

Acoustic Emission-Based Method for IFSS Characterization in Single-Fiber Fragmentation Tests
 , ,
, ,  ,
,  , ,
, ,
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
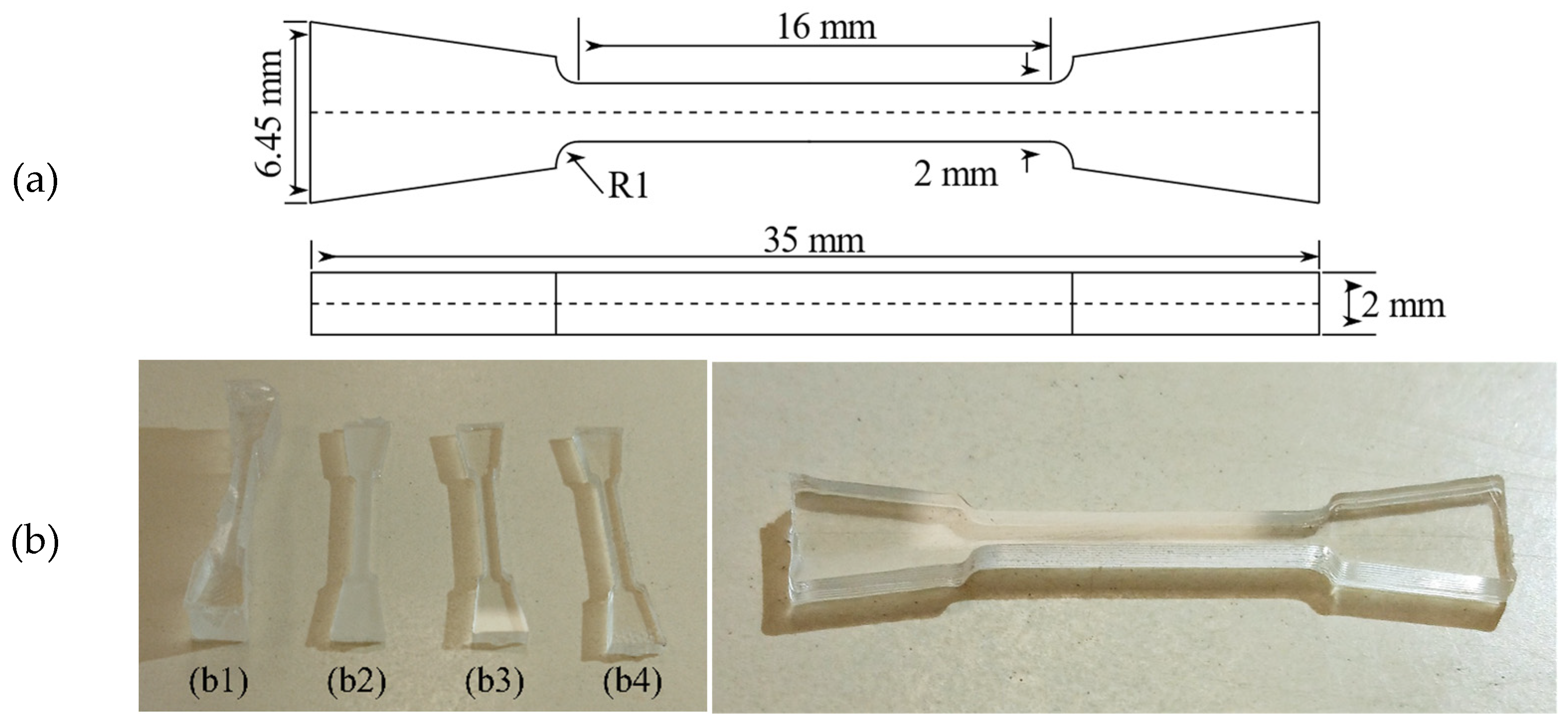
2.2. Specimen Preparation
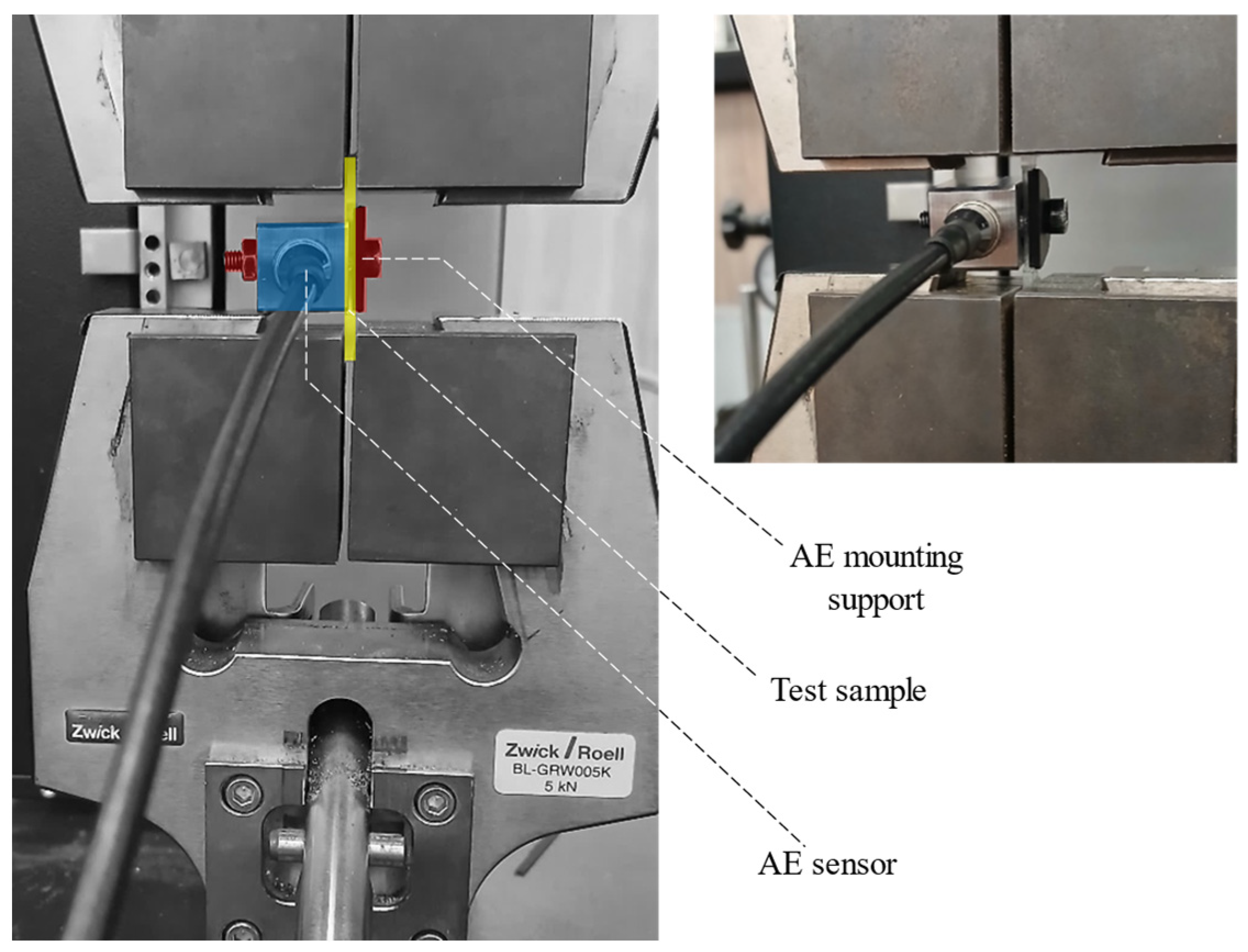
2.3. Experimental Setup
2.4. AE Measument
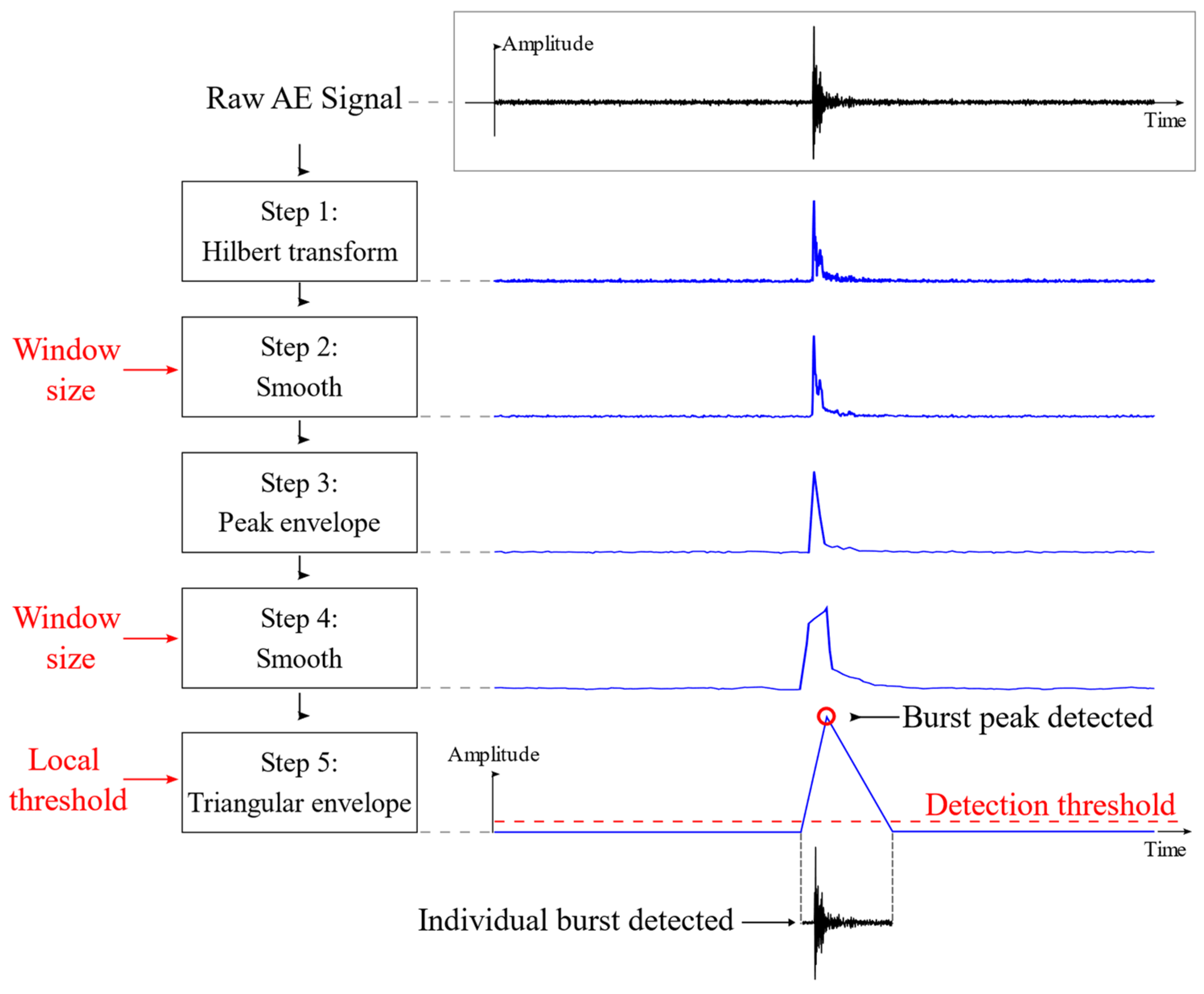
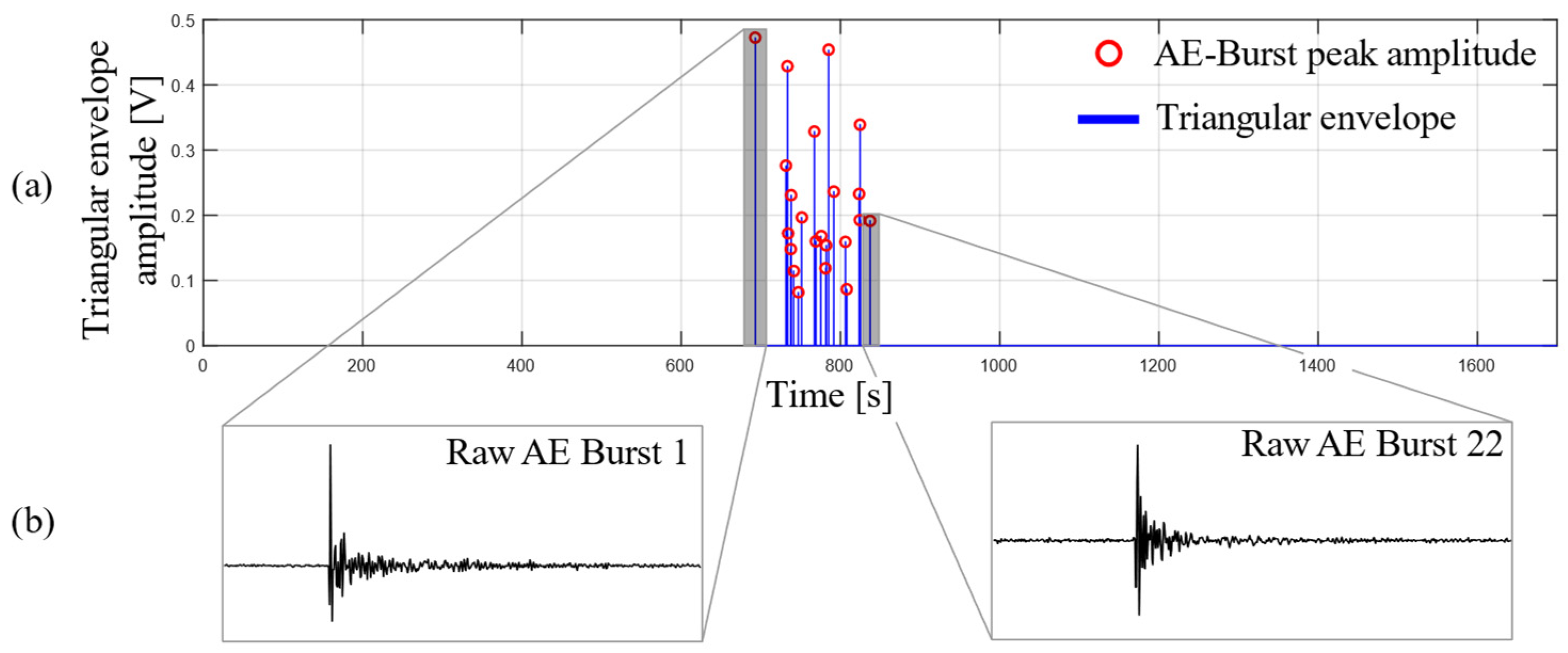
