Abstract
Overloading and climate change are often problems in pavement structures. For this reason, hard asphalt binders have high softening points, are elastic, and have good adhesion, which is needed to improve pavement performance. Asphalt binder performance can be enhanced by adding additives such as natural rubber or natural-rubber-modified asphalt. However, natural-rubber-modified asphalt shows poor storage stability problems. This is due to differences in density and viscosity between the constituent components of natural-rubber-modified asphalt. This study examines the phase separation mechanism in technically specified natural rubber (TSNR) modified asphalt. Prediction of the optimum storage length of modified asphalt before phase separation occurs, using a combined incompressible Navier–Stokes and phase field model and carried out with COMSOL Multiphysics software version 5.5. Experimental validation was conducted at TSNR levels of 8, 10, and 12% at 160 °C for 48 h, with and without sulfur. The simulation showed that the asphalt modified with TSNR experienced phase separation after 12 h of storage at 160 °C under conditions without stirring. This aligns with the experimental results, which showed phase separation at 160 °C after 48 h. Adding sulfur additives did not have much effect on improving storage stability. The combined incompressible Navier–Stokes and phase field model accurately describes the phase separation in TSNR-modified asphalt. The results of this research recommend that the industry store natural-rubber-modified asphalt in a constantly stirred condition to prevent phase separation of modified asphalt. In addition, the results of this research help the industry predict or increase the homogeneity of polymer-modified asphalt production and save time and costs.
1. Introduction
Asphalt modification with polymer addition has long been an important material for road construction [1,2,3]. This process significantly enhances the binding properties of asphalt, reduces rutting on the road at high temperatures, increases flexibility on the road at low temperatures to reduce cracking, improves durability, and increases the binding capacity of asphalt to aggregate [2,3,4]. Polymer-modified asphalt is a widely used material for road construction and maintenance around the world. This method has proven effective and efficient in improving the performance and durability of asphalt pavements. In the United States and Sweden, waste rubber, such as scrap tires or recycled rubber, is the preferred polymer raw material for producing high-quality polymer-modified asphalt [5,6]. In Europe, elastomer polymers such as polyethylene (PE), polypropylene (PP), polyvinyl chloride (PVC), and ethyl vinyl acetate (EVA) are used [7]. Asian countries, such as China, Thailand, Malaysia, Vietnam, and Indonesia, primarily use elastomeric polymers, specifically natural rubber. Natural rubber is derived from the sap of the rubber tree (Hevea Brasiliensis). This plant is widely grown in Southeast Asian countries including Thailand, Indonesia, Vietnam, and Malaysia. Rubber trees produce rubber latex, also known as latex. Latex is a raw material used to make a variety of rubber products, including lump, technical specification, and crepe rubber. A variety of natural rubbers can be used as raw materials for asphalt modification [4,8,9,10].
The utilization of natural rubber as an additive to enhance the quality of asphalt or asphalt modified with natural rubber demonstrates remarkable performance and suitability. Increased asphalt hardness, decreased temperature sensitivity to prevent rutting, increased flexibility to prevent cracking, and increased asphalt binding to aggregate to prevent raveling are the most significant enhancements [4,11,12,13,14,15]. Natural rubber was chosen as an additive to improve asphalt quality based on several considerations, including its abundant availability in Indonesia, the stickiness and plastic properties of natural rubber are also good, and the price is economical enough to reduce the production cost of natural-rubber-modified asphalt.
Polymer-modified bitumen, a crucial component in road construction, must possess favorable storage stability in order to maintain its quality as a binder material [16]. Therefore, the storage stability of polymer-modified asphalt has long been studied, but not all cases can be resolved [16,17]. This might make it harder to use polymer-modified asphalt in the long term. Polymer-modified asphalt does not store well because the polymer and asphalt do not mix well and have very different densities. Because polymer-modified bitumen is unstable when stored, it will separate into a polymer-rich phase and an asphalt-rich phase on one side [16,17,18,19]. Phase separation in polymer-modified asphalt is a complex process that is influenced by many factors, including gravity, diffusion, density, viscosity, and temperature [6,20,21,22].
Phase instability issues with natural rubber as an asphalt modifier have been identified in multiple studies as being nearly as prevalent as those with other polymer-modified asphalt. Phase instability of asphalt mixtures modified with polymers during storage at high temperatures is the source of the issue. The specifications were satisfied by the asphalt modified with 5% cup lump, which indicates that the mixtures of cup lump and asphalt were uniform, stable, and well dispersed following treatment at elevated temperatures. With a higher cup lump content, however, the difference in softening point after storage was quite substantial for the modified bitumen (10 and 15%). According to this finding, phase instability in the mixture is induced when the cup lump content is increased as an asphalt modifier [23,24,25]. Epoxy natural-rubber-modified bitumen showed improved asphalt binder performance at low temperatures. The storage stability of epoxy natural-rubber-modified bitumen can only be achieved if the epoxy natural rubber content is less than 6% [26,27]. Even with small amounts of natural rubber latex added, the storage stability of natural rubber latex-modified bitumen is poor [28].
The use of incompatible raw materials or manufacturing processes can contribute to the storage instability of polymer-modified bitumen. Many previous studies have investigated the effects of asphalt and polymer or natural rubber, and their compatibility, on the morphology and storage of polymer-modified asphalt or natural-rubber-modified asphalt [16,27,29,30]. However, these studies found it difficult to pinpoint the key parameters controlling the phase separation process due to the complexity of the process [16]. Because all possible mass transfer and effects coexist and are interconnected, it would be difficult to investigate a complex process using only experimental methods to distinguish the influence of one factor over another. Although numerical approaches are frequently used to investigate simplified systems, they allow each factor to be studied independently. As a result, in this study, a two-dimensional model for predicting the storage stability of natural-rubber-modified bitumen was developed, with the goal of creating a numerical model that can describe and predict the phase separation behavior of natural-rubber-modified bitumen. The model was developed using COMSOL Multiphysics version 5.5.0 with a combined Navier–Stokes and phase field model, to simulate the phase separation that occurs in natural-rubber-modified asphalt, which is influenced by the natural-rubber-to-asphalt ratio, modified asphalt storage temperature, and type of additives added.
2. Materials and Methods
2.1. Material
The materials used in the manufacture of this research sample are 60/70 penetration asphalt produced by Pertamina with specifications shown in Table 1, technically specified natural rubber (TSNR) Standard Indonesian Rubber 20 produced from the Kemuning area of South Sumatra Province with specification dry rubber content 98%, dirt content 0.02%, and plasticity retention index (PRI) of 50. Sulfur technical specifications were obtained from a local distributor, and antioxidant 2,2,4-trimethyl-1,2-dihydroquinoline (TMQ) technical specifications were obtained from a local distributor. Numerical simulation of storage stability were carried out using COMSOL Multiphysics software version 5.5.0.

Table 1.
Asphalt penetration 60/70 specification.
2.2. Methods
This research procedure is divided into several steps: preparing tools and materials, producing natural-rubber-modified asphalt, testing its properties, and simulating its storage stability using COMSOL Multiphysics software version 5.5.0.
2.2.1. Preparation of Materials
Mixing antioxidants and additives in rubber, also known as rubber compounding, begins by cutting technically specified natural rubber (TSNR) with a bale cutter to adjust the size of the process weight unit in the open mill/roll mill. After being cut according to the lot size, the TSNR pieces are fed into the open mill to be masticated (softened). The mastication process in the open mill takes approximately 20–30 min at room temperature. Mastication of rubber is used to reduce viscosity so that added additives can be distributed throughout the rubber matrix. The mastication process typically takes a long time before the rubber becomes soft. Plasticizer agents can help to speed up the rubber softening process. In this study, asphalt was used as a plasticizer for up to 2% of the weight of TSNR, replacing the plasticizer agent. Asphalt was chosen as a plasticizer agent because it softens rubber quickly and lowers the cost of producing TSNR-modified asphalt.
After the TSNR softens while grinding, 2% TMQ is added as an antioxidant to the matrix. The antioxidant TMQ was chosen for the TSNR compound because its antioxidant activity is very specific to natural rubber. After thoroughly mixing all of the additives with TSNR, the compound will be released at a thickness of 3–5 mm. The compound is then transferred to storage shelves for further processing.
2.2.2. TSNR-Modified Asphalt Production
The TSNR compound and asphalt are mixed using the wet process method. The TSNR compound is mixed as a melt in this wet process method (masterbatch method) to accelerate homogenization. The TSNR melting process takes place at a temperature of 200 °C, and a certain amount of asphalt is added in a 1:1 ratio to the weight of TSNR for approximately one hour. Adding asphalt to the TSNR melting process is intended to accelerate the melting process. In the TSNR melting process, it is recommended to maintain the melting temperature of no more than 200 °C, and this is performed to control TSNR degradation. The TSNR melt and asphalt were combined in a mixing vessel with 8, 10, and 12% rubber content. The temperature was set to 160 ± 5 °C, and the stirring speed was 500 rpm [4,15]. The asphalt and TSNR melt were stirred for two hours to produce a homogeneous TSNR-modified asphalt mixture. The mixing process is very important in the homogenization of TSNR and asphalt. In the mixing process, the temperature and mixing speed are kept constant to avoid TSNR degradation, which can damage TSNR-modified asphalt. Furthermore, the natural-rubber-modified asphalt was stored in a closed container prior to testing.
2.2.3. TSNR-Modified Asphalt Characteristics Test
The necessary characterization of natural-rubber-modified bitumen includes penetration (ASTM D5), softening point (ASTM D36), viscosity (ASTM D2170) [36], and density (ASTM D70) [37]. Before beginning the storage stability testing of TSNR-modified asphalt, the modified asphalt was mixed with sulfur-containing asphalt in accordance with the predetermined provisions of 1 and 2% by weight of TSNR. Sulfur was added at 120 °C for 10 min while stirring at 200 rpm. Sulfur addition is not recommended when producing modified asphalt because TSNR reacts readily with sulfur at temperatures above 140 °C, resulting in rubber deposits at the bottom of the modified asphalt mixture.
Storage stability testing was carried out using modified ASTM D7173 [38]. The test begins by inserting the modified natural rubber asphalt into a storage stability test tube. The test tubes used in this study were modified to meet sample requirements. In addition, testing was carried out on a large scale to validate storage stability testing on an industrial scale. The test tube is made of aluminum with a diameter of 90 mm and a height of 180 mm. The modified asphalt tube is then baked at temperatures ranging from 130 °C to 160 °C for up to 72 h. The selection of test temperatures is based on minimum and maximum storage temperature data in industries that produce polymer-modified asphalt. After heating, the top and bottom samples were taken while they were still hot. Each part is tested for softening point, viscosity, and density for observation purposes.
2.2.4. Storage Stability Simulation of TSNR-Modified Asphalt
COMSOL Multiphysics version 5.5.0 was used to implement the storage stability of bitumen modified with TSNR. The simulation begins by drawing the geometry of the phase separation tube in two dimensions. The domain is described with a 90 mm × 180 mm size using a triangular element meshing model. The domain is divided into three parts, namely, top, middle, and bottom. The boundary condition for this simulation is that the velocity (μ and v) is made to be zero on all four sides, while the pressure is made to be zero on the top side. The initial value ϕ is generated by a random function with a normal distribution with a mean value of 0.08 and a standard deviation of 0.005. This means that the natural rubber content in the simulated modified asphalt is 8% ± 0.05% by volume. The mean value in the random function can be adjusted to the rubber content variable. To simulate flow driven by gravity in natural-rubber-modified asphalt at a temperature of 160 °C, the parameters required include mobility tuning parameters/mobility parameters between components contained in the modified asphalt. After the geometry has been designed, next in COMSOL, the materials that will be used in the simulation are selected. The materials used in the simulation are asphalt and natural rubber (poly-isoprene) to define TSNR materials. Next, the data required for asphalt and natural rubber materials (ρ and ρp) and the dynamic viscosity of asphalt and natural rubber components (μ and μp) are inputted. The values of ρ, ρp, μ, and μp can be obtained by experimental measurements or using references from publications.
Furthermore, phase separation of TSNR-modified asphalt driven by gravity can be simulated by connecting it to the fluid flow model with the Incompressible Navier–Stokes equations combined with the phase field model. The Navier–Stokes equation for laminar flow uses a fluid flow model with the two-phase flow (laminar flow) type combined with the phase field model provided in COMSOL Multiphysics version 5.5.0. In simulating the phase separation of modified asphalt, which is influenced by gravity, it is necessary to ensure that the operating conditions are at a temperature of 160 °C and activate the gravity option in the laminar flow setting. In the phase field settings, to determine the parameters controlling interface thickness, the assumption is used that the value is half of the maximum mesh size (hmax/2). If this value is too small, it can cause numerical instability, and if it is too large, the interface motion is not captured properly.
3. Results and Discussion
3.1. Penetration of Technically Specified Natural Rubber (TSNR)-Modified Asphalt before Storage Stability Tests
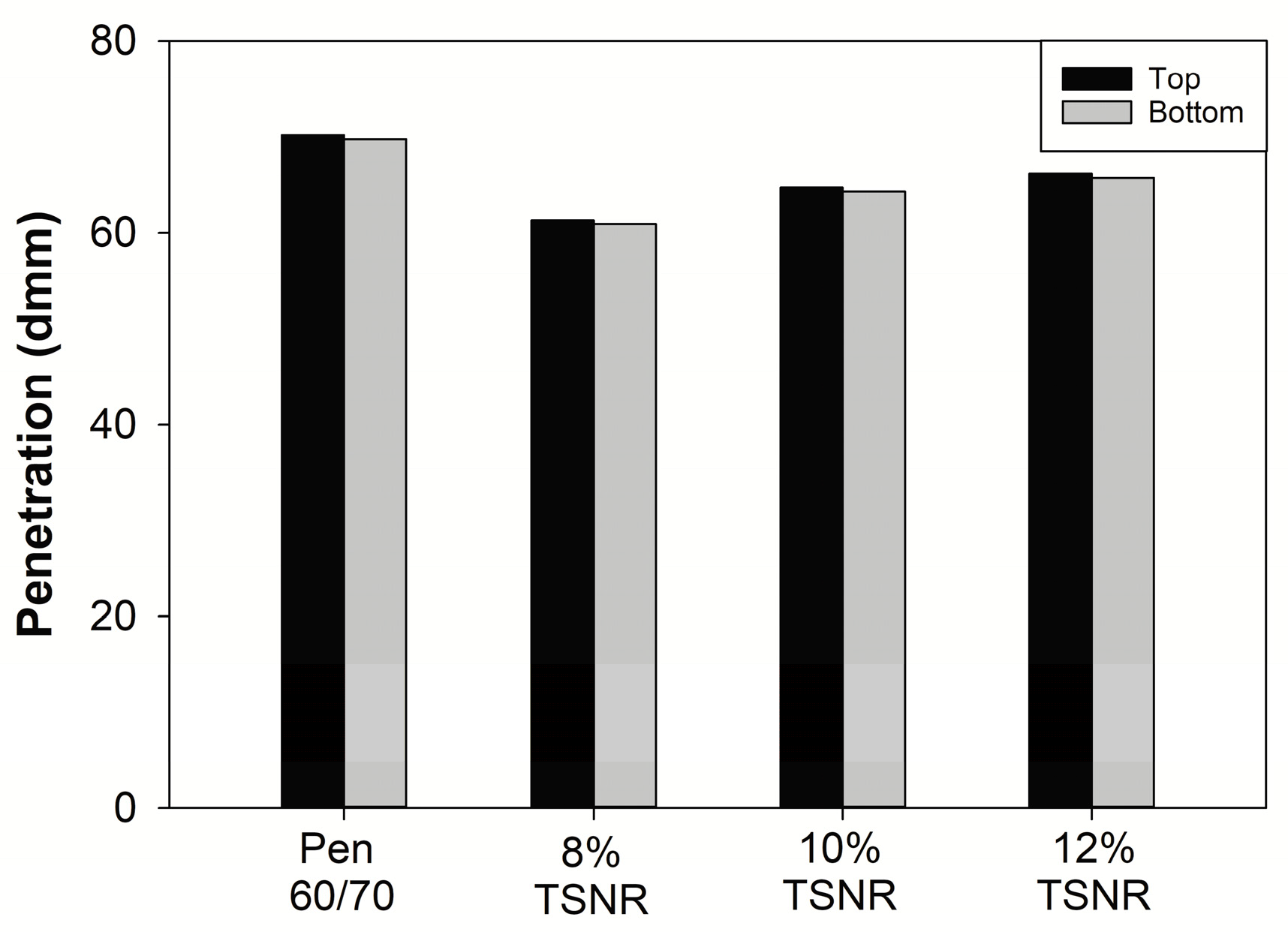
Penetration testing is conducted to assess component stability in technically specified natural rubber (TSNR)-modified asphalt prior to storage stability testing. Examining the asphalt’s penetration or hardness at the top and bottom of the TSNR-modified sample completes the evaluation. As the TSNR content rises, Figure 1 illustrates how the penetration of TSNR-modified asphalt first declines before trending upward. With an average penetration value of 61 mm, the 8% TSNR-modified asphalt penetration dropped by 12.67%. Additionally, the penetration was increased to 5–8% by adding 10% and 12% TSNR.
