 8% higher than in the as-delivered state. These results highlight the essential role of austenitizing in controlling the mechanical properties of steel, and they emphasize that heat treatment can enhance abrasion resistance through increased hardness relative to the initial material, provided that grain size is controlled to prevent the formation of abnormal grain.
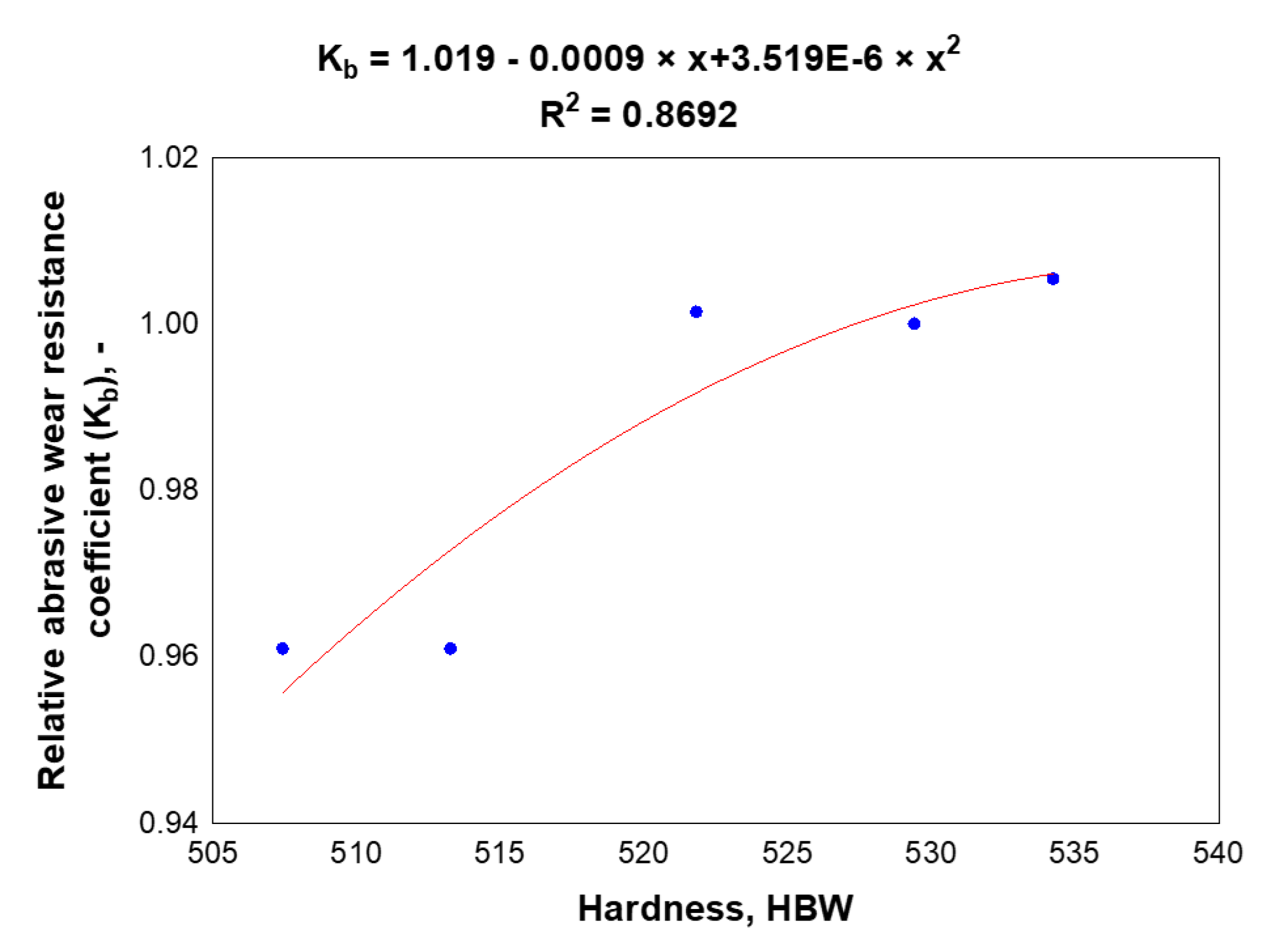
- The relationship between grain size and wear intensity was approximated by a quadratic function with an R2 value of 0.82. Meanwhile, the correlations between average grain size and hardness, as well as between hardness and abrasion resistance, were better represented by quadratic functions with higher R2 values of 0.97 and 0.87, respectively.
