
Mesh Characteristic Analysis of Spiral Bevel Gear Pairs Considering Assembly Errors and Tooth Tip Chipping Faults


Abstract
1. Introduction
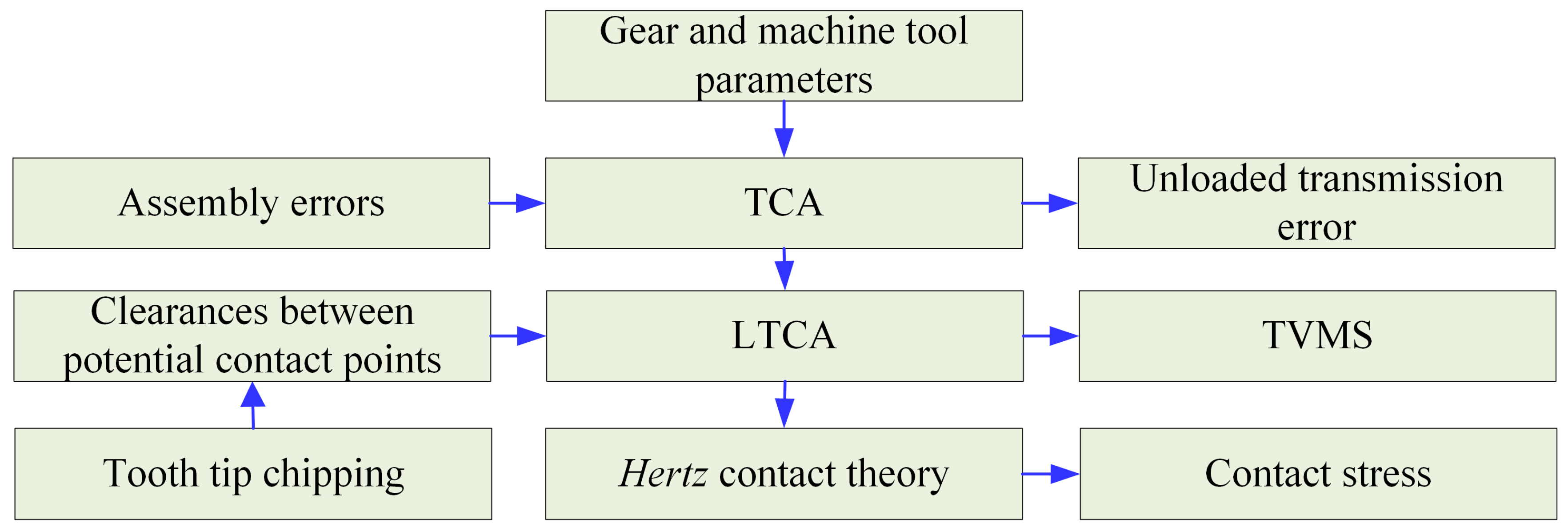
2. Loaded Tooth Contact Analysis of Spiral Bevel Gear Pairs