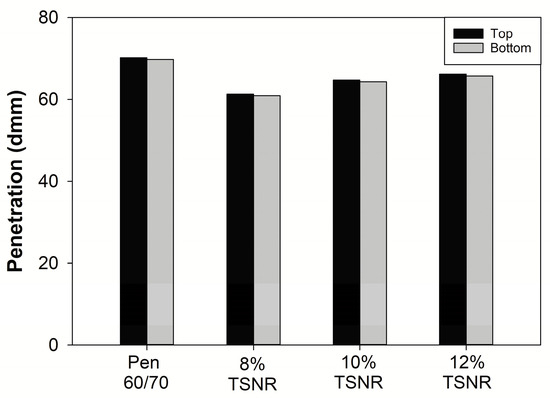
Figure 1.
Penetration of TSNR-modified asphalt before storage stability test.
The change in asphalt hardness after TSNR addition is influenced by the shift in the equilibrium ratio of asphaltene and maltene fractions. Adding a certain amount of TSNR absorbs maltene fraction components such as saturates and aromatics and increases the composition of asphaltene and resin fractions [17,39,40]. Resin in the asphalt phase is important in increasing asphalt hardness by forming a stable colloidal structure and improving the compatibility of TSNR and asphalt components [39,41]. This also increases the elasticity properties of modified asphalt; the binding network becomes stiffer, and the softening point increases [41,42].
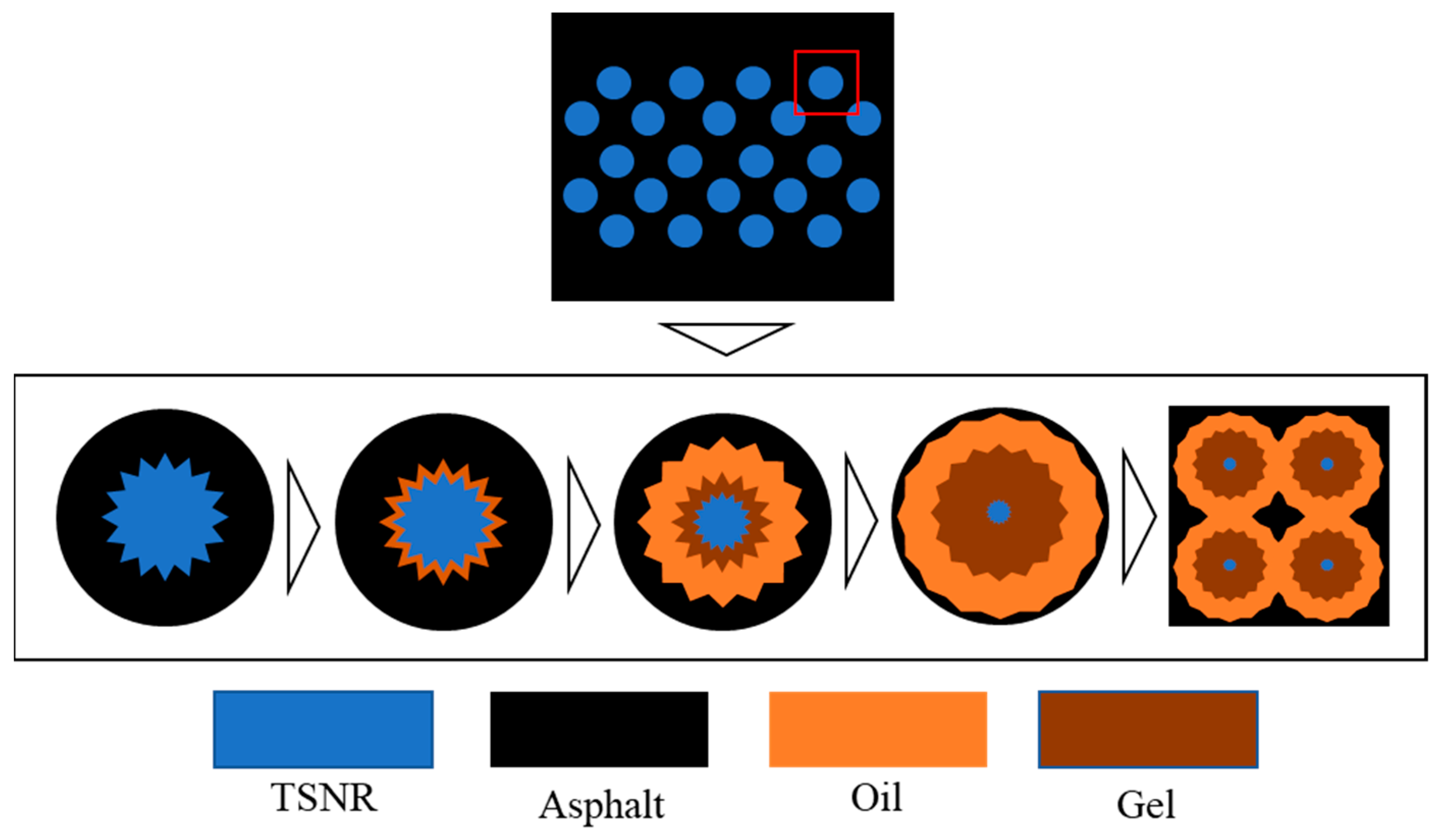
The increased amount of rubber component in modified asphalt was originally believed to absorb more maltene fraction (saturate and aromatic). It correlated with the decrease in penetration of modified asphalt [41,43]. However, because the addition of TSNR is larger, the asphalt penetration increases more than before. Figure 1 shows that the penetration of modified asphalt increased by 5–8% after adding 10 and 12% TSNR. The increased modified asphalt penetration as TSNR content increases is due to the volume expansion process, also known as the swelling phenomenon, in TSNR. Swelling promotes the formation of TSNR-rich phases, which saturate and aromatize to form a gel, as illustrated in Figure 2. Finally, the large amount of TSNR gel phase will limit the interaction between asphalt components such as asphaltene and resin, affecting the hardness of modified asphalt, making it softer [44].
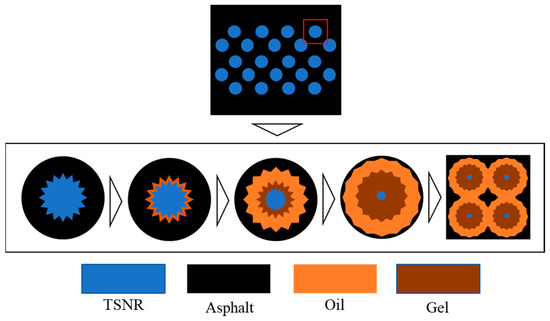
Figure 2.
Illustration of TSNR swelling.
The mechanism of volume expansion or swelling of TSNR into gel shown in Figure 2 occurs in four stages, namely, Stage 1: immersion; at this stage, TSNR is only submerged in asphalt. Stage 2: TSNR volume expansion; at this stage, the TSNR starts to expand by absorbing the maltene fraction (saturate and aromatic) in the asphalt and forming a gel layer. Stage 3: Post volume expansion and beginning of degradation, TSNR swelling continues until TSNR reaches equilibrium. Meanwhile, chemical degradation occurs by breaking the cross-linking network and polymer chains. In addition, molar mass and degree of branching affect the degradation of chemical structure. The swollen TSNR further splits into smaller pieces due to the breakdown of the network structure. Stage 4: TSNR degradation; at this stage, TSNR is degraded into smaller sizes with low molecular weight [45].
In the process of asphalt modification with TSNR, TSNR degradation is very difficult to control; heating at temperatures higher than the melting point of TSNR (130–160 °C) can accelerate TSNR degradation. As a result, the size of TSNR will be much smaller with lower weight in large quantities, which affects the hardness of modified asphalt to be softer with the penetration of asphalt increasing, indicating an increase in dense proportion [46,47,48]. The increase in the amount of TSNR with low molecular weight and the change of TSNR from solid to gel in asphalt forms new properties in the modified asphalt mixture, which should be hard and stiff to be more flexible [41,43]. This contributed to increased penetration value and decreased viscoelasticity of modified asphalt as the TSNR content increased. In addition, the higher penetration at either the top or bottom of the modified asphalt can be indicated as the accumulation of TSNR-rich phase in one part of the modified asphalt mixture, which is an indication of phase separation between components [4,9,13]. Penetration indicates the softness and consistency of the asphalt and the ability to resist shear force failure. Penetration is also used to test temperature sensitivity, asphalt diffusion, and rheology.
Based on the evaluation, the penetration of the modified asphalt increased as the TSNR content increased, with the difference between the top and bottom penetration values smaller than 1 mm. The small difference in penetration between the top and bottom shows that the TSNR-modified asphalt made does not indicate phase separation before the storage stability test, so all samples are declared feasible to proceed to the next stage, namely, the storage stability test.
3.2. Softening Point of Technically Specified Natural Rubber (TSNR)-Modified Asphalt before Storage Stability Test
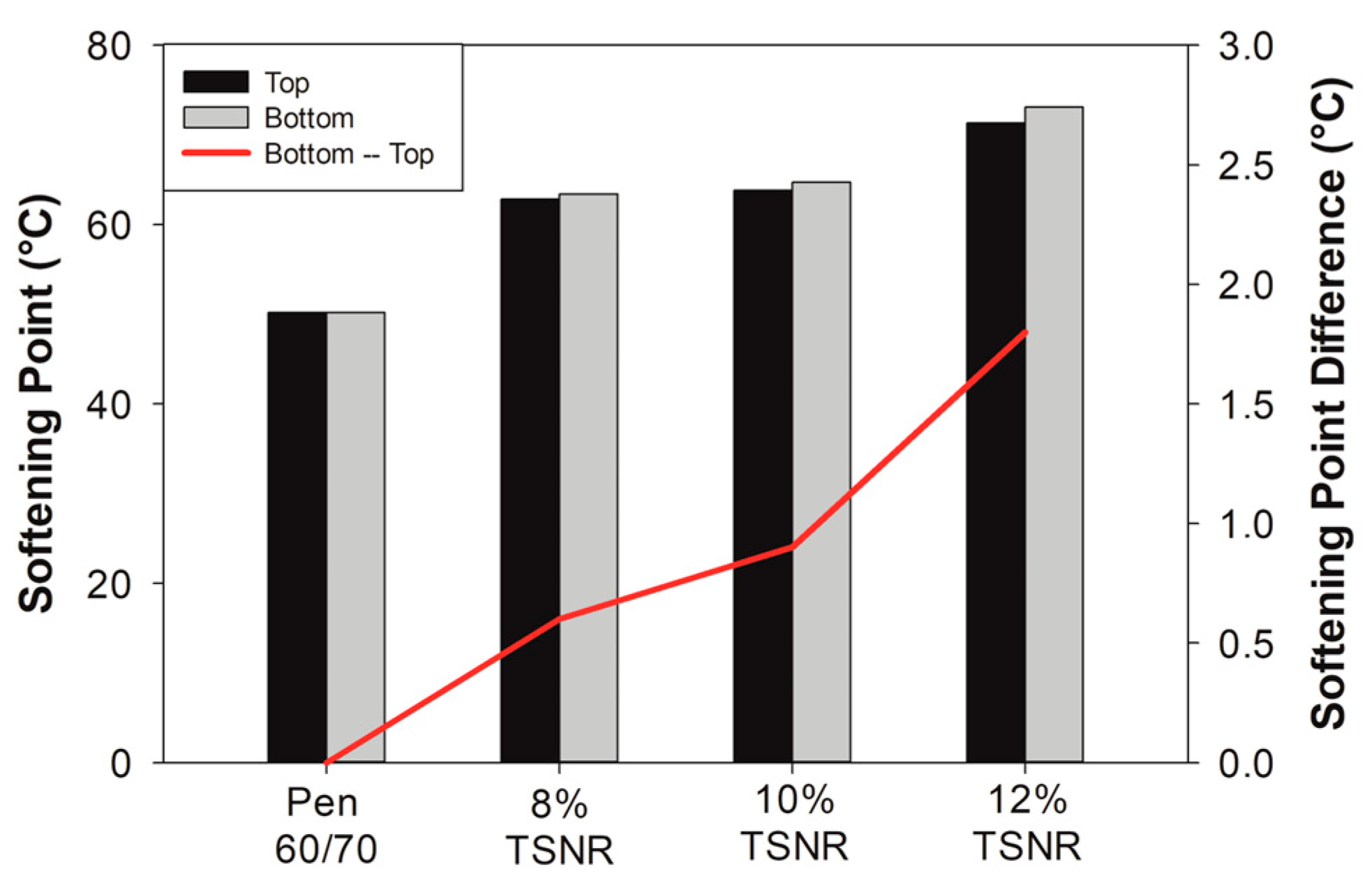
Figure 3 shows how modifying asphalt with TSNR-type natural rubber increases the softening point and TSNR content. The increase in softening point ranges between 25 and 45%, with the highest softening point of 72.2 °C at 12% TSNR. The increase in softening point correlates with the decrease in asphalt penetration, which is influenced by the ratio of asphaltene to maltene [4]. The ratio of asphaltene and maltene is linearly influenced by the diffusion of maltene fraction into TSNR. The diffused maltene fraction in TSNR results in volume expansion (swelling) of TSNR [40,44]. Swelling of TSNR by the maltene fraction increases the asphaltene ratio and makes the asphalt harder [41]. The increase in asphalt hardness indicates that the asphalt mixture’s average weight and molecular density also increase [29,49]. Finally, the phenomena that occur increase the cohesion and adhesion properties of asphalt after modification in preventing rutting and susceptibility to temperature variations [50]. Using natural rubber as an asphalt mixture can increase resistance, flexural modulus, and service life.
