
Effects of Waste Plastic and Glass Aggregates on the Strength Properties of Ambient-Cured One-Part Metakaolin-Based Geopolymer Concrete



Abstract
:1. Introduction
2. Experimental Details
2.1. Materials
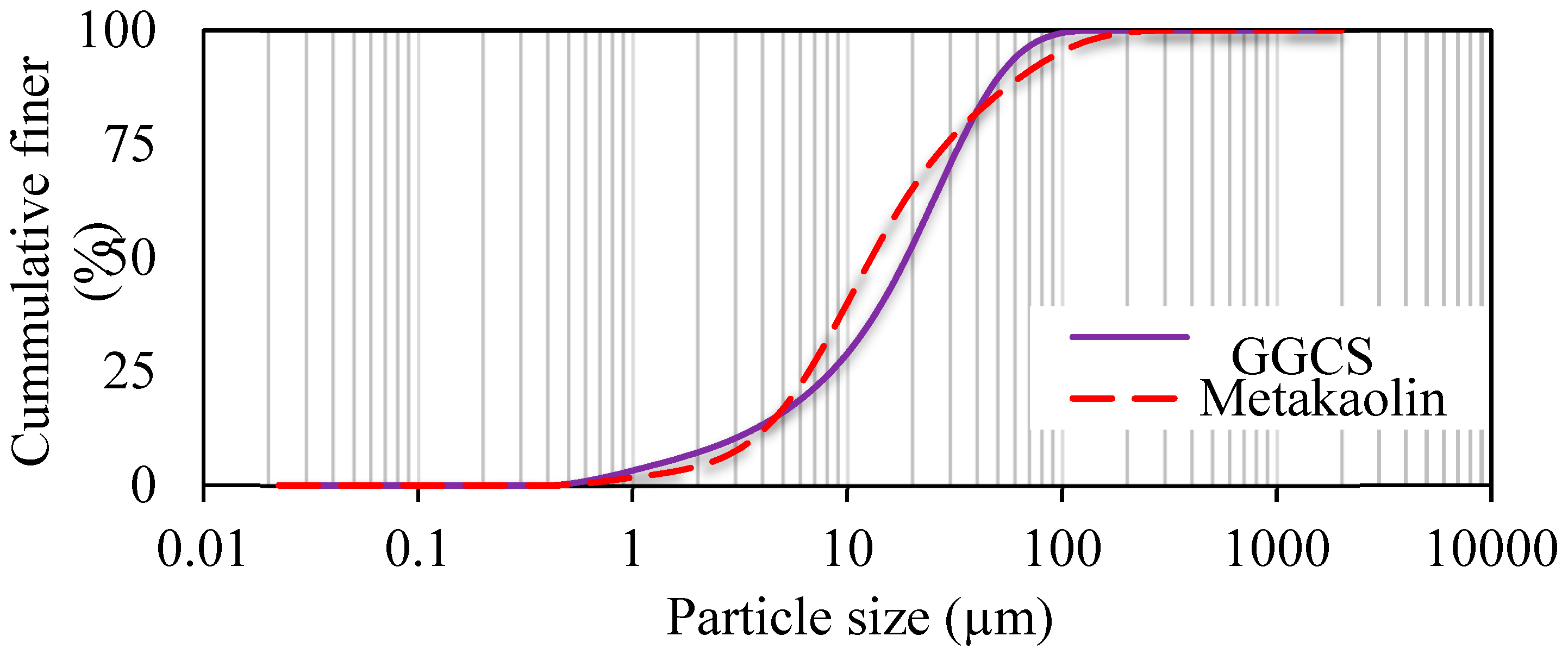
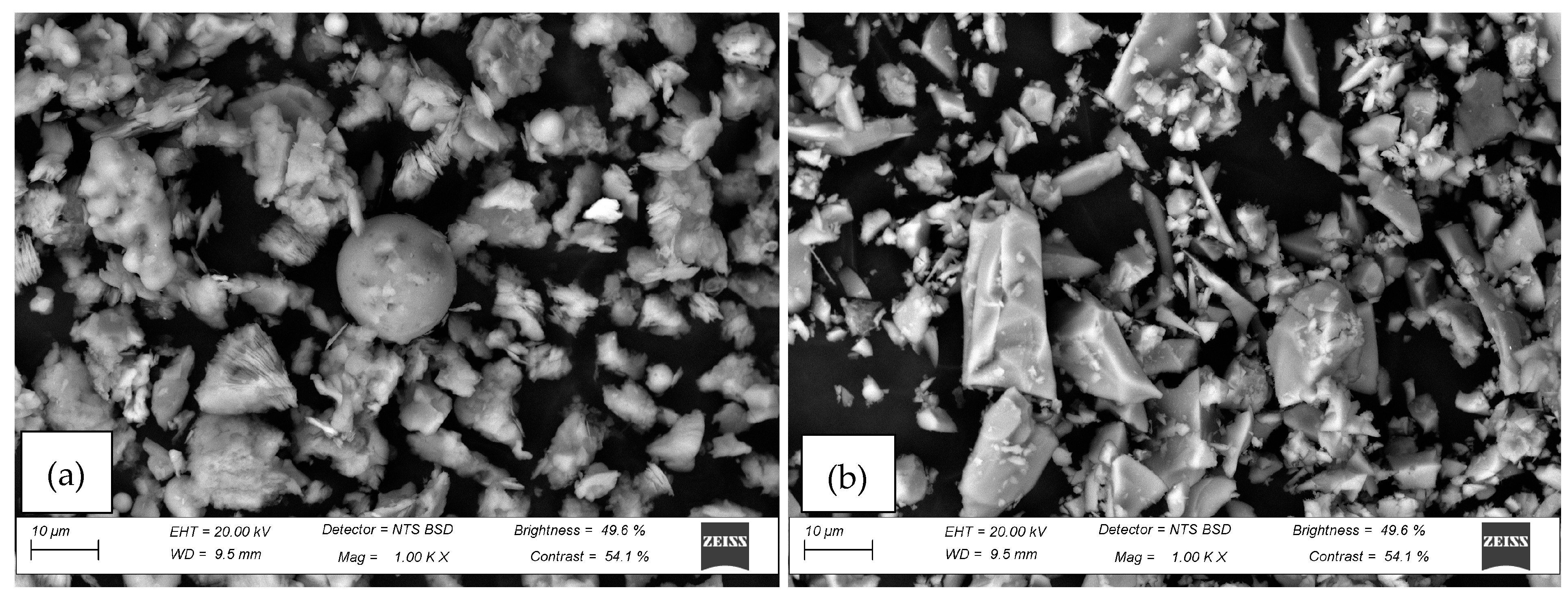
2.1.1. Precursor
2.1.2. Alkali Reagents
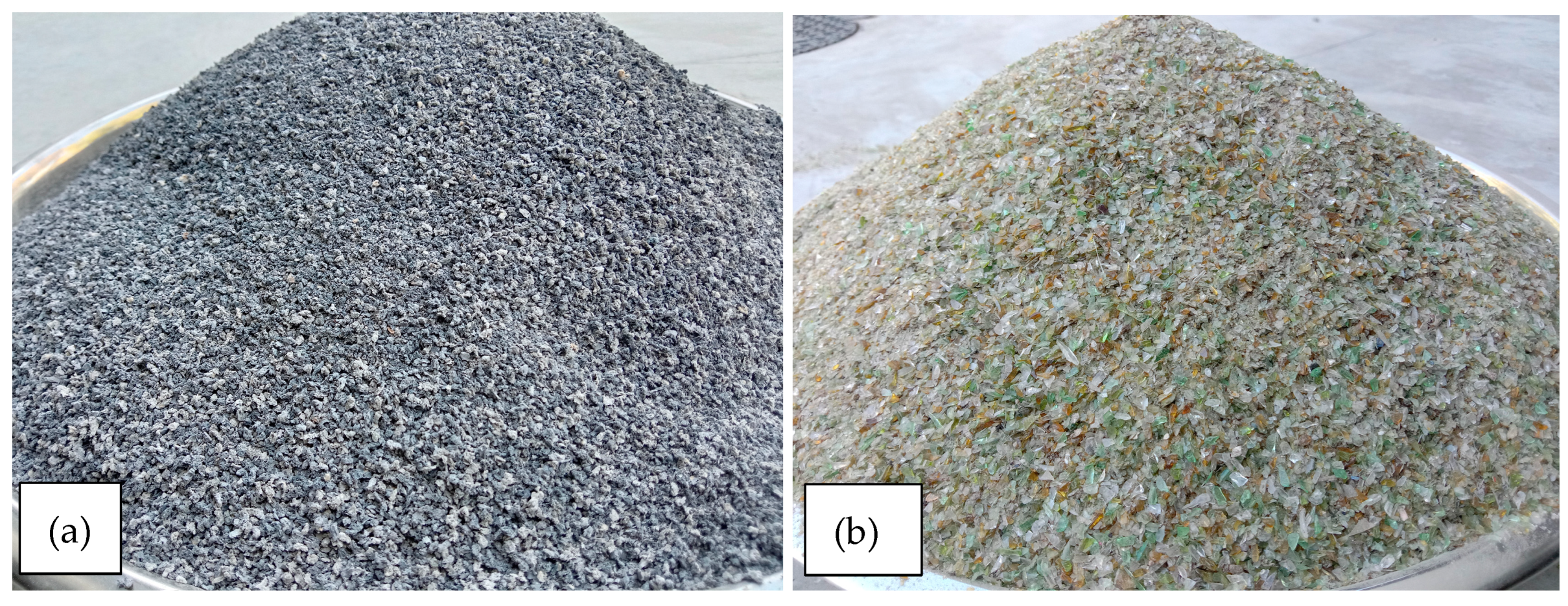
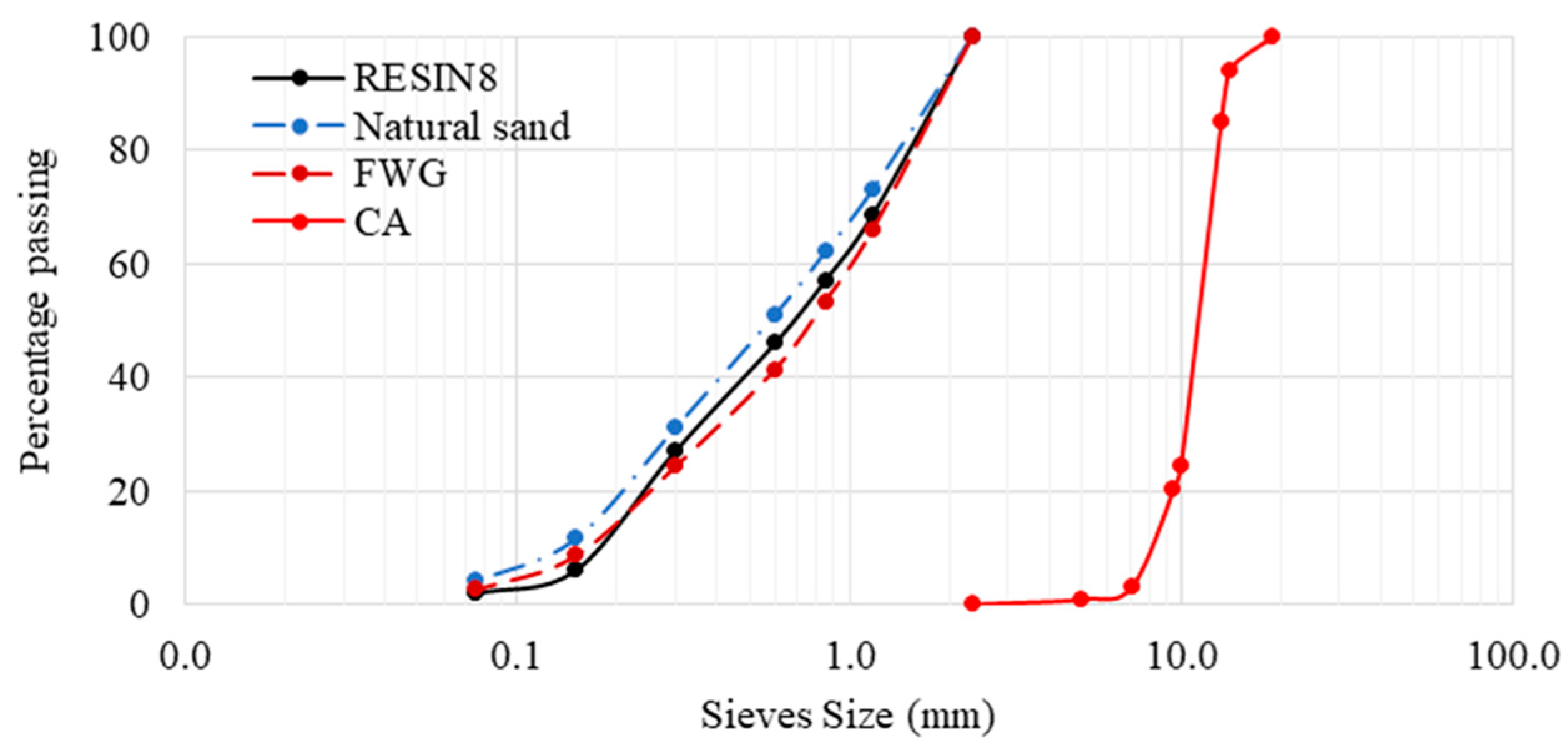
2.1.3. Aggregates
2.1.4. Admixtures and Fibre Reinforcement
2.2. Methods
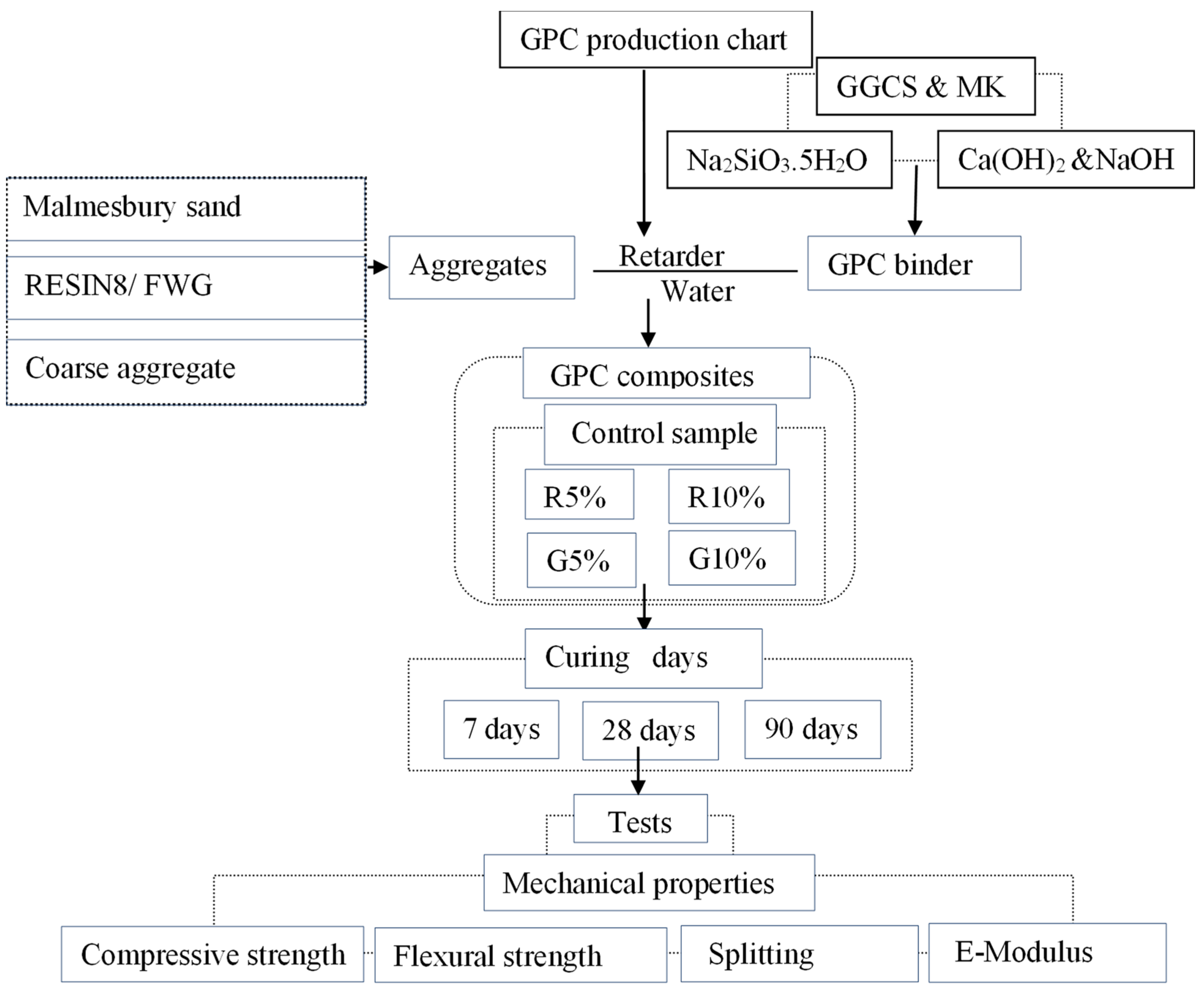
2.2.1. OMGPC Mix Design