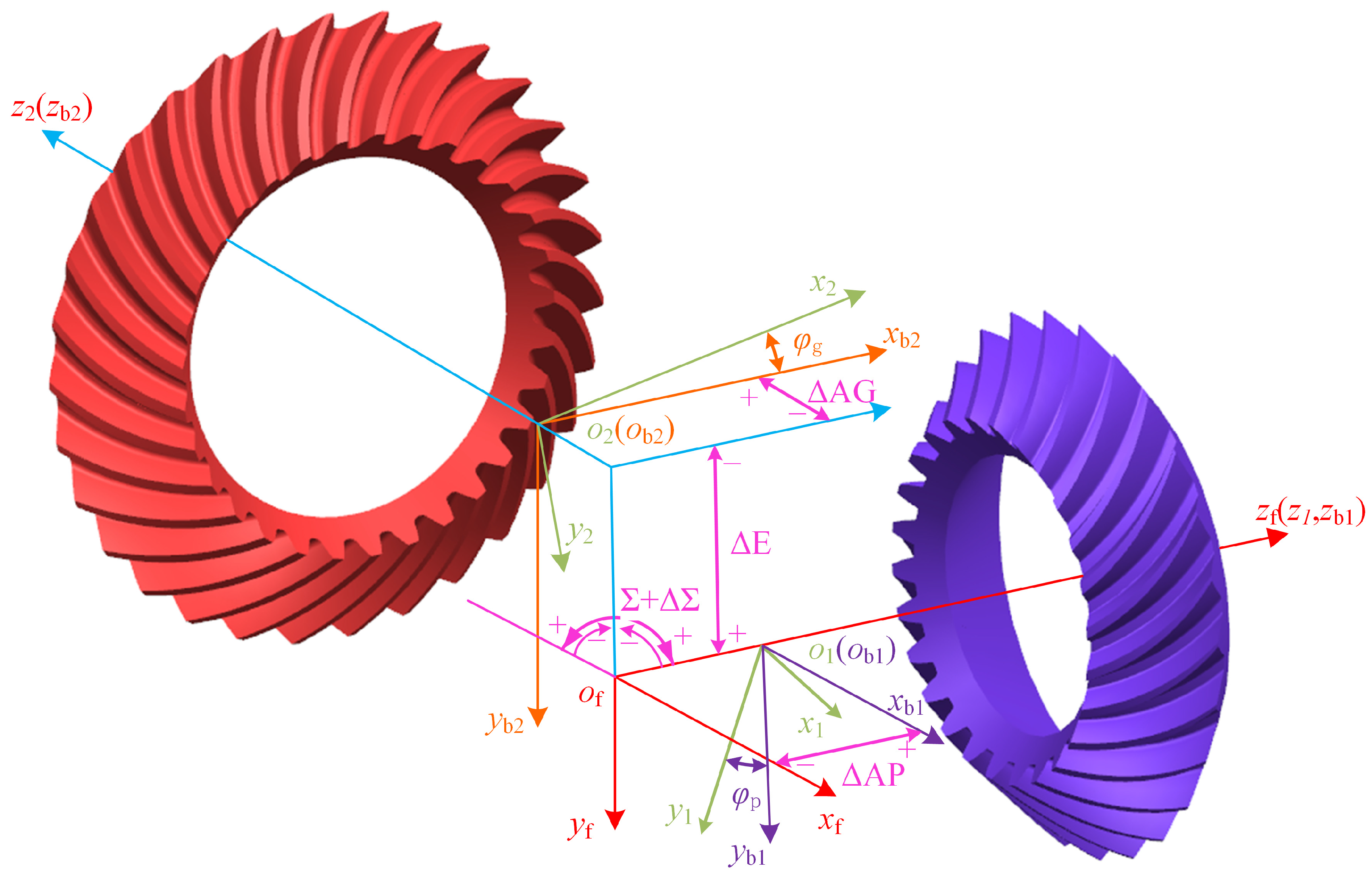
2.1. Loaded Tooth Contact Analysis Considering Assembly Error
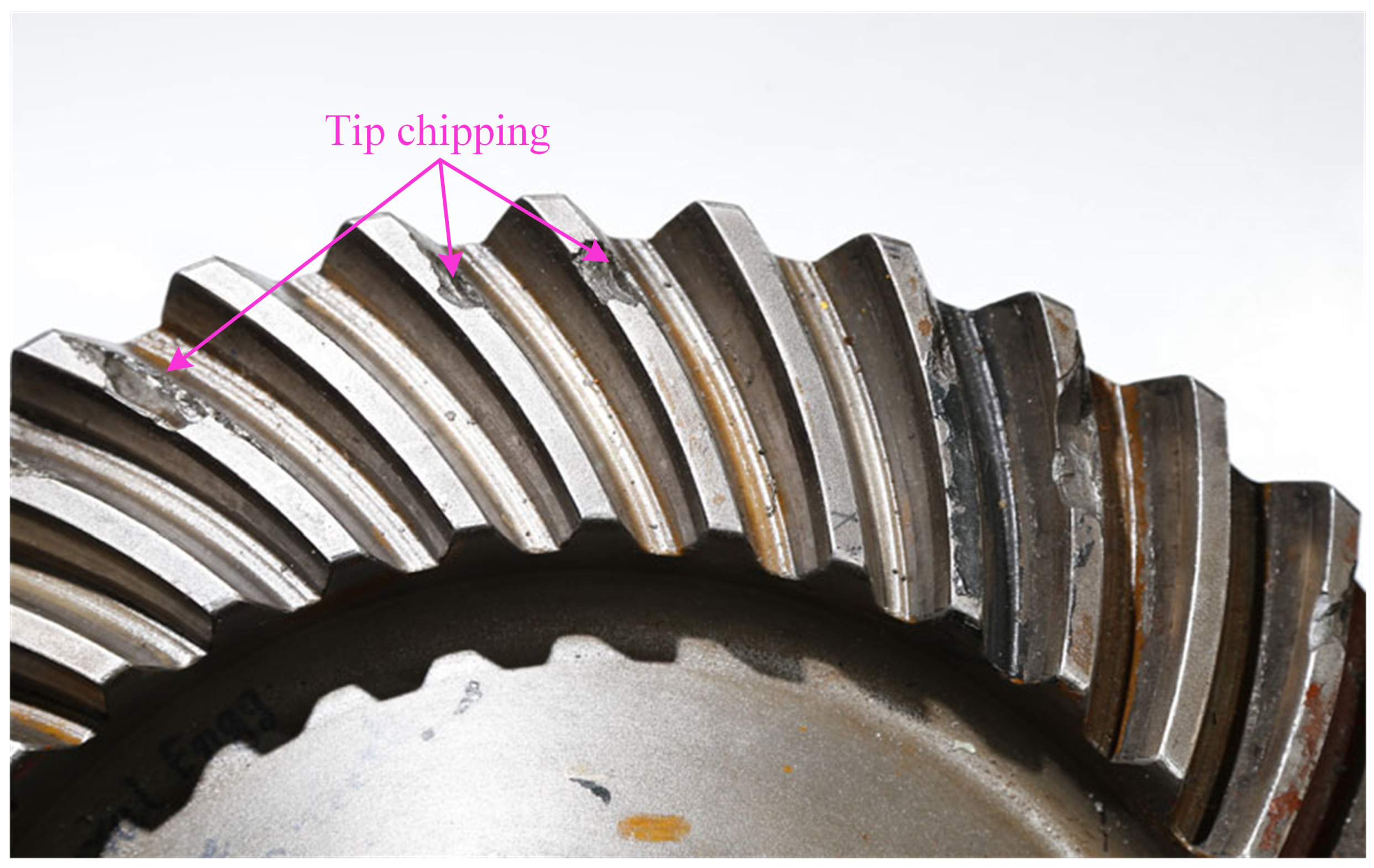
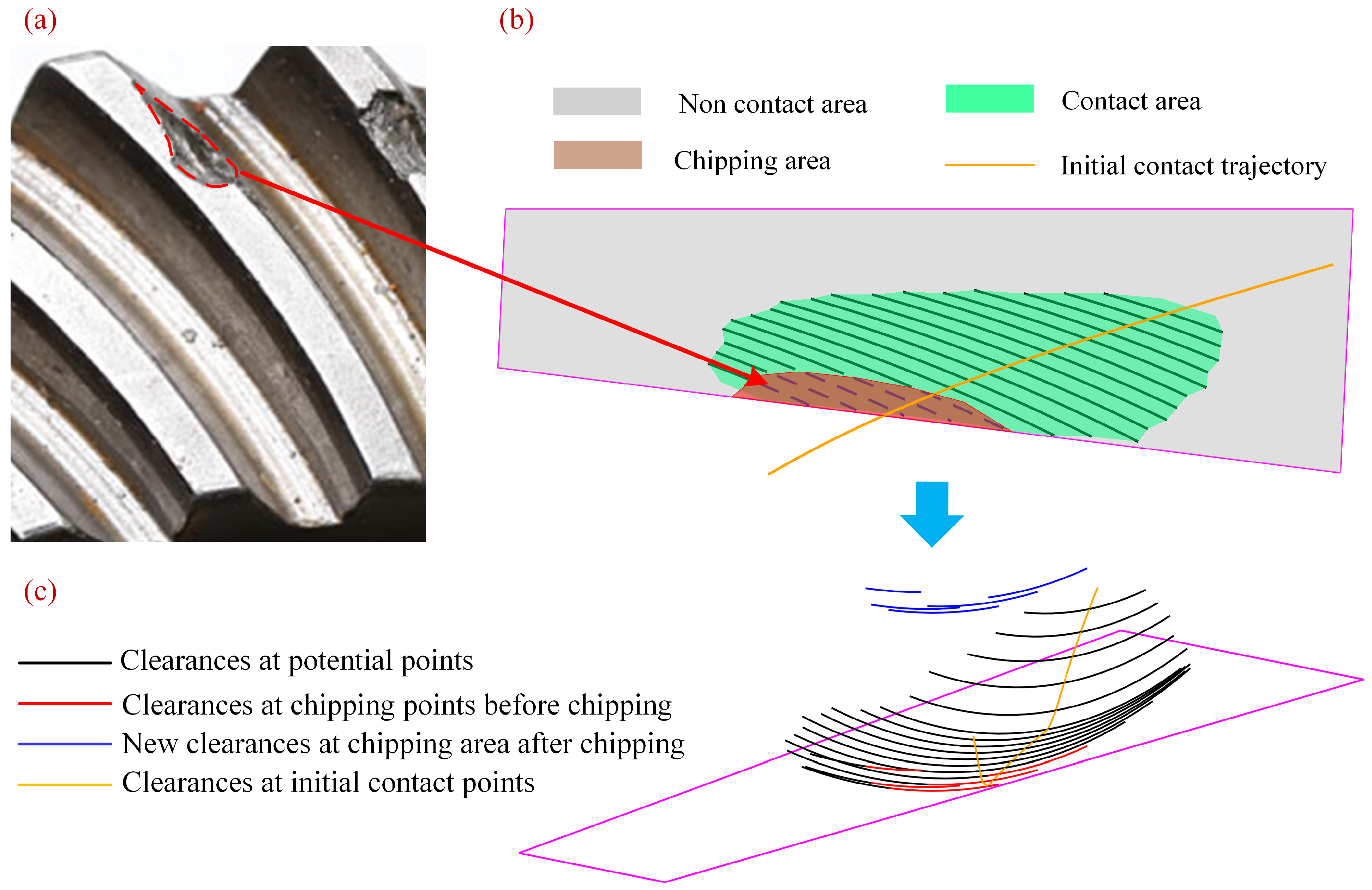
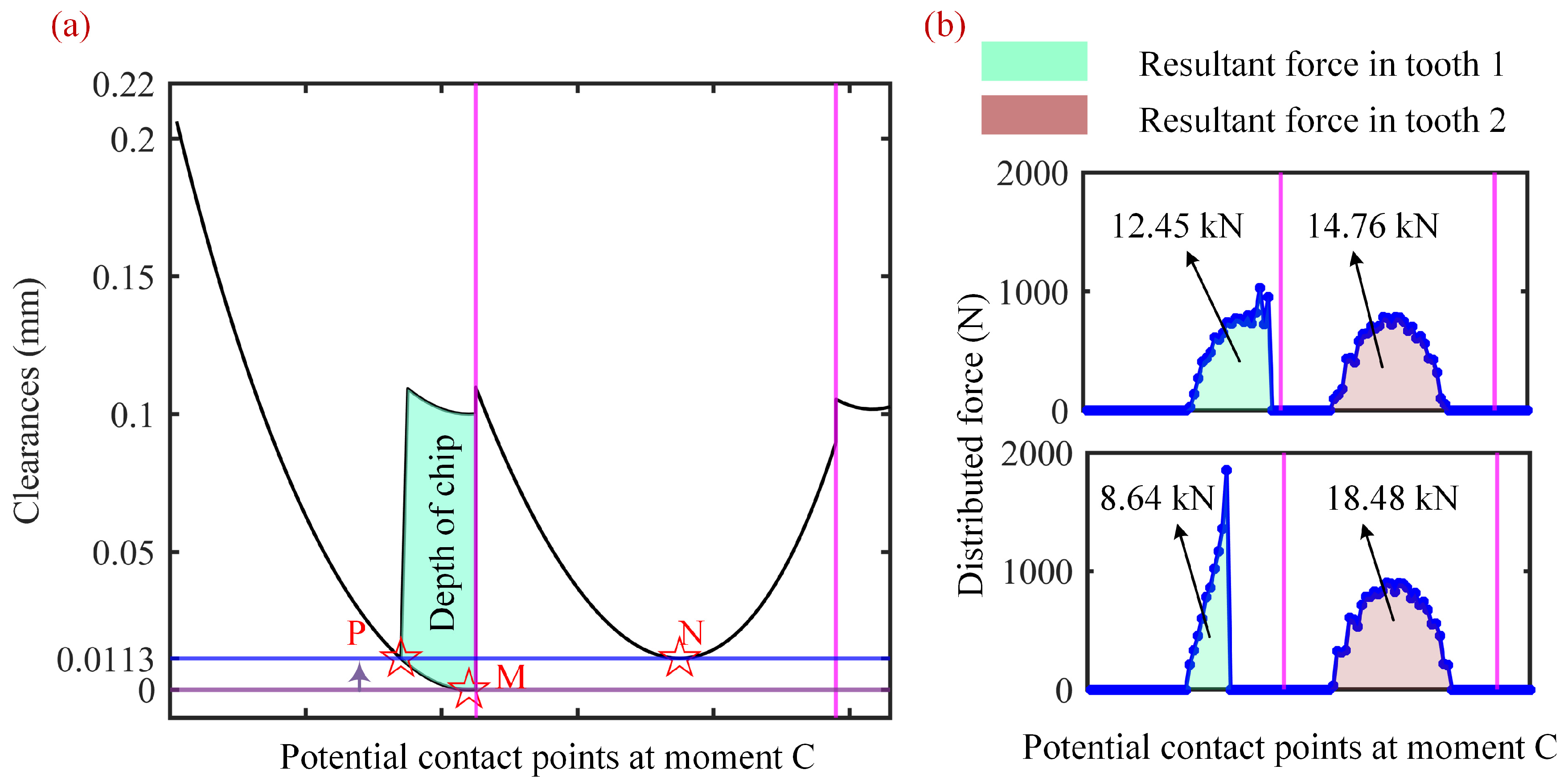