2.5. Fragment Count: AE Method
- Step 1: An envelope of the raw AE signal is obtained by calculating the norm of the Hilbert transform on a logarithmic scale. This process reduces the difference between high and low-amplitude AE-bursts, thus enhancing their detectability.
- Step 2: A smoothing process is applied to reduce small fluctuations present in the signal obtained in Step 1. Smoothing is achieved by averaging the signal points using a moving window.
- Step 3: Eliminate all points in the signal obtained in the previous step that do not correspond to peaks. Since AE signals are measured at a high sampling rate, this process is performed twice to ensure the removal of non-relevant points for burst detection.
- Step 4: Apply a second smoothing using the same method as in Step 2.
- Step 5: The points of the signal that do not correspond to peaks or valleys are removed. Then, using a “local threshold” value, each point is compared with its neighborhood. If the amplitude difference between two neighboring points is smaller than the local threshold, the point with the smaller amplitude is removed, which helps to simplify the signal and improve the burst detection.
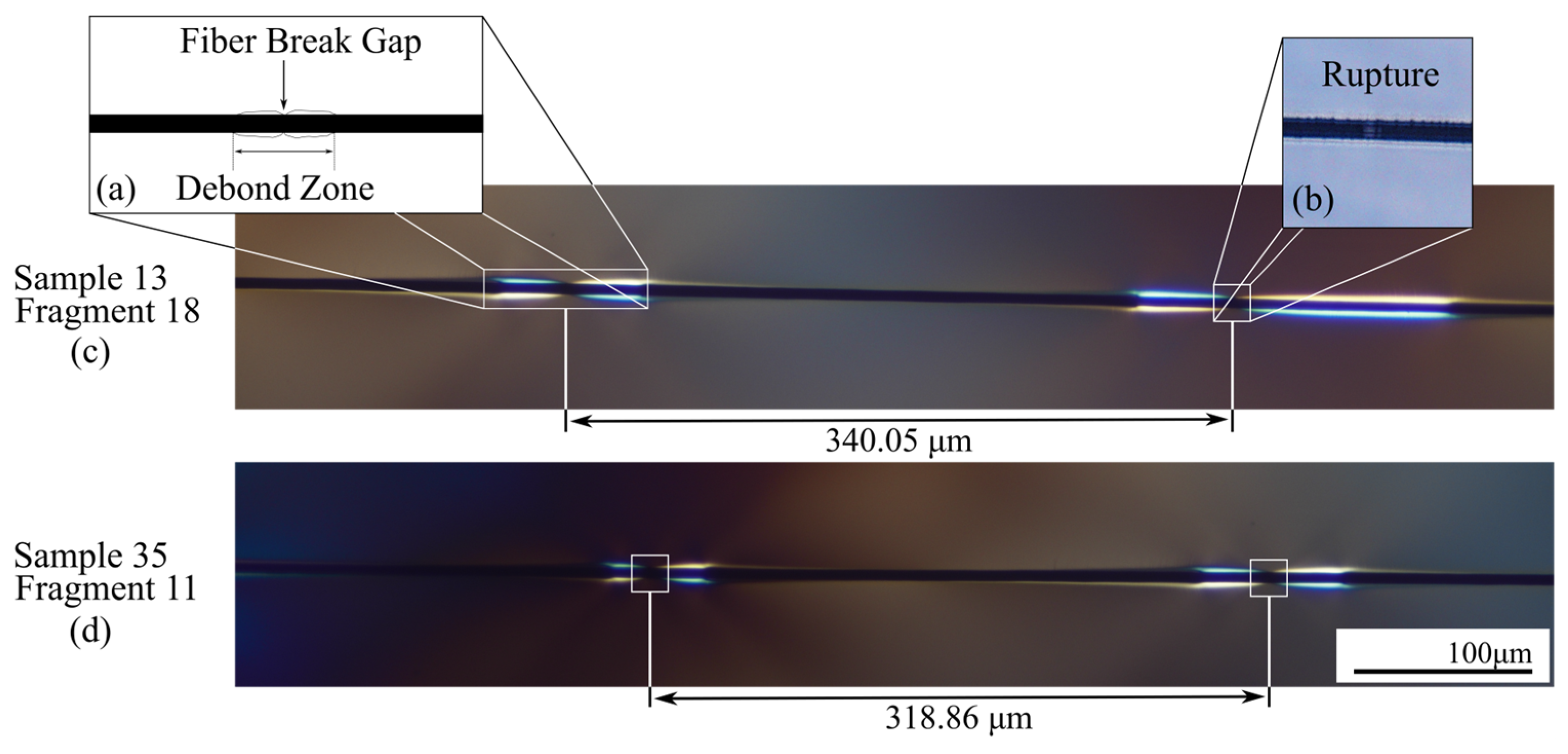