Single-Factor and Orthogonal Experimental Design Using Taguchi Approach
Mix Proportion and Procedure
2.2.2. Fresh Properties
2.2.3. Hardened Density and Compressive Strength
2.2.4. Flexural Strength
2.2.5. Splitting Tensile Strength
2.2.6. Modulus of Elasticity
2.2.7. Morphology of OMGPC
3. Results and Discussion
3.1. Fresh Properties and Density of OMGPC
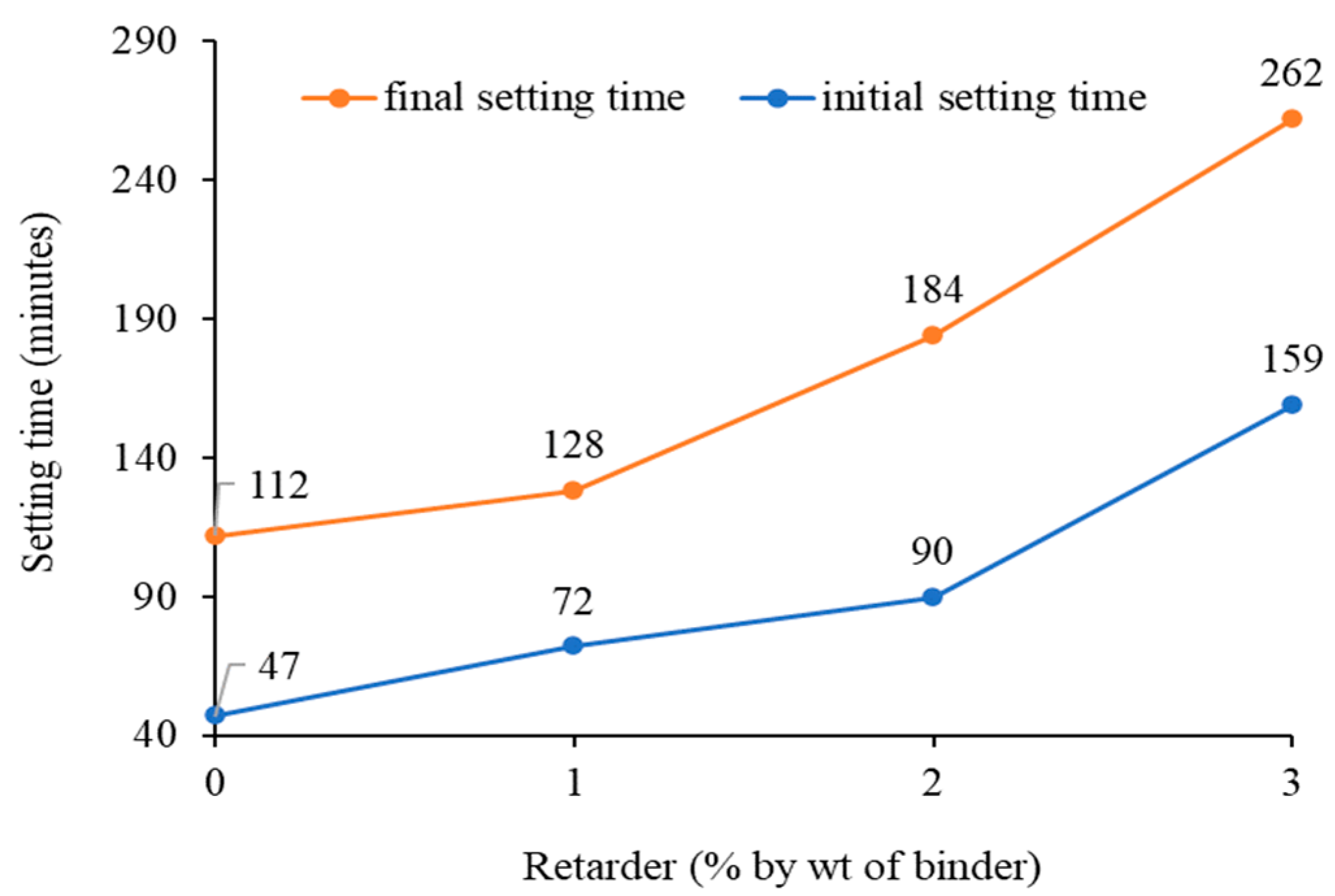
3.1.1. Setting Time of One-Part Metakaolin-Based Geopolymer Binder
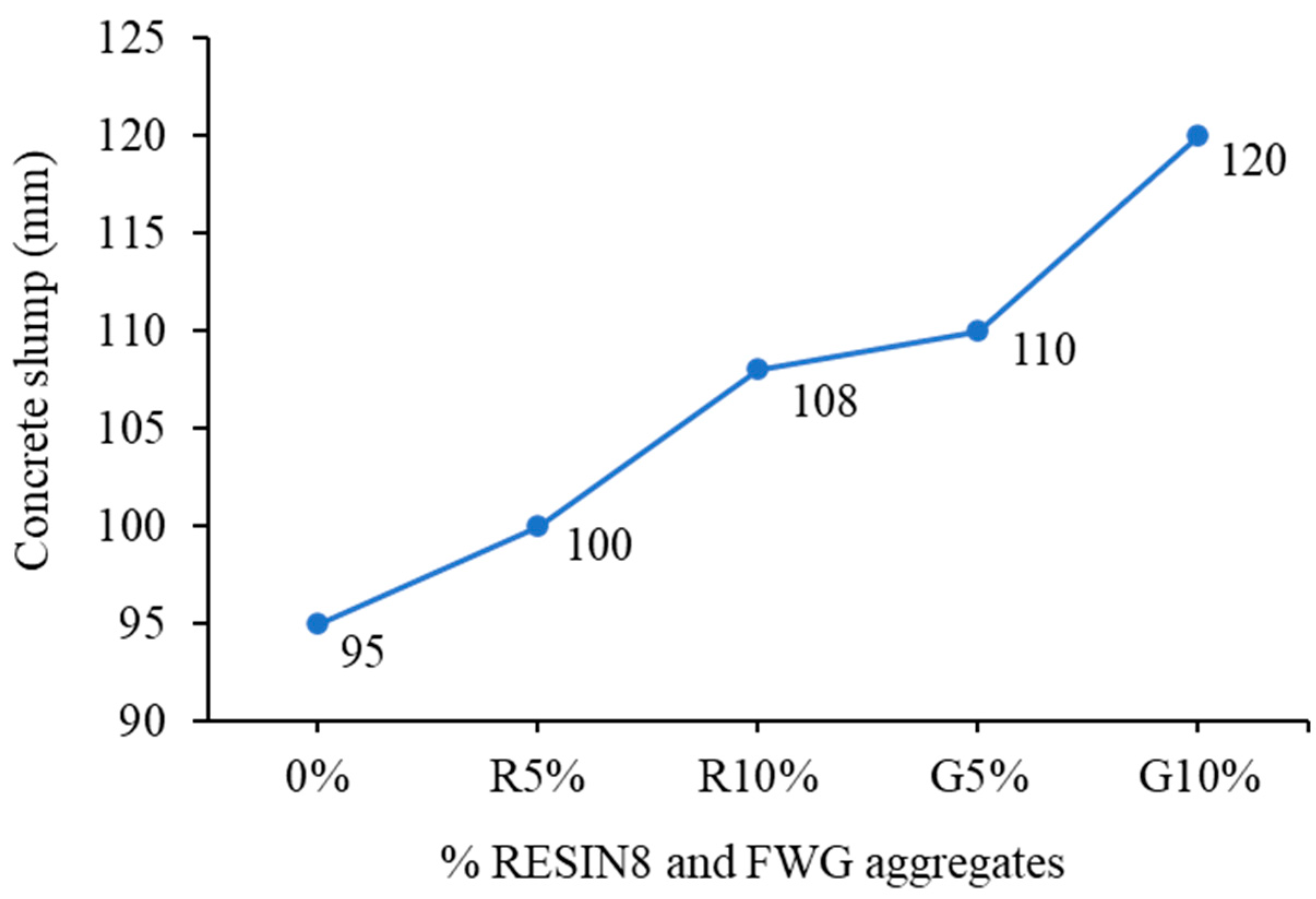
3.1.2. Workability of OMGPC
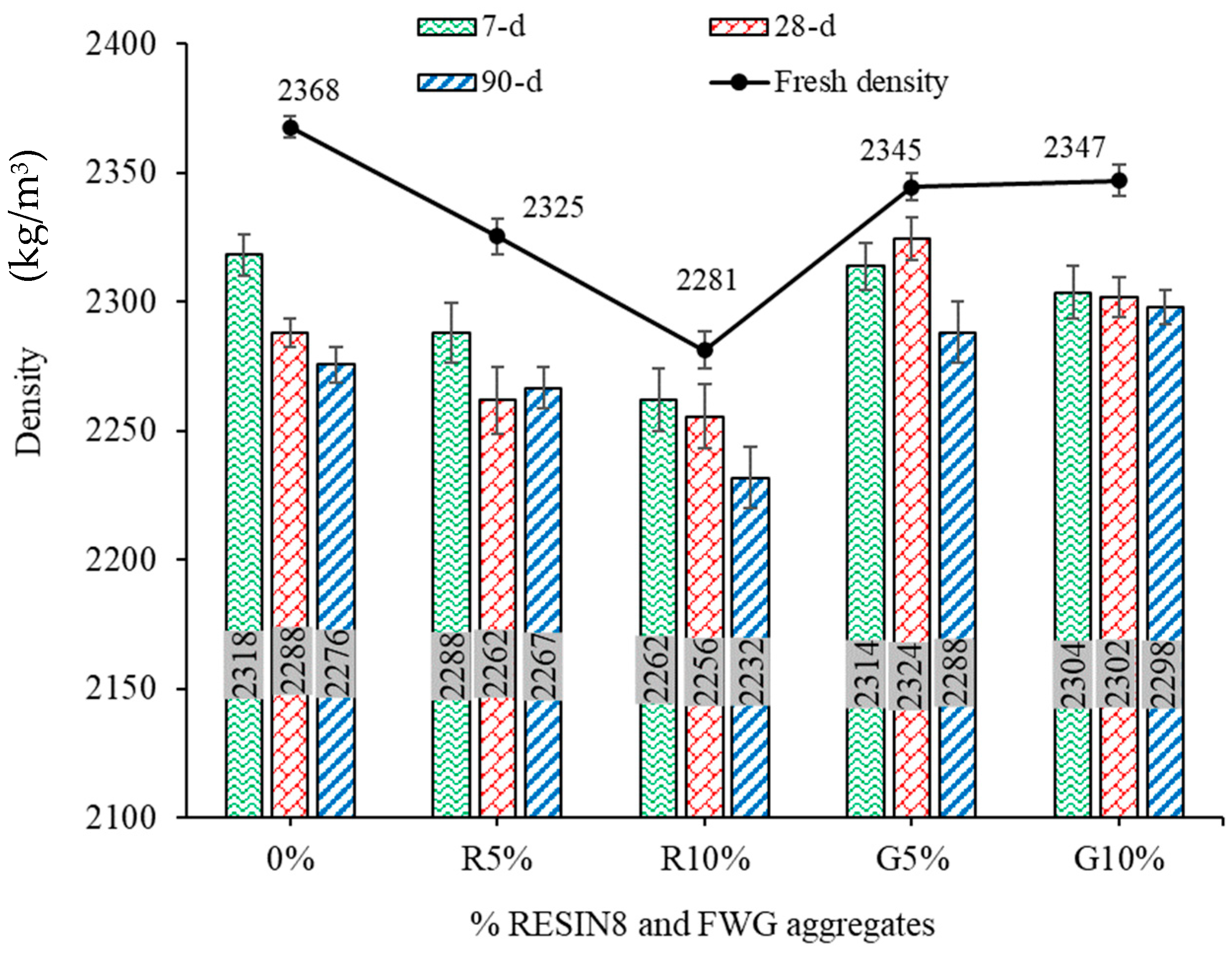