2.2. Loaded Tooth Contact Analysis Considering Assembly Error and Tooth Tip Chipping
3. Model Verification and Discussion
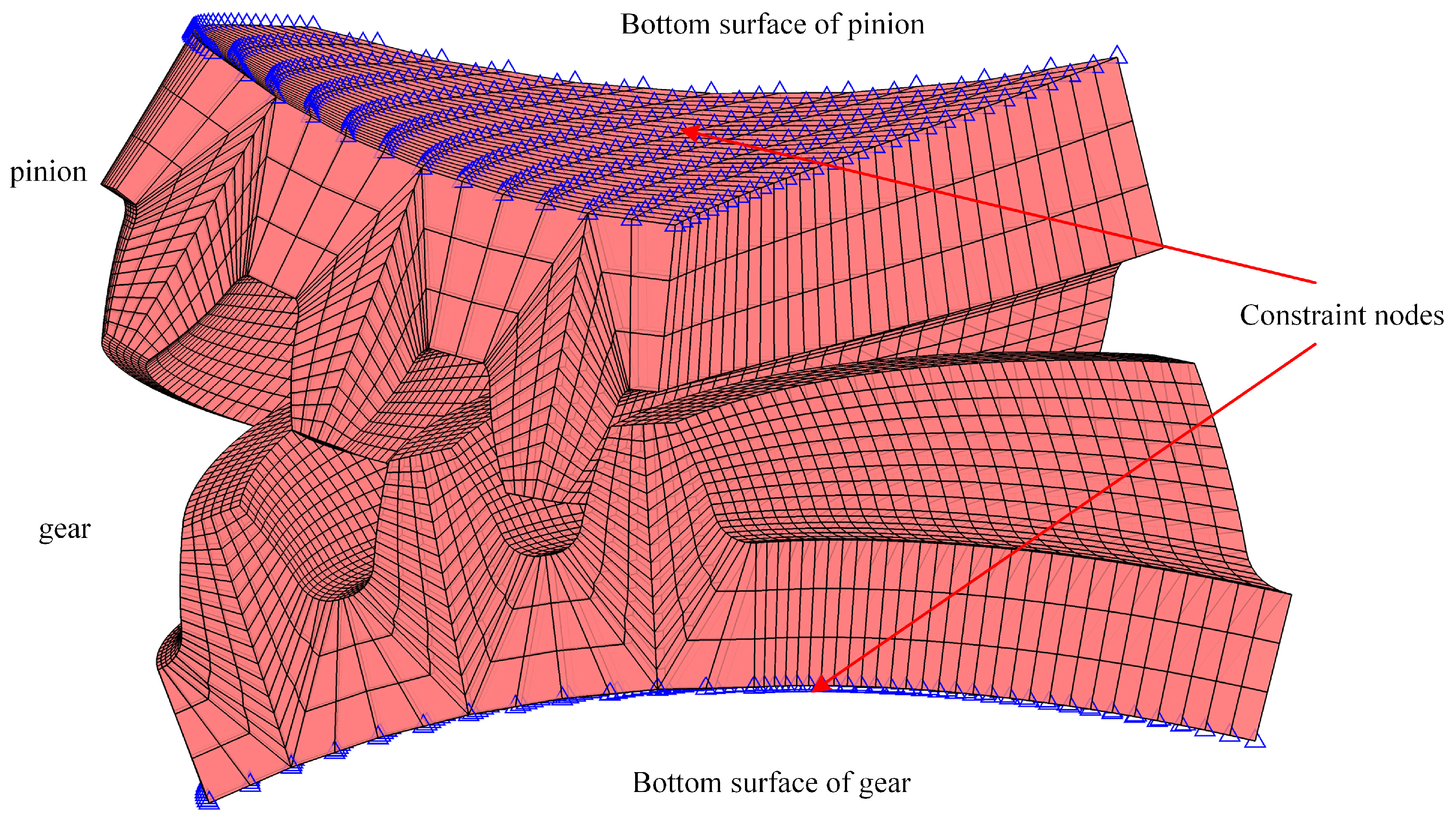
3.1. Model Verification of Spiral Bevel Gears Considering Assembly Error
