
A Method for Identifying the Wear State of Grinding Wheels Based on VMD Denoising and AO-CNN-LSTM


Abstract
1. Introduction
2. Grinding Wheel Wear State Recognition Based on VMD Denoising and AO-CNN-LSTM
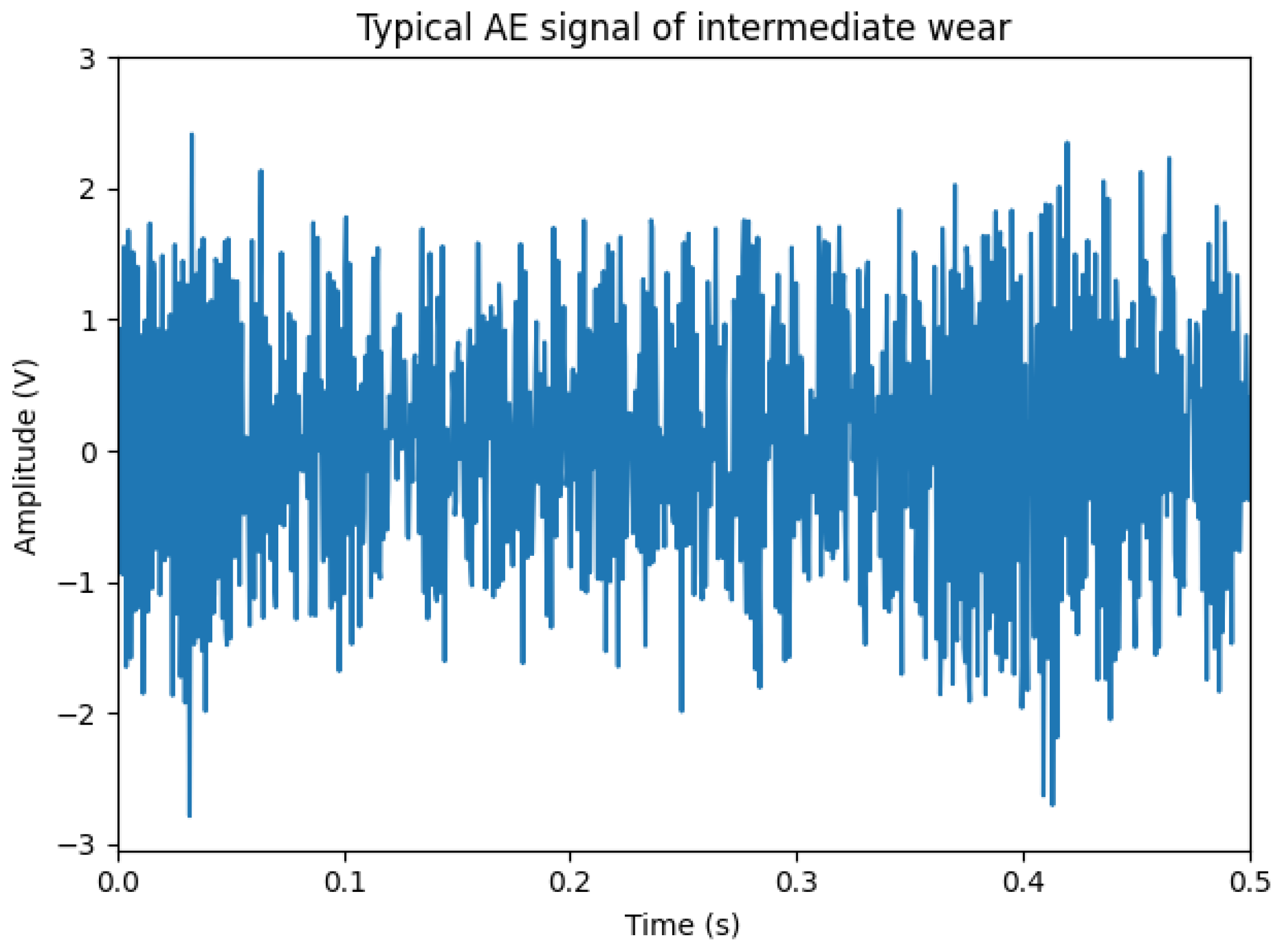
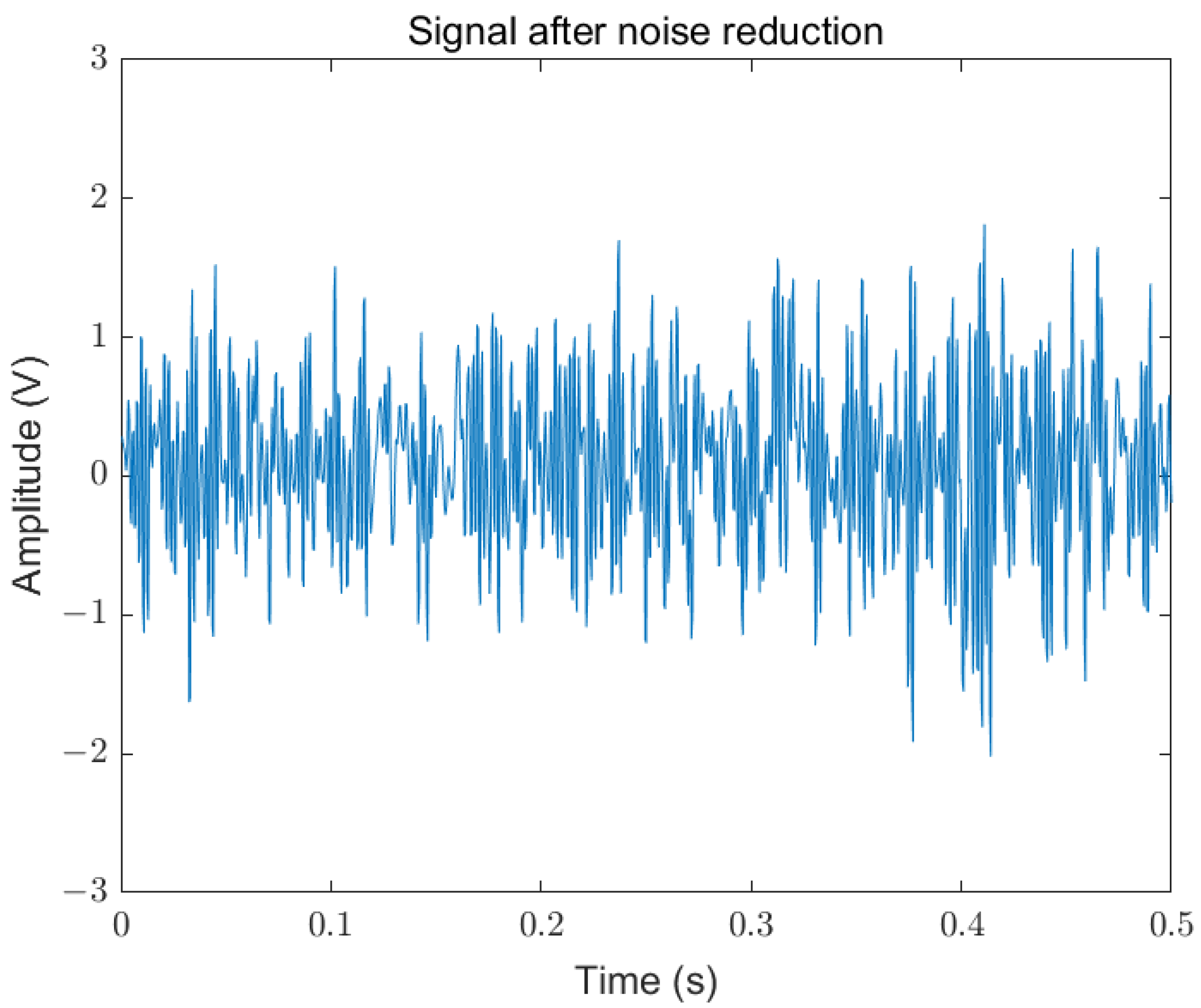
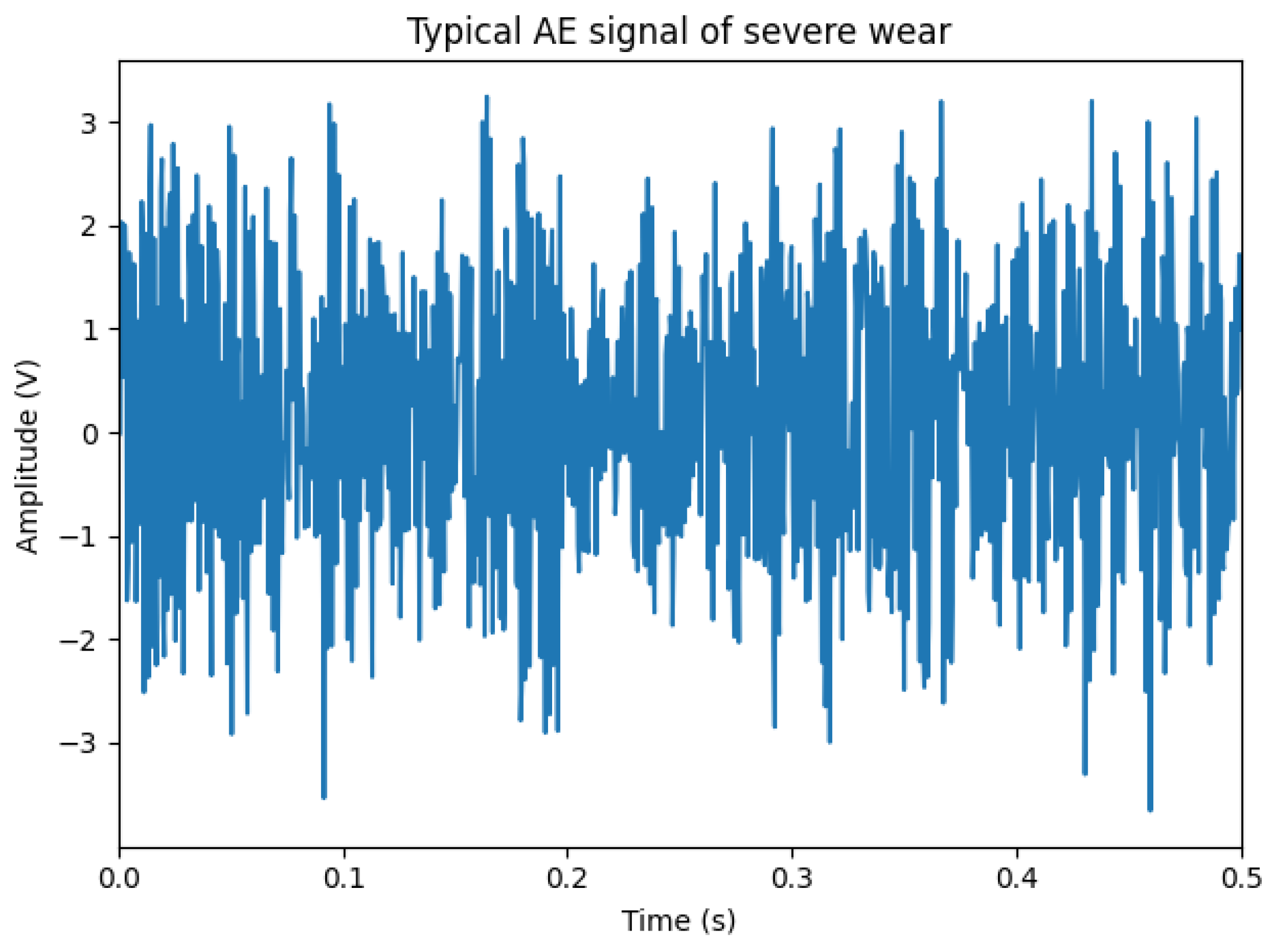
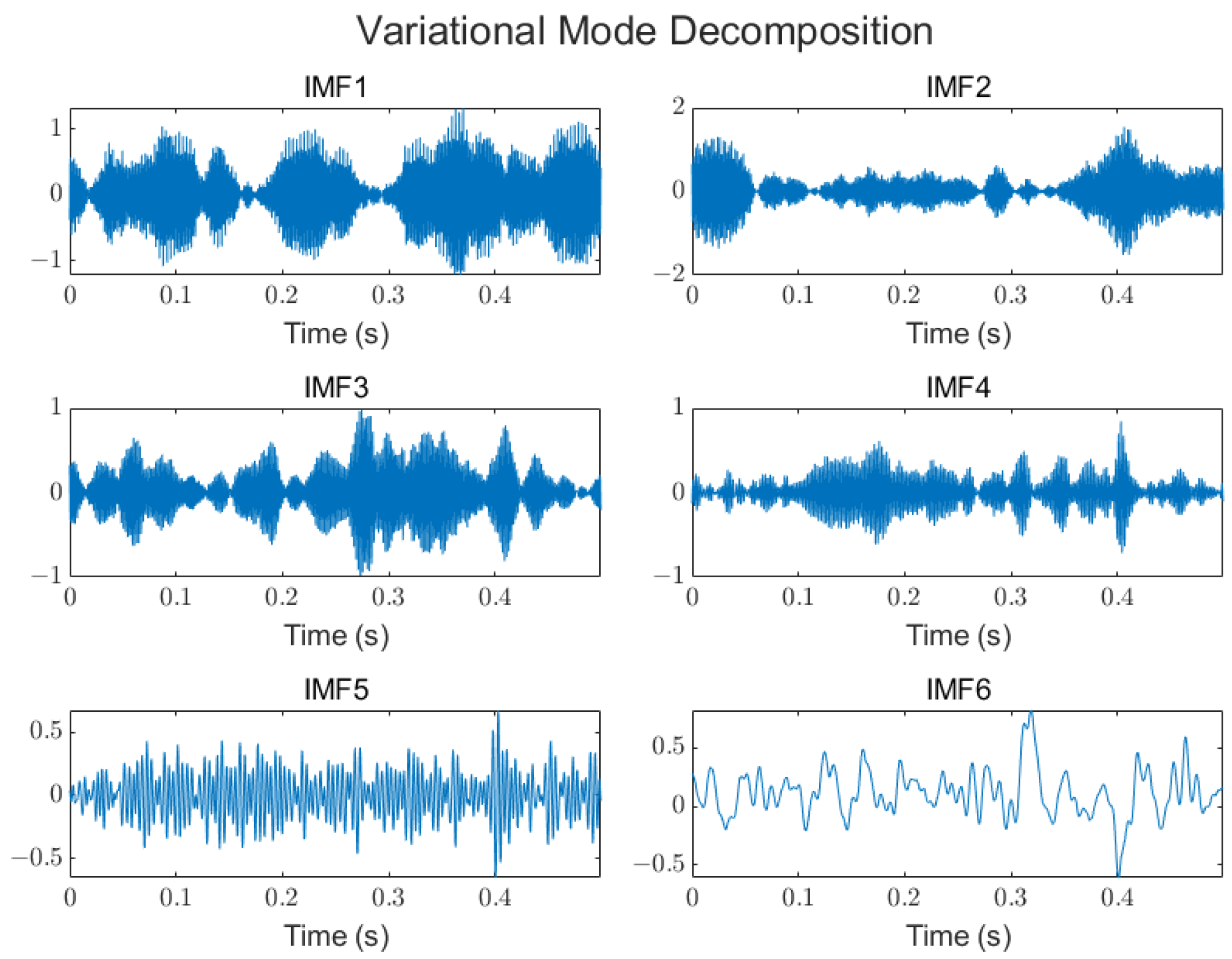
2.1. VMD Algorithm for Denoising AE Signals