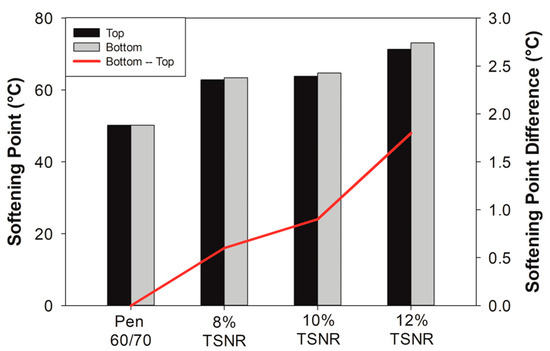
Figure 3.
Softening point of TSNR-modified asphalt before storage stability test.
The difference between the lower and upper softening points (TBottom–TTop) of TSNR-modified asphalt mixtures can be used to evaluate storage stability by ASTM D7173. TSNR-modified asphalt can have good storage stability if the TSNR phase does not experience degradation or segregation in the production, storage, or application process [29]. Storage stability is influenced by the compatibility between the constituent components, namely, asphalt and TSNR [39,41]. The better the compatibility of the two components, the smaller the segregation that occurs, characterized by the difference in the softening point between the top and bottom, which is less than 2.2 °.
Figure 3 also illustrates the difference in softening point between TBottom and TTop of modified asphalt before the storage stability test. The difference in softening point (TBottom–TTop) increased as the asphalt’s TSNR content increased. The greatest difference in softening point was 1.8 °C at 12% TSNR. The difference in softening point obtained by adding 8–12% TSNR was less than the ASTM 5976 specification of 2.2 °C. As a result, all samples were identified as stable TSNR-modified asphalt mixtures.
3.3. Storage Stability of TSNR-Modified Asphalt
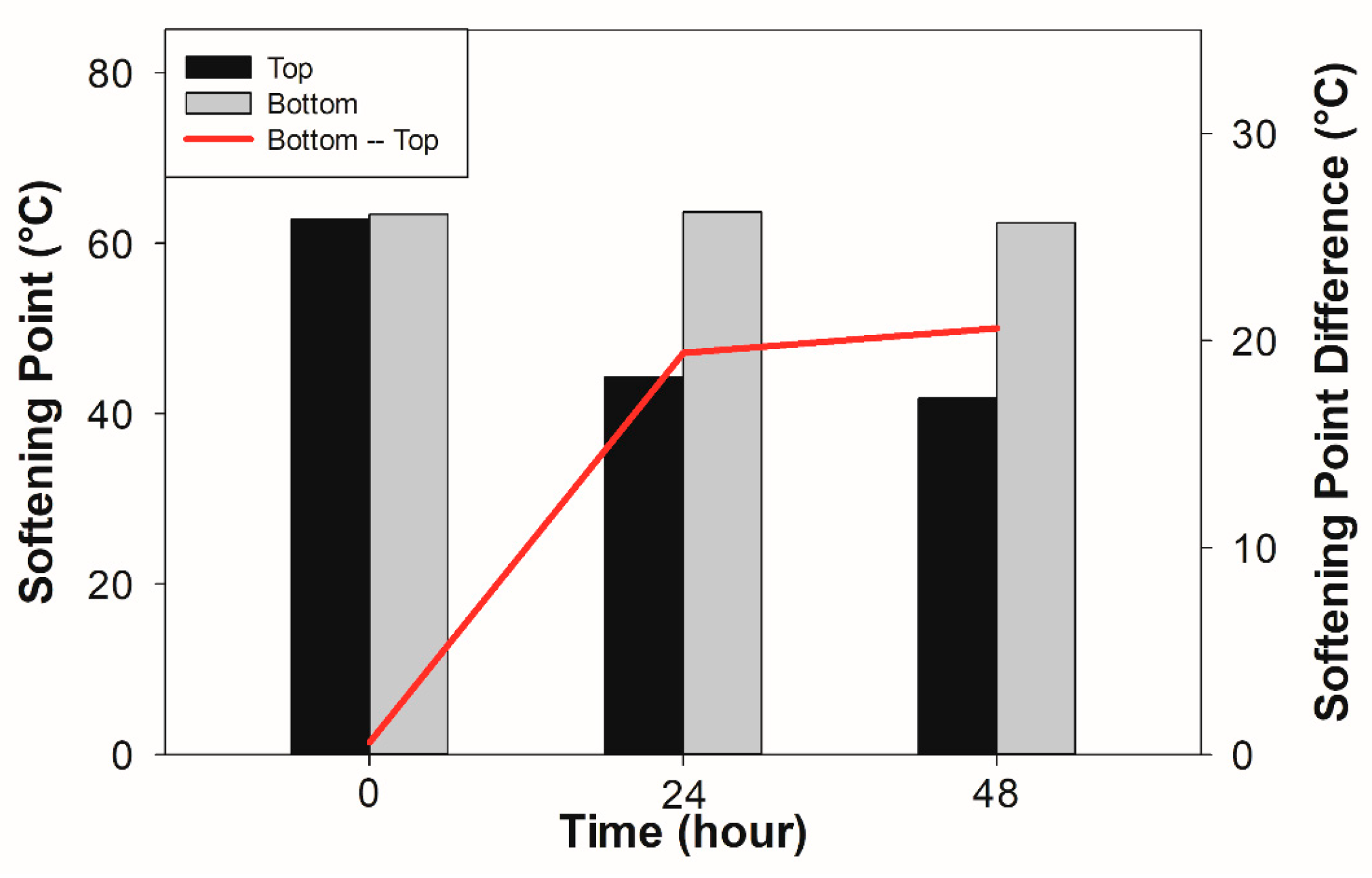
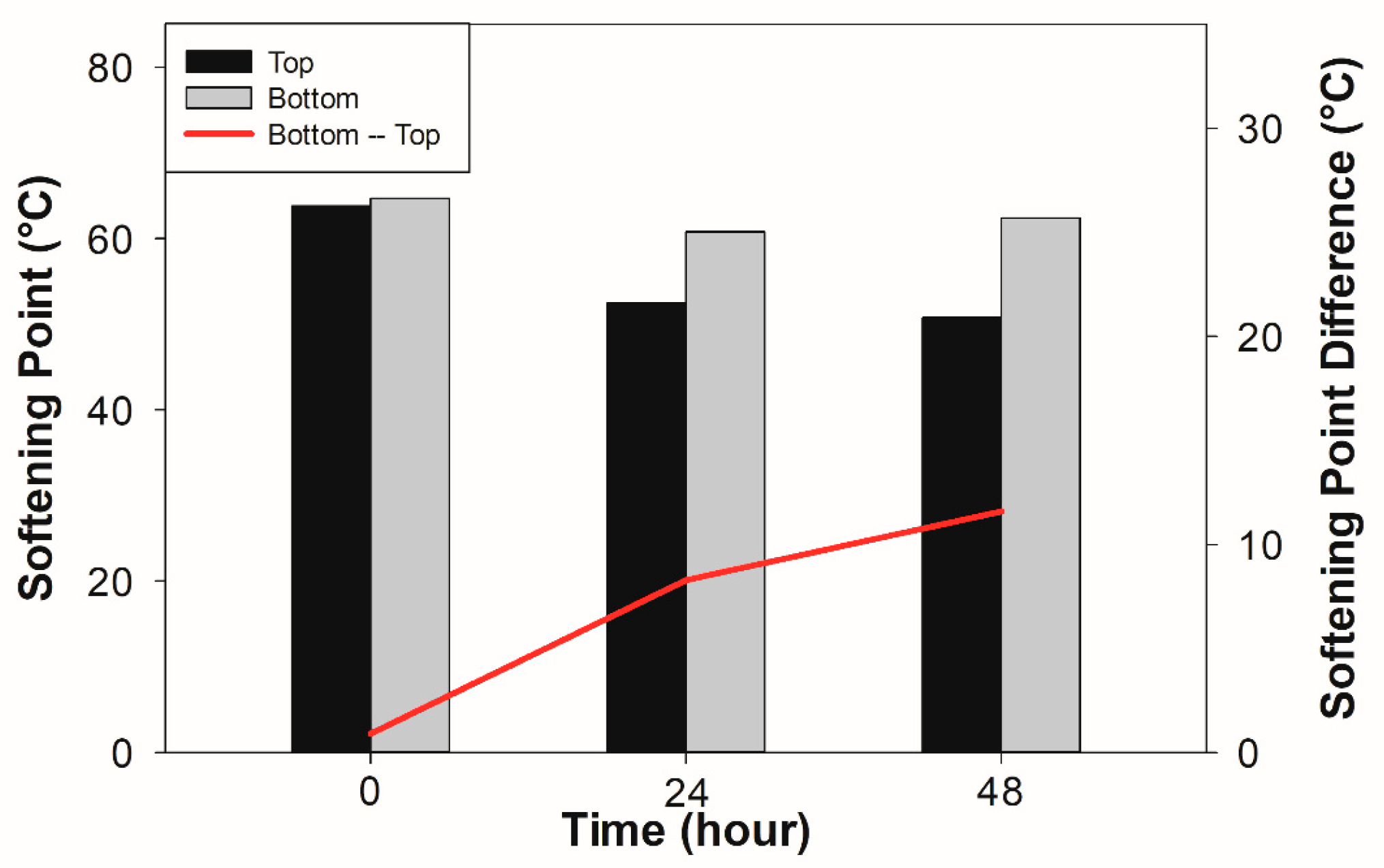
Storage stability of modified bitumen is a major concern for researchers and contractors involved in the production and quality control of asphalt concrete. The issue of storage stability is an important one to address today. Before being used to make asphalt concrete, asphalt is stored at temperatures ranging from 150 to 180 °C for an extended period. Asphalt concrete requires the stability of asphalt as a binder to produce optimal pavement [51]. The storage stability test of modified asphalt at 160 °C for 48 h was performed to assess the storage stability of TSNR-modified asphalt according to ASTM D7173. The evaluation was performed as a softening point test at the top and bottom, and the results are shown in Figure 4, Figure 5 and Figure 6.
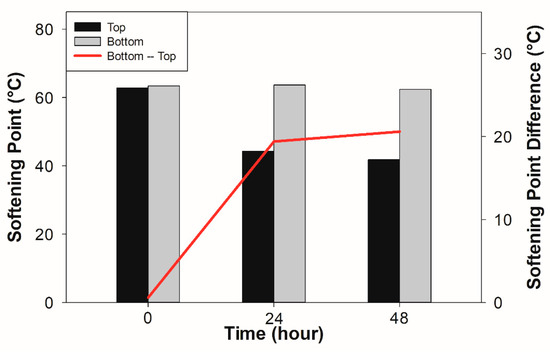
Figure 4.
Storage stability test of 8% TSNR-modified asphalt.
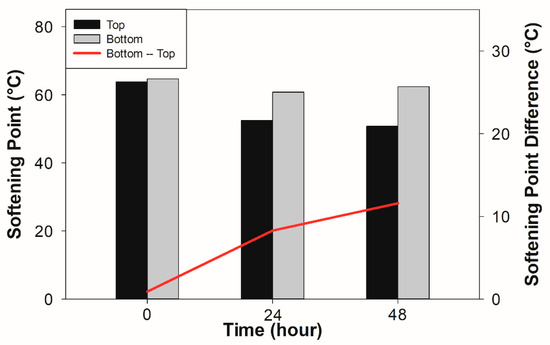
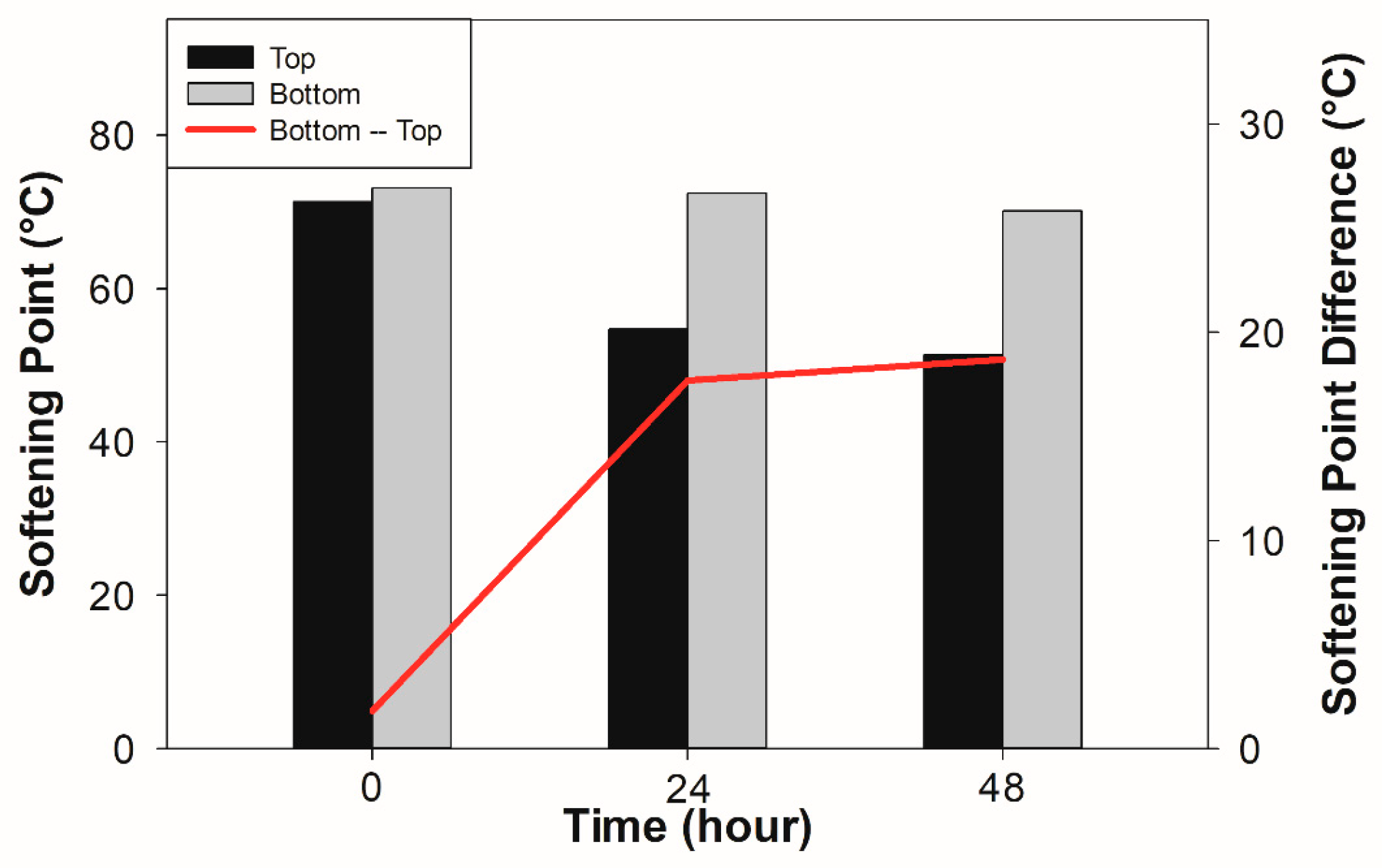
Figure 5.
Storage stability test of 10% TSNR-modified asphalt.
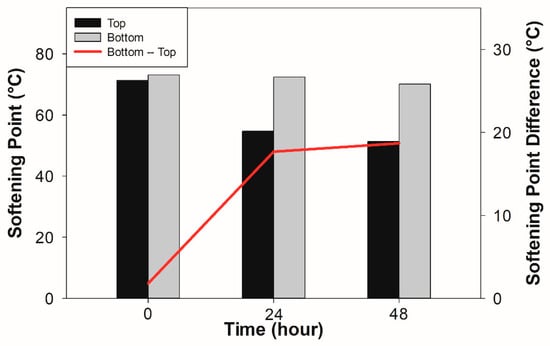
Figure 6.