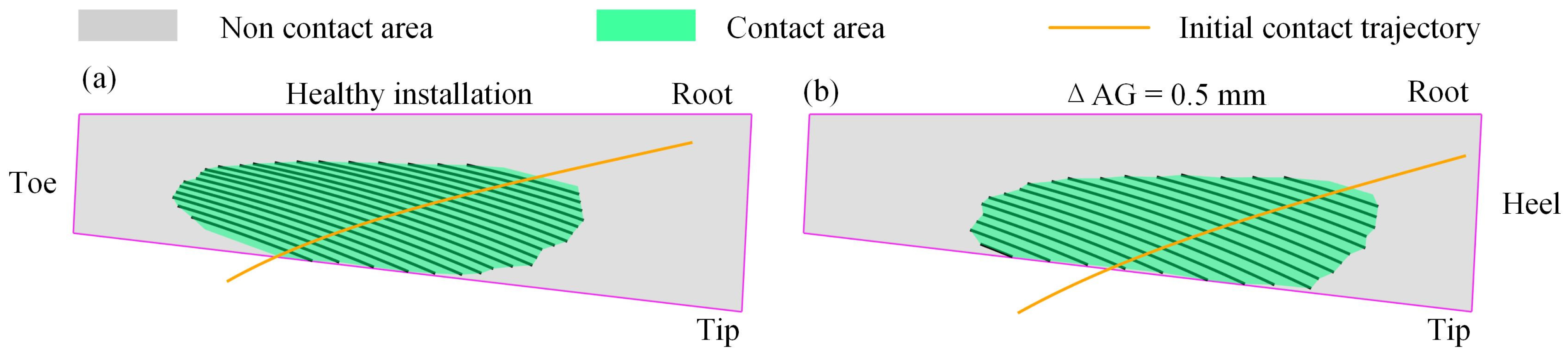
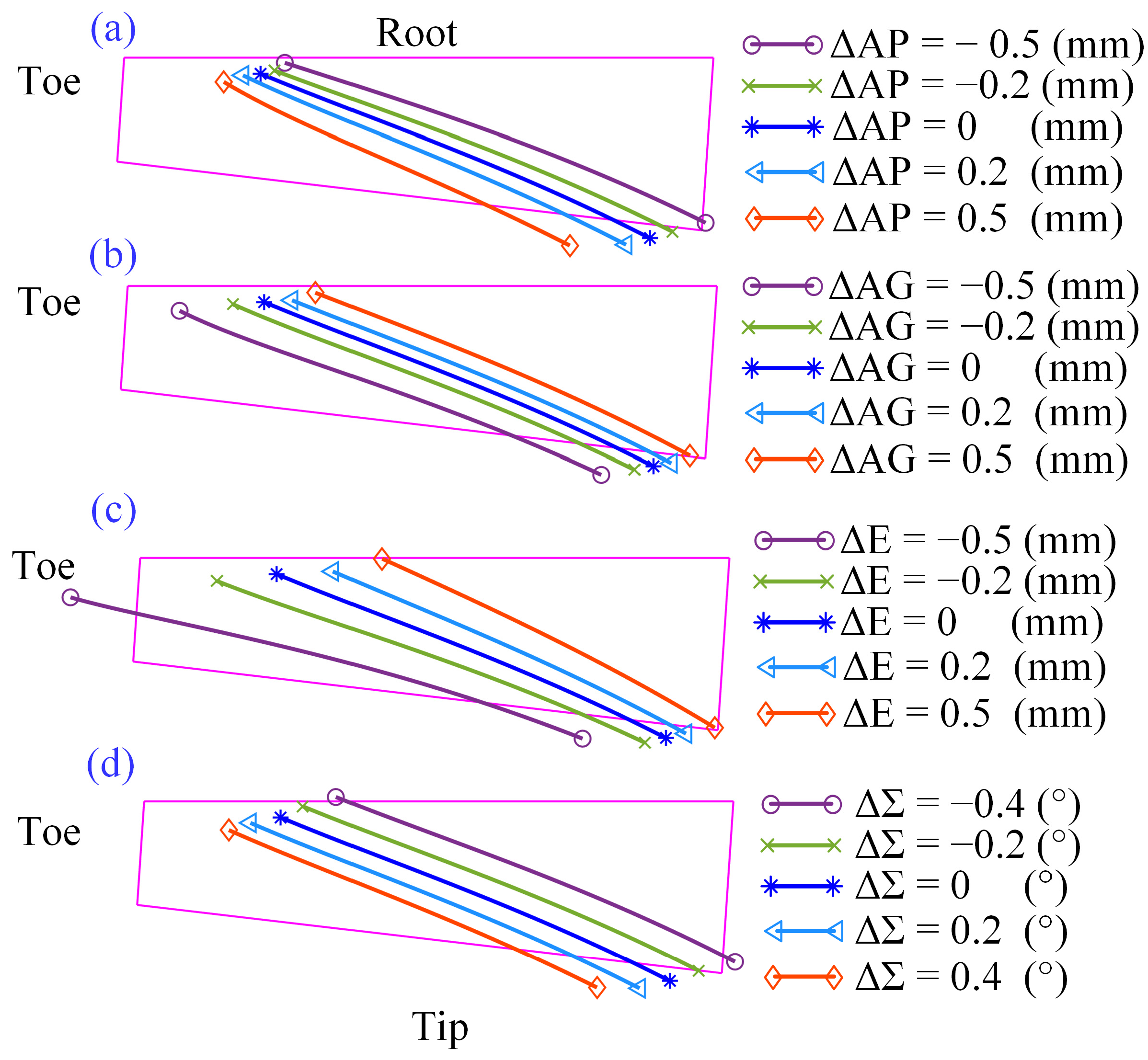
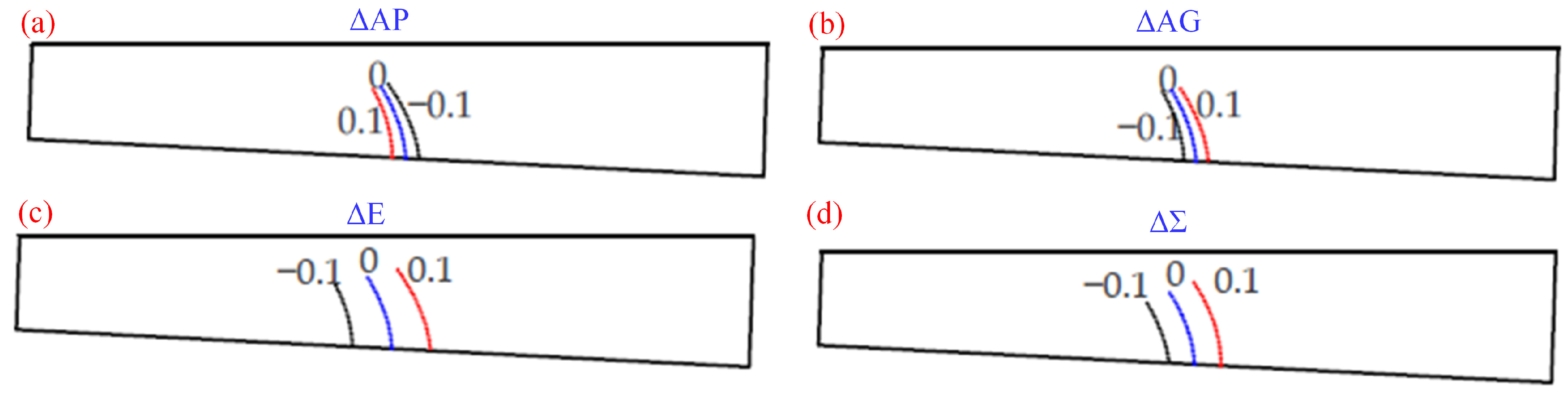
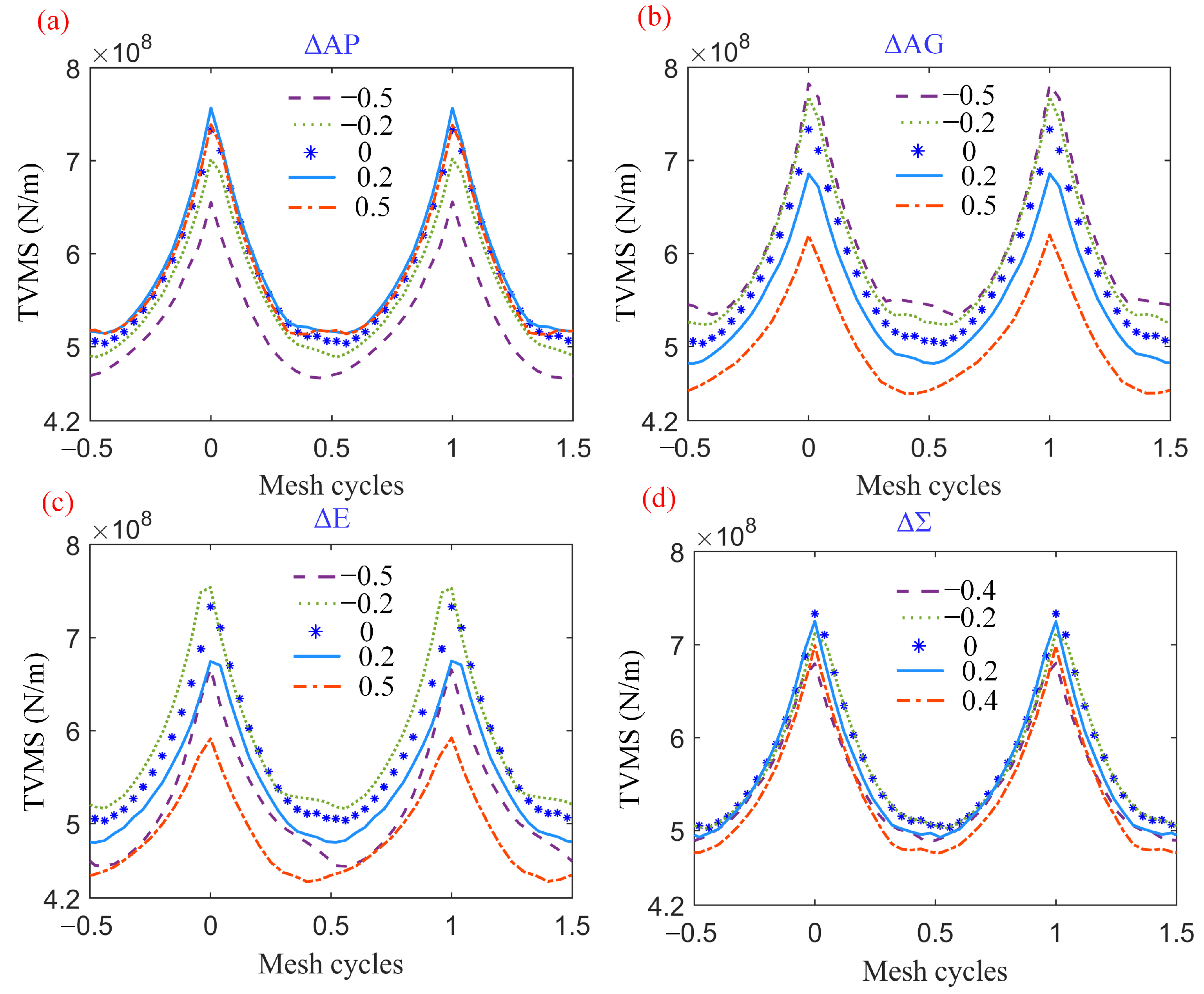
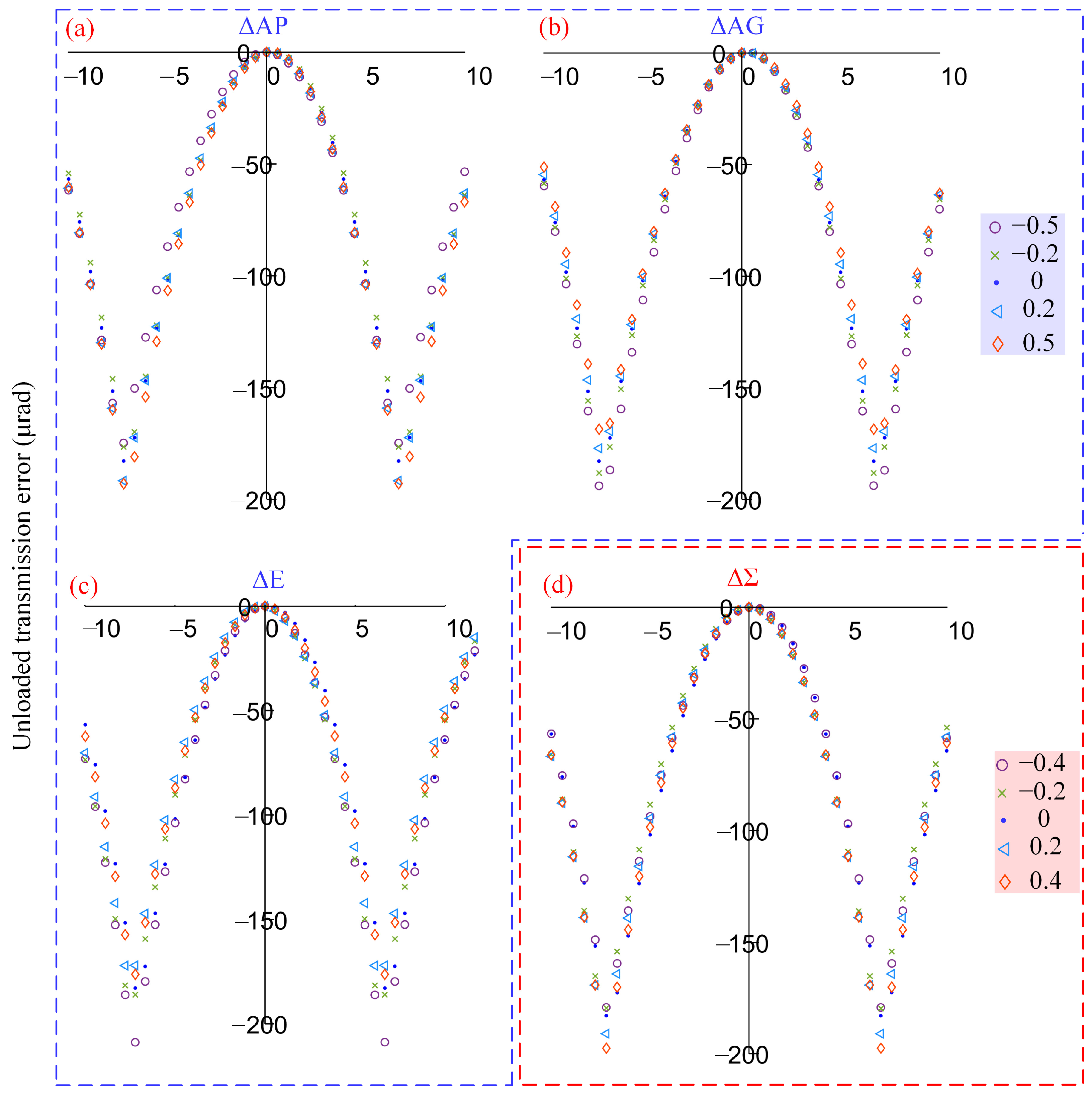