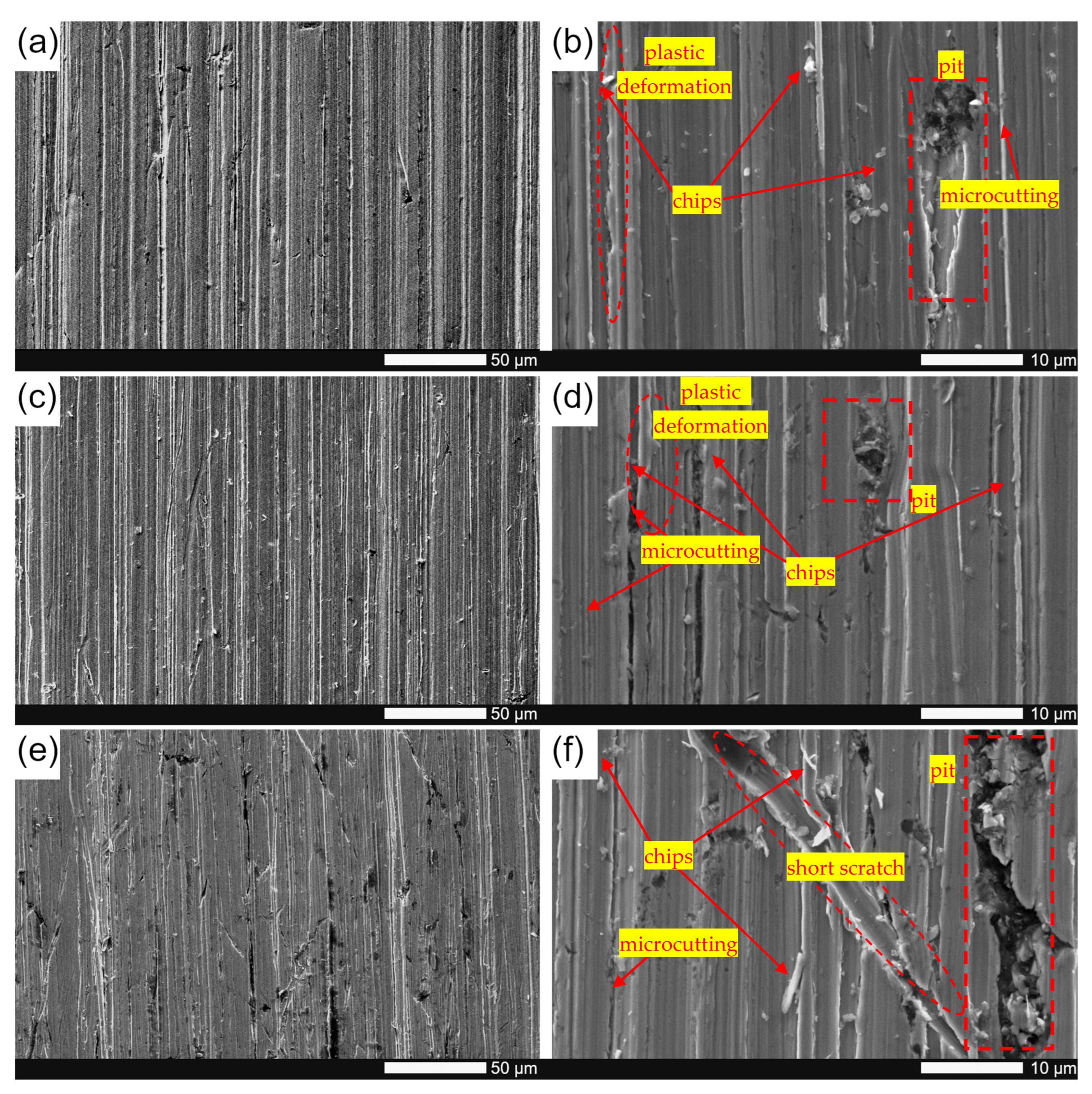
- The primary wear mechanisms for Hardox 500 in the as-delivered state and after quenching at 850 °C are microplowing and plastic deformation. After quenching at 1200 °C, the surface shows significantly greater wear intensity, with deeper and more numerous pits and fine scratches oriented at various angles to the direction of abrasive particle movement.