3.1.3. Fresh Density of OMGPC
3.2. Hardened Properties of OMGPC
3.2.1. Hardened Density of OMGPC
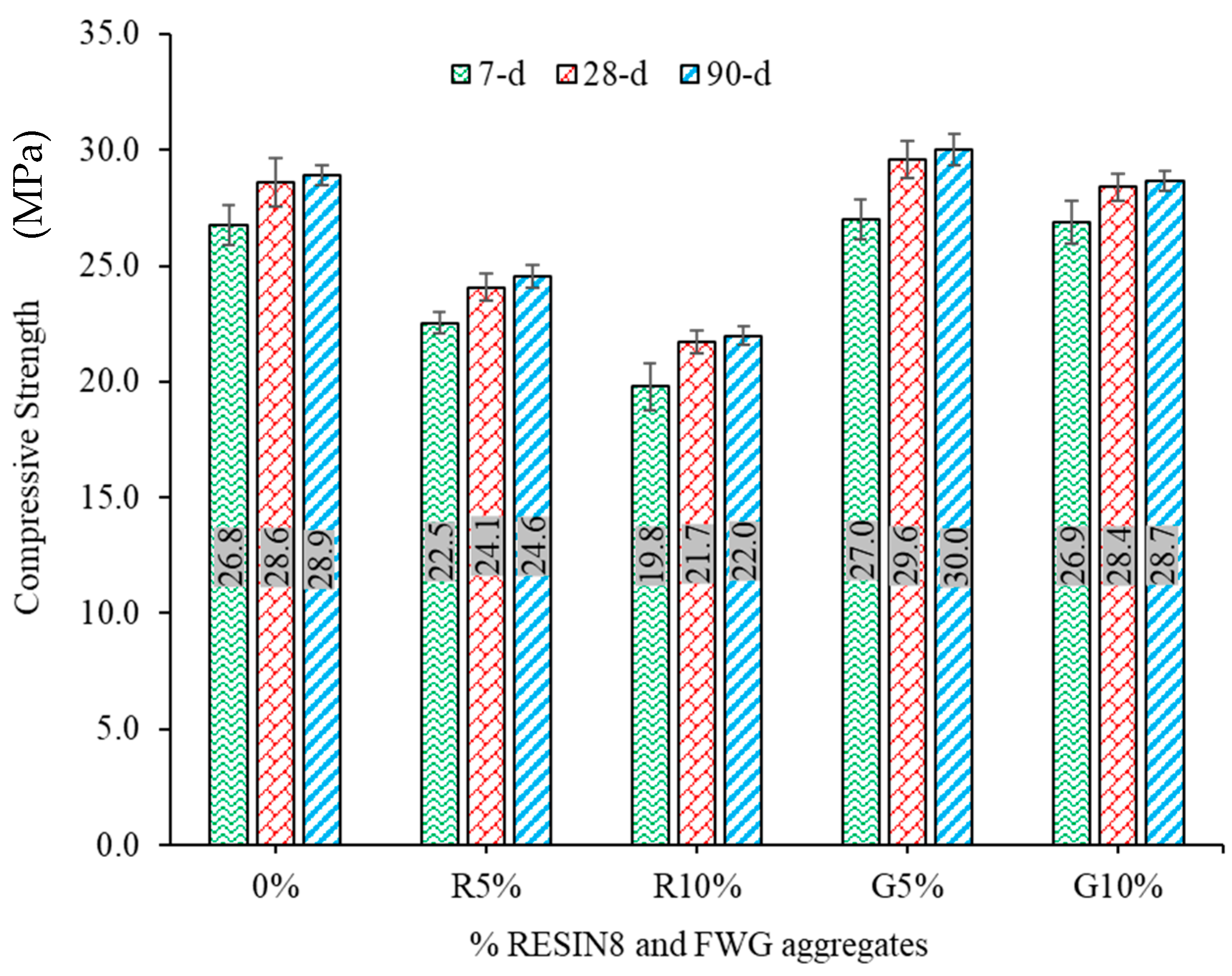
3.2.2. Compressive Strength of OMGPC
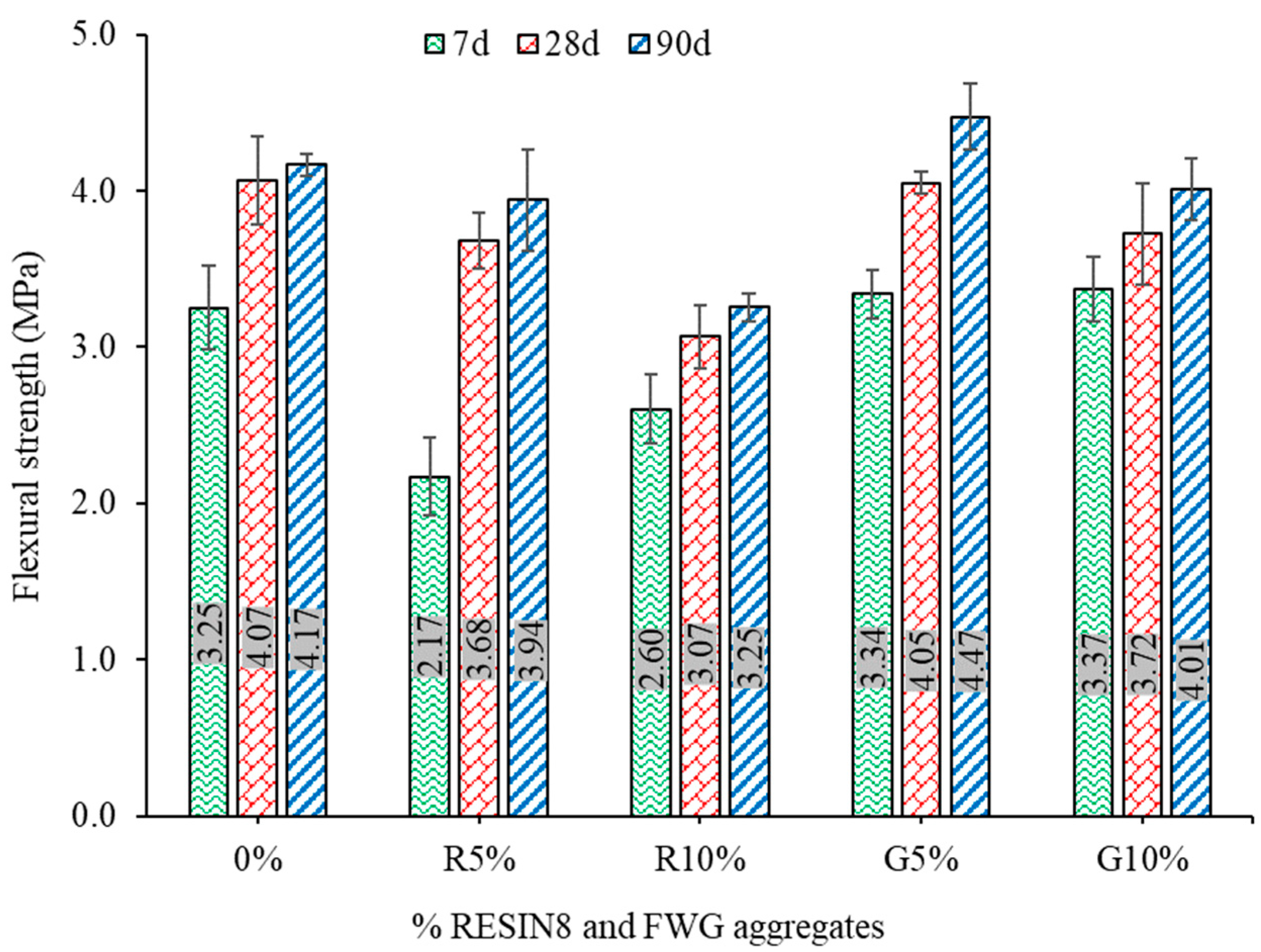
3.2.3. Flexural Strength of OMGPC Containing Recycled Aggregates
3.2.4. Splitting Tensile Strength
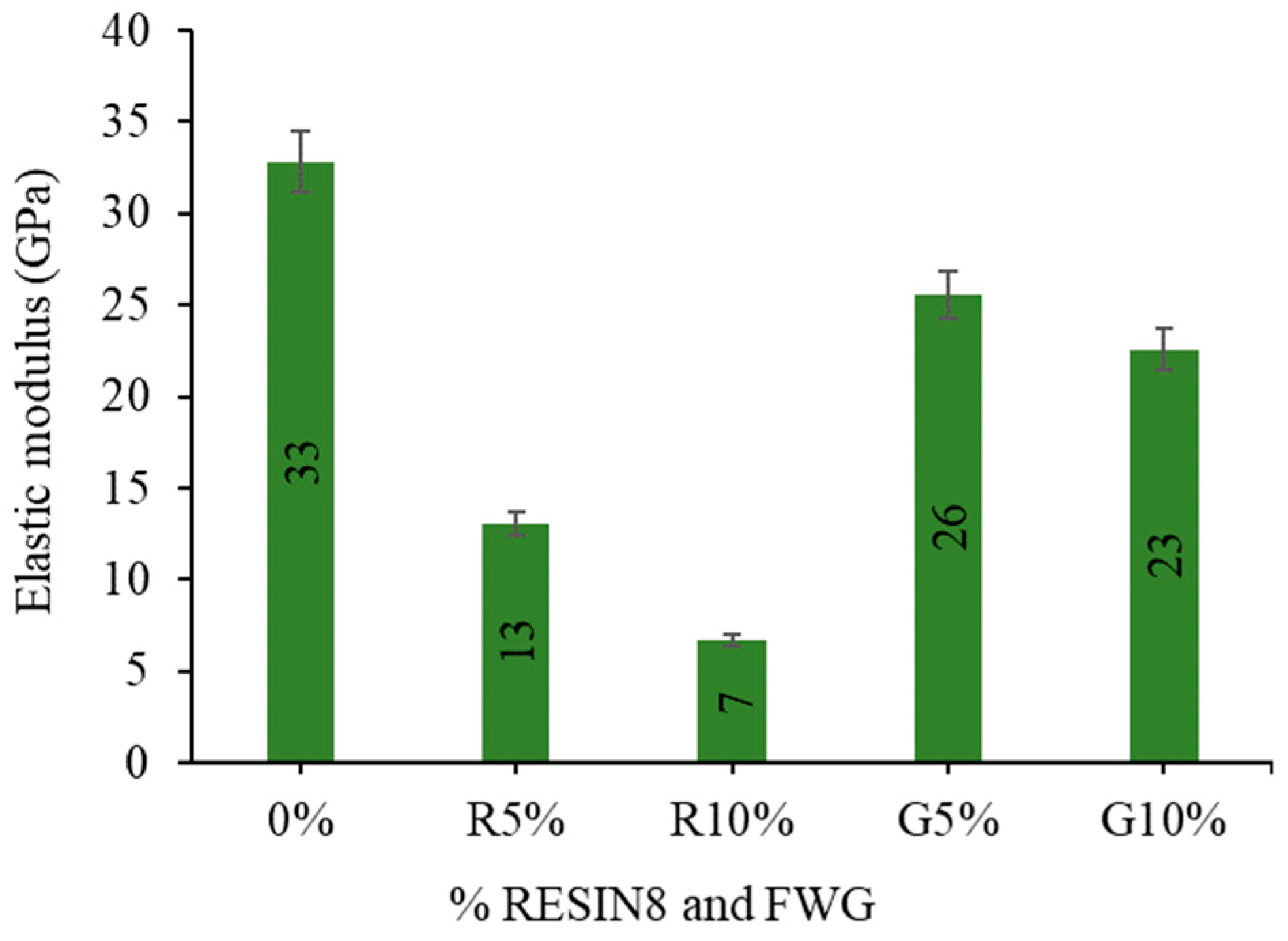
3.2.5. Static Modulus of Elasticity of OMGPC Incorporating Recycled Aggregates
3.3. Comparison between Strength Properties of OMGPC
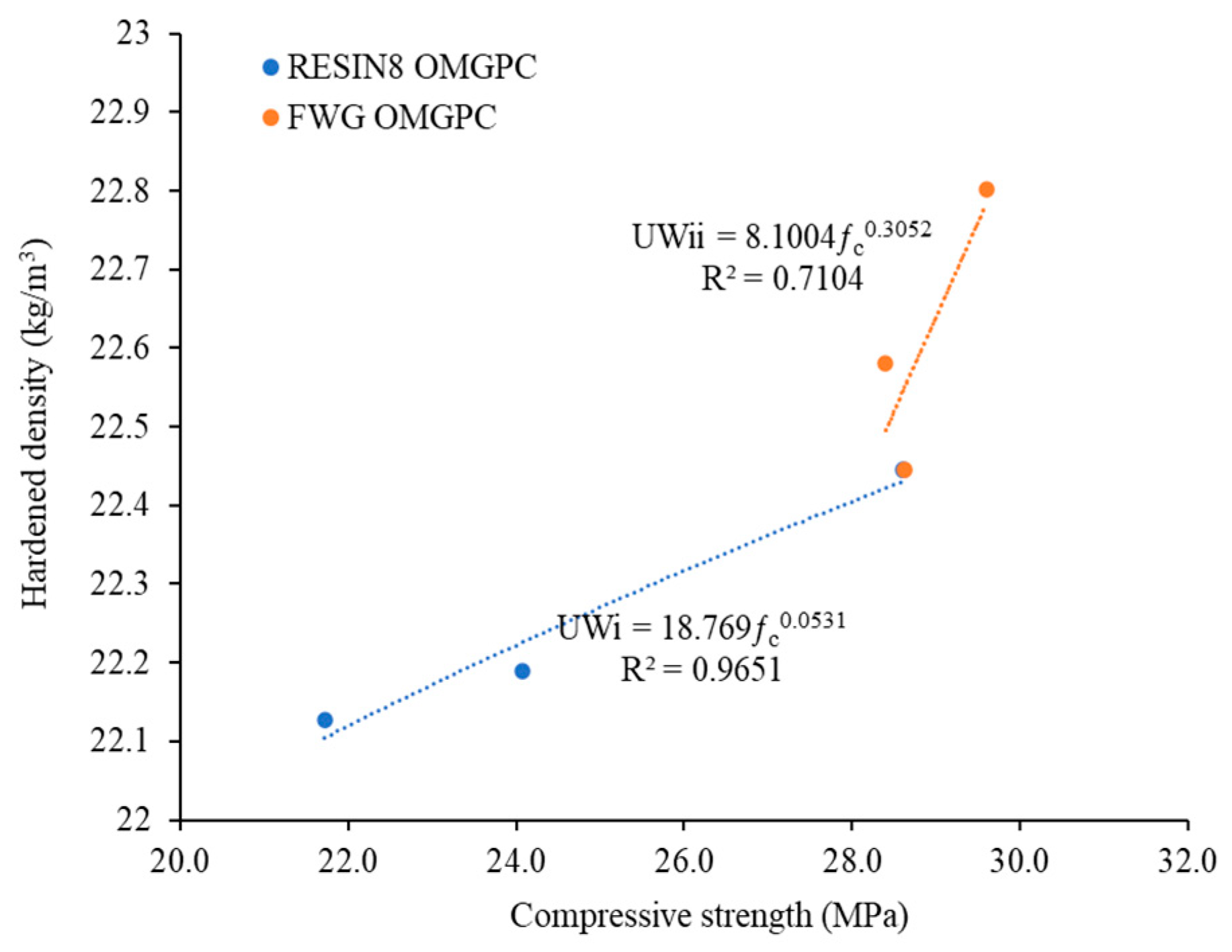