Storage stability test of 12% TSNR-modified asphalt.
There is no visible difference between the top and bottom of the TSNR-modified asphalt after the storage stability test. The difference is noticeable when the top and bottom surfaces are pressurized or loaded. The top surface softened with storage time, while the bottom became harder. This indicates that phase separation occurs at high temperatures and with the length of storage time [21,48]. The change in hardness of the top surface indicates the accumulation of the TSNR phase with lower density [4,29,48].
According to Figure 4, Figure 5 and Figure 6, the 8%, 10%, and 12% TSNR-modified bitumen had stability issues as the storage time at 160 °C increased. Storage stability issues were observed in less than 24 h and lasted up to 48 h. The storage instability of TSNR-modified asphalt is caused by phase separation, which forms the polymer-rich phase on one side and the asphalt-rich phase on the other [6,17,29].
The worst storage stability of TSNR-modified asphalt occurs at 8% TSNR with a difference in the top and bottom softening point of 20.6 °C. At 10% TSNR, the difference in softening point decreased to 11.6 °C and increased again to 18.7 °C at 12% TSNR. The storage stability of TSNR-modified asphalt is very poor, which is influenced by the compatibility between its constituent components. Compatibility between asphalt and natural TSNR is difficult to achieve due to several influencing factors, including the swelling phenomenon of TSNR, the thermal stability of the mixture, density, and viscosity of TSNR [40,43,44,52].
The TSNR swells and absorbs the majority of the maltene fractions (saturate and aromatic). The high concentration of maltene fraction absorbed results in a TSNR phase rich in saturates and aromatics. Finally, the swelling of TSNR causes phase instability, resulting in phase separation [41]. The phase separation of TSNR in asphalt is preceded by coalescence and flocculation phenomena, and the swollen particles will bind to each other to form gel clumps [41,42]. The illustration of coalescence and flocculation in polymer-modified asphalt can be seen in Figure 7.

Figure 7.
Illustration of TSNR coalescence and flocculation phenomenon.
Because of the coalescence and flocculation phenomena, the TSNR phase, which is high in saturates and aromatics, clumps and accumulates larger TSNR gels, increasing molecular weight and decreasing thermal stability. At 160 °C, the accumulation of large-sized TSNR gel and decreased thermal stability resulted in a faster buoyancy effect for the TSNR phase. Therefore, the TSNR phase with high saturated and aromatic content will be at the top, and the opposite side will form an asphalt-rich phase [6,39,41,43]. The density and viscosity of the components are also important factors in determining how quickly or slowly phase separation occurs. Coalescence and flocculation have an impact on the density and viscosity of TSNR. Because of the limited amount and absorption of TSNR to saturates and aromatics, the asphalt phase still contains a high concentration of these compounds. As a result, the difference in density and viscosity between the two phases remains significant, and the two components are incompatible. The significant difference in density and viscosity between asphalt and TSNR accelerates the mobility of the TSNR phase during phase separation [6,52,53].
The saturate- and aromatic-rich TSNR phase accumulated at the top causes the asphaltene phase at the bottom to be deficient in saturate and aromatic content. Thus, the asphaltene phase will eventually increase the ratio of resin and asphaltene [42,43]. The increase in resin and asphaltene ratio shifts the glass transition temperature (Tg) of asphalt higher [43]. This, in turn, results in higher density, viscosity, hardness, and softening point of the modified asphalt at the bottom.
The softening point of 10% TSNR decreased significantly when compared to 8% TSNR (Figure 5). The modified asphalt with 10% TSNR has improved compatibility. The TSNR phase can absorb more saturates and aromatics, resulting in a decrease in the difference in softening points. The saturate- and aromatic-rich TSNR phase increases the density and viscosity of the mixture. Phase separation can be suppressed by reducing the density difference and increasing the viscosity of the mix [16,41,43]. This provides the advantage of stabilizing the TSNR phase in the mixture and obtaining better compatibility [52].
Increasing the viscosity of modified asphalt mixtures is critical for improving the storage stability of TSNR-modified asphalt. TSNR absorbs certain saturates and aromatics, producing asphaltene- and maltene-rich (resin-rich) asphalt phases. Increasing the proportion of asphaltene and maltene (resin) is essential for limiting the mobility of phase separation by increasing the mixture’s viscosity. Limiting the TSNR phase’s mobility in the mix can delay or slow the occurrence of coalescence and flocculation phenomena [6,39,52,53]. In addition, the resin in asphalt plays an important role as a stabilizer of asphaltene and other components in asphalt [30,39,41]. Increasing the content of resin and asphaltene is the key to forming a stable colloidal structure and improving the compatibility of asphalt and TSNR components [39,41].
The difference in softening point increased again at 12% TSNR (Figure 6). The modified asphalt mixture’s high TSNR content causes an increase in softening point difference. The same phenomenon was observed in the modified asphalt with 10% TSNR as well as the modified asphalt with 12% TSNR. However, adding more TSNR to the mixture than is optimal accelerates the coalescence and flocculation processes. As a result, the density and viscosity differences between the TSNR and asphalt phases increase, accelerating phase separation [16].
Comparing Figure 4, Figure 5 and Figure 6, it is found that the softening point trend of each asphalt section (top and bottom) increases as the TSNR content added to the modified asphalt increases. The increased softening point at the top as the TSNR content increases indicates that the glass transition temperature (Tg) is becoming larger. This has the advantage of increasing the thermal stability and viscoelastic properties of the modified asphalt at the top after phase separation [41,42,43].
In contrast to the top, at the bottom, the softening point increases with increasing TSNR content. This can occur because the asphalt-rich phase at the bottom loses many saturates and aromatics. As a result, the glass transition temperature (Tg) at the bottom increases, increasing the modified asphalt’s softening point [41]. The increase in the softening point of modified bitumen results in increased thermal stability and improved viscoelasticity of the binder [41,42,43].
3.4. Effects of Sulfur Addition and Decreased Storage Temperature on Storage Stability of TSNR-Modified Asphalt
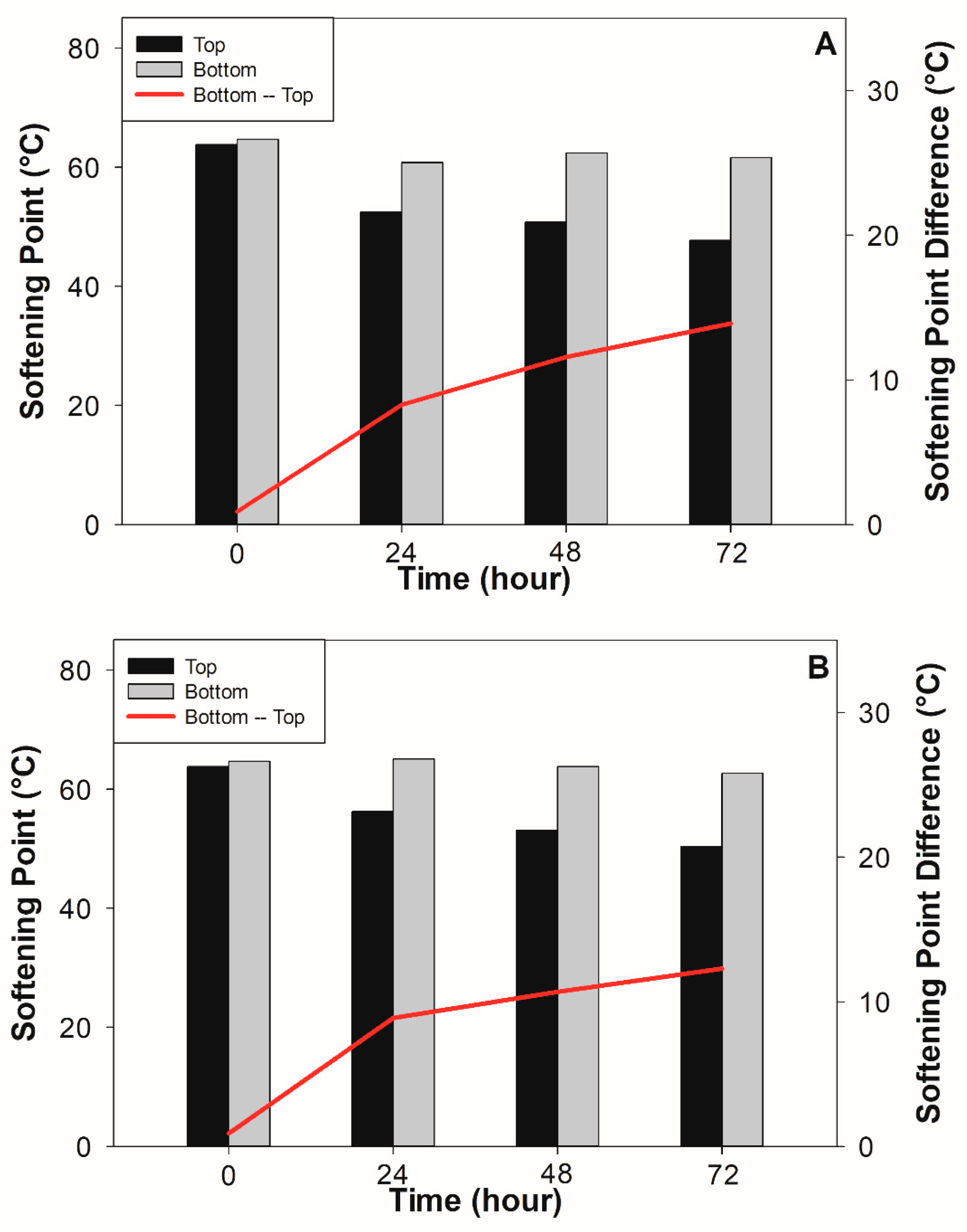
The 8–12% TSNR-modified asphalt evaluation revealed that it performed best at 10% TSNR. As a result, further testing was performed on the asphalt’s storage stability for up to 72 h. The addition of sulfur to the modified asphalt mixture was further investigated. The purpose of adding sulfur in TSNR-modified asphalt is to improve the compatibility of the mix of asphalt and TSNR components [54,55,56]. The results of the storage stability test at 160 °C with a shelf life of up to 72 h for samples without and with sulfur addition can be seen in Figure 8 and Table 2.
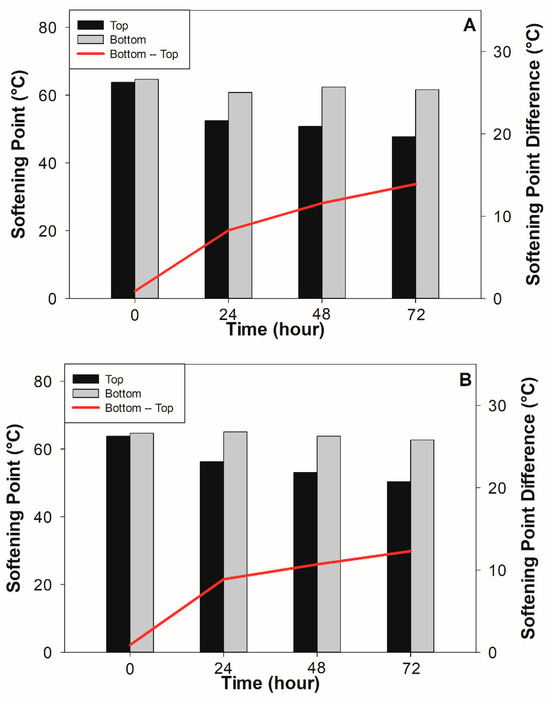
Figure 8.
(A) Storage stability test of 10% TSNR-modified bitumen without sulfur and (B) with sulfur addition at 160 °C for 72 h.
Table 2.
Storage stability test of 10% TSNR-modified bitumen without sulfur and with sulfur addition at 160 °C for 72 h.
Figure 8 and Table 2 show that the phase separation is still ongoing for 72 h, characterized by a greater difference in the softening point between the top and bottom. This indicates that a large amount of TSNR phase with a smaller size and lower molecular weight has less mobility and, thus, requires more time to accumulate at the top [6,53,57]. Figure 8 and Table 2 demonstrate that adding 1 phr sulfur has no effect on the compatibility of asphalt and TSNR components. Other studies have suggested that adding sulfur to polymer-modified asphalt is a stabilizing agent [55]. However, the exact mechanism of improving storage stability through sulfur addition, as well as its relationship to vulcanization reactions, remains to be fully understood. However, in general, sulfur addition to modified asphalt is thought to improve storage stability [55,56].
Sulfur chemically binds to polymer molecules, connects them to asphalt through sulfide or polysulfide bonds, and promotes improved compatibility between components [54,55,56]. However, adding too much sulfur can destabilize the TSNR phase in modified asphalt. The destabilization can be caused by a spontaneous vulcanization reaction at high temperatures, which promotes the formation of a solidified TSNR phase. Finally, the solidified TSNR phase will settle to the bottom, accelerating the phase separation [17,42,58]. In this study, it was also reported that adding 2 phr sulfur in modified asphalt caused the accumulation of the TSNR phase, as seen in Figure 9.

Figure 9.
TSNR-modified asphalt with the addition of 2 phr.
Figure 9 shows how the addition of 2 phr sulfur can agglomerate the TSNR phase in the modified asphalt. Excess sulfur can destabilize the TSNR phase, accelerating phase separation in modified asphalt. Modified asphalt containing 2 phr sulfur produces brittle asphalt with very low penetration. However, the observation and storage stability tests (Figure 8) revealed that adding 1 phr sulfur had no significant impact on storage stability. This is possible because the added sulfur is more active in binding between polymer molecules rather than forming sulfide or polysulfide bonds between polymer molecules and asphalt [17]. Excess sulfur addition causes cross-link reaction, increasing rubberized asphalt’s viscosity and density.
Visual observation reveals that the TSNR phase clumps to form TSNR solids. This causes the TSNR phase to settle to the bottom, making phase compatibility with the mixture difficult to achieve. Furthermore, the reaction rate of sulfur with polymers and asphalt varies depending on the type of polymer and asphalt used [59]. The addition of sulfur is expected to increase the density of the polymer phase in asphalt and increase the viscosity of the mixture to inhibit the rate of phase separation [17,55,60]. In this study, the addition of sulfur only increased the density of the TSNR phase to a higher level. However, the mixture’s viscosity decreased due to the nonoptimal sulfide or polysulfide bonding of polymer molecules to asphalt, and ultimately, the compatibility of asphalt and TSNR could not be achieved. The homogeneity of the reaction is very important to reduce the occurrence of local coagulants formed from sulfide or polysulfide bonds in the rubber asphalt matrix.
Although phase stability of the modified asphalt was not achieved, the addition of sulfur increased the TSNR-modified asphalt’s softening point. Figure 8 shows a comparison of modified asphalt without and with sulfur. The graph shows that the asphalt with sulfur addition has a higher softening point in each section than the modified asphalt without sulfur. Adding sulfur to the modified asphalt raises the combined transition temperature even higher than TSNR alone. Furthermore, the formation of agglomerated TSNR phases can absorb more maltene fraction and increase the asphaltene fraction to a significantly higher degree [21,40]. In this study, the addition of sulfur increased the density of the TSNR phase. However, the mixture’s viscosity decreased as a result of nonoptimal sulfide or polysulfide bonding of polymer molecules to asphalt, and, thus, asphalt and TSNR compatibility was not achieved. The reaction’s homogeneity is critical for reducing the formation of local coagulants in the rubber asphalt matrix caused by sulfide or polysulfide bonds.