- Plastic deformations, and consequently the retention of martensitic microstructure ductility despite high hardness, play a crucial role in abrasion resistance. The observed deformations and pits are highly dependent on grain size, with the largest ones appearing in Hardox 500 steel subjected to the highest heat treatment temperatures (1100 °C and 1200 °C), due to greater susceptibility of the microstructure to intense abrasive action.
- Austenitizing temperature also affects the surface roughness of steel after abrasive wear testing. Lower temperatures, particularly 850 °C and 900 °C, yield smoother surfaces with lower roughness, whereas austenitizing at 1000 °C and 1200 °C increases roughness parameters, particularly Rz, Rp, and Rv, compared to the as-delivered state. An austenitizing temperature of 1100 °C provides low roughness parameters, though this does not directly translate to improved functional properties, as represented by abrasion resistance in this treatment state.
- The analysis of Wolf’s shape indices indicates that surface topographies of samples subjected to different austenitizing temperatures are relatively similar, with minor differences due to higher heat treatment temperatures, which may result in more pronounced protrusions.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Pawlak, K.; Białobrzeska, B.; Konat, Ł. The Influence of Austenitizing Temperature on Prior Austenite Grain Size and Resistance to Abrasion Wear of Selected Low-Alloy Boron Steel. Arch. Civ. Mech. Eng. 2016, 16, 913–926. [Google Scholar] [CrossRef]
- Lindroos, M.; Valtonen, K.; Kemppainen, A.; Laukkanen, A.; Holmberg, K.; Kuokkala, V.-T. Wear Behavior and Work Hardening of High Strength Steels in High Stress Abrasion. Wear 2015, 322–323, 32–40. [Google Scholar] [CrossRef]
- Ratia, V.; Rojacz, H.; Terva, J.; Valtonen, K.; Badisch, E.; Kuokkala, V.-T. Effect of Multiple Impacts on the Deformation of Wear-Resistant Steels. Tribol. Lett. 2015, 57, 15. [Google Scholar] [CrossRef]
- Pelczar, M. The Effect of Microalloying Elements on the Hardenability of Boron Treated Steel. Ph.D. Thesis, AGH University of Science and Technology in Krakow, Cracow, Poland, 2010. [Google Scholar]
- Sharma, M.; Ortlepp, I.; Bleck, W. Boron in Heat-Treatable Steels: A Review. Steel Res. Int. 2019, 90, 1900133. [Google Scholar] [CrossRef]
- Konat, Ł.; Pękalski, G. Overview of Materials Testing of Brown-Coal Mining Machines (Years 1985–2017). In Mining Machines and Earth-Moving Equipment; Sokolski, M., Ed.; Springer: Cham, Switzerland, 2020; pp. 21–58. [Google Scholar]
- Konat, Ł.; Zemlik, M.; Jasiński, R.; Grygier, D. Austenite Grain Growth Analysis in a Welded Joint of High-Strength Martensitic Abrasion-Resistant Steel Hardox 450. Materials 2021, 14, 2850. [Google Scholar] [CrossRef]
- Zemlik, M.; Konat, Ł.; Białobrzeska, B. Analysis of the Possibilities to Increase Abrasion Resistance of Welded Joints of Hardox Extreme Steel. Tribol. Int. 2025, 201, 110271. [Google Scholar] [CrossRef]
- Liu, W.; Li, J.; Shi, C.; Wang, C. Effect of Micro-Alloying Element Boron on the Strengthening of High-Strength Steel Q690D. Metallogr. Microstruct. Anal. 2015, 4, 102–108. [Google Scholar] [CrossRef]