3.3.1. Relationship between Compressive Strength and Hardened Unit Weight
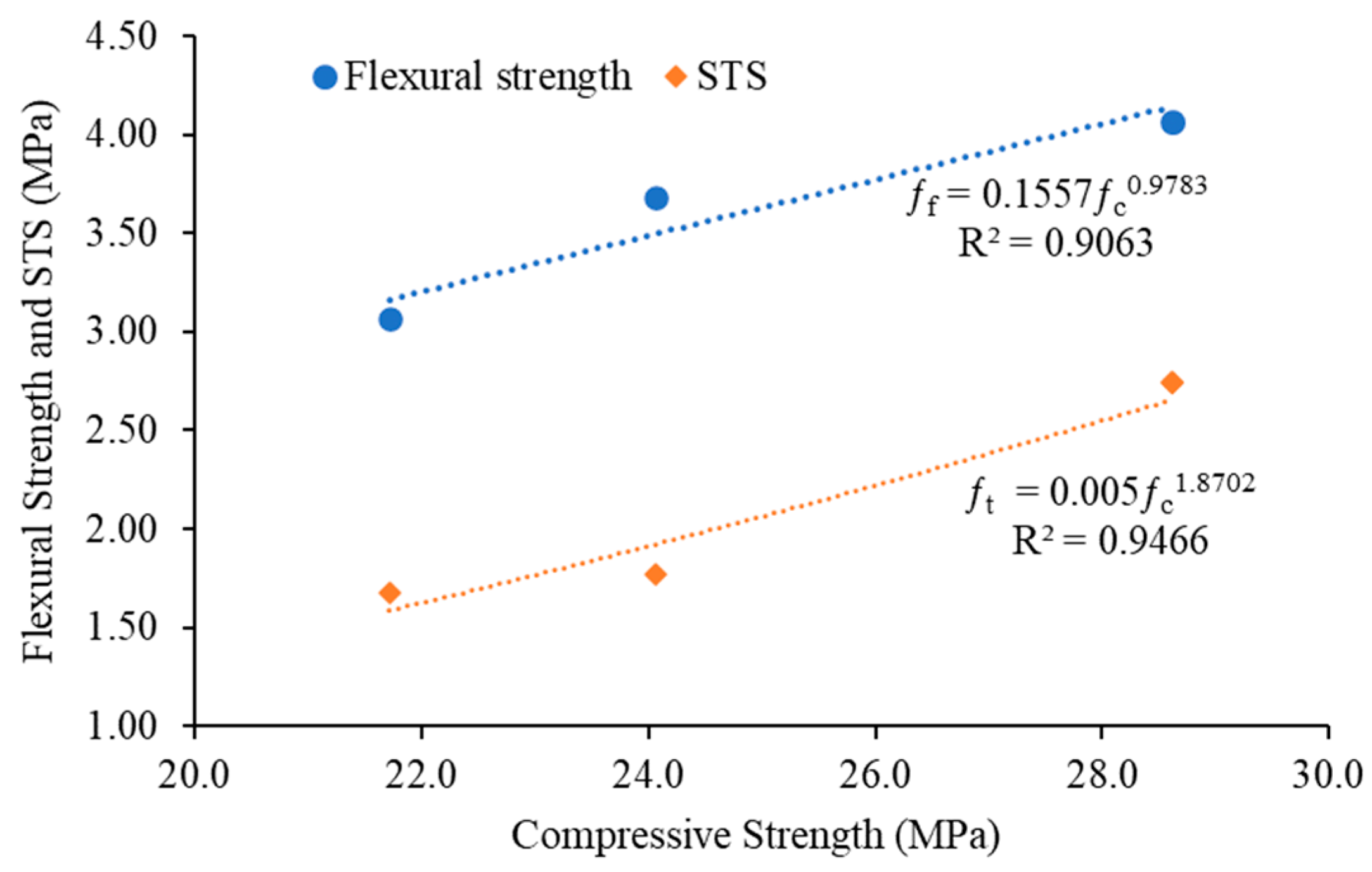
3.3.2. Relation between Compressive, Flexural, and Splitting Tensile Strengths
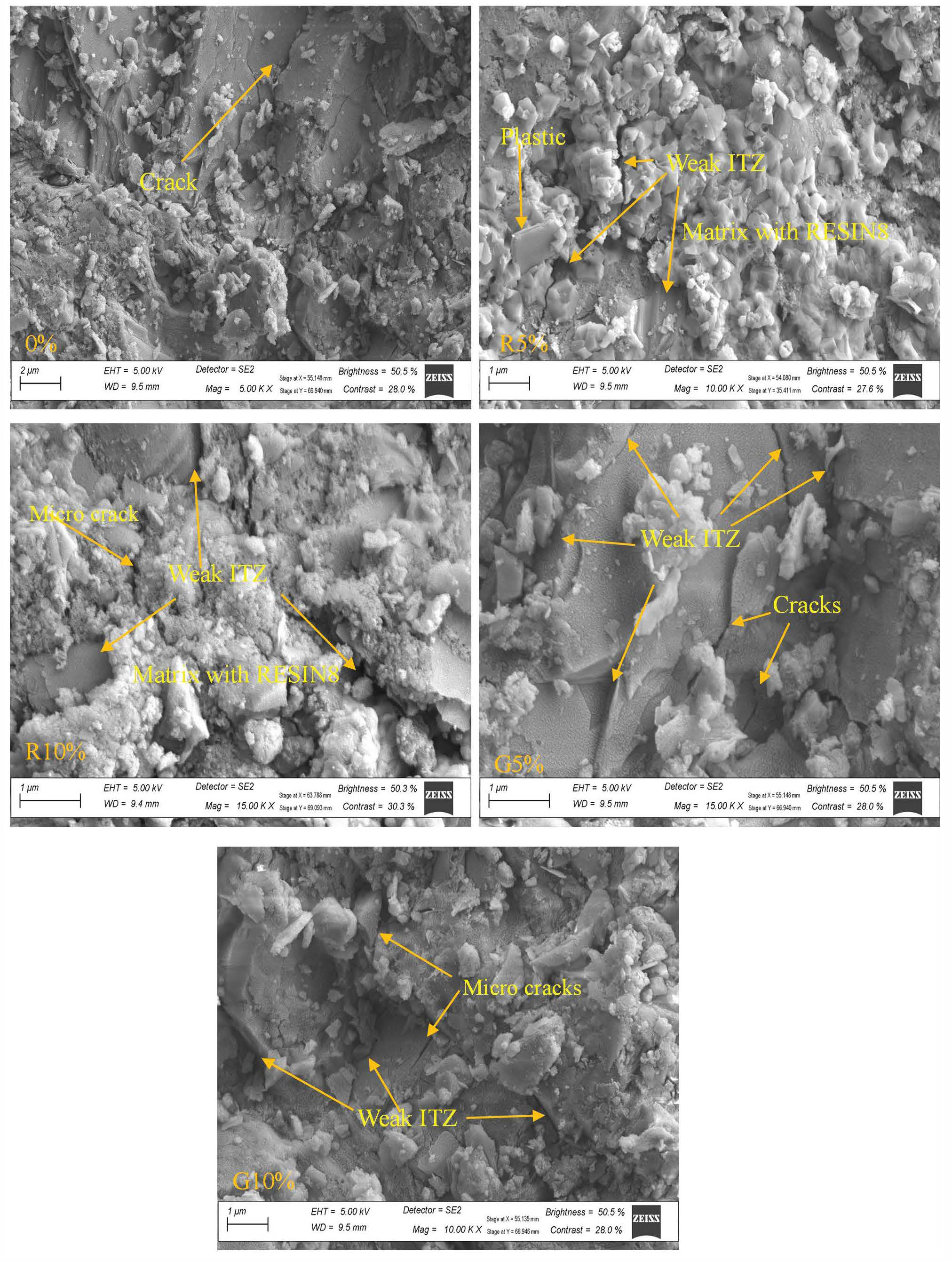
3.4. Morphology of One-Part Metakaolin-Based Geopolymer with Recycled Aggregates
4. Conclusions
- The inclusion of R5%, R10%, G5%, and G10% improved the workability of OMGPC by 5.3%, 13.7%, 15.8%, and 26.3%, respectively. However, replacing natural sand with RESIN8 reduced the fresh density of OMGPC; on the other hand, the addition of FWG led to improved fresh density. In addition, 2–3% trisodium phosphate by wt. of the binder effectively retard the early setting time of OMGPB by 238.3% (initial setting time) and 133.9% (final setting time) compared to the control.
- The hardened density of OMGPC at all replacements for RESIN8 and FWG ranges from 2232 to 2324 kg/m3, classifying them as normal-weight concrete. However, the inclusion of R5% and R10% reduced the hardened density by 1.1% and 1.4%, respectively, while G5% and G10% improved the density by 1.6% and 0.6%, respectively, for 28 days of cured specimens.