2.2. VMD Algorithm for Denoising AE Signals
2.2.1. Aquila Optimizer
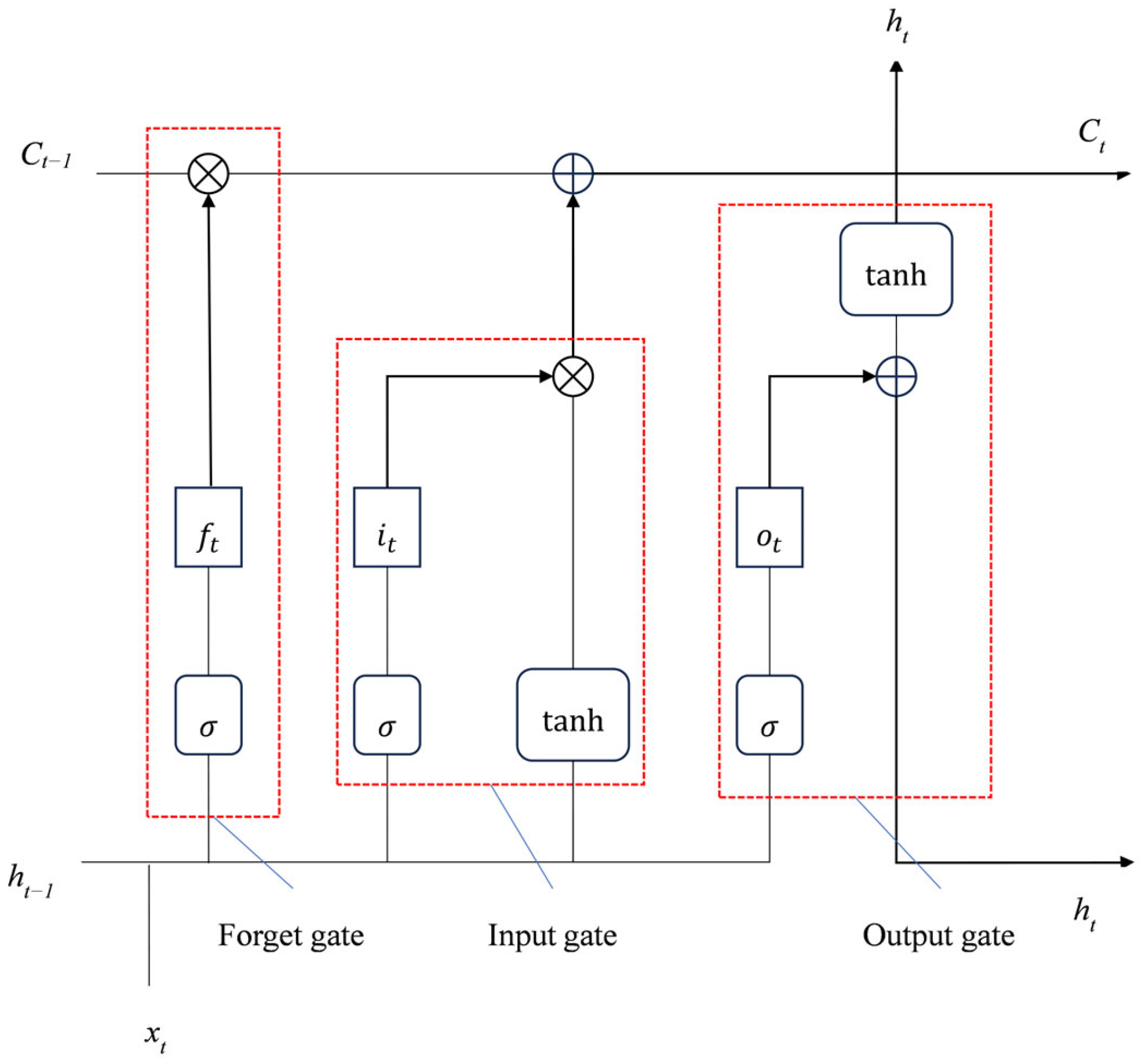
2.2.2. CNN-LSTM
2.2.3. AO-CNN-LSTM Model Design
- Define the parameters of the CNN-LSTM model as the optimization objective, specify the population size, and determine the maximum number of iterations for the AO algorithm. Initiate the iterative calculation process.