- Konat, Ł.; Jasiński, R.; Białobrzeska, B.; Szczepański, Ł. Analysis of the Static and Dynamic Properties of Wear-Resistant Hardox 600 Steel in the Context of Its Application in Working Elements. Mater. Sci. 2021, 39, 86–102. [Google Scholar] [CrossRef]
- Gao, Y.; Xue, X.; Yang, H. Influence of Boron on Initial Austenite Grain Size and Hot Deformation Behavior of Boron Microalloyed Steels. Crystals 2015, 5, 592–607. [Google Scholar] [CrossRef]
- Ruan, S.; Zhao, A.; Wang, L. Effect of Boron on Microstructure and Properties of Ultra-Low Carbon Steel. IOP Conf. Ser. Mater. Sci. Eng. 2020, 774, 12023. [Google Scholar] [CrossRef]
- Białobrzeska, B. Effect of Boron Accompanied by Chromium, Vanadium and Titanium on Kinetics of Austenite Grain Growth. Ironmak. Steelmak. 2021, 48, 649–676. [Google Scholar] [CrossRef]
- Sundström, A.; Rendón, J.; Olsson, M. Wear Behaviour of Some Low Alloyed Steels under Combined Impact/Abrasion Contact Conditions. Wear 2001, 250, 744–754. [Google Scholar] [CrossRef]
- Haiko, O.; Javaheri, V.; Valtonen, K.; Kaijalainen, A.; Hannula, J.; Kömi, J. Effect of Prior Austenite Grain Size on the Abrasive Wear Resistance of Ultra-High Strength Martensitic Steels. Wear 2020, 454–455, 203336. [Google Scholar] [CrossRef]
- Zum Gahr, K.H. Wear by Hard Particles. Tribol. Int. 1998, 31, 587–596. [Google Scholar] [CrossRef]
- Białobrzeska, B.; Konat, Ł.; Jasiński, R. The Influence of Austenite Grain Size on the Mechanical Properties of Low-Alloy Steel with Boron. Metals 2017, 7, 26. [Google Scholar] [CrossRef]
- Maciejny, A. Brittleness of Metals; Publishing House “Śląsk”: Katowice, Poland, 1973. [Google Scholar]
- Li, X.; Lu, G.; Wang, Q.; Zhao, J.; Xie, Z.; Misra, R.D.K.; Shang, C. The Effects of Prior Austenite Grain Refinement on Strength and Toughness of High-Strength Low-Alloy Steel. Metals 2021, 12, 28. [Google Scholar] [CrossRef]
- Field, D.M.; Cluff, S.R.; Limmer, K.R.; Montgomery, J.S.; Magagnosc, D.J.; Cho, K.C. Heat Treatment and Austenitization Temperature Effect on Microstructure and Impact Toughness of an Ultra-High Strength Steel. Metals 2021, 11, 723. [Google Scholar] [CrossRef]
- Maropoulos, S.; Karagiannis, S.; Ridley, N. The Effect of Austenitising Temperature on Prior Austenite Grain Size in a Low-Alloy Steel. Mater. Sci. Eng. A 2008, 483–484, 735–739. [Google Scholar] [CrossRef]
- Wu, B.B.; Wang, X.L.; Wang, Z.Q.; Zhao, J.X.; Jin, Y.H.; Wang, C.S.; Shang, C.J.; Misra, R.D.K. New Insights from Crystallography into the Effect of Refining Prior Austenite Grain Size on Transformation Phenomenon and Consequent Mechanical Properties of Ultra-High Strength Low Alloy Steel. Mater. Sci. Eng. A 2019, 745, 126–136. [Google Scholar] [CrossRef]
- Ratia, V.; Miettunen, I.; Kuokkala, V.-T. Surface Deformation of Steels in Impact-Abrasion: The Effect of Sample Angle and Test Duration. Wear 2013, 301, 94–101. [Google Scholar] [CrossRef]
- Chintha, A.R. Metallurgical Aspects of Steels Designed to Resist Abrasion, and Impact-Abrasion Wear. Mater. Sci. Technol. 2019, 35, 1133–1148. [Google Scholar] [CrossRef]