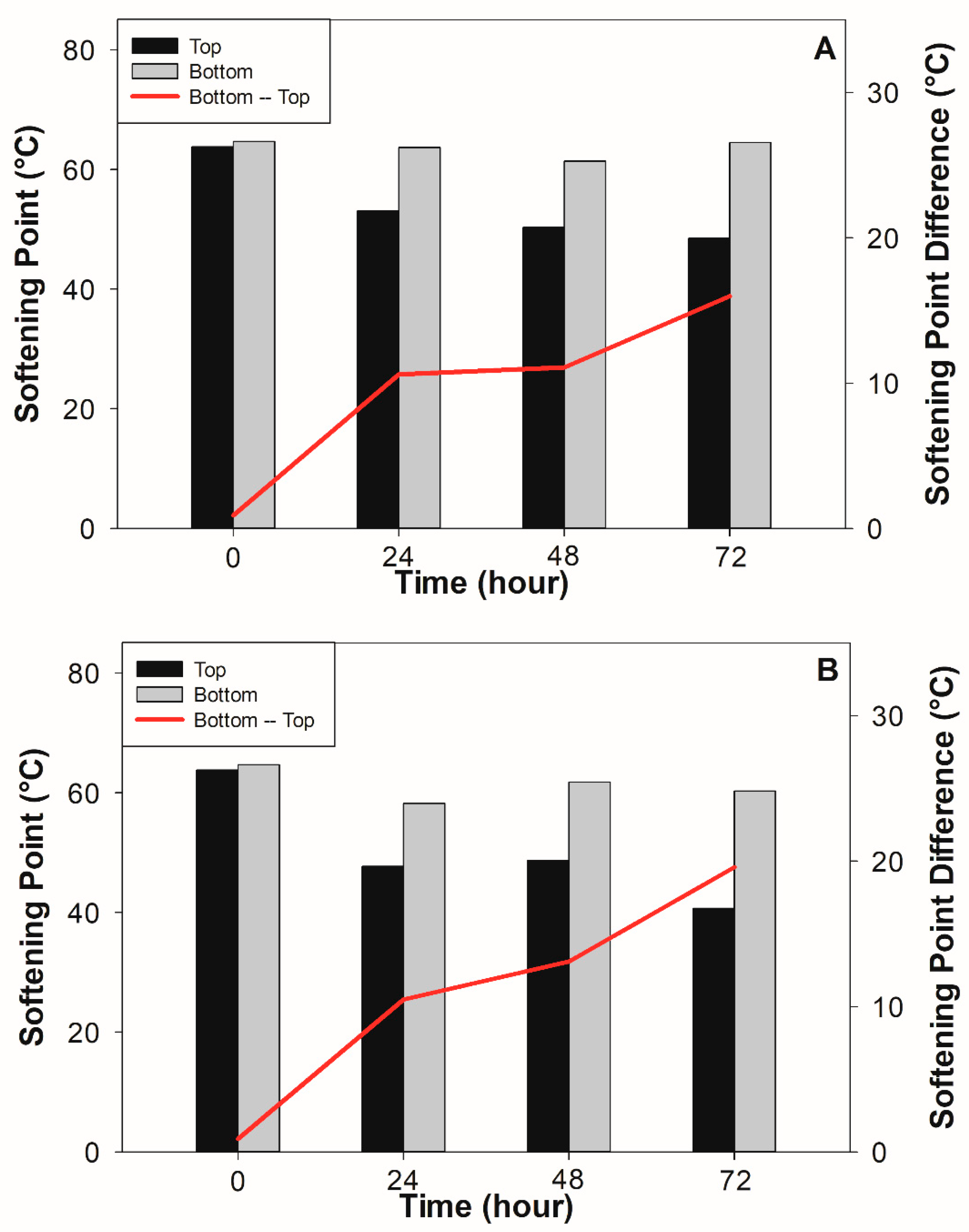
One approach to reducing phase separation in TSNR-based modified asphalt is to lower the storage temperature and maintain continuous homogenization. Temperature influences the rate of mobility and diffusivity in the TSNR phase. Higher temperatures accelerate the diffusion of asphalt components into the TSNR phase. This, in turn, determines an increase in the speed with which the TSNR phase swells, as well as coalescence and flocculation phenomena [44]. However, at 130 °C, the phase separation that occurs is slightly higher than or almost the same as that of modified asphalt at 160 °C storage, as shown in Figure 10.
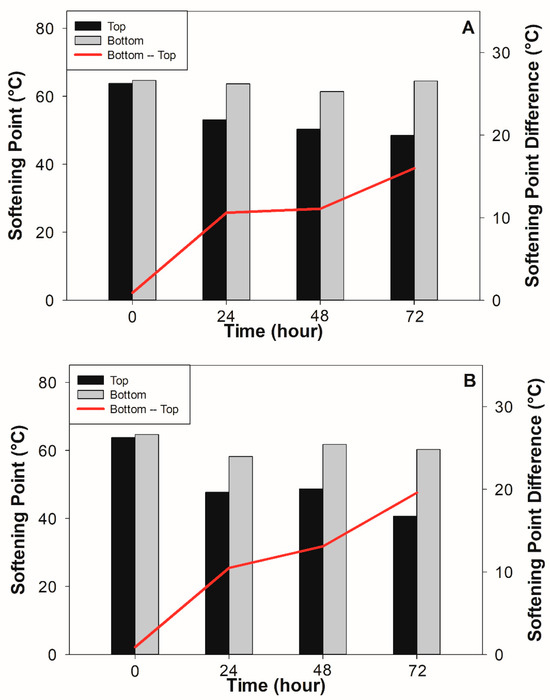
Figure 10.
(A) Storage stability test of 10% TSNR-modified bitumen without sulfur and (B) with sulfur addition at 130 °C for 72 h.
The phase separation phenomenon is similar to modified bitumen at 160 °C storage temperature. At lower temperatures, the asphalt phase’s diffusion rate into the TSNR phase slowed and eventually had no effect on the modified asphalt’s viscosity. At 130 °C, the significant difference in density and viscosity between asphalt and TSNR components caused phase separation to move more quickly. Furthermore, adding 1 phr sulfur to the modified asphalt samples at 130 °C storage temperature had no effect on the improved stability of the TSNR-based modified asphalt. The same was observed for modified asphalt stored at 160 °C.
3.5. Density and Viscosity of TSNR-Modified Asphalt
Previously, in subchapter 3.3, it was explained that the storage stability of TSNR-modified asphalt is influenced by differences in density and viscosity between asphalt and TSNR components and TSNR-modified asphalt mixture. Table 3 shows the density and viscosity at the top and bottom of the TSNR-modified asphalt before and after the storage stability test. As seen in Table 3, the density of the TSNR-modified asphalt mixture at the top decreased and, on the other hand, increased over time, accompanied by an increase in viscosity. This also confirms the effect of density and viscosity on the phase separation in the TSNR-modified asphalt mixture. Changes in viscosity and density are affected by temperature and continuity of homogenization during storage. Spot coagulants will form if homogenization and temperature conditioning are not conditioned during storage.
Table 3.
Density and viscosity of TSNR-modified asphalt.
The density difference between components, as well as the viscosity of the mixture, are important factors in determining phase stability. Density changes are not spontaneous because the TSNR components take time to coalesce and flocculate before gravity-induced phase separation occurs. Within 48 h, the difference in density between the top and bottom becomes visible. The 8% TSNR-modified asphalt experienced a significant change in density within 48 h. Similarly, modified asphalt with 10 and 12% TSNR experienced smaller density changes during the same time period.
Based on these findings, the amount of TSNR added to the asphalt influences whether phase separation occurs quickly or slowly. This relates to coalescence and flocculation in TSNR-modified asphalt, which is the first stage of destabilizing the TSNR and asphalt components [41,42,43]. Coalescence and flocculation also have an effect on how the mixture viscosity changes over time. Phase compatibility between components eventually collapses due to large density and viscosity differences. Gravity also encourages the formation of two-phase flows that move vertically to form the TSNR-rich phase side and the asphalt-rich phase side [6,53].
The addition of TSNR to the modified asphalt initially increased its viscosity in order to improve mix compatibility. However, the coalescence and flocculation phenomena that occur with storage time influence the viscosity changes at the top and bottom. Furthermore, the viscosity of the top increased significantly as the density decreased, indicating the accumulation of the TSNR phase with lighter density at the top due to phase separation [41,42,61]. The viscosity of TSNR-modified bitumen at the top increased within 48 h, confirming the accumulation of the TSNR phase at that section. However, at the bottom, an increase in viscosity was observed due to TSNR absorbing maltene fraction components such as saturates and aromatics and increasing the composition of asphaltene and resin fractions with higher density and viscosity [17,29,39,40,42]. In addition, heavy fractions are disposed to the bottom, and light fractions are disposed towards the top during storage. This phenomenon causes an increase in viscosity and density at the bottom.
3.6. Determination of Phase Separation Flow Velocity in TSNR-Modified Asphalt
Asphalt modified with TSNR exhibits storage instability at high temperatures. Modified asphalt stored at high temperatures undergoes phase separation influenced by gravity in incompressible conditions. Furthermore, high temperatures will stretch the intermolecular bonds, reducing viscosity. The density and viscosity of the two components have a significant influence on phase separation rate. To simulate the phase separation that occurs in TSNR-modified bitumen at storage temperature, a fluid flow model with incompressible Navier–Stokes equations combined with a phase field model is used [6,53].
This simulation of gravity-driven flow in TSNR-modified bitumen makes several assumptions with its incompressible Navier–Stokes equations. First, the TSNR-modified bitumen is assumed to be a Newtonian fluid with a storage temperature ranging from 130 to 180 °C. This assumption may be correct if the TSNR content is not too high and the temperature is high enough [6,53]. The TSNR content used in this study ranged between 8 and 12%. Visual observations reveal that the fluid or modified asphalt exhibits the properties of a Newtonian fluid at temperatures ranging from 130 to 180 °C. In addition, the equation assumes that the flow of modified bitumen fluid driven by gravity at storage temperature is laminar. Modified bitumen can be assumed to be laminar flow because it has no input or output flow, is not pressurized, and has a relatively high viscosity [6,53].
Before starting the TSNR-modified asphalt phase separation simulation, several parameters must be calculated manually, namely, the phase separation rate and Reynolds number (nRe). The phase separation rate needs to be known to determine the value of the mobility tuning parameter (χ), and the Reynolds number (nRe) is used to determine the model used. Equation (1) can be used to calculate the phase separation rate of polymer-modified asphalt influenced by gravity during the storage period of modified asphalt. Meanwhile, the calculation for Reynolds number (nRe) to determine the type of flow that occurs in the phase separation of modified asphalt can be used in Equation (2). The assumptions used to calculate the phase separation rate and nRe are the TSNR particle size and asphalt particle diameter (Dp), which are assumed to be the same at 100 μm, and acceleration by gravity (g) of 9.8066 m/s2. TSNR particle density TSNR (), asphalt density (), mixture density (), TSNR particle viscosity (), asphalt viscosity (), and mixture viscosity () were obtained from direct measurement results which can be seen in Table 4. Meanwhile, is a dimensionless number with the value 1/ as a correction factor, and ɛ is the volume fraction of the mixture. The calculation results of the TSNR and nRe phase separation rates can be seen in Table 4.
Table 4.
Phase separation rate and nRe for asphalt and TSNR mixtures.
Table 4 shows that the theoretical phase separation rate of TSNR in modified bitumen decreases as the TSNR content increases. Increasing the amount of TSNR in modified bitumen also increases its viscosity, resulting in increased phase stability between components [41,43,62]. Theoretically, the lowest phase separation rate at 160 °C was obtained when 12% TSNR was added, which was 2.4693 × 10−6 m/s. However, experimental results show that phase separation increases after the addition of 12% TSNR. This is because the theoretical calculation using Stokes law does not consider the coalescence and flocculation phenomena that affect the formation time of density and viscosity differences between components.
In addition, a decrease in storage temperature also affects the smaller phase separation rate and increases viscosity. As shown at 10% rubber content at a storage temperature of 160 °C, a separation rate of 2.8639 × 10−6 m/s was obtained. However, at the same rubber content with a storage temperature of 130 °C, the phase separation rate decreased to 0.6756 × 10−6 m/s. In theory, the viscosity of the asphalt phase influences the decrease in phase separation rate, as well as the decrease in storage temperature. Asphalt has thermoplastic properties; at lower temperatures, its viscosity increases, reducing phase separation between components. However, experimental results show that the phase separation of modified bitumen remains quite large at a storage temperature of 130 °C, as indicated by a difference in softening point of 19.6 °C. This suggests that lowering the storage temperature is not the most effective way to slow phase separation. As a result, the swelling phenomenon is not optimal because the diffusion of asphalt into the TSNR phase slows due to the asphalt phase’s high viscosity at 130 °C. Overall, slowing the asphalt phase diffusivity in forming the swelling phenomenon does not minimize the difference in density and viscosity between components [63].
Based on the calculation results, it is evident that the phase separation phenomenon that occurs in modified asphalt is proven to be laminar flow. Reynolds number obtained from the calculation has a very small value of less than one (nRe < 1). Determination of the flow type is necessary at the beginning to determine the selection of the type of fluid flow model that will be used in the simulation of phase separation of TSNR-modified asphalt. Therefore, in the TSNR-modified asphalt phase separation simulation, we can use the fluid flow model with the incompressible Navier–Stokes equation for the laminar flow type.
3.7. Phase Separation Simulation of TSNR-Modified Asphalt
COMSOL Multiphysics version 5.5.0 now includes the previously described phase separation of TSNR-modified bitumen. The phase separation of gravity-driven TSNR-modified bitumen can be simulated using a fluid flow model with incompressible Navier–Stokes equations and a phase field model. The Navier–Stokes equations for laminar flow are calculated using the fluid flow model with two-phase flow types (laminar flow) in conjunction with the phase field model in COMSOL Multiphysics version 5.5.0.