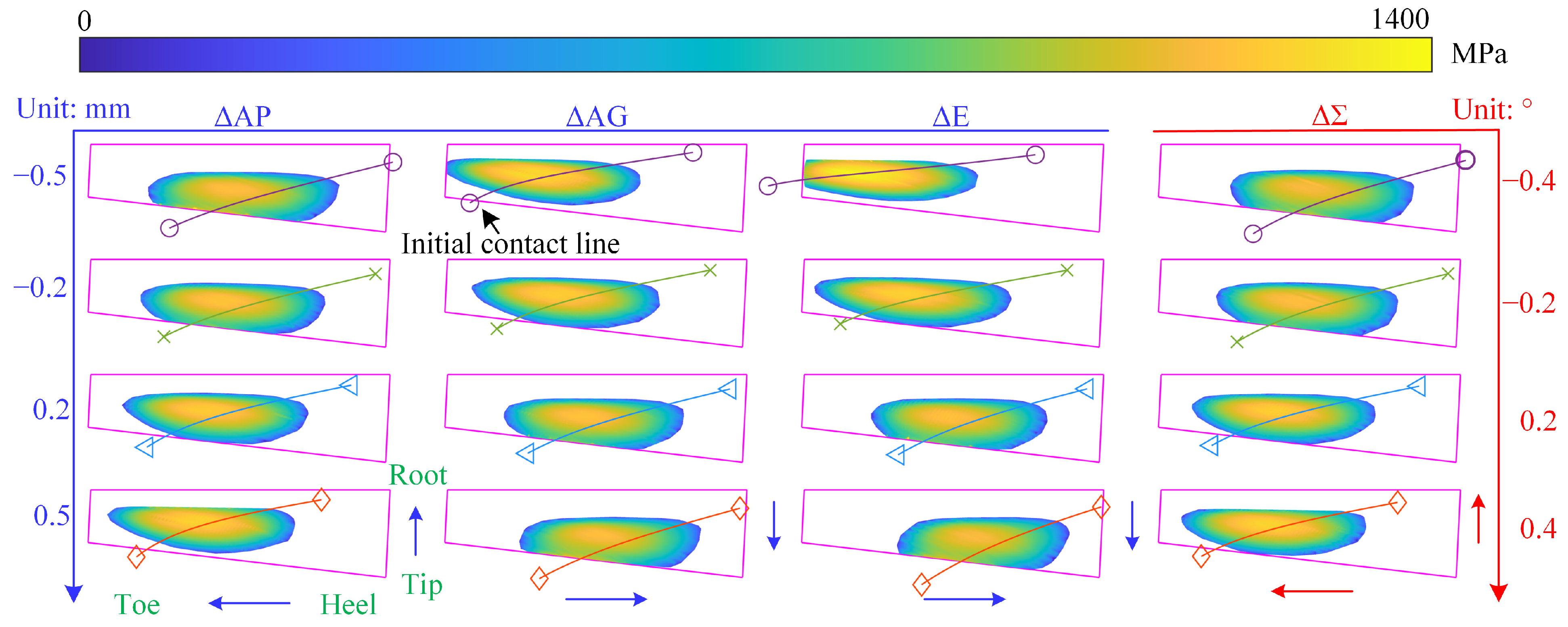
3.2. Effects of Assembly Error
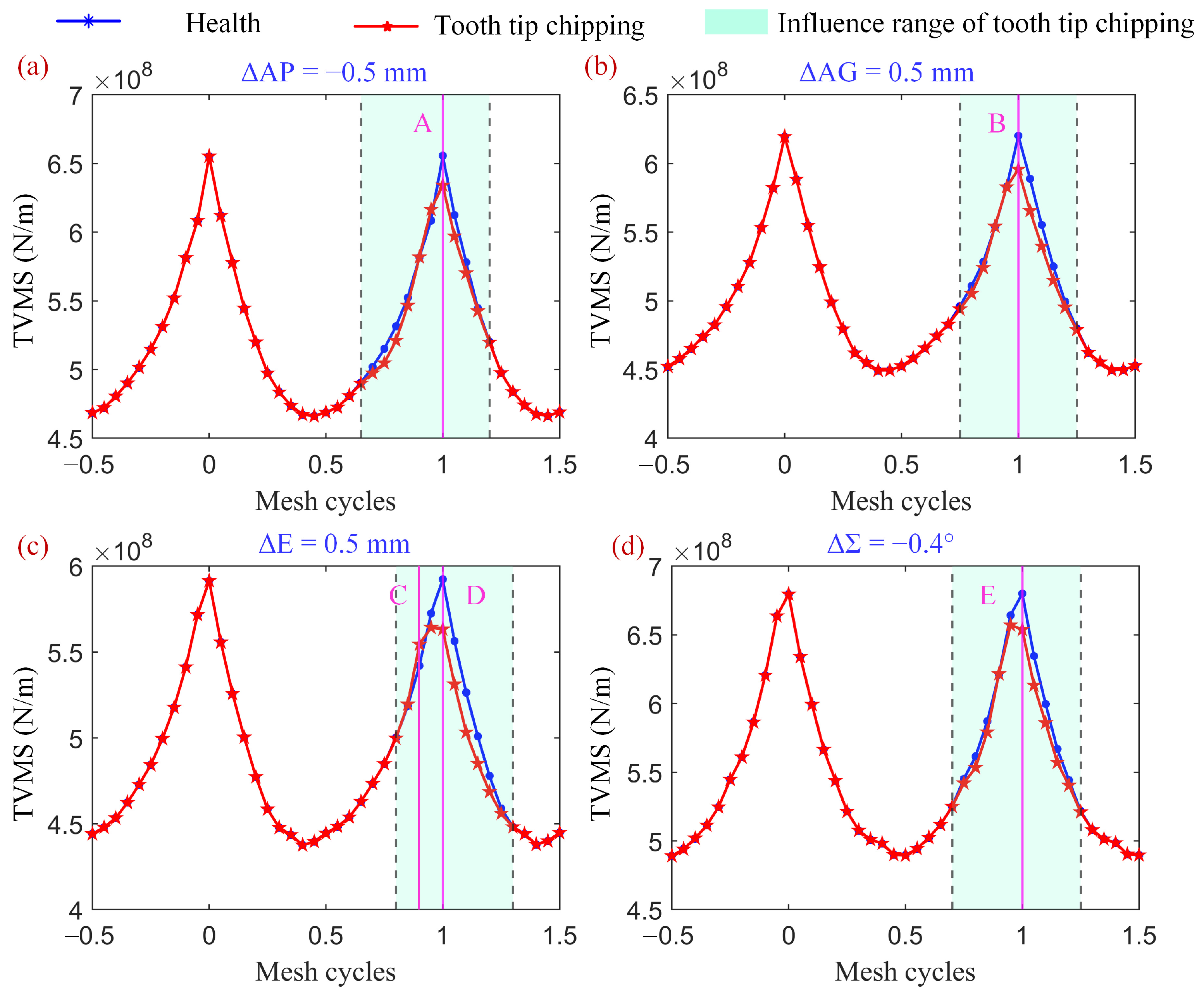
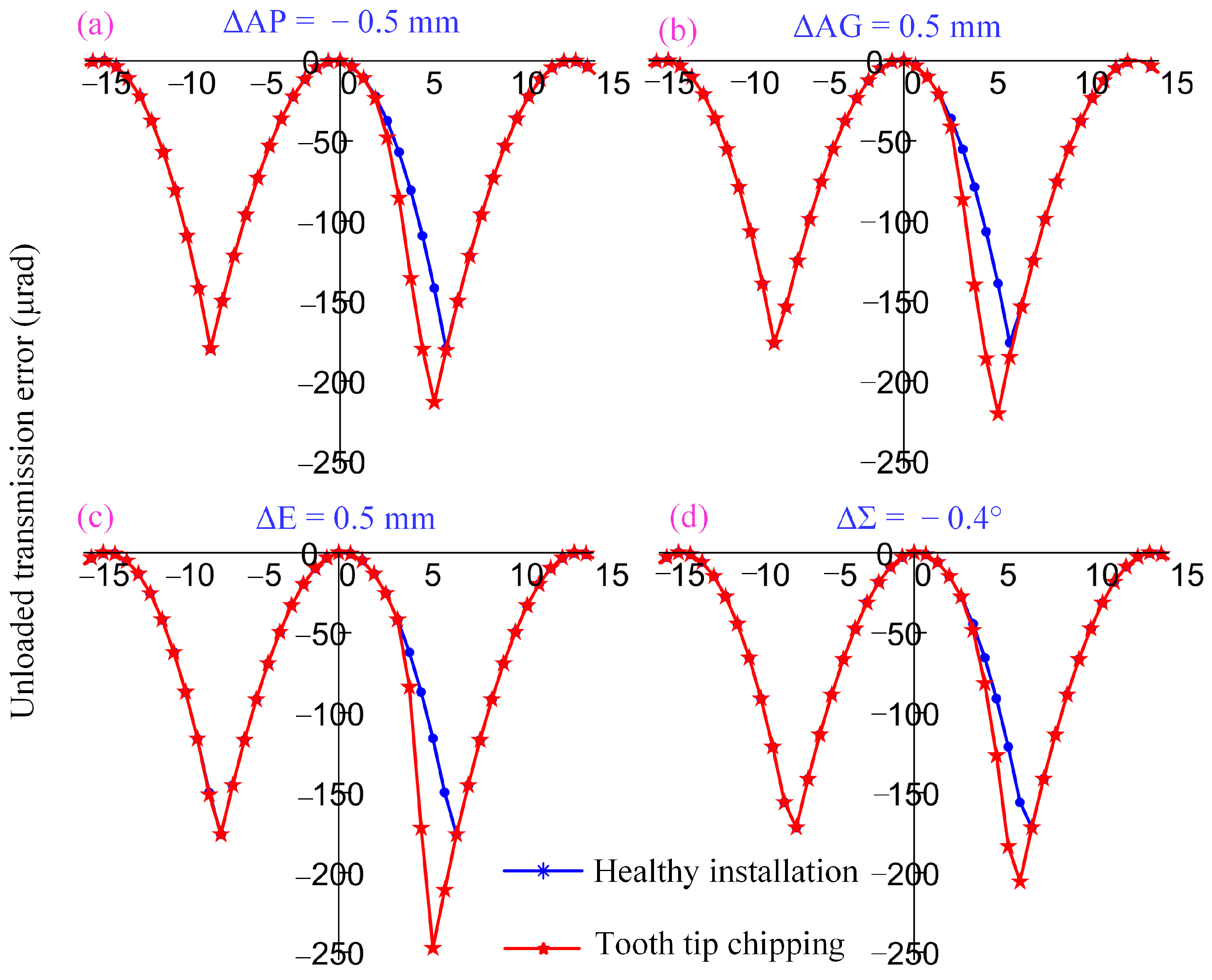
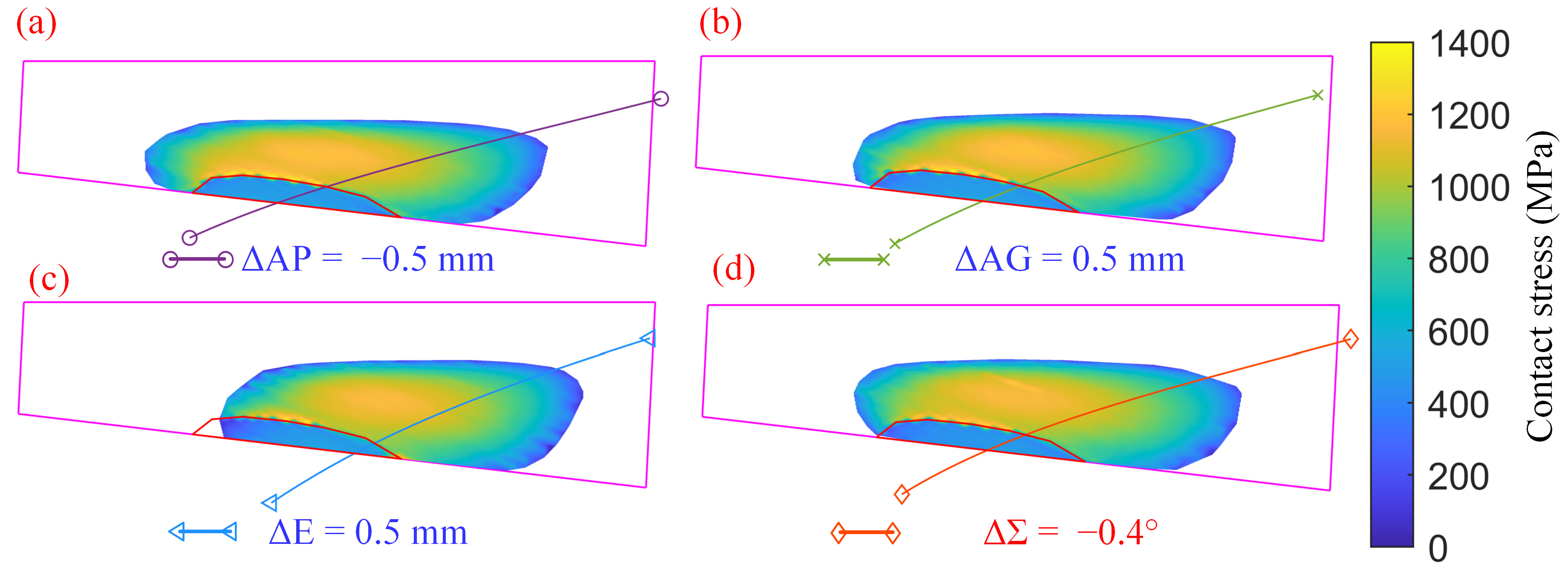
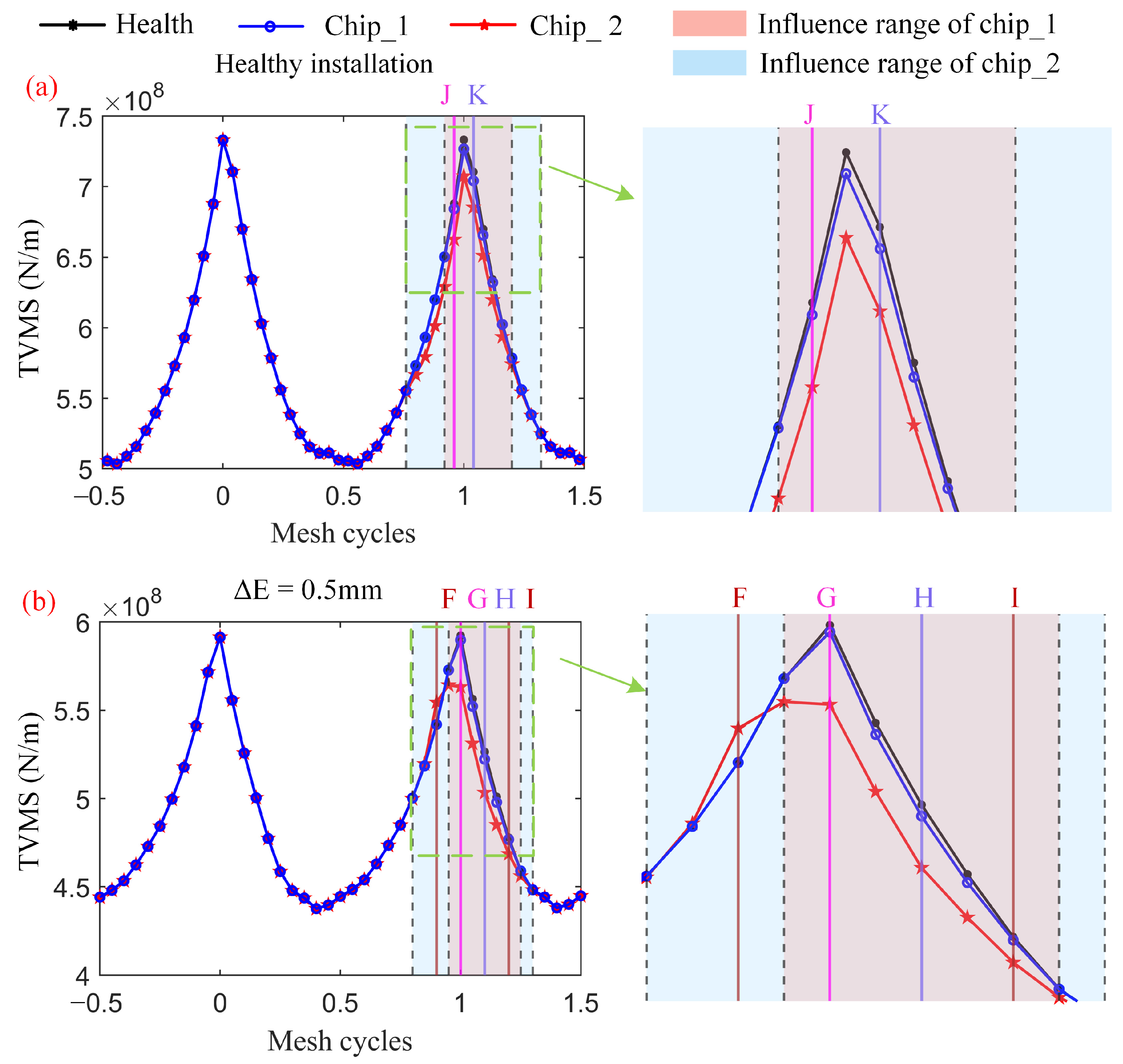
3.3. Effects of Tooth Tip Chipping
4. Conclusions
- (1)
- The enhanced method has been validated through the consistency of variation trends observed between this paper and previously published literature, considering different assembly errors.