- Assess based on the iterative conditions, and update the positions of the eagles using the corresponding methods. With each increment in the number of iterations, the positions of individual eagles undergo continuous updates until the termination iteration condition is satisfied, at which point the optimal CNN-LSTM model parameters are output.
- Training the dataset using the optimized AO-CNN-LSTM neural network.
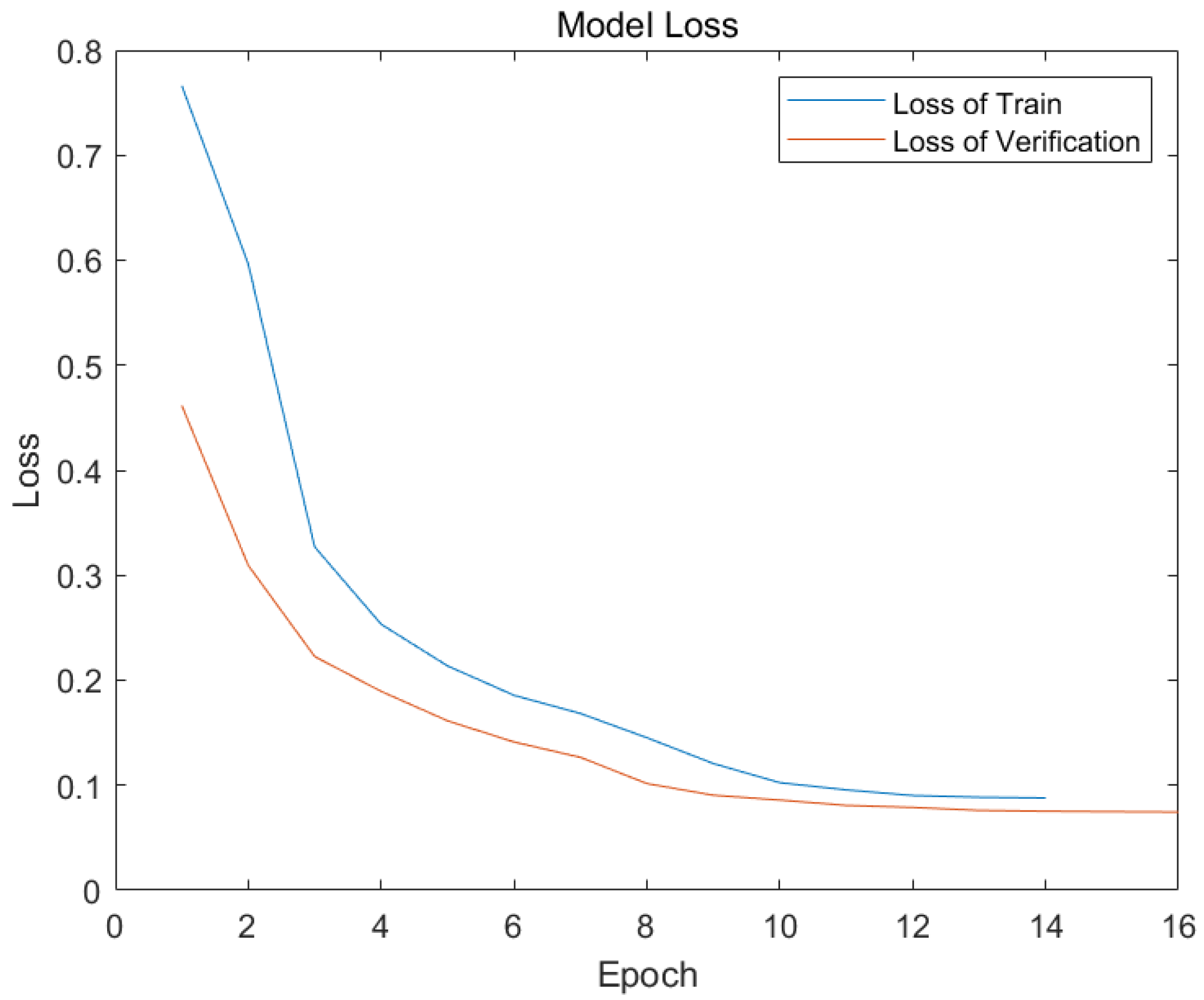
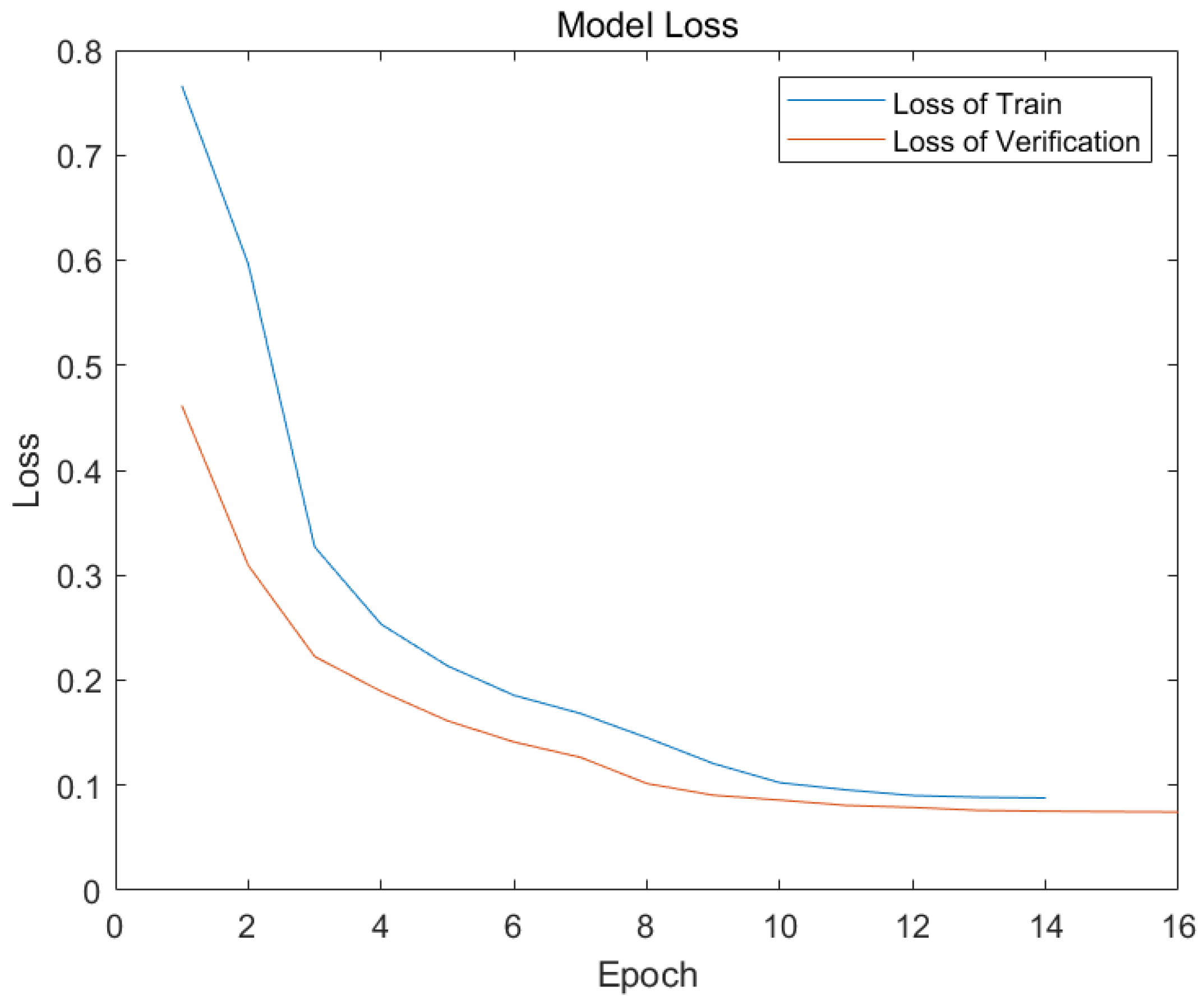
- During the training process, the weights of the CNN-LSTM are updated iteratively based on the trends in Loss and Accuracy using the principles of gradient descent. This strategy ensures the gradual convergence of the predictive model, prevents overfitting, and yields satisfactory accuracy.