2.6. Fragment Measurement: Optical Microscope Method
2.7. IFSS Calculation
2.7.1. Optical Microscope Method: Fragment Average Length
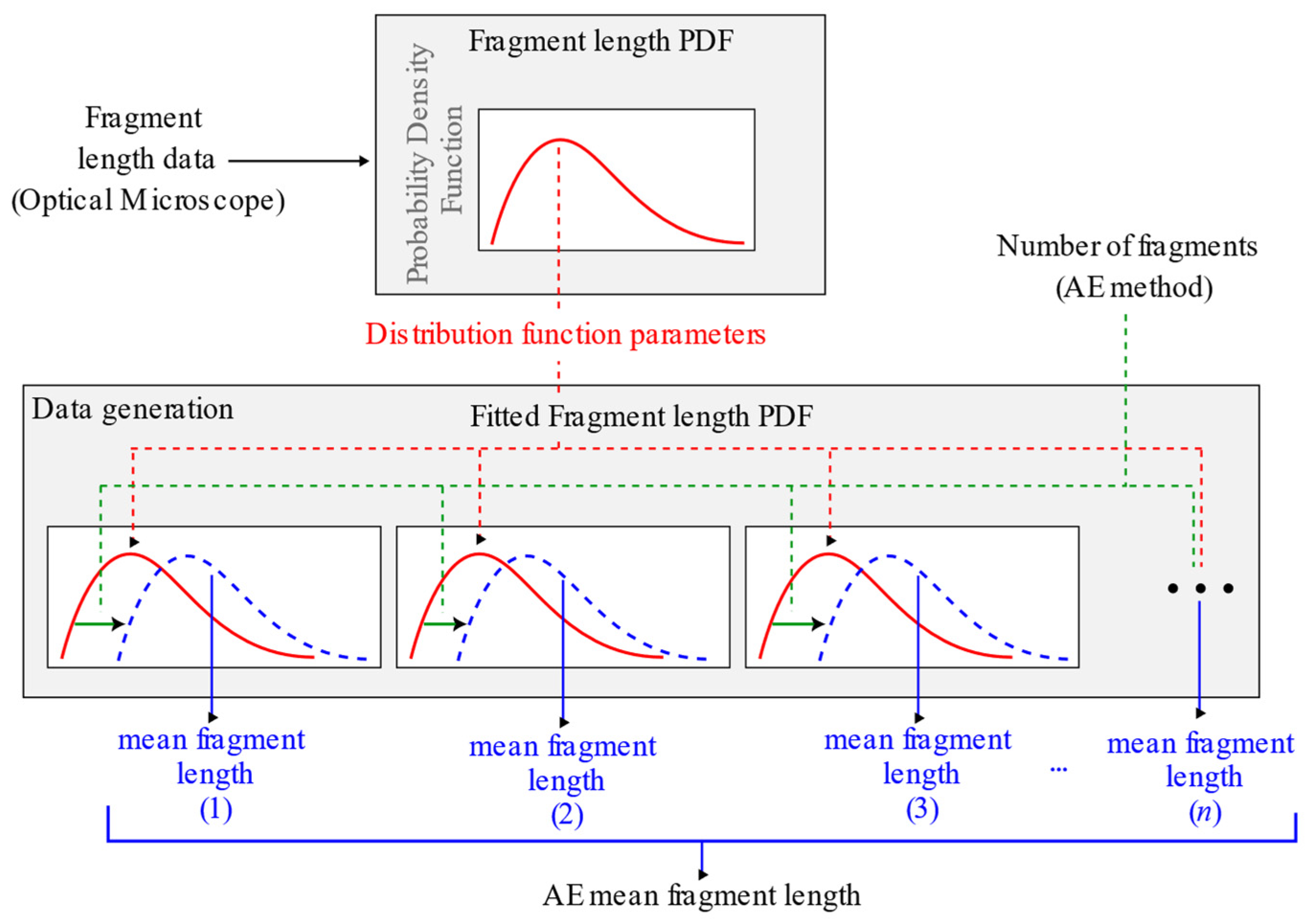
2.7.2. AE Method: Fragment Average Length
2.7.3. Calculation Error
3. Results and Discussion
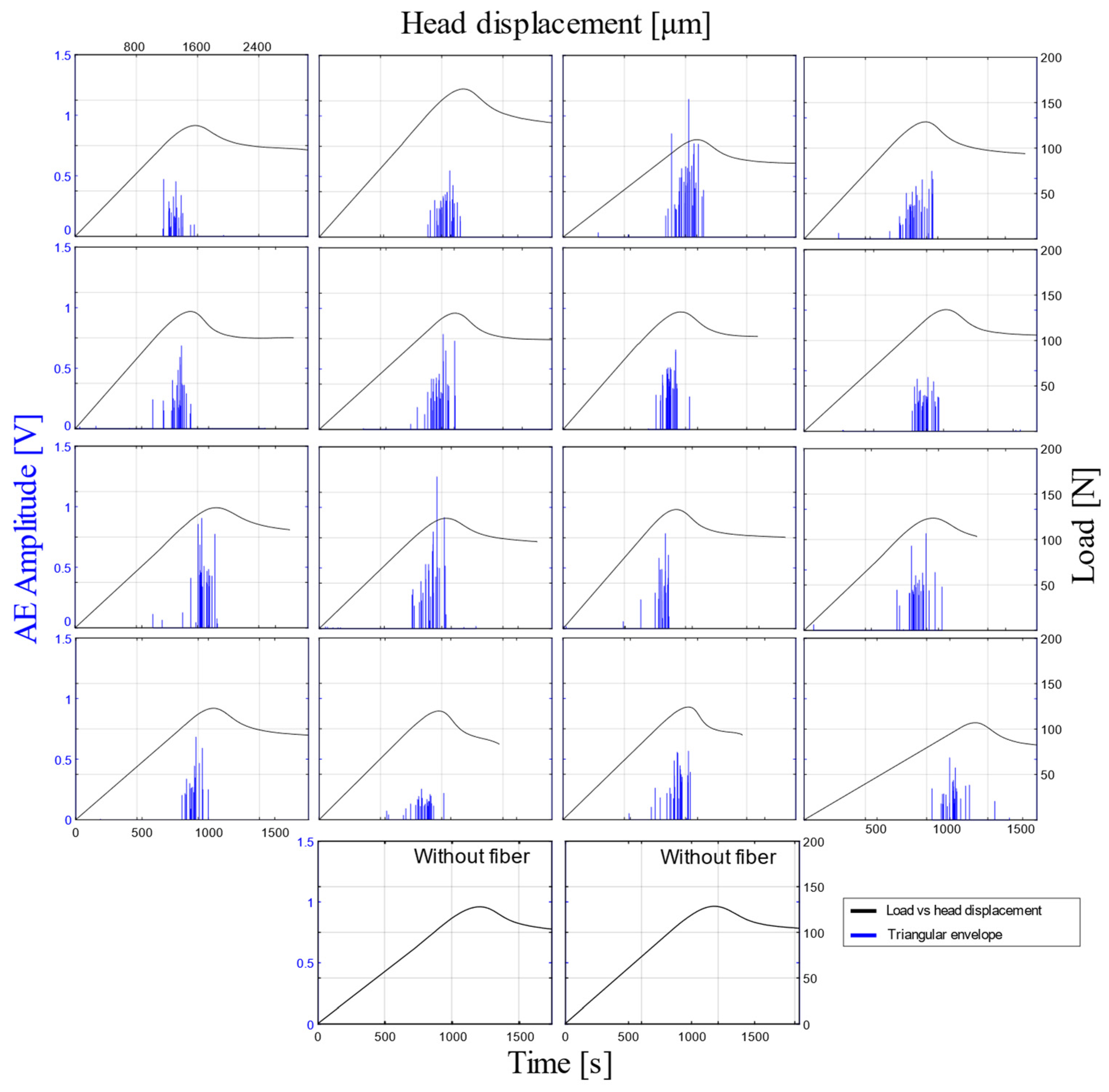
3.1. Acoustic Emission Data
3.2. Fiber Fragmentation Characterization
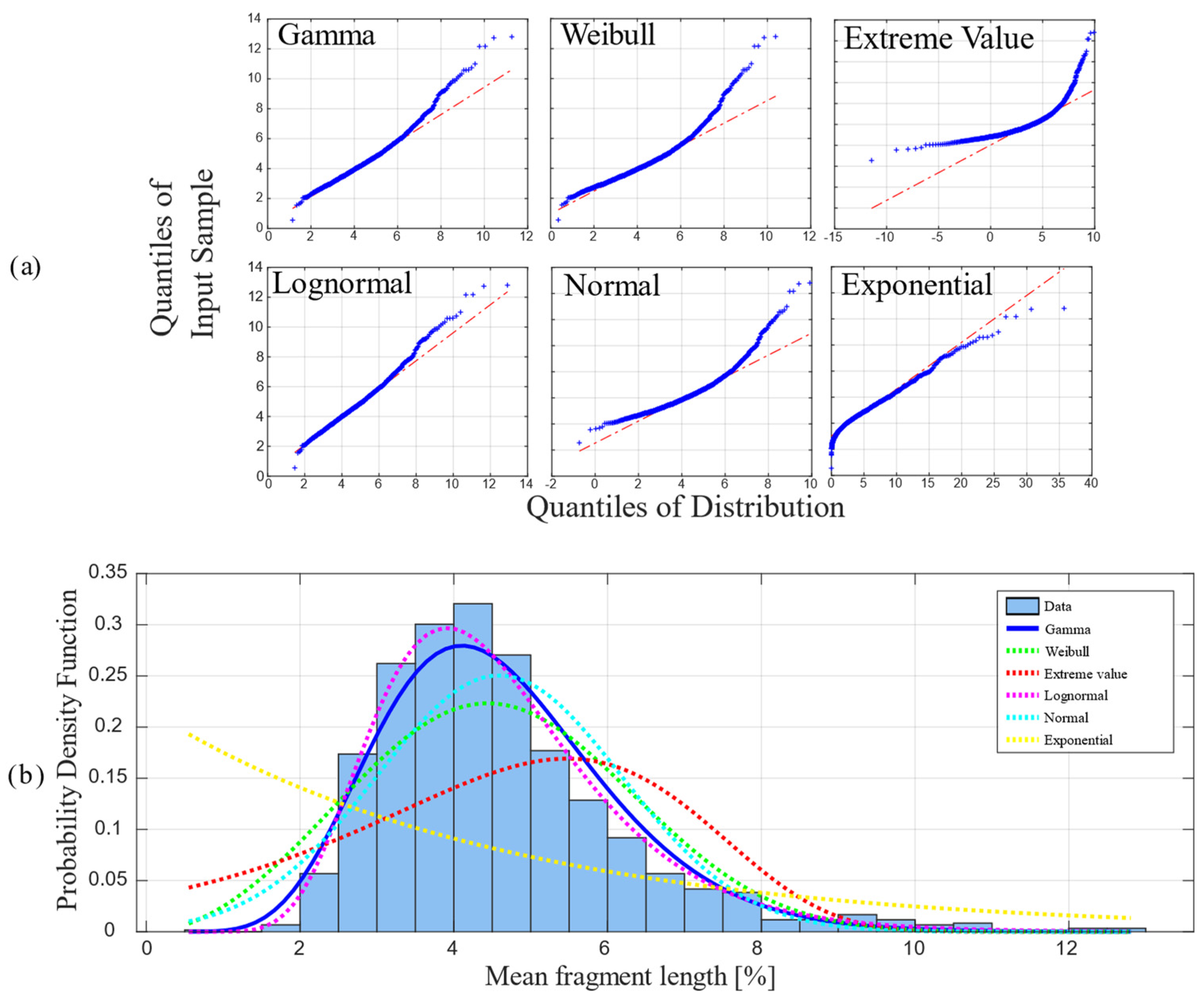