- A 28.6 MPa OMGPC (at 28 days curing) is obtained in this study, which could be used for structural concrete. The inclusion of R5% and R10% decreased the 28-day strength by 15.7% and 24.1%, respectively. While G5% improved the 28-day strength by 3.5%, and G10% had similar strength to the control.
- The flexural and splitting tensile strengths decreased with an increase in RESIN8 but increased with the inclusion of FWG.
- The Young’s modulus of elasticity of OMGPC was drastically reduced with the incorporation of RESIN8 and FWG. The addition of R5% and R10% decreased the Young’s modulus by 60.6% and 78.8%, respectively, while G5% and G10% contents in OMGPC led to 9.1% and 30.3% decrease in the Young’s modulus of the matrices, respectively.
- The RESIN8 and FWG induced porous structure and weak ITZ in the concrete matrix.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chen, I.A.; Juenger, C.G. Incorporation of waste materials into Portland cement clinker synthesised from reagent-grade chemicals. Int. J. Appl. Ceram. Technol. 2009, 6, 270–278. [Google Scholar] [CrossRef]
- Huntzinger, D.N.; Eatmon, T.D. A life-cycle assessment of Portland cement manufacturing: Comparing the traditional process with alternative technologies. J. Clean. Prod. 2009, 17, 668–675. [Google Scholar] [CrossRef]
- Davidovits, J. Global Warming Impact on the Cement and Aggregates Industries. World Resour. Rev. 1994, 6, 263–278. [Google Scholar]
- Adesina, A. Performance and sustainability overview of sodium carbonate activated slag materials cured at ambient temperature. Resources World Resour. Rev. 1994, 6, 263–278. [Google Scholar] [CrossRef]
- International Energy Agency. Cement Technology Roadmap Plots Path to Cutting CO2 Emissions 24% by 2050. Available online: https://www.iea.org/news/cement-technology-roadmap-plots-path-to-cutting-co2-emissions-24-by-2050 (accessed on 12 September 2023).
- Wan-En, O.; Yun-Ming, L.; Cheng-yong, H.; Ngee, H.L.; Abdullah, M.M.A.B.; Khalid, M.S.B.; Loong, F.K.; Shee-Ween, O.; Seng, T.P.; Jie, H.Y.; et al. Towards greener one-part geopolymers through solid sodium activators modification. J. Clean. Prod. 2022, 378, 134370. [Google Scholar] [CrossRef]
- Neupane, K. Evaluation of environmental sustainability of one-part geopolymer binder concrete. Clean. Mater. 2022, 6, 100138. [Google Scholar] [CrossRef]
- Andrew, R.M. Global CO2 emissions from cement production. Earth Syst. Sci. Data 2018, 10, 195–217. [Google Scholar] [CrossRef]
- Palomo, A.; Grutzeck, M.W.; Blanco-Varela, M.T.; Palomo, A.; Blanco, M.T. Alkali-Activated Fly Ashes-A Cement for the Future Alkali-activated fly ashes A cement for the future. Cem. Concr. Res. 1999, 29, 1323–1329. [Google Scholar] [CrossRef]
- Duxson, P.; Fernández-Jiménez, A.; Provis, J.L.; Lukey, G.C.; Palomo, A.; van Deventer, J.S. Geopolymer technology: The current state of the art. J. Mater. Sci. 2007, 42, 2917–2933. [Google Scholar] [CrossRef]
- Cong, P.; Cheng, Y. Advances in geopolymer materials: A comprehensive review. J. Traff Transp. Eng. 2021, 8, 283–314. [Google Scholar] [CrossRef]
- Long, W.J.; Lin, C.; Tao, J.L.; Ye, T.H.; Fang, Y. Printability and particle packing of 3D-printable limestone calcined clay cement composites. Constr. Build. Mater. 2021, 282, 122647. [Google Scholar] [CrossRef]
- Bignozzi, M.C.; Manzi, S.; Lancellotti, I.; Kamseu, E.; Barbieri, L.; Leonelli, C. Mix-design and characterisation of alkali activated materials based on metakaolin and ladle slag. Appl. Clay Sci. 2013, 73, 78–85. [Google Scholar] [CrossRef]
- Elzeadani, M.; Bompa, D.V.; Elghazouli, A.Y. One part alkali activated materials: A state-of-the-art review. J. Build. Eng. 2022, 57, 104871. [Google Scholar] [CrossRef]
- Siddique, R.; Klaus, J. Influence of metakaolin on the properties of mortar and concrete: A review. Appl. Clay Sci. 2009, 43, 392–400. [Google Scholar] [CrossRef]
- Alexander, M.G.; Jaufeerally, H.; Mackechnie, J.R. Structural and durability properties of concrete made with Corex slag. Dep. Civ. Eng. UCT Res. Monog. 2003, 6, 30. [Google Scholar]
- Luukkonen, T.; Abdollahnejad, Z.; Yliniemi, J.; Kinnunen, P.; Illikainen, M. One-part alkali-activated materials: A review. Cem. Concr. Res. 2018, 103, 21–34. [Google Scholar] [CrossRef]
- Wang, Y.S.; Alrefaei, Y.; Dai, J.G. Roles of hybrid activators in improving the early-age properties of one-part geopolymer pastes. Constr. Build. Mater. 2021, 306, 124880. [Google Scholar] [CrossRef]
- Granizo, M.L.; Alonso, S.; Blanco-Varela, M.T.; Palomo, A. Alkaline activation of metakaolin: Effect of calcium hydroxide in the products of reaction. J. Amer Cer Socie 2002, 85, 225–231. [Google Scholar] [CrossRef]
- Kim, B.; Lee, S.; Chon, C.M.; Cho, S. Setting behaviour and phase evolution on heat treatment of metakaolin-based geopolymers containing calcium hydroxide. Materials 2022, 15, 194. [Google Scholar] [CrossRef]
- Tan, H.; Zou, F.; Liu, M.; Ma, B.; Guo, Y.; Jian, S. Effect of the adsorbing behaviour of phosphate retarders on hydration of cement paste. J. Mater. Civ. Eng. 2017, 29, 4017088. [Google Scholar] [CrossRef]
- Sood, D.; Hossain, K.M.A. Strength, shrinkage and early age characteristics of one-part alkali-activated binders with high-calcium industrial wastes, solid reagents and fibers. J. Comp. Sci. 2021, 5, 315. [Google Scholar] [CrossRef]
- Chang, J.J. A study on the setting characteristics of sodium silicate-activated slag pastes. Cem. Concr. Res. 2003, 33, 1005–1011. [Google Scholar] [CrossRef]
- Zhang, T.; Ma, B.; Tan, H.; Qi, H.; Shi, T. Effect of sodium carbonate and sodium phosphate on hydration of cement paste. J. Build. Eng. 2022, 45, 103577. [Google Scholar] [CrossRef]
- Yeheyis, M.; Hewage, K.; Alam, M.S.; Eskicioglu, C.; Sadiq, R. An overview of construction and demolition waste management in Canada: A lifecycle analysis approach to sustainability. Clean. Tech. Env. Pol. 2013, 15, 81–91. [Google Scholar] [CrossRef]
- Benachio, G.L.F.; Freitas, M.D.C.D.; Tavare, S.F. Circular economy in the construction industry: A systematic literature review. J. Clean. Prod. 2020, 260, 121046. [Google Scholar] [CrossRef]
- Geyer, R.; Jambeck, J.R.; Law, K.L. Production, use, and fate of all plastics ever made. Sci. Advan 2017, 3, e1700782. [Google Scholar] [CrossRef]
- Thorneycroft, J.; Orr, J.; Savoikar, P.; Ball, R.J. Performance of structural concrete with recycled plastic waste as a partial replacement for sand. Constr. Build. Mater. 2018, 161, 63–69. [Google Scholar] [CrossRef]
- El-Seidy, E.; Sambucci, M.; Chougan, M.; Al-Kheetan, M.J.; Biblioteca, I.; Valente, M.; Ghaffar, S.H. Mechanical and physical characteristics of alkali- activated mortars incorporated with recycled polyvinyl chloride and rubber aggregates. J. Build. Eng. 2022, 60, 105043. [Google Scholar] [CrossRef]
- Arjomandi, A.; Mousavi, R.; Tayebi, M.; Nematzadeh, M.; Gholampour, A.; Aminian, A.; Gencel, O. The effect of sulfuric acid attack on mechanical properties of steel fiber-reinforced concrete containing waste nylon aggregates: Experiments and RSM-based optimisation. J. Build. Eng. 2022, 64, 105500. [Google Scholar] [CrossRef]
- South Africa-State of Waste Report II. A Report on the State of Waste in South Africa. 2018. Available online: www.environment.gov.za (accessed on 6 July 2023).
- Hajimohammadi, A.; Ngo, T.; Kashani, A. Glass waste versus sand as aggregates: The characteristics of the evolving geopolymer binders. J. Clean. Prod. 2018, 193, 593–603. [Google Scholar] [CrossRef]
- Gholampour, A.; Danish, A.; Ozbakkaloglu, T.; Yeon, J.H.; Gencel, O. Mechanical and durability properties of natural fiber-reinforced geopolymers containing lead smelter slag and waste glass sand. Constr. Build. Mater. 2022, 352, 129043. [Google Scholar] [CrossRef]
- Steyn, Z.C.; Babafemi, A.J.; Fataar, H.; Combrinck, R. Concrete containing waste recycled glass, plastic and rubber as sand replacement. Constr. Build. Mater. 2021, 269, 121242. [Google Scholar] [CrossRef]
- ASTM C618-08a; Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete. ASTM International: West Conshohocken, PA, USA, 2008.
- Burciaga-Díaz, O.; Escalante-García, J.I. Structural transition to well-ordered phases of NaOH-activated slag-metakaolin cements aged by 6 years. Cem. Concr. Res. 2022, 156, 106791. [Google Scholar] [CrossRef]
- Davidovit, U.S. Patent No. 4,349,386, U.S. Patent and Trademark Office: Washington, DC, USA, 1982.
- Davidovit, U.S. Patent No. 4,472,199, U.S. Patent and Trademark Office: Washington, DC, USA, 1984.