- Moore, M.A.; Richardson, R.C.D.; Attwood, D.G. The Limiting Strength of Worn Metal Surfaces. Metall. Trans. 1972, 3, 2485–2491. [Google Scholar] [CrossRef]
- Kashcheev, V.N. Some Aspects of Improving Abrasive Resistance. Wear 1983, 89, 265–272. [Google Scholar] [CrossRef]
- Białobrzeska, B. The Influence of Boron on the Resistance to Abrasion of Quenched Low-Alloy Steels. Wear 2022, 500–501, 204345. [Google Scholar] [CrossRef]
- Konat, Ł. Structural Aspects of Execution and Thermal Treatment of Welded Joints of Hardox Extreme Steel. Metals 2019, 9, 915. [Google Scholar] [CrossRef]
- Konat, Ł. Technological, Microstructural and Strength Aspects of Welding and Post-Weld Heat Treatment of Martensitic, Wear-Resistant Hardox 600 Steel. Materials 2021, 14, 4541. [Google Scholar] [CrossRef]
- Konat, Ł.; Napiórkowski, J. The Effect of the Method and Parameters of the Heat Treatment on Abrasive Wear Resistance of 38GSA Steel. Q. Tribol. 2019, 2, 61–69. [Google Scholar] [CrossRef]
- Tarasiuk, W.; Napiórkowski, J.; Ligier, K.; Krupicz, B. Comparison of the Wear Resistance Between HARDOX 500 Steel and 20MnCr5 Steel. Q. Tribol. 2017, 273, 165–170. [Google Scholar] [CrossRef]
- Napiórkowski, J.; Lemecha, M.; Konat, Ł. Forecasting the Wear of Operating Parts in an Abrasive Soil Mass Using the Holm-Archard Model. Materials 2019, 12, 2180. [Google Scholar] [CrossRef]
- Valtonen, K.; Keltamäki, K.; Kuokkala, V.-T. High-Stress Abrasion of Wear Resistant Steels in the Cutting Edges of Loader Buckets. Tribolpgy Int. 2018, 119, 707–720. [Google Scholar] [CrossRef]
- Szala, M.; Szafran, M.; Macek, W.; Marchenko, S.; Hejwowski, T. Abrasion Resistance of S235, S355, C45, AISI 304 and Hardox 500 Steels with Usage of Garnet, Corundum and Carborundum Abrasives. Adv. Sci. Technol. Res. J. 2019, 13, 151–161. [Google Scholar] [CrossRef] [PubMed]
- Ligier, K.; Zemlik, M.; Lemecha, M.; Konat, Ł.; Napiórkowski, J. Analysis of Wear Properties of Hardox Steels in Different Soil Conditions. Materials 2022, 15, 7622. [Google Scholar] [CrossRef] [PubMed]
- Hara, T.; Asahi, H.; Uemori, R.; Tamehiro, H. Role of Combined Addition of Niobium and Boron and of Molybdenum and Boron on Hardnenability in Low Carbon Steels. ISIJ Int. 2004, 44, 1431–1440. [Google Scholar] [CrossRef]
- ASTM E407(2015); Practice for Microetching Metals and Alloys. ASTM International: West Conshohocken, PA, USA, 2015.
- ISO 6506-1:2014; Metallic Materials—Brinell Hardness Test—Part 1: Test Method. International Organization for Standardization: Geneva, Switzerland, 2014.
- GOST 23.208-79; Ensuring of Wear Resistance of Products. Wear Resistance Testing of Materials by Friction Against Loosely Fixed Abrasive Particles. Rosstandart: Moscow, Russian, 1979.
- ASTM G65-16(2021); Standard Test Method for Measuring Abrasion Using the Dry Sand/Rubber Wheel Apparatus. ASTM International: West Conshohocken, PA, USA, 2021.
- Vargova, M.; Tavodova, M.; Monkova, K.; Dzupon, M. Research of Resistance of Selected Materials to Abrasive Wear to Increase the Ploughshare Lifetime. Metals 2022, 12, 940. [Google Scholar] [CrossRef]
- PN-M-59115:1976; Wyroby ścierne—Ścierniwo—Skład ziarnowy. Polski Komitet Normalizacji: Miar i Jakości, Poland, 1976.