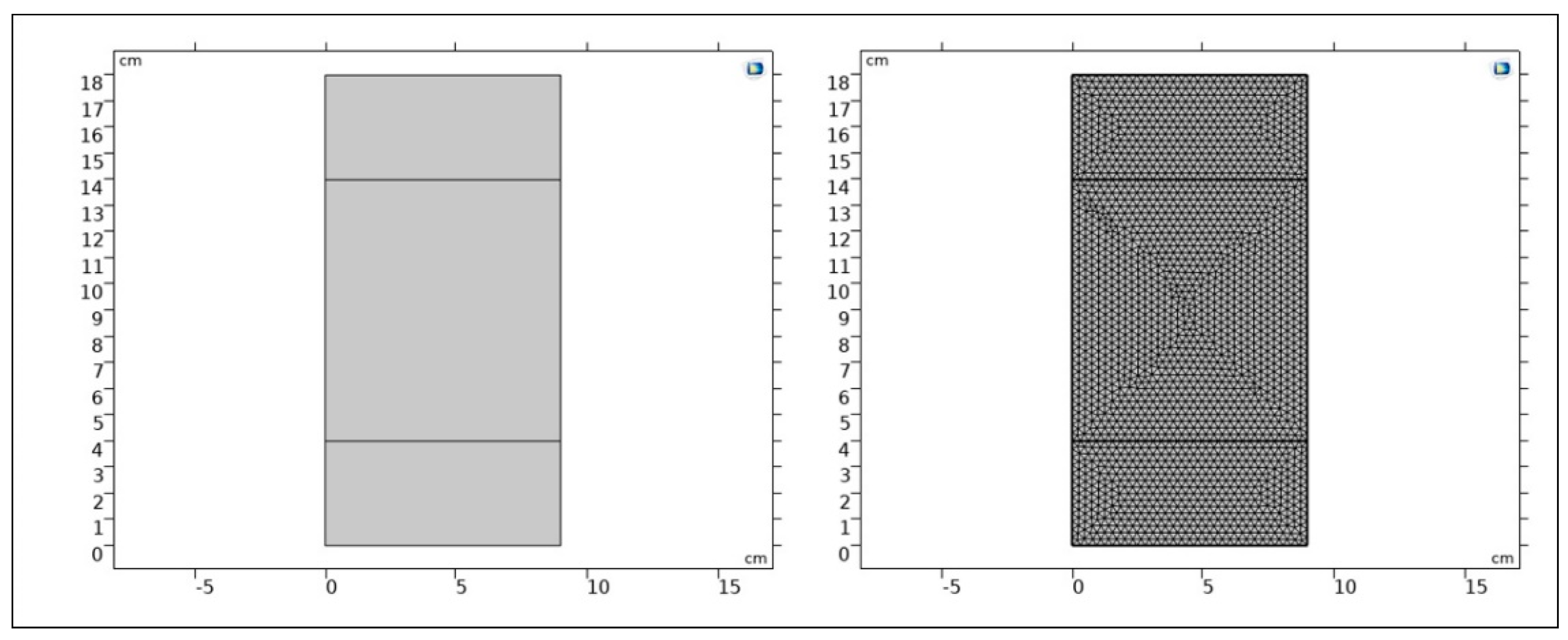
Numerical simulations were carried out on a 9 × 18 cm domain. The dimensions were chosen to correspond to the diameter and height of the storage stability testing bottle. Furthermore, the domain is divided into three sections, representing the top, middle, and bottom. Figure 11 shows that the meshing used is free triangular with an extra fine size. The boundary condition is that the velocity of the fluid or TSNR-modified asphalt is set to be zero (v = 0), and it is assumed that there is no pressure change during the storage time.
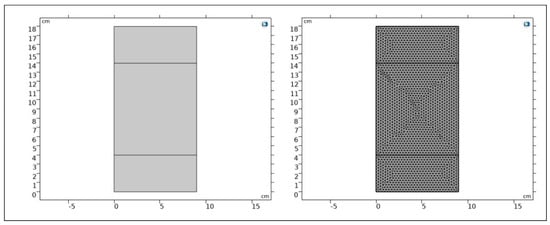
Figure 11.
Geometry and mesh used in the simulation.
In the simulation of modified asphalt phase separation influenced by gravity, it is important to ensure that the operating conditions are at a temperature of 160 °C and activate the gravity option in the laminar flow settings. In the phase field settings, to determine the parameter controlling interface thickness, the assumption is that the value is half the maximum mesh size (hmax/2). If this value is too small, it may cause numerical instability; if it is too large, the interface motion is not captured properly [64].
In running phase separation simulations, the phase field model requires mobility parameters (mobility tuning parameters). Mobility parameters describe the rate of movement of components contained in the system. In this study, the mobility parameter describes the movement of the components in the modified asphalt. Too small a value of the mobility parameter leads to numerical instability. A good initial estimate for the mobility parameter is as follows:
It is known that is the maximum speed of phase separation between the components, and σ is the surface tension of the modified asphalt [64].
Table 4 shows the physical properties of asphalt and TSNR components, such as viscosity and density at storage temperature, and the phase separation velocity for TSNR-modified asphalt is calculated. Equation (3) can be used to calculate the phase field model’s mobility parameters based on the calculated phase separation speed. The component parameters used in this simulation are shown in Table 5.
Table 5.
Component parameters used in simulation.
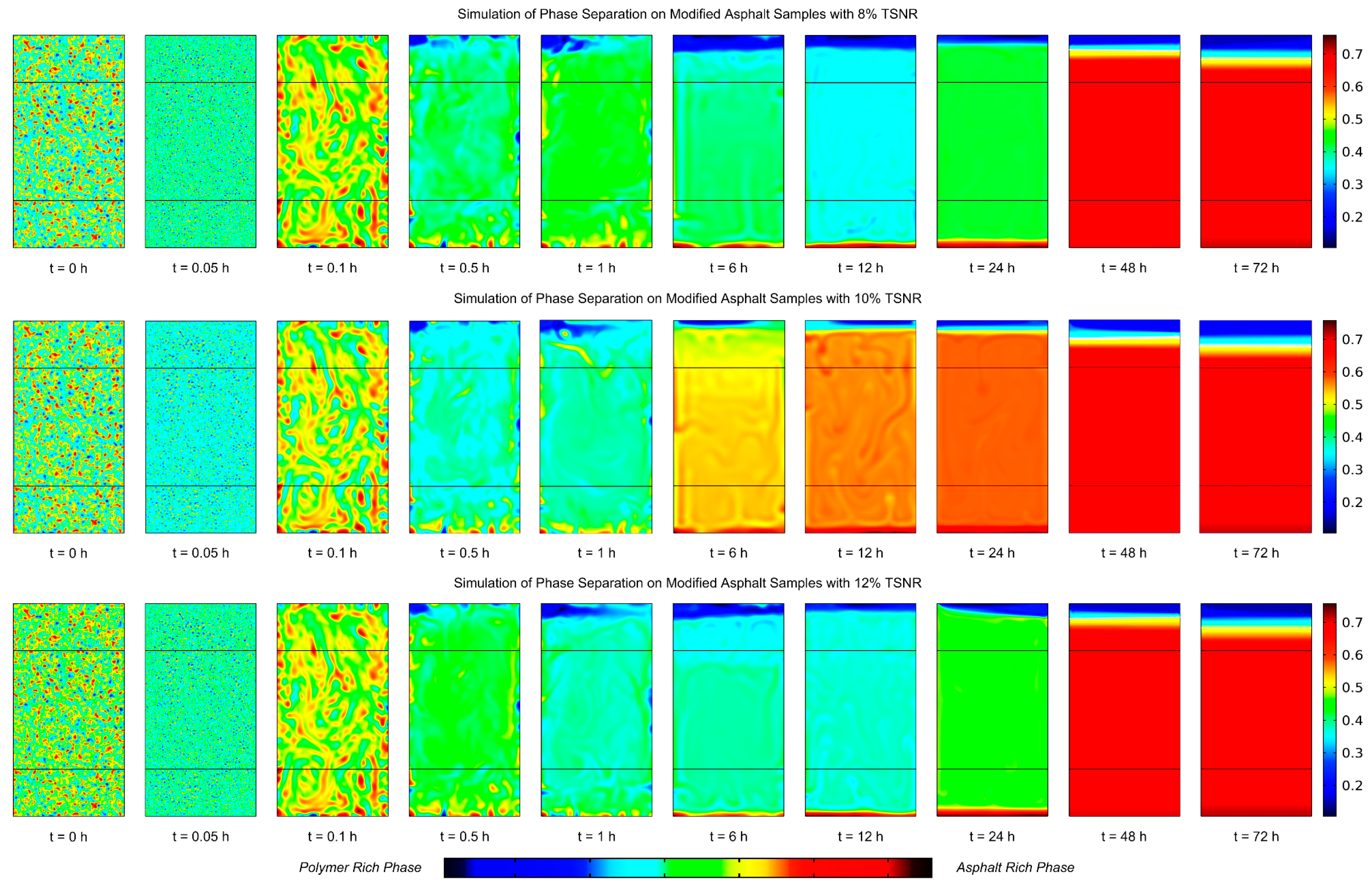
The parameters in Table 5 are used in the simulation with COMSOL Multiphysics. The simulation results will be used to assess the ability of the combined Navier–Stokes model for laminar and phase field flow to predict the storage stability of TSNR-modified bitumen, as well as the effects of bitumen density and viscosity on gravity-induced phase separation at 160 °C. Evaluation of the phase separation simulation in Figure 12 shows that modified bitumen has poor compatibility at 160 °C storage temperature. TSNR was initially evenly distributed in the asphalt, but during storage, phase separation was caused by differences in molecular weight, density, and viscosity between components. Thermodynamically, the mixture of asphalt and TSNR cannot mix due to the two materials’ incompatible characteristics and properties, also known as an immiscible blend.
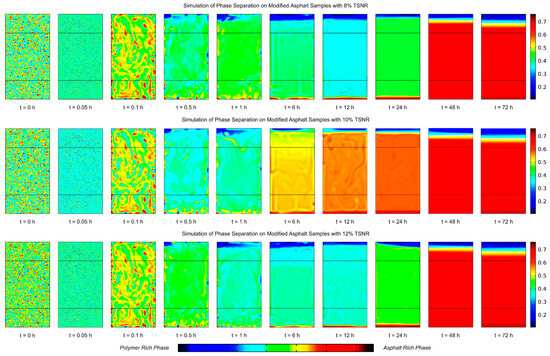
Figure 12.
Simulation results of TSNR-modified asphalt phase separation by volume fraction.
Figure 12 shows the difference in volume fraction of the asphalt component with storage time at steady state. At the beginning of storage (t = 0), the asphalt phase was evenly distributed in the mixture. However, after a few minutes of storage, the asphalt component showed incompatibility with the TSNR component. Carefully observable in Figure 12, the initially green surface area at t = 0 h, which indicates that the asphalt and TSNR components are evenly mixed, changes to a blue color in a very short period of less than 1 min (t = 0.05 h).
At t = 0.05 h, the phenomena of coalescence and flocculation are visible, confirming that the phase separation of modified asphalt must have started with the coalescence and flocculation of TSNR components in the mixture. The speed of coalescence and flocculation determines the speed of formation of density and viscosity differences between the two phases. At t = 0.1 h, it can be seen that a small part of the asphalt component moves vertically downward due to the influence of gravity. This process continued until 1 h of storage and reached equilibrium at 12 h of storage.
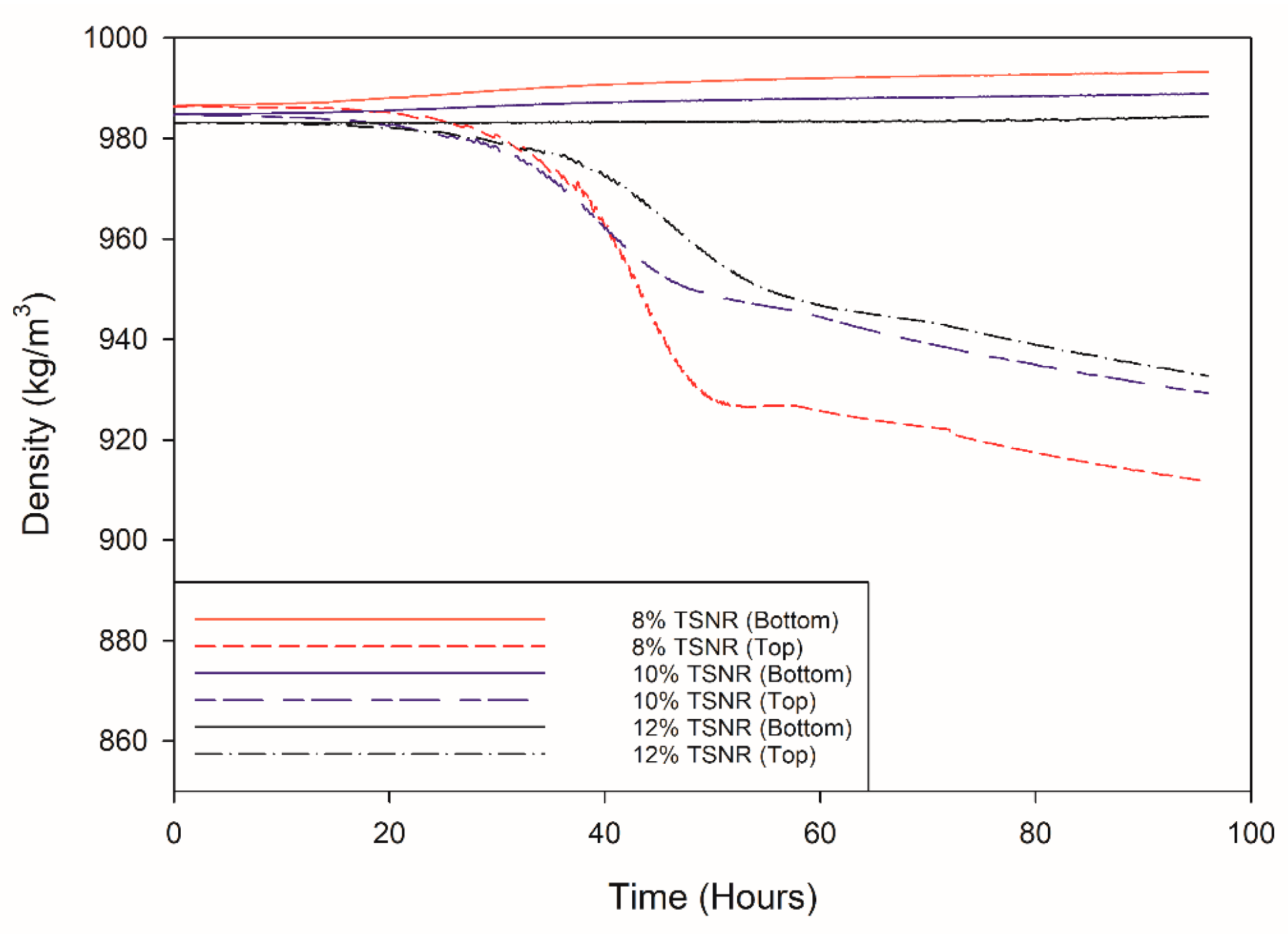
Based on the simulation results shown in Figure 13 and Figure 14, there is no significant difference in density and viscosity in the first 12 h. Based on this, it can be confirmed that the separation movement shown in Figure 12 at t = 0.1 h to t = 6 h is the movement of asphalt phases that do not interact with TSNR components. This possibility can occur because some asphalt phases that do not interact with TSNR components have higher density and lower viscosity.
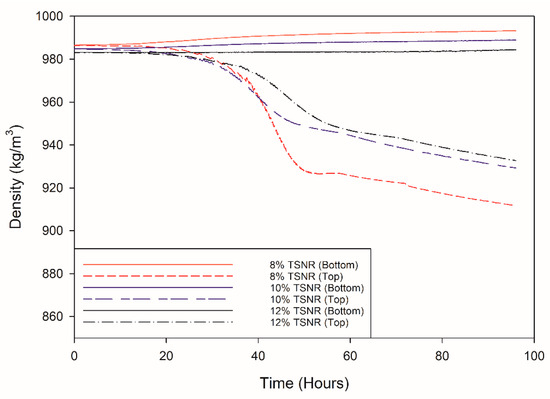
Figure 13.
TSNR-modified asphalt density simulation results for the top and bottom sections.