3.3. Statistical Analysis of Fragment Distribution
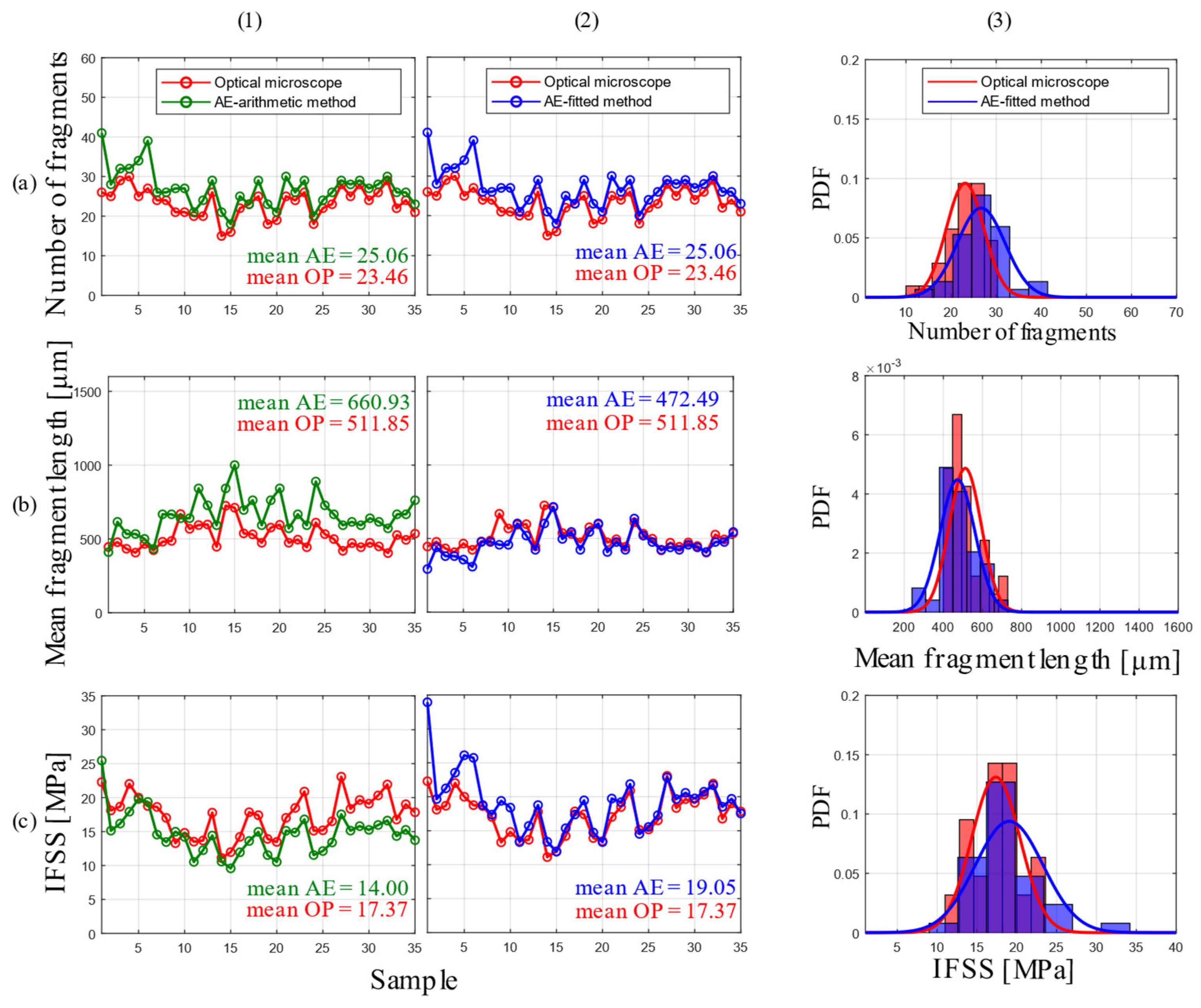
3.4. Comparison of AE and Optical Microscopy Methods
4. Conclusions
- Specimens manufactured without fiber do not exhibit AE activity in their signals. Therefore, the presence of bursts in the AE signals measured during the SFFTs is related to the fiber failure mechanisms inside the specimens.