- (2)
- When the contact area moves to the tip, the peak-to-peak value of time-varying meshing stiffness (TVMS) will reduce. In addition, the TVMS has different kinds of increases or decreases with the increase of assembly errors.
- (3)
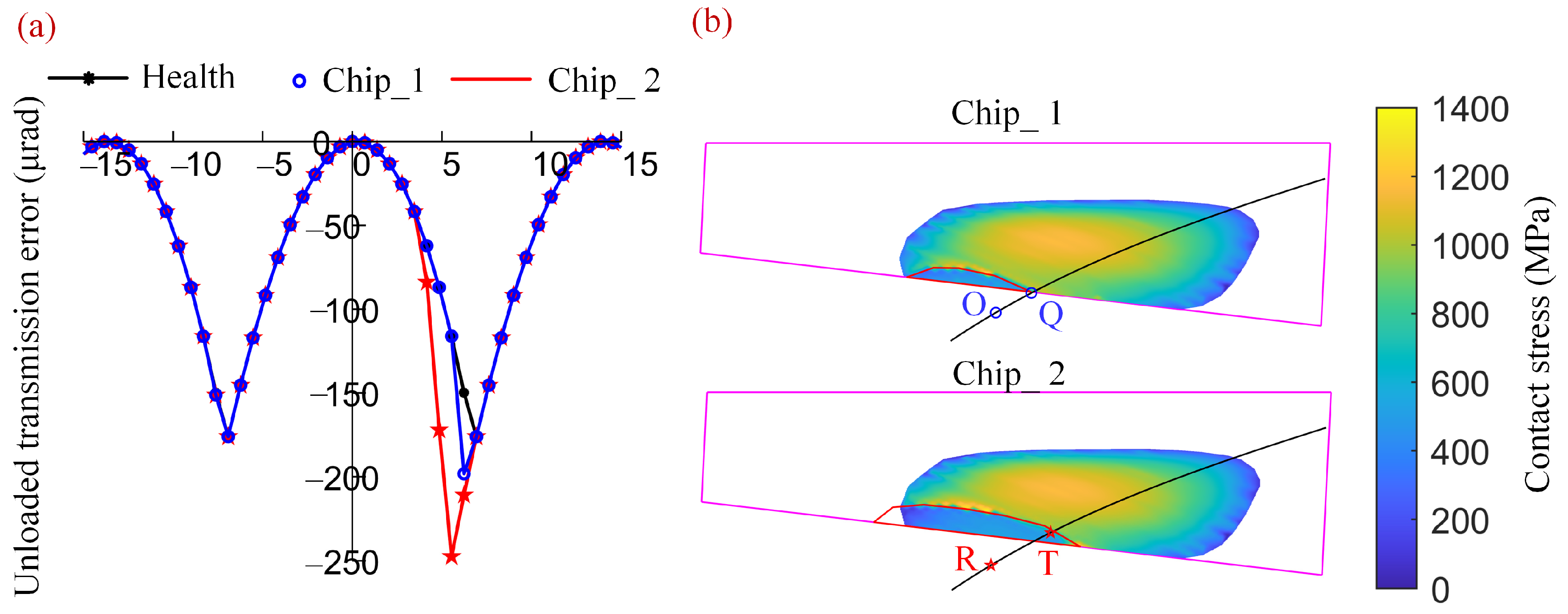
- Assembly errors lead to an escalation in contact stress at the tooth tip, amplifying the risk of tooth tip chipping. Tooth tip chipping decreases the TVMS and unloaded transmission error within the affected region, whilst concurrently increasing the maximum contact stress. Furthermore, for identical chips, the TVMS considering assembly errors exhibits a more pronounced decline compared to a healthy installation.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| E1 and E2 | Modulus of elasticity of pinion and gear, respectively |
| Fn | Distributed normal force at potential contact point |
| Fn×1 | Distributed normal force of potential contact points |
| L | Distance between the two adjacent potential contact points |
| Lf1 and Lf2 | First three-order transformation matrix of matrix Mf1 and Mf2, respectively |
| Mf1 and Mf2 | Coordinate transformation matrix from S1 and S2 to Sf |
| n1 and n2 | Normal vector of one point at pinion and gear coordinate system, respectively |
| and | Normal vector of the unloaded contact point on the pinion and gear tooth face, respectively |
| n | Three-point curve normal vector |
| n(f) | Tooth surface normal vector of potential contact point at meshing coordinate system |
| r1 and r2 | Coordinates of the unloaded contact point at pinion and gear coordinate system, respectively |
| and | Coordinates of the unloaded contact point on the pinion and gear tooth face, respectively |
| R | Mean cone distance |
| ste | Static transmission error |
| Sb1 and Sb2 | Auxiliary coordinate system of pinion and gear, respectively |
| S1 and S2 | Pinion and gear coordinate system, respectively |
| T | Input torque |
| v(g2) | Relative velocity of the virtual generating gear face and machined gear face represented in S2 |
| zp and zg | Tooth numbers of the pinion and gear, respectively |
| Greek symbols | |
| ΔAP | Axial assembly error of pinion |
| ΔAG | Axial assembly error of gear |
| ΔE | Offset error |
| ΔΣ | Shaft angle error |
| Σ | Shaft angle |
| Φp and Φg | Rotor angle of the pinion and gear, respectively |
| α | Pressure angle |
| β | Mean spiral angle |
| δ1 | Pitch angle of the spiral bevel gear |
| εi | Clearance of the ith corresponding potential point |
| εn×1 | Clearance between corresponding contact points at pinion and gear at meshing moments |
| θlte | Rotation angles of driving pinion at different meshing moments |
| κc and κn | Three-point curvature and surface normal curvature, respectively |
| and | Surface normal curvature at potential contact point of pinion and gear, respectively |
| λb | Global compliance matrix |
| λc | Contact compliance matrix |
| μ1 and μ2 | Poisson ratio of pinion and gear, respectively |
| Abbreviations | |
| ETCA | Error Tooth Contact Analysis |
| FEA | Finite Element Analysis |
| FEM | Finite Element Method |
| LTCA | Loaded Tooth Contact Analysis |
| SBG | Spiral bevel gear |
| TCA | Tooth contact analysis |
| TVMS | Time-varying meshing stiffness |
References
- Ding, H.; Tang, J.; Shao, W.; Peng, S. An innovative determination approach to tooth compliance for spiral bevel and hypoid gears by using double-curved shell model and Rayleigh–Ritz approach. Mech. Mach. Theory 2018, 130, 27–46. [Google Scholar] [CrossRef]
- Vivet, M.; Mundo, D.; Tamarozzi, T.; Desmet, W. An analytical model for accurate and numerically efficient tooth contact analysis under load, applied to face-milled spiral bevel gears. Mech. Mach. Theory 2018, 130, 137–156. [Google Scholar] [CrossRef]
- Chen, S.; Zhang, A.; Wei, J.; Lim, T.C. Nonlinear excitation and mesh characteristics model for spiral bevel gears. Int. J. Mech. Sci. 2023, 257, 108541. [Google Scholar] [CrossRef]
- Litvin, F.L.; Fuentes, A. Gear Geometry and Applied Theory; Cambridge University Press: Cambridge, UK, 2004. [Google Scholar]
- Li, H.; Tang, J.; Chen, S.; Ding, H.; Sun, Z.; Rong, K. Analytical calculation of mesh stiffness for spiral bevel gears with an improved global tooth deformation model. Mech. Mach. Theory 2024, 191, 105492. [Google Scholar] [CrossRef]
- Fan, Q.; Wilcox, L. New Developments in Tooth Contact Analysis (TCA) and Loaded TCA for Spiral Bevel and Hypoid Gear Drives; AGMA: Madison, WI, USA, 2005. [Google Scholar]
- Guo, C.H.; Yang, W.T.; Liu, Z.; Zhang, Z.M. Tooth contact analysis and transmission error optimization for Klingelnberg spiral bevel gear. Appl. Mech. Mater. 2013, 310, 323–327. [Google Scholar] [CrossRef]
- Krenzer, T.J. Tooth contact analysis of spiral bevel and hypoid gears under load. SAE Trans. 1981, 90, 2205–2216. [Google Scholar]
- Hou, X.; Fang, Z.; Fu, X.; Zhang, X. Meshing performance of spiral bevel gear with different loads and modules considering edge contact by finite element method. Trans. Can. Soc. Mech. Eng. 2019, 43, 322–332. [Google Scholar] [CrossRef]
- Bingyang, W.; Xiaozhong, D.; Angxin, T. Surface synthesis method on generating parameters computation of spiral bevel-gears. J. Mech. Eng. 2016, 52, 20–25. [Google Scholar]
- Bingyang, W.; Jianjun, Y.; Angxin, T. Tooth meshing simulation and analysis based on isometric mapping ease-off surface. J. Aerosp. Power 2017, 32, 1259–1265. [Google Scholar]
- Wei, B.-Y.; Li, J.-Q.; Cao, X.-M.; Han, C.-Y. Calculation of gear mesh stiffness and loaded tooth contact analysis based on ease-off surface topology. Adv. Mech. Eng. 2022, 14. [Google Scholar] [CrossRef]
- Wang, B.; Hua, L. Computerized Design and FE Simulation of Meshing of Involute Spiral Bevel Gears with Alignment Errors. Adv. Mater. Res. 2011, 199–200, 386–391. [Google Scholar] [CrossRef]
- Nishino, T. Computerized Modeling and Loaded Tooth Contact Analysis of Hypoid Gears Manufactured by Face Hobbing Process. J. Adv. Mech. Des. Syst. Manuf. 2009, 3, 224–235. [Google Scholar] [CrossRef][Green Version]
- Liu, G.L.; Zhang, R.T.; Zhao, N. Quantitative Analysis of the Influence of Installation Errors on the Contact Pattern of Spiral Bevel Gears. Appl. Mech. Mater. 2011, 86, 278–282. [Google Scholar] [CrossRef]