- After the iterations cease, the performance of AO-CNN-LSTM is assessed using the test dataset to obtain the optimal model.
3. Experiment
3.1. Experimental Conditions
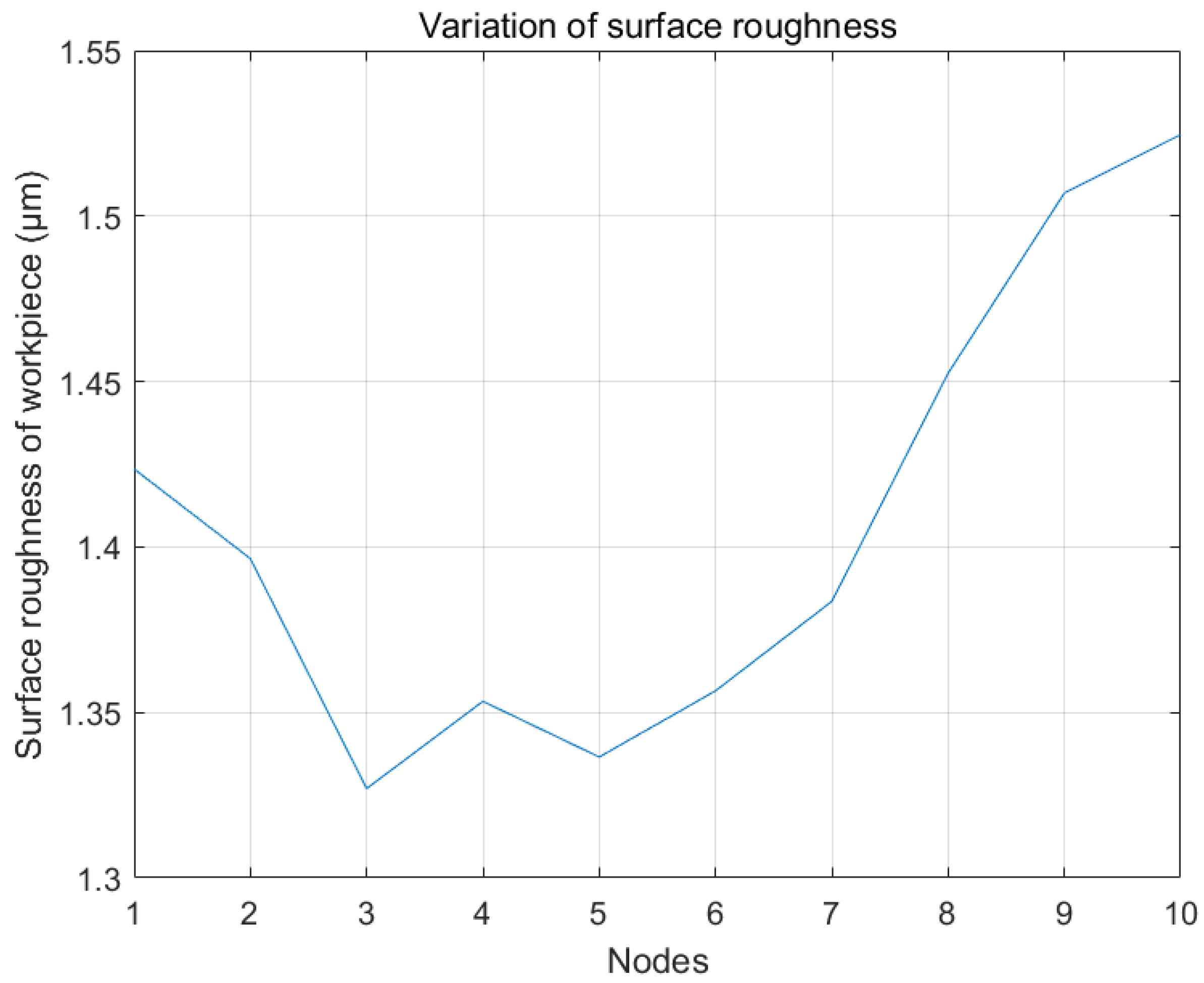
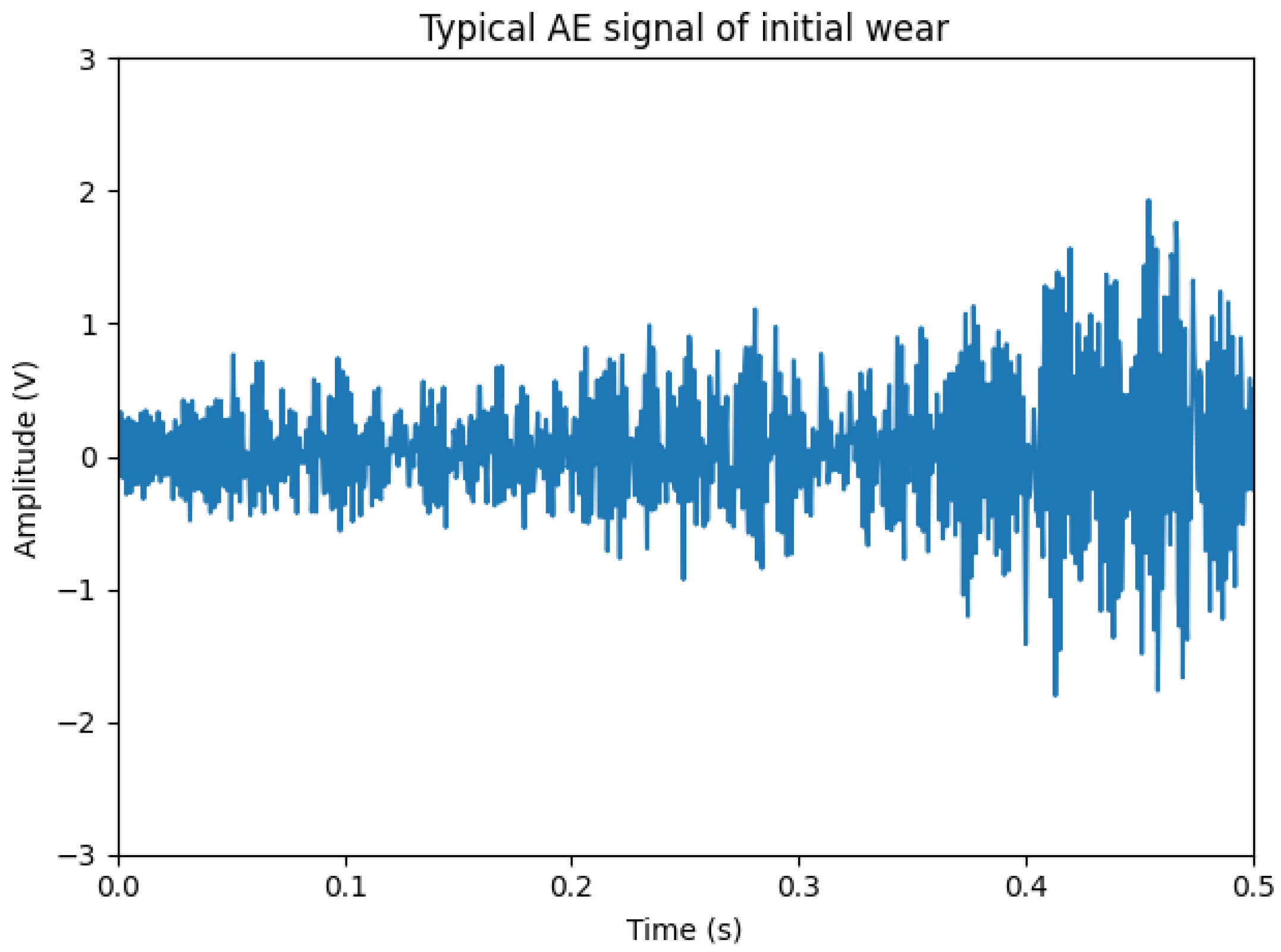
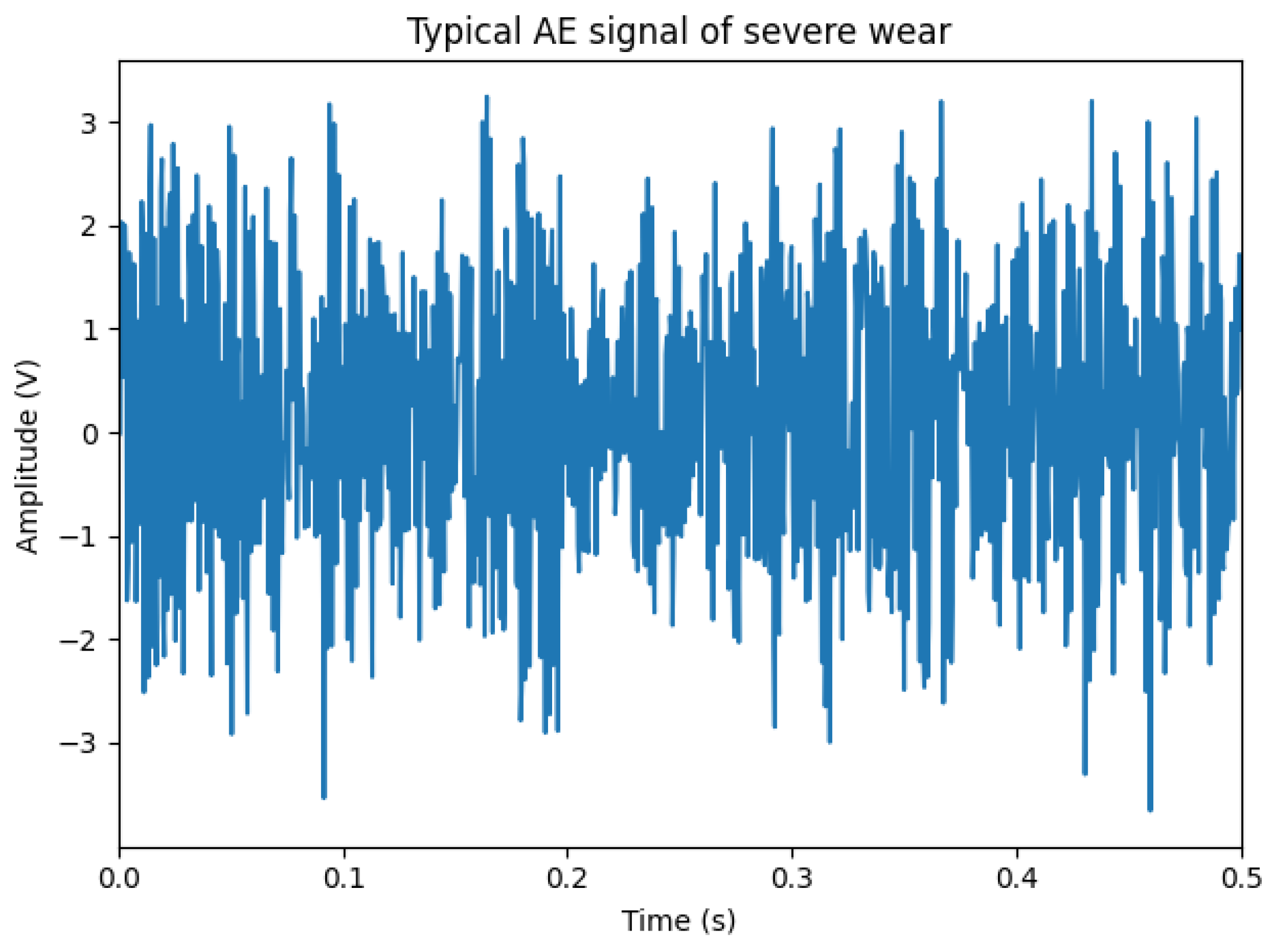
3.2. Classification and Calibration of Grinding Wheel Wear States
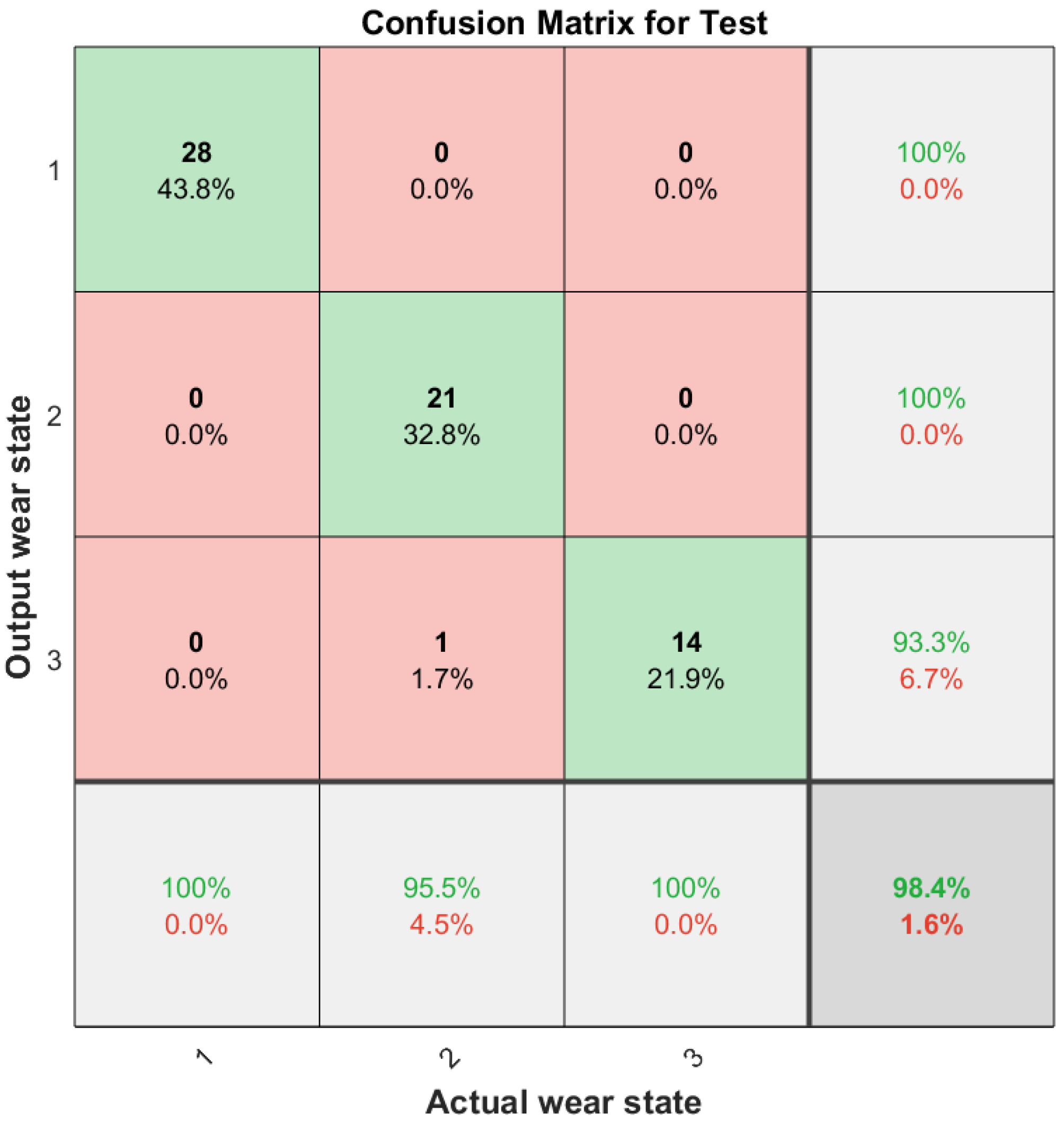