- The fragment lengths observed in the specimens after the SFFTs follow a distribution with a positive skew. Therefore, the distributions that best fit the data are the lognormal and gamma distributions.
- A methodology is developed to estimate the average fragment length using a fitted gamma distribution based on the number of fragments measured with the AE method. The values obtained from this distribution allow the incorporation of the positive skew observed in the fragment lengths into the calculation of IFSS using AE.
- The IFSS error from the AE-arithmetic method, compared to the optical microscope method, is 30.37% at a 95% confidence level. On the other hand, the error from the AE-fitted method is 14.16% at a 95% confidence level. The AE-fitted method provides significantly better results than the AE-arithmetic method, as it considers the distribution of fragment lengths experimentally observed in the SFFTs.
- A potential source of error lies in the mounting of the AE sensor, where a mounting support is used to press the sensor against the specimen to facilitate AE detection and prevent slippage between the two elements. However, as the specimen deforms and its cross-sectional area reduces, the pressure of the support also decreases, which could cause movements detected by the sensor and introduce an error in the IFSS calculation.
- Use of multiple AE sensors: Implementing two or more AE sensors on the specimen allows locating events within the specimen through triangulation and thus estimating the length of the generated fragments. This approach could be evaluated in combination with different specimen geometries, considering the influence of sensor position on the quality of the detected signals.
- Influence of IFSS on the measured AE signal: The objective is to analyze how different adhesion levels affect the generation and burst detection. It could be evaluated whether a higher IFSS alters the AE indicators of the detected bursts, as stronger interfaces could generate different signals due to higher energy accumulation before rupture.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, L.; Jia, C.; He, J.; Zhao, F.; Fan, D.; Xing, L.; Wang, M.; Wang, F.; Jiang, Z.; Huang, Y. Interfacial characterization, control and modification of carbon fiber reinforced polymer composites. Compos. Sci. Technol. 2015, 121, 56–72. [Google Scholar] [CrossRef]
- Yao, T.T.; Wu, G.P.; Song, C. Interfacial adhesion properties of carbon fiber/polycarbonate composites by using a single-filament fragmentation test. Compos. Sci. Technol. 2017, 149, 108–115. [Google Scholar] [CrossRef]
- Zhou, J.; Li, Y.; Li, N.; Hao, X.; Liu, C. Interfacial shear strength of microwave processed carbon fiber/epoxy composites characterized by an improved fiber-bundle pull-out test. Compos. Sci. Technol. 2016, 133, 173–183. [Google Scholar] [CrossRef]
- Zheng, H.; Zhang, W.; Li, B.; Zhu, J.; Wang, C.; Song, G.; Wu, G.; Yang, X.; Huang, Y.; Ma, L. Recent advances of interphases in carbon fiber-reinforced polymer composites: A review. Compos. Part B Eng. 2022, 233, 109639. [Google Scholar] [CrossRef]
- Kim, J.K.; Mai, Y.W. (Eds.) Engineered Interfaces in Fiber Reinforced Composites; Elsevier: Amsterdam, The Netherlands, 1998. [Google Scholar]
- Lin, J.; Sun, C.; Min, J.; Wan, H.; Wang, S. Effect of atmospheric pressure plasma treatment on surface physicochemical properties of carbon fiber reinforced polymer and its interfacial bonding strength with adhesive. Compos. Part B Eng. 2020, 199, 108237. [Google Scholar] [CrossRef]
- Yokozeki, T.; Ishibashi, M.; Kobayashi, Y.; Shamoto, H.; Iwahori, Y. Evaluation of adhesively bonded joint strength of CFRP with laser treatment. Adv. Compos. Mater. 2016, 25, 317–327. [Google Scholar] [CrossRef]
- Stojcevski, F.; Hilditch, T.B.; Henderson, L.C. A comparison of interfacial testing methods and sensitivities to carbon fiber surface treatment conditions. Compos. Part A Appl. Sci. Manuf. 2019, 118, 293–301. [Google Scholar] [CrossRef]
- Yuan, H.; Zhang, S.; Lu, C.; He, S.; An, F. Improved interfacial adhesion in carbon fiber/polyether sulfone composites through an organic solvent-free polyamic acid sizing. Appl. Surf. Sci. 2013, 279, 279–284. [Google Scholar] [CrossRef]
- Wang, C.; Xia, L.; Zhong, B.; Yang, H.; Huang, L.; Xiong, L.; Huang, X.; Wen, G. Fabrication and mechanical properties of carbon fibers/lithium aluminosilicate ceramic matrix composites reinforced by in-situ growth SiC nanowires. J. Eur. Ceram. Soc. 2019, 39, 4625–4633. [Google Scholar] [CrossRef]
- Liu, Y.T.; Song, H.Y.; Yao, T.T.; Zhang, W.S.; Zhu, H.; Wu, G.P. Effects of carbon nanotube length on interfacial properties of carbon fiber reinforced thermoplastic composites. J. Mater. Sci. 2020, 55, 15467–15480. [Google Scholar] [CrossRef]
- Feng, P.; Song, G.; Li, X.; Xu, H.; Xu, L.; Lv, D.; Zhu, X.; Huang, Y.; Ma, L. Effects of different “rigid-flexible” structures of carbon fibers surface on the interfacial microstructure and mechanical properties of carbon fiber/epoxy resin composites. J. Colloid Interface Sci. 2021, 583, 13–23. [Google Scholar] [CrossRef] [PubMed]