- Han, H.; Ma, H.; Wang, H.; Zhu, J.; Li, Z.; Liu, Z. Dynamic Simulation of Cracked Spiral Bevel Gear Pair Considering Assembly Errors. Machines 2022, 10, 929. [Google Scholar] [CrossRef]
- Ding, H.; Zhou, Y.; Tang, J.; Zhong, J.; Zhou, Z.; Wan, G. A novel operation approach to determine initial contact point for tooth contact analysis with errors of spiral bevel and hypoid gears. Mech. Mach. Theory 2017, 109, 155–170. [Google Scholar] [CrossRef]
- Pisula, J. A mathematical model for designing tooth surfaces in spiral bevel gears and gear meshing analysis. Diagnostyka 2015, 16, 57–62. [Google Scholar]
- Pisula, J. An analysis of the effect of the application of helical motion and assembly errors on the meshing of a spiral bevel gear using duplex helical method. Adv. Manuf. Sci. Technol. 2016, 40, 19–31. [Google Scholar]
- Simon, V. Influence of tooth errors and misalignments on tooth contact in spiral bevel gears. Mech. Mach. Theory 2008, 43, 1253–1267. [Google Scholar] [CrossRef]
- Simon, V.V. Loaded tooth contact analysis and stresses in spiral bevel gears. In Proceedings of the International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, San Diego, CA, USA, 30 August–2 September 2009; pp. 271–279. [Google Scholar]
- Jia, S.; Howard, I. Comparison of localised spalling and crack damage from dynamic modelling of spur gear vibrations. Mech. Syst. Signal Process 2006, 20, 332–349. [Google Scholar] [CrossRef]
- Wilk, A.B.; Madej, H.M.; Łazarz, B.E. Vibration Processing Techniques for Fault Detection in Gearboxes. In Proceedings of the International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, Chicago, IL, USA, 2–6 September 2003; pp. 657–664. [Google Scholar]
- Tian, X. Dynamic Simulation for System Response of Gearbox Including Localized Gear Faults. Master’s Thesis, University of Alberta, Edmonton, AB, Canada, 2004. [Google Scholar]
- Wojnar, G.; Łazarz, B.; Madej, H. Diagnostics of power transmissions system with tooth gear. Transp. Probl. 2008, 3, 29–34. [Google Scholar]
- Yang, Y.; Hu, N.; Tang, J.; Hu, J.; Zhang, L.; Cheng, Z. Dynamic analysis for a spur geared rotor system with tooth tip chipping based on an improved time-varying mesh stiffness model. Mech. Mach. Theory 2021, 165, 104435. [Google Scholar] [CrossRef]
- Li, G.; Liang, X.; Li, F. Model-based analysis and fault diagnosis of a compound planetary gear set with damaged sun gear. J. Mech. Sci. Technol. 2018, 32, 3081–3096. [Google Scholar] [CrossRef]
- Han, J.; Liu, Y.; Liang, L.; Zhao, Y.; Zhang, H.; Bu, S. Dynamic Analysis of a Fault Planetary Gear System under Nonlinear Parameter Excitation. Shock. Vib. 2021, 2021, 1787525. [Google Scholar] [CrossRef]
- Liu, Y.; Shi, Z.; Shen, G.; Zhen, D.; Wang, F.; Gu, F. Evaluation model of mesh stiffness for spur gear with tooth tip chipping fault. Mech. Mach. Theory 2021, 158, 104238. [Google Scholar] [CrossRef]
- Han, H.; Yuan, K.; Ma, H.; Peng, Z.; Li, Z.; Zhao, S.; Wen, B. Mesh characteristic analysis and dynamic simulation of spur gear pair considering corner contact and tooth broken fault. Eng. Fail. Anal. 2023, 143, 106883. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, J.; Song, H.; Zhu, R.; Ma, H. Time-varying mesh stiffness calculation of spiral bevel gear with spalling defect. Mech. Mach. Theory 2024, 193, 105571. [Google Scholar] [CrossRef]
- Dadon, I.; Koren, N.; Klein, R.; Bortman, J. A Step Toward Fault Type and Severity Characterization in Spur Gears. J. Mech. Des. 2019, 141, 083301. [Google Scholar] [CrossRef]
- Halim, E.B.; Shoukat Choudhury, M.A.A.; Shah, S.L.; Zuo, M.J. Time domain averaging across all scales: A novel method for detection of gearbox faults. Mech. Syst. Signal Process 2008, 22, 261–278. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Pinion | Gear |
|---|---|---|
| Tooth number | 26 | 31 |
| Module (mm) | 8.654 | |
| Shaft angle (°) | 90 | |
| Mean spiral angle (°) | 35 | |
| Face width (mm) | 57 | |
| Mean cone distance (mm) | 146.57 | |
| Hand of spiral | Left | Right |
| Pitch angles (°) | 39.98 | 50.01 |
| Root angles (°) | 37.13 | 46.17 |
| Face angles (°) | 43.83 | 52.87 |
| Addendum (mm) | 8.27 | 6.44 |
| Dedendum (mm) | 8.47 | 10.31 |
| Parameter | Pinion | Gear | ||
|---|---|---|---|---|
| Concave | Convex | Concave | Convex | |
| Cutter point radius (mm) | 108.58 | 112.05 | 116.45 | 112.15 |
| Pressure angle (°) | −17.50 | 22.50 | −18.50 | 21.50 |
| Root fillet radius (mm) | 1.10 | 1.10 | 2.50 | 2.50 |
| Machine center to back (mm) | −4.34 | 6.90 | 0 | 0 |
| Sliding base (mm) | 2.14 | −4.68 | 1.46 | 1.46 |
| Blank offset (mm) | −2.50 | 2.5 | 0 | 0 |
| Radial distance (mm) | 116.73 | 127.5 | 123.81 | 123.81 |
| Machine root angle (°) | 37.38 | 37.38 | 46.17 | 46.17 |
| Cradle angle (°) | −51.07 | −53.00 | 49.13 | 49.13 |
| Velocity ratio | 1.50 | 1.62 | 1.30 | 1.30 |
| Modified Roll Coefficient C | 0.0197 | −0.0231 | 0 | 0 |
| Modified Roll Coefficient D | −0.0172 | 0.0477 | 0 | 0 |
| Moment F (%) | Moment G (%) | Moment H (%) | Moment I (%) | |
|---|---|---|---|---|
| Chip_1 | 0 | −0.43% | −0.8% | −0.24% |
| Chip_2 | 2.31% | −4.92% | −4.39% | −1.94% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Zhang, J.; Li, Z.; Liang, R.; Zhu, R.; Ma, H. Mesh Characteristic Analysis of Spiral Bevel Gear Pairs Considering Assembly Errors and Tooth Tip Chipping Faults. Appl. Sci. 2024, 14, 3227. https://doi.org/10.3390/app14083227
Wang Y, Zhang J, Li Z, Liang R, Zhu R, Ma H. Mesh Characteristic Analysis of Spiral Bevel Gear Pairs Considering Assembly Errors and Tooth Tip Chipping Faults. Applied Sciences. 2024; 14(8):3227. https://doi.org/10.3390/app14083227
Chicago/Turabian StyleWang, Ying, Juntao Zhang, Zhanwei Li, Ruijun Liang, Rupeng Zhu, and Hui Ma. 2024. "Mesh Characteristic Analysis of Spiral Bevel Gear Pairs Considering Assembly Errors and Tooth Tip Chipping Faults" Applied Sciences 14, no. 8: 3227. https://doi.org/10.3390/app14083227
APA StyleWang, Y., Zhang, J., Li, Z., Liang, R., Zhu, R., & Ma, H. (2024). Mesh Characteristic Analysis of Spiral Bevel Gear Pairs Considering Assembly Errors and Tooth Tip Chipping Faults. Applied Sciences, 14(8), 3227. https://doi.org/10.3390/app14083227