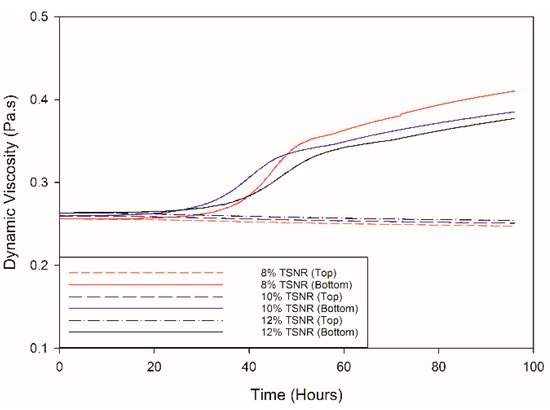
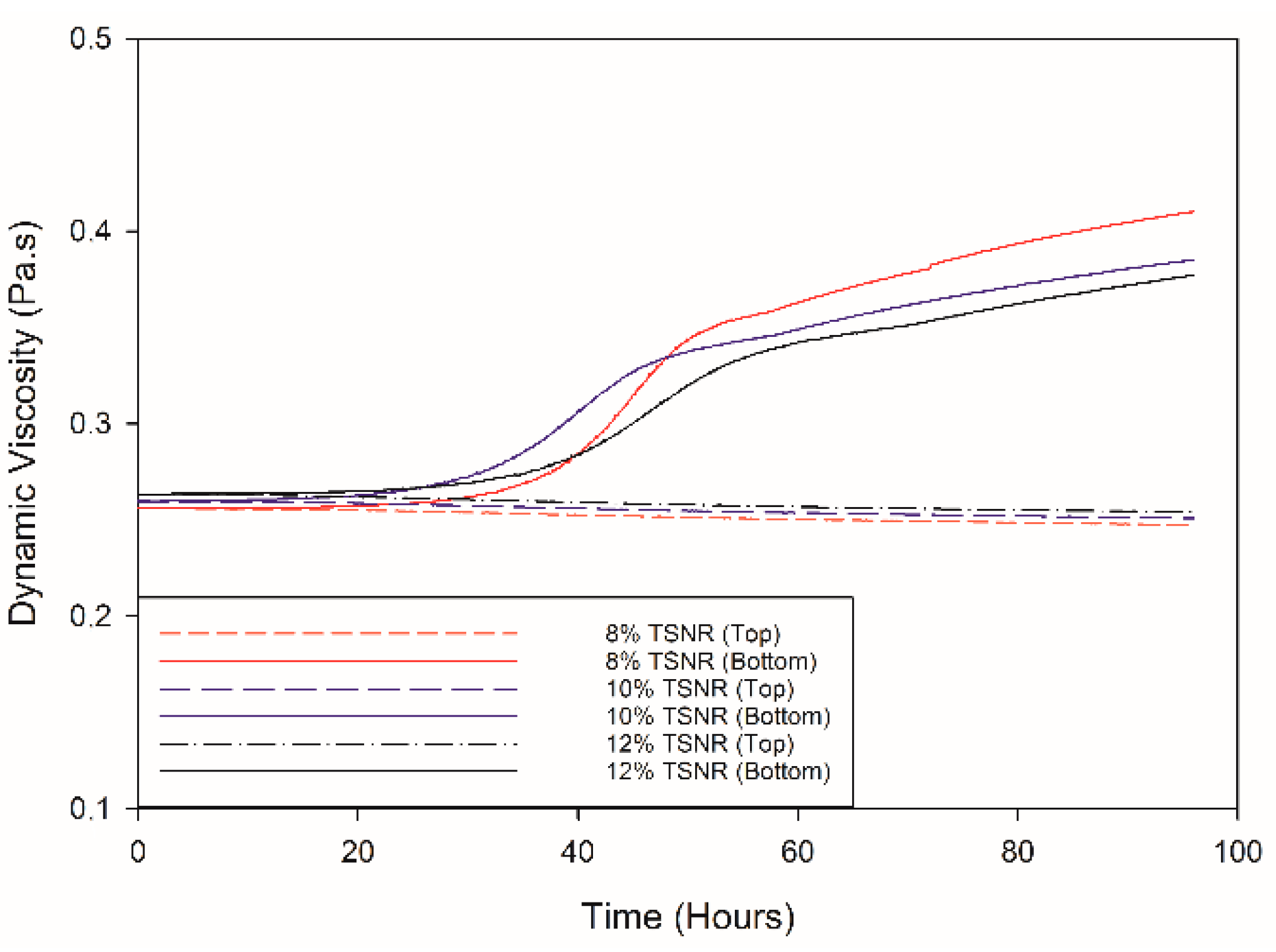
Figure 14.
TSNR-modified asphalt viscosity simulation results for the top and bottom sections.
The mixture reached equilibrium in the first 12 h (t = 12 h). Although the TSNR-modified bitumen reached equilibrium at 12 h of storage, the phase separation process continued for 72 h (t = 72 h). This is confirmed by the simulation results in Figure 13 and Figure 14, which show that the density and viscosity differences between the top and bottom fractions increase with storage time and settling velocity. By comparing all the surface area images of the volume fractions, the asphalt has a noticeable color difference with the addition of 10% TSNR. This color difference can be interpreted as a higher concentration of asphalt components in this domain than modified asphalt with 8 and 12% TSNR.
At 48 h of storage (t = 48), the asphalt component fraction increased in the middle and bottom, with asphalt volume fractions ranging from 0.65–0.75%, while the asphalt volume fraction at the top ranged from 0.1–0.3%, indicating that the TSNR volume fraction dominated the top. Up to 72 h of storage (t = 72 h), the final fraction of asphalt components ranged from 0.7–0.9 at the bottom and 0.05–0.2 at the top. However, from the visual in Figure 12, the samples at 48 h and 72 h storage time did not show any significant difference other than the color domain at the top, which was more dominant to blue. Therefore, another data analysis is needed to measure the changes after 48 h.
Furthermore, the phase separation due to cavitation can be analyzed by measuring the changes in density and viscosity at the top and bottom, as shown in Figure 13 and Figure 14. Figure 13 provides the average density data from various points at the top and bottom of the domain section. The density and viscosity at the top decreased, and the other side increased with the storage time. Figure 13 shows the modified asphalt samples with 8% and 10% TSNR, showing the density difference formed after 12 h of storage. Density changes do not occur spontaneously because the TSNR component requires time for the formation of coalescence and flocculation phenomena until a sufficient density difference is reached for phase separation to occur, which is influenced by gravity, time, and temperature changes.
On the other hand, observations on modified asphalt with 12% TSNR revealed that the density difference began to appear at 19 h. This also confirms that phase separation occurs slowly in asphalt modified with 12% TSNR. The density difference formed more slowly than the 8 and 10% TSNR. Many factors influence slow phase separation, including increased TSNR content. Higher TSNR content absorbs asphalt phases like saturates and aromatics. This causes an increase in the viscosity of the asphalt phase, which slows down the rate of separation between components.
The simulation results in Figure 13 show that the modified asphalt with 8% TSNR has a greater density difference than the 10 and 12% TSNR. After 12 h of storage, the asphalt modified with 8% TSNR showed a significant decrease in density at the top between 12 and 50 h. The same thing happened to modified asphalt with 10 and 12% TSNR after 24 to 96 h of storage. However, the decrease in density was less than the 8% TSNR content. At the same time, the bottom of all modified asphalt experiences a negligible decrease in density and tends to remain stable. The phase separation rate determines how quickly or slowly the density difference occurs.
Based on this analysis, the level of TSNR added to the asphalt influences whether the coalescence and flocculation phenomena are formed sooner or later. It is known that coalescence and flocculation phenomena in modified asphalt are the initial stages that destabilize TSNR and asphalt components [41,42,43]. Eventually, the phase compatibility between the components collapses due to the formation of density and viscosity differences. Furthermore, gravity encourages the formation of two-phase flows that move vertically to form the TSNR-rich phase side and the asphalt-rich phase side [6,53]. Another factor determining how fast or slow gravity affects the movement of phase separation ultimately depends on the viscosity of the modified asphalt mixture.
As previously stated, adding TSNR to the modified asphalt increases its viscosity in order to improve mix compatibility. However, the coalescence and flocculation phenomena that occur with storage time influence the viscosity changes at the top and bottom. Figure 14 shows that the viscosity of modified bitumen remained constant during the first 12 h of storage, just as Figure 13 shows that the density did not change. As the density decreased, the top viscosity decreased, indicating the accumulation of the TSNR phase with lighter density at the top as a result of phase separation [41,42,61].
According to the simulation results, the density and viscosity of the modified asphalt change significantly depending on storage time and temperature. It is concluded that the TSNR component added to the asphalt is incompatible. The asphalt and TSNR components were initially compatible, but after 12 h of storage, the TSNR component demonstrated incompatibility, resulting in phase separation. Many factors contributed to this, including the nonuniform particle size of TSNR, the significant differences in density and viscosity between the components, and the components’ unpredictable mobility.
Based on the simulation results, the density and viscosity of the modified asphalt vary significantly with storage time and temperature. We can conclude that the TSNR component added to the asphalt is incompatible. The asphalt and TSNR components initially demonstrated good compatibility, but after 12 h of storage, the TSNR component became incompatible, resulting in phase separation. Many factors contributed to this, including the nonuniform particle size of TSNR, the large differences in density and viscosity between the components, and the unpredictable movement of the components.
Based on the research results described above, it can be used as a reference for making policy recommendations for related industries, such as the asphalt mixing plant (AMP), a user and producer of TSNR-modified asphalt. The AMP industry, which is engaged in hot mix production and modified asphalt production, really needs asphalt as a binder that has stable characteristics. However, simulation and experimental results show that the stability of TSNR-based modified asphalt is very poor at high temperatures for long storage times. This is a vital weakness and makes TSNR-modified asphalt difficult to accept and apply in the industry. However, it does not rule out the possibility that TSNR-modified asphalt can be applied in industry. This is due to the advantages of using TSNR-modified asphalt, which has the advantage of high adhesion and cohesion properties, increased durability in bearing loads, increased elastic properties of asphalt as a binder, a much higher softening point in suppressing rutting, and more compatibility with climate change. Based on this, TSNR-modified asphalt can be applied in industry by paying attention to several policy recommendations, which will be explained below based on simulation and experimental results:
- The TSNR-modified asphalt production process must pay attention to the particle size used, the melting temperature of the TSNR, and the mixing time between the asphalt components and TSNR. The TSNR particle size in the mixture must be maintained in the range of 100 to 150 nm; this is necessary to avoid increasing the number of maltene fractions, which can reduce the quality of asphalt in terms of its adhesion, cohesion, and elasticity properties. The particle size can be kept constant by paying attention to the melting temperature and mixing time. The optimum melting temperature for TSNR is 200 °C; higher temperatures can degrade some TSNR and will increase the number of maltene fractions in the modified asphalt mixture. Apart from that, the length of mixing time also influences the degradation of the TSNR phase.
- It is recommended to store TSNR-modified asphalt at a temperature of 160 °C for only 12 h. This is considered necessary to avoid phase separation in TSNR-modified asphalt. Based on the simulation results, it was found that TSNR-modified asphalt can only be stored for 12 h, and longer storage causes coalescence and flocculation phenomena, which ultimately accelerate the phase separation. It is also recommended that the hot-mix manufacturing process uses TSNR-modified asphalt, which is stored at room temperature.
- It is recommended that additives be added to the TSNR-modified asphalt mixture separately to avoid faster phase separation in the modified asphalt. Adding additives such as sulfur in the modified asphalt mixture can cause a spontaneous vulcanization reaction at a storage temperature of 160 °C, destabilizing the TSNR phase in the mixture. As a result, several TSNR phases clot and can clog the piping in the AMP.
- Conduct periodic softening point and density tests on TSNR-modified asphalt at the top and bottom if necessary. Suppose that TSNR-modified asphalt is found to have a difference in softening point at the top and bottom of more than 2.2 °C and a difference in density of more than 10%. In that case, it is recommended that the modified asphalt be stirred again to distribute the TSNR phase in the mixture.
- Mixing asphalt with aggregate in hot mix production takes 2–3 min longer. This is important because TSNR-modified asphalt has a much higher viscosity than conventional asphalt. Therefore, it takes a longer mixing time for the asphalt to cover the aggregate surface to optimize the binding of the asphalt and aggregate after compaction.
The policy described above is considered necessary as an effort to increase compatibility between components and prevent or delay the occurrence of phase separation in TSNR-modified asphalt. It is hoped that by implementing this policy, the weaknesses of TSNR-modified asphalt can be minimized and fully implemented in industries such as AMP. The recommended policy is an alternative that can be implemented now while waiting for future research to improve compatibility between components.
4. Conclusions
Technical specifications for natural rubber (TSNR) as a polymer material for modifying asphalt show satisfactory performance in improving the performance of pen 60/70 asphalt. The most obvious performance improvements are thermal stability, hardness, adhesion, and cohesion. Modified asphalt has lower penetration and a higher soft point than pen 60/70. However, the TSNR-modified asphalt stability evaluation concluded the following:
- Modified asphalt with TSNR 8, 10, and 12% without sulfur or with sulfur shows phase separation after storage stability tests at temperatures of 130 °C and 160 °C for 48 h, with a more significant difference in soft point than the required 2.2° C.
- Adding sulfur additives to the TSNR-modified asphalt mixture does not much help increase its storage stability. However, it increases the softening point of the modified asphalt at the top and bottom.
- TSNR-modified asphalt with the best storage stability was obtained by adding 10% TSNR without sulfur with the difference in softening point after the storage stability test reaching 11.6 °C after 48 h of storage and continuing to increase until it reached 13.9 °C after 72 h of storage.
- The combination of the fluid flow model with the incompressible Navier–Stokes and phase field equations accurately describes the phase separation in TSNR-modified asphalt, with simulation results showing that asphalt modified with 8, 10, and 12% TSNR is stored optimally at a temperature of 160 °C for 12 h without stirring.
- Simulations using the fluid flow model with the incompressible Navier–Stokes and phase field equations show that the phase separation of TSNR-modified asphalt can last up to 96 h.
Author Contributions
Conceptualization, B.I. and A.W.; methodology, B.I. and A.W.; software, A.W. and Y.M.; validation, B.I., A.W., and I.Z.; formal analysis, N.N. and L.S.; investigation, A.W. and L.S.; resources, B.I.; data curation, L.S.; writing—original draft preparation, B.I. and A.W.; writing—review and editing, I.Z. and L.S.; visualization, Y.M.; supervision, B.I.; project administration, B.I.; funding acquisition, B.I. All authors have read and agreed to the published version of the manuscript.
Funding
This work was supported by the National Research and Innovation Agency (BRIN) and the Indonesia Endowment Fund for Education Agency (LPDP).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The original contributions presented in the study are included in the article, further inquiries can be directed to the corresponding author.