- Box, G.E.P. Some Theorems on Quadratic Forms Applied in the Study of Analysis of Variance Problems: II. Effect of Inequality of Variances and of Correlation of Errors in the Two-Way Classification. Ann. Math. Stat. 1954, 25, 484–498. [Google Scholar] [CrossRef]
- Box, G.E.P. Some Theorems on Quadratic Forms Applied in the Study of Analysis of Variance Problems: I. Effect of Inequality of Variances in the One-Way Classification. Ann. Math. Stat. 1954, 25, 290–302. [Google Scholar] [CrossRef]
- Valtonen, K.; Ojala, N.; Haiko, O.; Kuokkala, V.-T. Comparison of Various High-Stress Wear Conditions and Wear Performance of Martensitic Steels. Wear 2019, 426–427, 3–13. [Google Scholar] [CrossRef]
- Haiko, O.; Valtonen, K.; Kaijalainen, A.; Uusikallio, S.; Hannula, J.; Liimatainen, T.; Kömi, J. Effect of Tempering on the Impact-Abrasive and Abrasive Wear Resistance of Ultra-High Strength Steels. Wear 2019, 440–441, 203098. [Google Scholar] [CrossRef]
- Haiko, O.; Kaijalainen, A.; Pallaspuro, S.; Hannula, J.; Porter, D.; Liimatainen, T.; Kömi, J. The Effect of Tempering on the Microstructure and Mechanical Properties of a Novel 0.4C Press-Hardening Steel. Appl. Sci. 2019, 9, 4231. [Google Scholar] [CrossRef]
- Ojala, N.; Valtonen, K.; Heino, V.; Kallio, M.; Aaltonen, J.; Siitonen, P.; Kuokkala, V.T. Effects of Composition and Microstructure on the Abrasive Wear Performance of Quenched Wear Resistant Steels. Wear 2014, 317, 225–232. [Google Scholar] [CrossRef]
- He, B.; Ding, S.; Shi, Z. A Comparison between Profile and Areal Surface Roughness Parameters. Metrol. Meas. Syst. 2021, 28, 413–438. [Google Scholar] [CrossRef]
- Wiśniewski, M.; Szczerek, M. Tribology and Tribotechnics; Publishing House: Institute for Sustainable Technologies: Radom, Poland, 2000. [Google Scholar]
- Konat, Ł. Structures and Properties of Hardox Steels and Their Application Possibilities in Conditions of Abrasive Wear and Dynamic Loads. Ph.D. Thesis, Wrocław University of Science and Technology, Wrocław, Poland, 2007. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | P | S | Cr | Ni | Mo |
| 0.29 | 0.74 | 0.28 | 0.007 | 0.001 | 0.61 | 0.06 | 0.018 |
| V | Cu | Al | Ti | Nb | Co | B | Zr |
| 0.012 | 0.010 | 0.054 | 0.003 | – | – | 0.0009 | – |
| Designation | Heat Treatment Parameters |
|---|---|
| H500-DS | As-delivered state |
| H500-A (850–1200 °C) Abrasion and hardness measurements | Normalizing: 890 °C, 30 min Austenitizing: 850 °C, 900 °C, 1000 °C, 1100 °C, 1200 °C, 120 min, water |
| H500, H500-A (850–1200 °C) Prior austenite grain size testing | Normalizing: 890 °C, 30 min Austenitizing: 850 °C, 900 °C, 1000 °C, 1100 °C, 1200 °C, 120 min, water Tempering: 550 °C, 30 min, furnace cooling |
| SS Effect | df Effect | MS Effect | SS Error | df Error | MS Error | F | p | |
|---|---|---|---|---|---|---|---|---|
| Mass wear per 1 m of sliding distance | 0.009885 | 5 | 0.001977 | 0.011121 | 30 | 0.000371 | 5.333405 | 0.001268 |
| Hardness | 243.9613 | 5 | 48.79227 | 822.3610 | 54 | 15.22891 | 3.203924 | 0.013227 |