- Yang, K.H.; Song, J.K.; Lee, J.S. Properties of alkali-activated mortar and concrete using lightweight aggregates. Mater. Struct. 2010, 43, 403–416. [Google Scholar] [CrossRef]
- Raj, N.; Patil, S.G.; Bhattacharjee, B. Concrete Mix Design by Packing Density Method. IOSR J. Mech. Civ. Eng. 2014, 11, 34–46. [Google Scholar] [CrossRef]
- Kanagaraj, B.; Anand, N.; Alengaram, U.J.; Praveen, B.; Tattukolla, K. Performance evaluation on engineering properties and sustainability analysis of high strength geopolymer concrete. J. Build. Eng. 2022, 60, 105147. [Google Scholar] [CrossRef]
- Cimbala, J.M. Taguchi Orthogonal Arrays; Pennsylvania State University: State College, PA, USA, 2014; pp. 1–3. [Google Scholar]
- Wang, K.T.; Du, L.Q.; Lv, X.S.; He, Y.; Cui, X.M. Preparation of drying powder inorganic polymer cement based on alkali-activated slag technology. Powder Technol. 2017, 312, 204–209. [Google Scholar] [CrossRef]
- Kuo, W.T.; Wang, H.Y.; Shu, C.Y. Engineering properties of cementless concrete produced from GGBFS and recycled desulfurisation slag. Const. Build. Mater. 2014, 63, 189–196. [Google Scholar] [CrossRef]
- Nath, P.; Sarker, P.K. Effect of GGBFS on setting, workability and early strength properties of fly ash geopolymer concrete cured in ambient condition. Constr. Build. Mater. 2014, 66, 163–171. [Google Scholar] [CrossRef]
- EN 196-3:2016; Methods of Testing Cement–Part 3: Determination of Setting Times and Soundness. British Standard Institution: London, UK, 2016.
- BS EN 12350-2: 2019; Testing Fresh Concrete. British Standard Institution: London, UK, 2019.
- BS EN 12390-7: 2019; Testing Hardened Concrete Density. British Standard Institution: London, UK, 2019.
- BS EN 12390-1: 2021; Testing Hardened Concrete Shape, Dimensions and other Requirements for Specimens and Moulds. British Standard Institution: London, UK, 2021.
- BS EN 12390-2, 2019; Testing Hardened Concrete Making and Curing Specimens for Strength Tests. British Standard Institution: London, UK, 2019.
- BS EN 12390-6: 2009; Testing Hardened Concrete Tensile Splitting Strength of Test Specimens. British Standard Institution: London, UK, 2009.
- ASTM C469-02; Standard Test Method for Static Modulus of Elasticity and Poisson’s Ratio of Concrete in Compression. ASTM International: West Conshohocken, PA, USA, 2002.
- Gong, C.; Yang, N. Effect of phosphate on the hydration of alkali-activated red mud-slag cementitious material. Cem. Concr. Res. 2000, 30, 1013–1016. [Google Scholar] [CrossRef]
- Ling, T.C.; Poon, C.S.; Kou, S.C. Influence of recycled glass content and curing conditions on the properties of self-compacting concrete after exposure to elevated temperatures. Cem. Concr. Compos. 2012, 34, 265–272. [Google Scholar] [CrossRef]
- Malik, M.I.; Bashir, M.; Ahmad, S.; Tariq, T.; Chowdhary, U. Study of concrete involving use of waste glass as partial replacement of fine aggregates. IOSR J. Eng. 2013, 7, 8–13. [Google Scholar]
- Sharifi, Y.; Houshiar, M.; Aghebati, B. Recycled glass replacement as fine aggregate in self-compacting concrete. Front. Struct. Civ. Eng. 2013, 7, 419–428. [Google Scholar] [CrossRef]
- Wu, J.-Q.; Li, B.; Chen, Y.-T.; Ghiassi, B. Investigation on the roles of glass sand in sustainable engineered geopolymer composites. Constr. Build. Mater. 2023, 363, 129576. [Google Scholar] [CrossRef]
- Adamu, M.; Trabanpruek, P.; Jongvivatsakul, P.; Likitlersuang, S.; Iwanami, M. Mechanical performance and optimisation of high-volume fly ash concrete containing plastic wastes and graphene nanoplatelets using response surface methodology. Construct. Build. Materials 2021, 308, 125085. [Google Scholar] [CrossRef]
- Haruna, S.; Jongvivatsakul, P.; Hamcumpai, K.; Iqbal, H.W.; Nuaklong, P.; Likitlersuang, S.; Iwanam, M. Multiscale investigation of the impact of recycled plastic aggregate as a fine aggregate replacement on one-part alkali-activated mortar performance. J. Build. Eng. 2024, 86, 108768. [Google Scholar] [CrossRef]
- Iucolano, F.; Liguori, B.; Caputo, D.; Colangelo, F.; Cioffi, R. Recycled plastic aggregate in mortars composition: Effect on physical and mechanical properties. Mater. Des. 2013, 52, 916–922. [Google Scholar] [CrossRef]
- Silva, G.; Kim, S.; Aguilar, R.; Nakamatsu, J. Natural fibers as reinforcement additives for geopolymers–A review of potential eco-friendly applications to the construction industry. Sust. Mater. Technol. 2020, 23, e00132. [Google Scholar] [CrossRef]
- Babafemi, A.J.; Šavija, B.; Paul, S.C.; Anggraini, V. Engineering properties of concrete with waste recycled plastic: A review. Sustainability 2018, 10, 3875. [Google Scholar] [CrossRef]
- Ajayi, B.L.; Babafemi, A.J. Performance of slag-metakaolin-based geopolymer concrete (GPC) with recycled plastic eco-aggregate. In Proceedings of the Young Concrete Researchers, Engineers & Technologists, Stellenbosch, South Africa, 12–14 July 2023. [Google Scholar]
- Hajimohammadi, A.; Ngo, T.; Kashani, A. Sustainable one-part geopolymer foams with glass fines versus sand as aggregates. Constr. Build. Mater. 2018, 171, 223–231. [Google Scholar] [CrossRef]
- Tayeh, B.A.; Almeshal, I.; Magbool, H.M.; Alabduljabbar, H.; Alyousef, R. Performance of sustainable concrete containing different types of recycled plastic. J. Clean. Prod. 2021, 328, 129517. [Google Scholar] [CrossRef]
- Gu, V.; Ozbakkaloglu, T. Use of recycled plastics in concrete: A critical review. Waste Manag. 2016, 51, 19–42. [Google Scholar] [CrossRef]
- Sharma, R.; Bansal, P.P. Use of different forms of waste plastic in concrete—A review. J. Clean. Prod. 2016, 112, 473–482. [Google Scholar] [CrossRef]
- Almeshal, I.; Tayeh, B.A.; Alyousef, R.; Alabduljabbar, H.; Mohammed, A.M.; Alaskar, A. Use of recycled plastic as fine aggregate in cementitious composites: A review. Constr. Build. Mater. 2020, 253, 119146. [Google Scholar] [CrossRef]
- El-Seidy, E.; Sambucci, M.; Chougan, M.; Al-Noaimat, Y.A.; Al=Kheetan, M.J.; Bibliteca, I.; Valente, M.; Ghaffar, S.H. Alkali activated materials with recycled unplasticised polyvinyl chloride aggregates for sand replacement. Constr. Build. Mater. 2023, 409, 134188. [Google Scholar] [CrossRef]
- Senhadji, Y.; Siad, H.; Escadeillas, G.; Benosman, S.B.; Chihaoui, R.; Mouli, M.; Lachemi, M. Physical, mechanical and thermal properties of lightweight composite mortars containing recycled polyvinyl chloride. Construct. Build. Mater. 2019, 195, 198–207. [Google Scholar] [CrossRef]
- Chen, W.; Dong, S.; Liu, Y.; Liang, Y.; Skoczylas, E. Effect of waste glass as fine aggregate on properties of mortar. Materials 2022, 15, 8499. [Google Scholar] [CrossRef]
- Borek, K.; Czapik, P.; Dachowski, R. Recycled glass as a substitute for quartz sand in silicate products. Materials 2020, 13, 1030. [Google Scholar] [CrossRef]
- Davidovits, J. Geopolymer cement: A review. Geopolymer Inst. Tech. Pap. 2013, 21, 1–11. [Google Scholar]
- Huseien, G.F.; Mirza, J.; Ismail, M.; Hussin, M.W. Influence of different curing temperatures and alkali activators on properties of GBFS geopolymer mortars containing fly ash and palm-oil fuel ash. Constr. Build. Mater. 2016, 125, 1229–1240. [Google Scholar] [CrossRef]
- Luo, Y.; Bao, S.; Zhang, Y.; Yuan, Y. Recycling vanadium-bearing shale leaching residue for the production of one-part geopolymers. Mater. Res. Express 2019, 6, 105203. [Google Scholar] [CrossRef]
- Xiao, R.; Ma, Y.; Jiang, X.; Zhang, M.; Zhang, Y.; Wang, Y.; Huang, B.; He, Q. Strength, microstructure, efflorescence behavior and environmental impacts of waste glass geopolymers cured at ambient temperature. J. Clean. Prod. 2020, 252, 119610. [Google Scholar] [CrossRef]
- Ge, Z.; Sun, R.; Zhang, K.; Gao, Z.; Li, P. Physical and mechanical properties of mortar using waste polyethylene terephthalate bottles. Constr. Build. Mater. 2013, 44, 81–86. [Google Scholar] [CrossRef]
- Babafemi, A.J.; Sirba, N.; Paul, S.C.; Miah, M.J. Mechanical and durability assessment of recycled waste plastic (Resin8 & PET) eco-aggregate concrete. Sustainability 2022, 14, 5725. [Google Scholar]
- Gagg, C.R. Cement and concrete as an engineering material: An historic appraisal and case study analysis. Eng. Fail. Anal. 2014, 40, 114–140. [Google Scholar] [CrossRef]
- Hannawi, K.; Kamali-Bernard, S.; Prince, W. Physical and mechanical properties of mortars containing PET and PC waste aggregates. Waste Manag. 2010, 30, 2312–2320. [Google Scholar] [CrossRef]
- Azhdarpour, A.M.; Nikoudel, M.R.; Taheri, M. The effect of using polyethylene terephthalate particles on physical and strength-related properties of concrete; A laboratory evaluation. Constr. Build. Mater. 2016, 109, 55–62. [Google Scholar] [CrossRef]
- Choi, Y.W.; Moon, D.J.; Chung, J.S.; Cho, S.K. Effects of waste PET bottles aggregate on the properties of concrete. Cem. Concr. Res. 2005, 35, 776–781. [Google Scholar] [CrossRef]
- ACI 318M-14; Building Code Requirements for Structural Concrete (ACI 318-14) and Commentary (ACI 318R-14). An American Concrete Institute: Farmington Hills, MI, USA, 2014.
- EN 1992-1-1: 2004; Design of Concrete Structures—Part 1-1: General rules and rules for buildings. European Standard: Brussels, Belgium, 2004.
- Batayneh, M.; Marie, I.; Asi, I. Use of selected waste materials in concrete mixes. Waste Manag. 2007, 27, 1870–1876. [Google Scholar] [CrossRef]
- Aciu, C.; Ilutiu-Varvara, D.A.; Manea, D.L.; Orban, Y.A.; Babota, F. Recycling of plastic waste materials in the composition of ecological mortars. Procedia Manuf. 2018, 22, 274–279. [Google Scholar] [CrossRef]
- Kou, S.C.; Lee, G.; Poon, C.S.; Lai, W.L. Properties of lightweight aggregate concrete prepared with PVC granules derived from scraped PVC pipes. Waste Manag. 2009, 29, 621–628. [Google Scholar] [CrossRef]


 Aciu et al. [86],
Aciu et al. [86],  Batayeh et al. [85]).