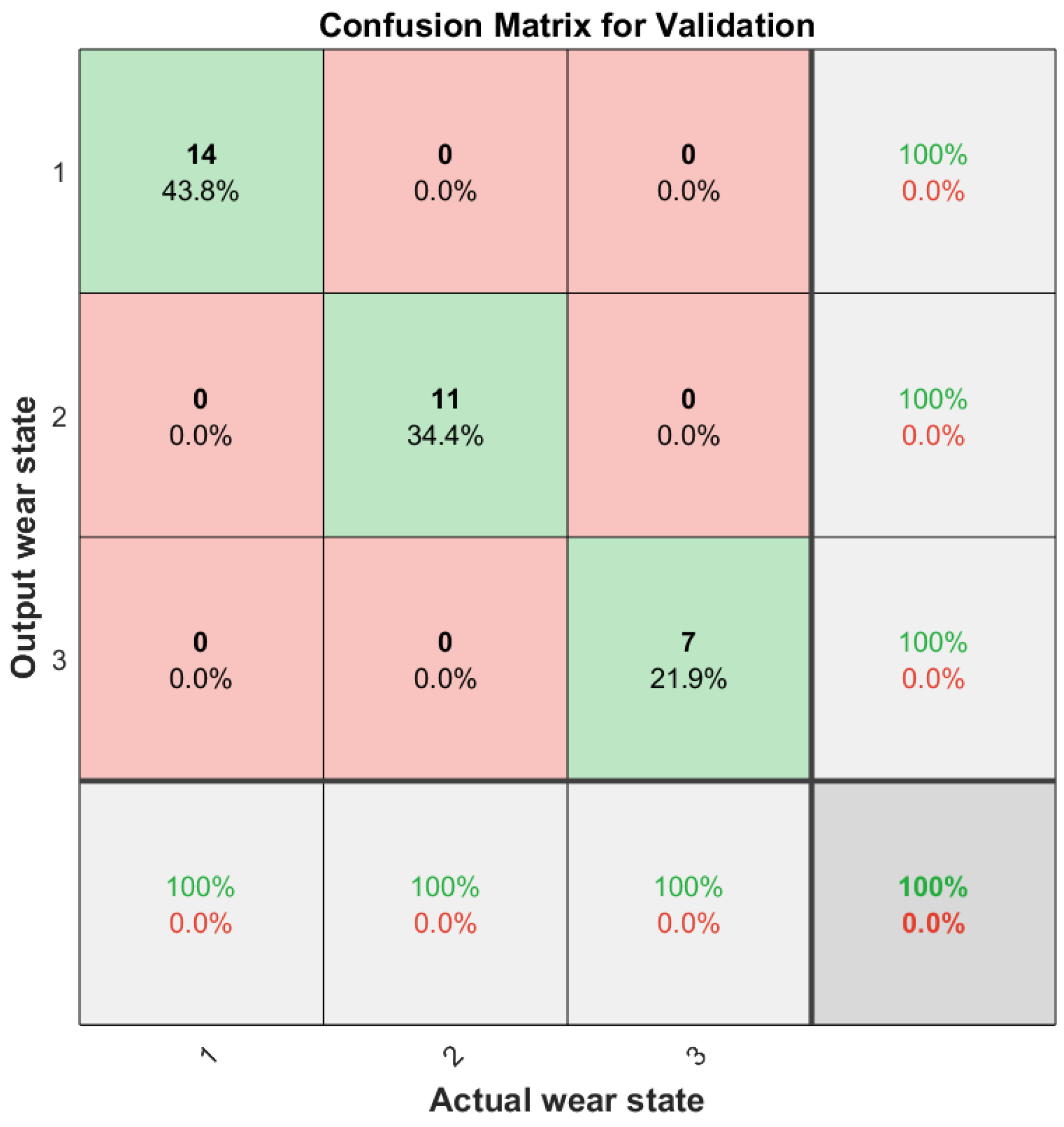
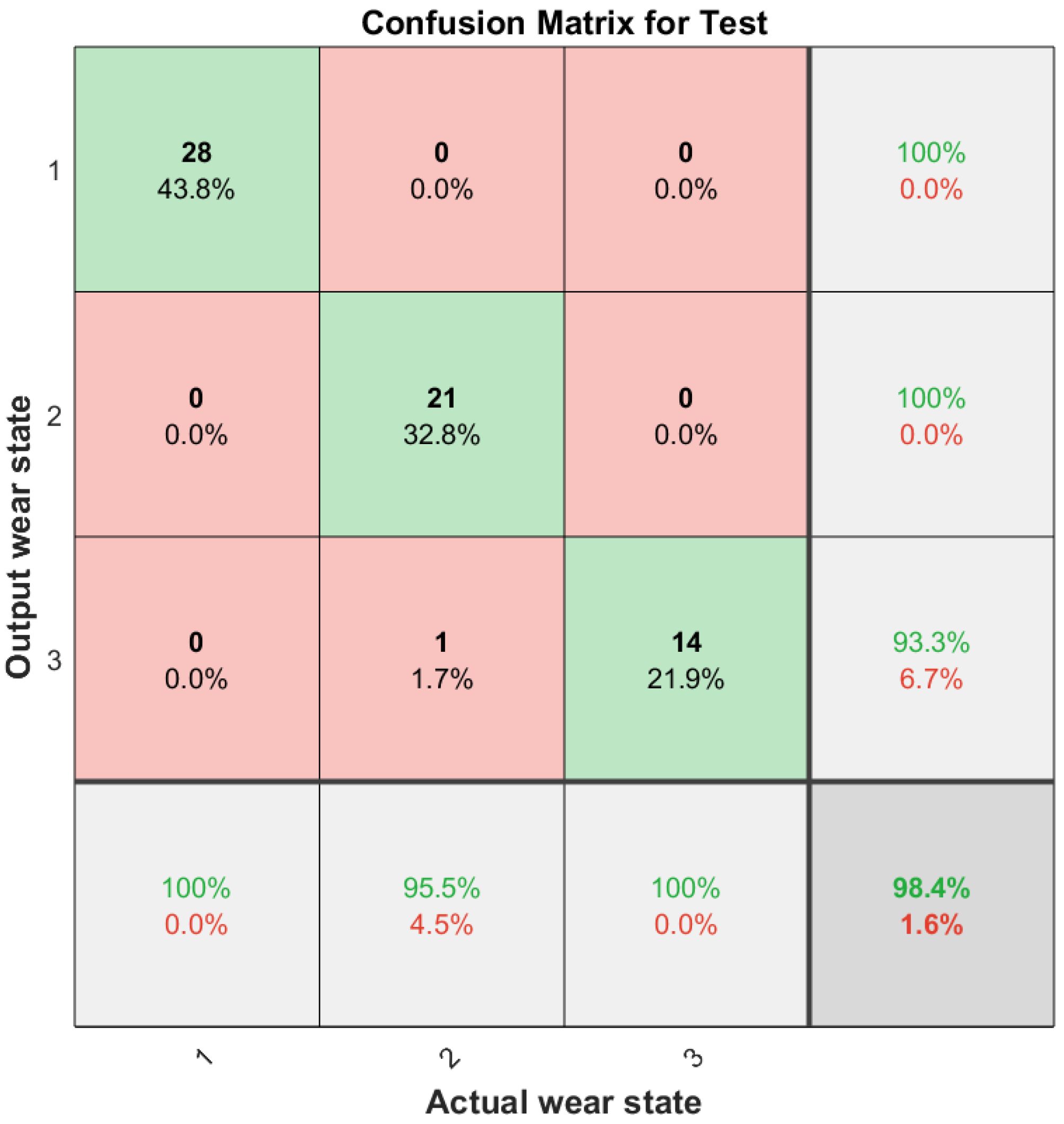
3.3. Analysis of VMD Denoising and AO-CNN-LSTM Neural Network Model Recognition Results
4. Conclusions
- The paper successfully introduces a new method based on AE, signal processing, and deep learning, effectively identifying grinding wheel wear states.
- The VMD denoising method in this paper significantly reduces the impact of noise on AE, enhancing the effectiveness of the sample dataset.
- The comprehensive neural network AO-CNN-LSTM, combining CNN and LSTM, with the introduction of AO-optimized parameters. This neural network, when processing AE signals during grinding wheel abrasion, is more adept at capturing temporal information than traditional neural networks, exhibiting stronger spatiotemporal modeling capabilities.