Acknowledgments
The authors thank the National Research and Innovation Agency (BRIN) and the Indonesia Endowment Fund for Education Agency (LPDP) for funding this research.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Becker, Y.; Méndez, M.P.; Rodríguez, Y. Polymer modified asphalt. Vis. Tecnol. 2001, 9, 39–50. [Google Scholar]
- Read, J.; Whiteoak, D. The Shell Bitumen Handbook, 6th ed.; Emerald Publishing: Bingley, UK, 2015. [Google Scholar] [CrossRef]
- Speight, J.G. Asphalt Materials Science and Technology; Elsevier: Amsterdam, The Netherlands, 2015. [Google Scholar] [CrossRef]
- Ibrahim, B.; Wiranata, A.; Malik, A. The effect of addition of antioxidant 1,2-dihydro-2,2,4-trimethyl-quinoline on characteristics of crepe rubber modified asphalt in short term aging and long term aging conditions. Appl. Sci. 2020, 10, 7236. [Google Scholar] [CrossRef]
- Alfayez, S.A.; Suleiman, A.R.; Nehdi, M.L. Recycling tire rubber in asphalt pavements: State of the art. Sustainability 2020, 12, 9076. [Google Scholar] [CrossRef]
- Zhu, J.; Balieu, R.; Lu, X.; Kringos, N. Numerical Prediction of Storage Stability of Polymer-Modified Bitumen: A Coupled Model of Gravity-Driven Flow and Diffusion. Transp. Res. Rec. 2017, 2632, 70–78. [Google Scholar] [CrossRef]
- Brasileiro, L.; Moreno-Navarro, F.; Tauste-Martínez, R.; Matos, J.; Rubio-Gámez, M.D.C. Reclaimed polymers as asphalt binder modifiers for more sustainable roads: A review. Sustainability 2019, 11, 646. [Google Scholar] [CrossRef]
- Saowapark, W.; Jubsilp, C.; Rimdusit, S. Natural rubber latex-modified asphalts for pavement application: Effects of phosphoric acid and sulphur addition. Road Mater. Pavement Des. 2019, 20, 211–224. [Google Scholar] [CrossRef]
- Azahar, N.M.; Hassan, N.A.; Putrajaya, M.R.; Hainin, R.; Puan, O.C.; Shukry, N.A.M.; Hezmi, M.A. Engineering properties of asphalt binder modified with cup lump rubber. IOP Conf. Ser. Earth Environ. Sci. 2019, 220, 012014. [Google Scholar] [CrossRef]
- Wen, Y.; Wang, Y.; Zhao, K.; Sumalee, A. The use of natural rubber latex as a renewable and sustainable modifier of asphalt binder. Int. J. Pavement Eng. 2017, 18, 547–559. [Google Scholar] [CrossRef]
- McNally, T. Polymer Modified Bitumen: Properties and Characterisation. Mater. Res. Innov. 2011, 16, 1–6. [Google Scholar] [CrossRef]
- Shaffie, E.; Arshad, A.K.; Alisibramulisi, A.; Ahmad, J.; Hashim, W.; Abd Rahman, Z.; Jaya, R.P. Effect of mixing variables on physical properties of modified bitumen using natural rubber latex. Int. J. Civ. Eng. Technol. 2018, 9, 1812–1821. [Google Scholar]
- Shaffie, E.; Hanif, W.M.M.W.; Arshad, A.K.; Hashim, W. Rutting resistance of asphalt mixture with cup lumps modified binder. IOP Conf. Ser. Mater. Sci. Eng. 2017, 271, 012056. [Google Scholar] [CrossRef]
- Bahruddin; Arya, W.; Yanny, S.; Alfian, M. Effects of cup lump natural rubber as an additive on the characteristics of asphalt-rubber products. IOP Conf. Ser. Mater. Sci. Eng. 2020, 845, 012050. [Google Scholar] [CrossRef]
- Bahruddin; Wiranata, A.; Malik, A. Effects of 1,2-dihydro-2,2,4-trimethyl-quinoline (TMQ) antioxidant on the Marshall characteristics of crepe rubber modified asphalt. Key Eng. Mater. 2021, 876, 39–44. [Google Scholar] [CrossRef]
- Zhu, J.; Lu, X.; Balieu, R.; Kringos, N. Modelling and numerical simulation of phase separation in polymer modified bitumen by phase-field method. Mater. Des. 2016, 107, 322–332. [Google Scholar] [CrossRef]
- Zhu, J.; Birgisson, B.; Kringos, N. Polymer modification of bitumen: Advances and challenges. Eur. Polym. J. 2014, 54, 18–38. [Google Scholar] [CrossRef]
- Xiao, F.; Zong, Q.; Wang, J.; Chen, J.; Liu, J. Storage stability characterization and improvement of SBS and crumb rubber composite modified asphalt. Road Mater. Pavement Des. 2020, 23, 509–526. [Google Scholar] [CrossRef]
- Liang, M.; Xin, X.; Fan, W.; Luo, H.; Wang, X.; Xing, B. Investigation of the rheological properties and storage stability of CR/SBS modified asphalt. Constr. Build. Mater. 2015, 74, 235–240. [Google Scholar] [CrossRef]
- Zhu, J.; Lu, X.; Kringos, N. Experimental investigation on storage stability and phase separation behaviour of polymer-modified bitumen. Int. J. Pavement Eng. 2018, 19, 832–841. [Google Scholar] [CrossRef]
- Wang, H.; Liu, X.; Erkens, S.; Skarpas, A. Experimental characterization of storage stability of crumb rubber modified bitumen with warm-mix additives. Constr. Build. Mater. 2020, 249, 118840. [Google Scholar] [CrossRef]
- Liang, M.; Xin, X.; Fan, W.; Sun, H.; Yao, Y.; Xing, B. Viscous properties, storage stability and their relationships with microstructure of tire scrap rubber modified asphalt. Constr. Build. Mater. 2015, 74, 124–131. [Google Scholar] [CrossRef]
- Azahar, N.M.; Hassan, N.A.; Jaya, R.P.; Hainin, M.R.; Yusoff, N.I.M.; Kamaruddin, N.H.M.; Yunus, N.Z.M.; Hassan, S.A.; Yaacob, H. Properties of cup lump rubber modified asphalt binder. Road Mater. Pavement Des. 2019, 22, 1329–1349. [Google Scholar] [CrossRef]
- Abdulrahman, S.; Hainin, M.R.; Idham, M.K.; Hassan, N.A.; Warid, M.N.M.; Yaacob, H.; Azman, M.; Puan, O.C. Physical properties of warm cup lump modified bitumen. IOP Conf. Ser. Mater. Sci. Eng. 2019, 527, 012048. [Google Scholar] [CrossRef]
- Rohayzi, N.F.; Katman, H.Y.B.; Ibrahim, M.R.; Norhisham, S.; Rahman, N.A. Potential Additives in Natural Rubber-Modified Bitumen: A Review. Polymers 2023, 15, 1951. [Google Scholar] [CrossRef] [PubMed]
- Al-Mansob, R.A.; Ismail, A.; Alduri, A.N.; Azhari, C.H.; Karim, M.R.; Yusoff, N.I.M. Physical and rheological properties of epoxidized natural rubber modified bitumens. Constr. Build. Mater. 2014, 63, 242–248. [Google Scholar] [CrossRef]
- Al-Mansob, R.A.; Ismail, A.; Yusoff, N.I.M.; Azhari, C.H.; Karim, M.R.; Alduri, A.; Baghini, M.S. Rheological characteristics of epoxidized natural rubber modified bitumen. Appl. Mech. Mater. 2014, 505–506, 174–179. [Google Scholar] [CrossRef]
- Poovaneshvaran, S.; Hasan, M.R.M.; Jaya, R.P. Impacts of recycled crumb rubber powder and natural rubber latex on the modified asphalt rheological behaviour, bonding, and resistance to shear. Constr. Build. Mater. 2020, 234, 117357. [Google Scholar] [CrossRef]
- Fang, C.; Qiao, X.; Yu, R.; Yu, X.; Liu, J.; Yu, J.; Xia, R. Influence of modification process parameters on the properties of crumb rubber/EVA modified asphalt. J. Appl. Polym. Sci. 2016, 133, 27. [Google Scholar] [CrossRef]
- Yu, C.; Hu, K.; Yang, Q.; Wang, D.; Zhang, W.; Chen, G.; Kapyelata, C. Analysis of the storage stability property of carbon nanotube/recycled polyethylene-modified asphalt using molecular dynamics simulations. Polymers 2021, 13, 1658. [Google Scholar] [CrossRef] [PubMed]
- ASTM Standard D5-06; Standard Test Method for Penetration of Bituminous Materials. ASTM International: West Conshohocken, PA, USA, 2006. [CrossRef]
- ASTM Standard D36-06; Standard Test Method for Softening Point of Bitumen (Ring-and-Ball Apparatus). ASTM International: West Conshohocken, PA, USA, 2006. [CrossRef]
- ASTM Standard D6-95; Standard Test Method for Loss on Heating of Oil and Asphaltic Compounds. ASTM International: West Conshohocken, PA, USA, 1995. [CrossRef]
- ASTM Standard D113-17; Standard Test Method for Ductility of Asphalt Materials. ASTM International: West Conshohocken, PA, USA, 2017. [CrossRef]
- ASTM Standard D6927-22; Standard Test Method for Marshall Stability and Flow of Asphalt Mixtures. ASTM International: West Conshohocken, PA, USA, 2022. [CrossRef]
- ASTM Standard D2170-07; Standard Test Method for Kinematic Viscosity of Asphalts (Bitumens). ASTM International: West Conshohocken, PA, USA, 2007. [CrossRef]
- ASTM Standard D70-18a; Standard Test Method for Density of Semi-Solid Asphalt Binder (Pycnometer Method). ASTM International: West Conshohocken, PA, USA, 2018. [CrossRef]
- ASTM Standard D7173-20; Standard Practice for Determining the Separation Tendency of Polymer from Polymer-Modified Asphalt. ASTM International: West Conshohocken, PA, USA, 2020. [CrossRef]
- Ren, S.; Liu, X.; Fan, W.; Wang, H.; Erkens, S. Rheological Properties, Compatibility, and Storage Stability of SBS Latex-Modified Asphalt. Materials 2019, 12, 3683. [Google Scholar] [CrossRef]
- Xia, C.; Chen, M.; Geng, J.; Liao, X.; Chen, Z. Swelling and Degradation Characteristics of Crumb Rubber Modified Asphalt during Processing. Math. Probl. Eng. 2021, 2021, 6682905. [Google Scholar] [CrossRef]
- Behnood, A.; Gharehveran, M.M. Morphology, rheology, and physical properties of polymer-modified asphalt binders. Eur. Polym. J. 2019, 112, 766–791. [Google Scholar] [CrossRef]
- Pérez-Lepe, A.; Martínez-Boza, F.J.; Attané, P.; Gallegos, C. Destabilization mechanism of polyethylene-modified bitumen. J. Appl. Polym. Sci. 2006, 100, 260–267. [Google Scholar] [CrossRef]
- Wieser, M.; Schaur, A.; Unterberger, S.H. Polymer-bitumen interaction: A correlation study with six different bitumens to investigate the influence of sara fractions on the phase stability, swelling, and thermo-rheological properties of sbs-pmb. Materials 2021, 14, 1273. [Google Scholar] [CrossRef] [PubMed]
- Wang, H.; Liu, X.; Apostolidis, P.; Erkens, S.; Skarpas, A. Experimental Investigation of Rubber Swelling in Bitumen. Transp. Res. Rec. 2020, 2674, 203–212. [Google Scholar] [CrossRef]
- Wang, S.; Cheng, D.; Xiao, F. Recent developments in the application of chemical approaches to rubberized asphalt. Constr. Build. Mater. 2017, 131, 101–113. [Google Scholar] [CrossRef]
- Shafii, M.A.; Lai Yew Veng, C.; Mohamad Rais, N.; Ab Latif, A. Effect of blending temperature and blending time on physical properties of NRL-modified bitumen. Int. J. Appl. Eng. Res. 2017, 12, 3844–3849. [Google Scholar]
- Wang, Z.; Ye, F. Experimental investigation on aging characteristics of asphalt based on rheological properties. Constr. Build. Mater. 2020, 231, 117158. [Google Scholar] [CrossRef]
- Xie, J.; Yang, Y.; Lv, S.; Peng, X.; Zhang, Y. Investigation on preparation process and storage stability of modified asphalt binder by grafting activated crumb rubber. Materials 2019, 12, 2014. [Google Scholar] [CrossRef] [PubMed]
- Hofko, B.; Eberhardsteiner, L.; Füssl, J.; Grothe, H.; Handle, F.; Hospodka, M.; Grossegger, D.; Nahar, S.N.; Schmets, A.J.M.; Scarpas, A. Impact of maltene and asphaltene fraction on mechanical behavior and microstructure of bitumen. Mater. Struct. Constr. 2016, 49, 829–841. [Google Scholar] [CrossRef]
- Celauro, C.; Bosurgi, G.; Sollazzo, G.; Ranieri, M. Laboratory and in-situ tests for estimating improvements in asphalt concrete with the addition of an LDPE and EVA polymeric compound. Constr. Build. Mater. 2019, 196, 714–726. [Google Scholar] [CrossRef]
- Xu, J.; Li, R.; Liu, T.; Pei, J.; Li, Y.; Luo, Q. Study on the effect of microwave processing on asphalt-rubber. Materials 2020, 13, 411. [Google Scholar] [CrossRef] [PubMed]
- Lushinga, N.; Cao, L.; Dong, Z.; Assogba, C.O. Improving storage stability and physicochemical performance of styrene-butadiene-styrene asphalt binder modified with nanosilica. Sustainability 2020, 12, 8968. [Google Scholar] [CrossRef]
- Zhu, J. Storage Stability and Phase Separation Behaviour of Polymer-Modified Bitumen: Characterization and Modelling. Ph.D. Thesis, KTH Royal Institute of Technology, Stockholm, Sweden, 2016. [Google Scholar]
- Liang, M.; Xin, X.; Fan, W.; Ren, S.; Liang, M.; Shi, J. Effects of polymerized sulfur on rheological properties, morphology and stability of SBS modified asphalt. Constr. Build. Mater. 2017, 150, 860–871. [Google Scholar] [CrossRef]
- Kumar, A.; Choudhary, R.; Kumar, A. Characterization of thermal storage stability of waste plastic pyrolytic char modified asphalt binders with sulfur. PLoS ONE 2021, 16, e0248465. [Google Scholar] [CrossRef] [PubMed]
- Zhang, F.; Yu, J.; Wu, S. Effect of ageing on rheological properties of storage-stable SBS/sulfur-modified asphalts. J. Hazard. Mater. 2010, 182, 507–517. [Google Scholar] [CrossRef]
- Zhu, J.; Balieu, R.; Wang, H. The use of solubility parameters and free energy theory for phase behaviour of polymer-modified bitumen: A review. Road Mater. Pavement Des. 2019, 22, 757–778. [Google Scholar] [CrossRef]
- Lv, Q.; Huang, W.; Tang, N.; Xiao, F. Comparison and relationship between indices for the characterization of the moisture resistance of asphalt–aggregate systems. Constr. Build. Mater. 2018, 168, 580–589. [Google Scholar] [CrossRef]
- Coran, A.Y. Vulcanization. In The Science and Technology of Rubber; Academic Press: Cambridge, MA, USA, 2013. [Google Scholar] [CrossRef]
- Padhan, R.K.; Gupta, A.A.; Sreeram, A. Effect of cross-linking agent on ethylene vinyl acetate/polyoctenamer modified bitumen. Road Mater. Pavement Des. 2019, 20, 1615–1623. [Google Scholar] [CrossRef]
- Memon, N.A.; Yusoff, N.I.M.; Jafri, S.F.; Sheeraz, K. Rheological Findings on Storage Stability for Chemically Dispersed Crumb Rubber Modified Bitumen. Constr. Build. Mater. 2021, 305, 124768. [Google Scholar] [CrossRef]
- Kim, H.; Lee, S.-J. Laboratory Investigation of Different Standards of Phase Separation in Crumb Rubber Modified Asphalt Binders. J. Mater. Civ. Eng. 2013, 25, 1975–1978. [Google Scholar] [CrossRef]
- Porto, M.; Caputo, P.; Loise, V.; Eskandarsefat, S.; Teltayev, B.; Rossi, C.O. Bitumen and bitumen modification: A review on latest advances. Appl. Sci. 2019, 9, 742. [Google Scholar] [CrossRef]
- Comsol. Two-Phase Flow Modeling Guidelines. 2020. Available online: https://www.comsol.com/support/knowledgebase/1239 (accessed on 5 August 2023).


Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).