Batayeh et al. [85]).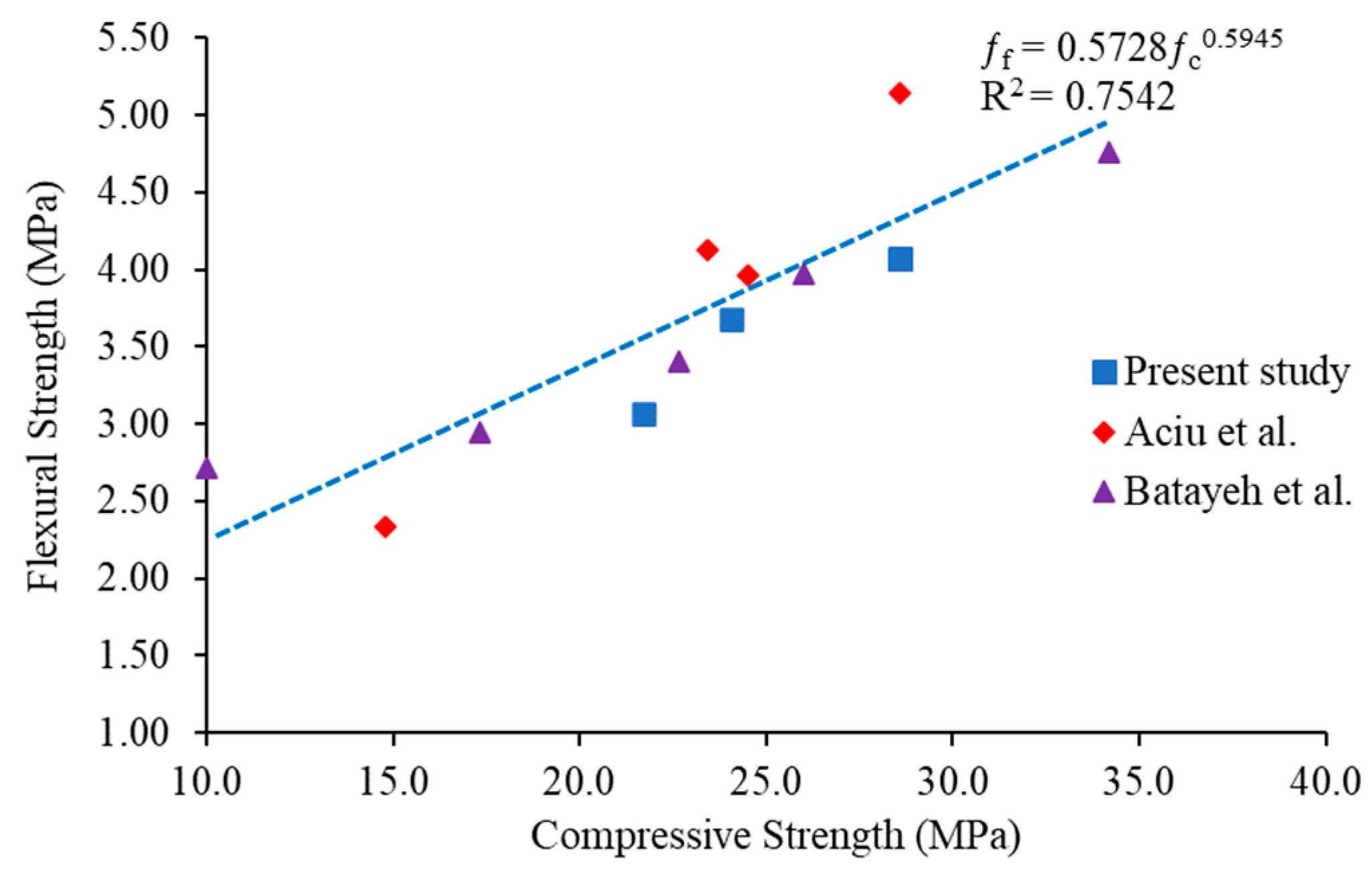 Choi et al. [82],
Choi et al. [82],  Kuo et al. [87]).
Kuo et al. [87]).

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Compound | Al2O3 | CaO | Fe2O3 | MgO | Na2O | SiO2 | TiO2 | K2O | Others |
|---|---|---|---|---|---|---|---|---|---|
| GGCS | 14.49 | 38.24 | 1.38 | 11.90 | 0.18 | 32.93 | 0.51 | 0.55 | 0.04 |
| MK | 20.67 | 0.04 | 1.73 | 0.83 | 0.36 | 71.74 | 0.86 | 3.12 | 0.04 |
| RESIN8 | 3.14 | 10 | 0.43 | 0.35 | 0.05 | 7.07 | 1.42 | 0.04 | 0.08 |
| FWG | 1.76 | 10.61 | 0.62 | 0.63 | 12.41 | 71.92 | 0.08 | 0.49 | 0.13 |
| Precursors | Specific Surface Area m2/g | PSD Range (µm) | D50 (μm) | Uniformity Coefficient | Refractive Index |
|---|---|---|---|---|---|
| MK | 0.838 | 0.020–2000 | 12.90 | 1.46 | 1.57 |
| GGCS | 0.921 | 0.020–2000 | 18.78 | 0.799 | 1.62 |
| Aggregates | SG (kg/m3) | Compacted Bulk Density (kg/m3) | Water Absorption (%) | Moisture Content (%) |
|---|---|---|---|---|
| Sand | 2670 | 1725 | 1.42 | 0.6 |
| RESIN8 | 1030 | 445 | 0.68 | 0.4 |
| FWG | 2080 | 1387 | 0.23 | 0.2 |
| Stone | 2720 | 1580 | 0.58 | 0.1 |
| Fibre | Length (mm) | Diameter (µm) | Young’s Modulus (GPa) | Elongation (%) | Specific Gravity (g/cm3) | Tensile Strength (MPa) |
|---|---|---|---|---|---|---|
| PVA | 8 | 40 | 41 | 6 | 1.3 | 1600 |
| ID | MS (kg/m3) | CA (kg/m3) | Density (kg/m3) | (MPa) | Molar Ratio | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Na2O (%) | CaO (%) | Si/ Al | Na/ Si | Na/ Al | (Ca + Mg)O /SiO2 | Ca/ Al | Na/ Ca | |||||
| REF1 | 778 | 1167 | 2360 | 16.33 | 5.28 | 29.02 | 4.38 | 0.12 | 0.54 | 1.06 | 3.29 | 0.16 |
| REF2 | 778 | 1167 | 2332 | 26.34 | 5.60 | 28.18 | 4.41 | 0.13 | 0.57 | 1.03 | 3.20 | 0.18 |
| REF3 | 778 | 1167 | 2338 | 25.60 | 5.03 | 28.18 | 4.45 | 0.12 | 0.52 | 1.02 | 3.20 | 0.16 |
| REF4 | 778 | 1167 | 2312 | 9.94 | 5.30 | 25.63 | 4.50 | 0.11 | 0.51 | 0.87 | 2.76 | 0.19 |
| REF 5 | 778 | 1167 | 2334 | 20.04 | 5.24 | 24.78 | 4.53 | 0.12 | 0.55 | 0.84 | 2.66 | 0.20 |
| REF6 | 778 | 1167 | 2313 | 19.87 | 4.98 | 24.78 | 4.56 | 0.11 | 0.48 | 0.83 | 2.66 | 0.18 |
| REF7 | 778 | 1167 | 2244 | 4.80 | 5.31 | 22.24 | 4.60 | 0.11 | 0.49 | 0.60 | 2.26 | 0.22 |
| REF8 | 778 | 1167 | 2265 | 10.21 | 5.63 | 21.39 | 4.63 | 0.11 | 0.52 | 0.57 | 2.18 | 0.24 |
| REF9 | 778 | 1167 | 2296 | 9.93 | 5.07 | 21.39 | 4.66 | 0.10 | 0.47 | 0.57 | 2.18 | 0.21 |
| Factor Number | MK:GGCS (A) | SS:SH:CH (B) | (7-d) |
|---|---|---|---|
| REF1 | 30:70 | 30:40:30 | 16.33 |
| REF2 | 30:70 | 40:40:20 | 26.34 |
| REF3 | 30:70 | 50:30:20 | 25.60 |
| REF4 | 40:60 | 30:40:30 | 9.94 |
| REF 5 | 40:60 | 40:40:20 | 20.04 |
| REF6 | 40:60 | 50:30:20 | 19.87 |
| REF7 | 05:50 | 30:40:30 | 4.80 |
| REF8 | 50:50 | 40:40:20 | 10.21 |
| REF9 | 50:50 | 50:30:20 | 9.93 |
| K1 | 22.76 | 10.36 | |
| K2 | 16.62 | 18.86 | |
| K3 | 8.31 | 18.47 | |
| R | 14.45 | 0.39 |
| Mark | CA | FA | RESIN8 | FWG | MK | GGCS | SS | SH | CH | SP | Fibre | Water |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Control | 1167 | 778 | 0 | 0 | 95 | 265 | 21.6 | 12.96 | 9 | 4.32 | 2.55 | 221.7 |
| R5% | 1167 | 739 | 15 | 0 | 95 | 265 | 21.6 | 12.96 | 9 | 4.32 | 2.55 | 221.7 |
| R10% | 1167 | 700 | 30 | 0 | 95 | 265 | 21.6 | 12.96 | 9 | 4.32 | 2.55 | 221.7 |
| G5% | 1167 | 739 | 0 | 30.25 | 95 | 265 | 21.6 | 12.96 | 9 | 4.32 | 2.55 | 221.7 |
| G10% | 1167 | 700 | 0 | 60.53 | 95 | 265 | 21.6 | 12.96 | 9 | 4.32 | 2.55 | 221.7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ajayi, B.L.; Babafemi, A.J. Effects of Waste Plastic and Glass Aggregates on the Strength Properties of Ambient-Cured One-Part Metakaolin-Based Geopolymer Concrete. Appl. Sci. 2024, 14, 1856. https://doi.org/10.3390/app14051856
Ajayi BL, Babafemi AJ. Effects of Waste Plastic and Glass Aggregates on the Strength Properties of Ambient-Cured One-Part Metakaolin-Based Geopolymer Concrete. Applied Sciences. 2024; 14(5):1856. https://doi.org/10.3390/app14051856
Chicago/Turabian StyleAjayi, Babatunde Luke, and Adewumi John Babafemi. 2024. "Effects of Waste Plastic and Glass Aggregates on the Strength Properties of Ambient-Cured One-Part Metakaolin-Based Geopolymer Concrete" Applied Sciences 14, no. 5: 1856. https://doi.org/10.3390/app14051856