- AO enhances the global search capabilities of neural network parameter optimization, aiding in finding optimal model configurations. Its robust adaptability and convergence speed further enhance recognition accuracy. This study provides valuable insights into the combination of AO with various deep learning architectures.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Novoselov, Y.; Bratan, S.; Bogutsky, V. Analysis of Relation between Grinding Wheel Wear and Abrasive Grains Wear. Procedia Eng. 2016, 150, 809–814. [Google Scholar] [CrossRef]
- Lezanski, P. An intelligent system for grinding wheel condition monitoring. J. Am. Acad. Dermatol. 2001, 109, 258–263. [Google Scholar] [CrossRef]
- Huang, W.; Li, Y.; Wu, X.; Shen, J. The wear detection of mill-grinding tool based on acoustic emission sensor. Int. J. Adv. Manuf. Technol. 2023, 124, 4121–4130. [Google Scholar] [CrossRef]
- Lin, Y.-K.; Wu, B.-F.; Chen, C.-M. Characterization of Grinding Wheel Condition by Acoustic Emission Signals’. In Proceedings of the 2018 International Conference on System Science and Engineering (ICSSE), New Taipei City, Taiwan, 28–30 June 2018; pp. 1–6. [Google Scholar]
- Yang, Z.; Yu, Z. Grinding wheel wear monitoring based on wavelet analysis and support vector machine. Int. J. Adv. Manuf. Technol. 2012, 62, 107–121. [Google Scholar] [CrossRef]
- Mahata, S.; Shakya, P.; Babu, N.R. A robust condition monitoring methodology for grinding wheel wear identification using Hilbert Huang transform. Precis. Eng. 2021, 70, 77–91. [Google Scholar] [CrossRef]
- González, D.; Alvarez, J.; Sánchez, J.A.; Godino, L.; Pombo, I. Deep Learning-Based Feature Extraction of Acoustic Emission Signals for Monitoring Wear of Grinding Wheels. Sensors 2022, 22, 6911. [Google Scholar] [CrossRef] [PubMed]
- Bi, G.; Liu, S.; Su, S.; Wang, Z. Diamond Grinding Wheel Condition Monitoring Based on Acoustic Emission Signals. Sensors 2021, 21, 1054. [Google Scholar] [CrossRef]
- Lee, C.-H.; Jwo, J.-S.; Hsieh, H.-Y.; Lin, C.-S. An Intelligent System for Grinding Wheel Condition Monitoring Based on Machining Sound and Deep Learning. IEEE Access 2020, 8, 58279–58289. [Google Scholar] [CrossRef]
- Avci, O.; Abdeljaber, O.; Kiranyaz, S.; Hussein, M.; Gabbouj, M.; Inman, D.J. A review of vibration-based damage detection in civil structures: From traditional methods to Machine Learning and Deep Learning applications. Mech. Syst. Signal Process. 2021, 147, 107077. [Google Scholar] [CrossRef]
- Li, H.; Liu, T.; Wu, X.; Chen, Q. An optimized VMD method and its applications in bearing fault diagnosis. Measurement 2020, 166, 108185. [Google Scholar] [CrossRef]
- Rout, S.K.; Biswal, P.K. An efficient error-minimized random vector functional link network for epileptic seizure classification using VMD. Biomed. Signal Process. Control. 2020, 57, 101787. [Google Scholar] [CrossRef]
- Dragomiretskiy, K.; Zosso, D. Variational Mode Decomposition. IEEE Trans. Signal Process. 2014, 62, 531–544. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, F.; Jiang, Z.; He, S.; Mo, Q. Complex variational mode decomposition for signal processing applications. Mech. Syst. Signal Process. 2017, 86, 75–85. [Google Scholar] [CrossRef]
- Lorraine, K.J.S.; Ramarakula, M. An efficient interference mitigation approach for NavIC receivers using improved variational mode decomposition and wavelet packet decomposition. Trans. Emerg. Telecommun. Technol. 2021, 32, e4242. [Google Scholar] [CrossRef]
- Elouaham, S.; Dliou, A.; Elkamoun, N.; Latif, R.; Said, S.; Zougagh, H.; Khadiri, K. Denoising electromyogram and electroencephalogram signals using improved complete ensemble empirical mode decomposition with adaptive noise. Indones. J. Electr. Eng. Comput. Sci. 2021, 23, 829–836. [Google Scholar] [CrossRef]
- Abualigah, L.; Yousri, D.; Elaziz, M.A.; Ewees, A.A.; Al-Qaness, M.A.; Gandomi, A.H. Aquila Optimizer: A novel meta-heuristic optimization algorithm. Comput. Ind. Eng. 2021, 157, 107250. [Google Scholar] [CrossRef]
- Fatani, A.; Dahou, A.; Al-Qaness, M.A.A.; Lu, S.; Elaziz, M.A. Advanced Feature Extraction and Selection Approach Using Deep Learning and Aquila Optimizer for IoT Intrusion Detection System. Sensors 2022, 22, 140. [Google Scholar] [CrossRef]
- Verma, M.; Sreejeth, M.; Singh, M.; Babu, T.S.; Alhelou, H.H. Chaotic Mapping Based Advanced Aquila Optimizer With Single Stage Evolutionary Algorithm. IEEE Access 2022, 10, 89153–89169. [Google Scholar] [CrossRef]
- Bhatt, D.; Patel, C.; Talsania, H.; Patel, J.; Vaghela, R.; Pandya, S.; Modi, K.; Ghayvat, H. CNN Variants for Computer Vision: History, Architecture, Application, Challenges and Future Scope. Electronics 2021, 10, 2470. [Google Scholar] [CrossRef]
- Surinta, O. Deep feature extraction technique based on Conv1D and LSTM network for food image recognition. Eng. Appl. Sci. Res. 2021, 48, 581592. [Google Scholar] [CrossRef]
- DiPietro, R.; Hager, G.D. Chapter 21—Deep learning: RNNs and LSTM. In Handbook of Medical Image Computing and Computer Assisted Intervention; Zhou, S.K., Rueckert, D., Fichtinger, G., Eds.; The Elsevier and MICCAI Society Book Series; Academic Press: Cambridge, MA, USA, 2020; pp. 503–519. [Google Scholar] [CrossRef]
- Ozcanli, A.K.; Baysal, M. Islanding detection in microgrid using deep learning based on 1D CNN and CNN-LSTM networks. Sustain. Energy Grids Netw. 2022, 32, 100839. [Google Scholar] [CrossRef]
- Yin, G.; Guan, Y.; Wang, J.; Zhou, Y.; Chen, Y. Multi-information fusion recognition model and experimental study of grinding wheel wear status. Int. J. Adv. Manuf. Technol. 2022, 121, 3477–3498. [Google Scholar] [CrossRef]
- Yin, G.; Wang, J.; Guan, Y.; Wang, D.; Sun, Y. The prediction model and experimental research of grinding surface roughness based on AE signal. Int. J. Adv. Manuf. Technol. 2022, 120, 6693–6705. [Google Scholar] [CrossRef]
- Seger, C. An Investigation of Categorical Variable Encoding Techniques in Machine Learning: Binary versus One-Hot and Feature Hashing. 2018. Available online: https://urn.kb.se/resolve?urn=urn:nbn:se:kth:diva-237426 (accessed on 28 January 2024).
- Zeng, G. On the confusion matrix in credit scoring and its analytical properties. Commun. Stat.-Theory Methods 2019, 49, 2080–2093. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Denoising Methods | MSE | |
|---|---|---|
| EMD | 7.69 | 0.0723 |
| ICEEMDAN | 9.15 | 0.0092 |
| Our method | 10.34 | 0.0081 |
| Sample Correspondences with Grinding Wheel Wear States | Initial Wear | Intermediate Wear | Severe Wear | |
|---|---|---|---|---|
| Sample labels | [1, 0, 0] | [0, 1, 0] | [0, 0, 1] | |
| Sample quantities | Training set | 99 | 75 | 50 |
| Validation set | 14 | 11 | 7 | |
| Test set | 28 | 22 | 14 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, K.; Feng, D. A Method for Identifying the Wear State of Grinding Wheels Based on VMD Denoising and AO-CNN-LSTM. Appl. Sci. 2024, 14, 3554. https://doi.org/10.3390/app14093554
Xu K, Feng D. A Method for Identifying the Wear State of Grinding Wheels Based on VMD Denoising and AO-CNN-LSTM. Applied Sciences. 2024; 14(9):3554. https://doi.org/10.3390/app14093554
Chicago/Turabian StyleXu, Kai, and Dinglu Feng. 2024. "A Method for Identifying the Wear State of Grinding Wheels Based on VMD Denoising and AO-CNN-LSTM" Applied Sciences 14, no. 9: 3554. https://doi.org/10.3390/app14093554
APA StyleXu, K., & Feng, D. (2024). A Method for Identifying the Wear State of Grinding Wheels Based on VMD Denoising and AO-CNN-LSTM. Applied Sciences, 14(9), 3554. https://doi.org/10.3390/app14093554