| SS Effect | df Effect | MS Effect | SS Error | df Error | MS Error | F | p | |
|---|---|---|---|---|---|---|---|---|
| Mass wear per 1 m of sliding distance | 0.247804 | 5 | 0.049561 | 0.037302 | 30 | 0.001243 | 39.85862 | 0.000000 |
| Hardness | 28,525.43 | 5 | 5705.086 | 1987.426 | 54 | 36.80419 | 155.0119 | 0.00 |
| State of Heat Treatment | {1} M = 0.79082 | {2} M = 0.78652 | {3} M = 0.78970 | {4} M = 0.82289 | {5} M = 0.90382 | {6} M = 1.0128 |
|---|---|---|---|---|---|---|
| DS {1} | 0.999940 | 1.000000 | 0.620480 | 0.000195 | 0.000134 | |
| TA = 850 °C {2} | 0.999940 | 0.999986 | 0.489137 | 0.000169 | 0.000134 | |
| TA = 900 °C {3} | 1.000000 | 0.999986 | 0.586088 | 0.000187 | 0.000134 | |
| TA = 1000 °C {4} | 0.620480 | 0.489137 | 0.586088 | 0.005079 | 0.000134 | |
| TA = 1100 °C {5} | 0.000195 | 0.000169 | 0.000187 | 0.005079 | 0.000240 | |
| TA = 1200 °C {6} | 0.000134 | 0.000134 | 0.000134 | 0.000134 | 0.000240 |
| State of Heat Treatment | {1} M = 468.01 | {2} M = 529.42 | {3} M = 534.26 | {4} M = 521.83 | {5} M = 513.30 | {6} M = 507.42 |
|---|---|---|---|---|---|---|
| DS {1} | 0.000138 | 0.000138 | 0.000138 | 0.000138 | 0.000138 | |
| TA = 850 °C {2} | 0.000138 | 0.484497 | 0.073327 | 0.000140 | 0.000138 | |
| TA = 900 °C {3} | 0.000138 | 0.484497 | 0.000508 | 0.000138 | 0.000138 | |
| TA = 1000 °C {4} | 0.000138 | 0.073327 | 0.000508 | 0.030820 | 0.000162 | |
| TA = 1100 °C {5} | 0.000138 | 0.000140 | 0.000138 | 0.030820 | 0.269951 | |
| TA = 1200 °C {6} | 0.000138 | 0.000138 | 0.000138 | 0.000162 | 0.269951 |
| Shape Parameter Ratios [-] | Heat Treatment—Sample Designation | |||||
|---|---|---|---|---|---|---|
| DS | TA = 850 °C | TA = 900 °C | TA = 1000 °C | TA = 1100 °C | TA = 1200 °C | |
| 1.95 | 1.84 | 2.05 | 1.94 | 2.29 | 1.83 | |
| 6.49 | 7.73 | 7.09 | 6.66 | 6.98 | 7.37 | |
| 1.20 | 1.23 | 1.38 | 1.16 | 1.76 | 1.01 | |
| 7.65 | 11.41 | 9.89 | 7.76 | 10.81 | 8.59 | |
| 1.17 | 1.19 | 1.25 | 1.20 | 1.45 | 1.16 | |
| 0.14 | 0.11 | 0.13 | 0.13 | 0.13 | 0.12 | |
| 1.95 | 1.84 | 2.05 | 1.94 | 2.29 | 1.83 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zemlik, M.; Białobrzeska, B.; Stachowicz, M.; Hanszke, J. The Influence of Grain Size on the Abrasive Wear Resistance of Hardox 500 Steel. Appl. Sci. 2024, 14, 11490. https://doi.org/10.3390/app142411490
Zemlik M, Białobrzeska B, Stachowicz M, Hanszke J. The Influence of Grain Size on the Abrasive Wear Resistance of Hardox 500 Steel. Applied Sciences. 2024; 14(24):11490. https://doi.org/10.3390/app142411490
Chicago/Turabian StyleZemlik, Martyna, Beata Białobrzeska, Mateusz Stachowicz, and Jakub Hanszke. 2024. "The Influence of Grain Size on the Abrasive Wear Resistance of Hardox 500 Steel" Applied Sciences 14, no. 24: 11490. https://doi.org/10.3390/app142411490
APA StyleZemlik, M., Białobrzeska, B., Stachowicz, M., & Hanszke, J. (2024). The Influence of Grain Size on the Abrasive Wear Resistance of Hardox 500 Steel. Applied Sciences, 14(24), 11490. https://doi.org/10.3390/app142411490