- Tian, Y.; Zhang, H.; Zhang, Z. Influence of nanoparticles on the interfacial properties of fiber-reinforced-epoxy composites. Compos. Part A Appl. Sci. Manuf. 2017, 98, 1–8. [Google Scholar] [CrossRef]
- Yi, M.; Sun, H.; Zhang, H.; Deng, X.; Cai, Q.; Yang, X. Flexible fiber-reinforced composites with improved interfacial adhesion by mussel-inspired polydopamine and poly (methyl methacrylate) coating. Mater. Sci. Eng. C 2016, 58, 742–749. [Google Scholar] [CrossRef] [PubMed]
- Brunner, A.J.; Schwiedrzik, J.J.; Mohanty, G.; Michler, J. Fiber push-in failure in carbon fiber epoxy composites. Procedia Struct. Integr. 2020, 28, 538–545. [Google Scholar] [CrossRef]
- Nikforooz, M.; Verschatse, O.; Daelemans, L.; De Clerck, K.; Van Paepegem, W. Mixed experimental-numerical method for quantitative measurement of mode II fibre/matrix interface debonding and comparison of fibre sizings in single short fibre composites. Polym. Test. 2024, 134, 108435. [Google Scholar] [CrossRef]
- Stojcevski, F.; Hilditch, T.B.; Gengenbach, T.R.; Henderson, L.C. Effect of carbon fiber oxidization parameters and sizing deposition levels on the fiber-matrix interfacial shear strength. Compos. Part A Appl. Sci. Manuf. 2018, 114, 212–224. [Google Scholar] [CrossRef]
- Tominaga, Y.; Shimamoto, D.; Hotta, Y. Quantitative evaluation of interfacial adhesion between fiber and resin in carbon fiber/epoxy composite cured by semiconductor microwave device. Compos. Interfaces 2016, 23, 395–404. [Google Scholar] [CrossRef]
- Ahmadvash Aghbash, S.; Verpoest, I.; Swolfs, Y.; Mehdikhani, M. Methods and models for fibre–matrix interface characterisation in fibre-reinforced polymers: A review. Int. Mater. Rev. 2023, 68, 1245–1319. [Google Scholar] [CrossRef]
- Qi, G.; Zhang, B.; Yu, Y. Research on carbon fiber/epoxy interfacial bonding characterization of transverse fiber bundle composites fabricated by different preparation processes: Effect of fiber volume fraction. Polym. Test. 2016, 52, 150–156. [Google Scholar] [CrossRef]
- Stojcevski, F.; Hilditch, T.; Henderson, L.C. A modern account of Iosipescu testing. Compos. Part A Appl. Sci. Manuf. 2018, 107, 545–554. [Google Scholar] [CrossRef]
- Kelly, A.; Tyson, A.W. Tensile properties of fibre-reinforced metals: Copper/tungsten and copper/molybdenum. J. Mech. Phys. Solids 1965, 13, 329–350. [Google Scholar] [CrossRef]
- Batista, M.D.R.; Drzal, L.T. Carbon fiber/epoxy matrix composite interphases modified with cellulose nanocrystals. Compos. Sci. Technol. 2018, 164, 274–281. [Google Scholar] [CrossRef]
- Liu, Y.T.; Li, L.; Wang, J.P.; Fei, Y.J.; Liu, N.D.; Wu, G.P. Effect of carbon nanotube addition in two sizing agents on interfacial properties of carbon fiber/polycarbonate composites. New Carbon Mater. 2021, 36, 639–648. [Google Scholar] [CrossRef]
- Hamam, Z.; Godin, N.; Fusco, C.; Monnier, T. Modelling of fiber break as Acoustic Emission Source in Single Fiber Fragmentation Test: Comparison with experimental results. J. Acoust. Emiss. 2018, 35, 1–12. [Google Scholar]
- Nordstrom, R.A. Acoustic Emission Characterization of Microstructural Failure in the Single Fiber Fragmentation Test (No. 235); EMPA: Dübendorf, Switzerland, 1996. [Google Scholar]
- Park, J.M.; Kong, J.W.; Kim, J.W.; Yoon, D.J. Interfacial evaluation of electrodeposited single carbon fiber/epoxy composites by fiber fracture source location using fragmentation test and acoustic emission. Compos. Sci. Technol. 2004, 64, 983–999. [Google Scholar] [CrossRef]
- Drzal, L.T.; Rich, M.J.; Camping, J.D.; Park, W.J. Interfacial shear strength and failure mechanisms in graphite fiber composites. In Proceedings of the 35th Annual Technical Conference Reinforced Plastics; Composites Institute, The Society of the Plastics Industry, Inc.: New Orleans, LA, USA, 1980. [Google Scholar]
- Moradian, Z.; Li, B. Hit-Based Acoustic Emission Monitoring of Rock Fractures: Challenges and Solutions; Springer: Cham, Switzerland, 2017. [Google Scholar] [CrossRef]
- Leaman, F.; Niedringhaus, C.; Hinderer, S.; Nienhaus, K. Evaluation of acoustic emission burst detection methods in a gearbox under different operating conditions. J. Vib. Control 2018, 25, 895–906. [Google Scholar] [CrossRef]
- Unnthorsson, R. Hit Detection and Determination in AE Bursts; IntechOpen: London, UK, 2013. [Google Scholar] [CrossRef]
- Feih, S.; Wonsyld, K.; Minzari, D.; Westermann, P.; Lilholt, H. Testing Procedure for the Single Fiber Fragmentation Test; Risø National Laboratory: Roskilde, Denmark, 2004. [Google Scholar]
- Kim, B.W.; Nairn, J.A. Observations of fiber fracture and interfacial debonding phenomena using the fragmentation test in single fiber composites. J. Compos. Mater. 2002, 36, 1825–1858. [Google Scholar] [CrossRef]
- Vautey, P.; Favre, J.P. Fibre/matrix load transfer in thermoset and thermoplastic composites—Single fibre models and hole sensitivity of laminates. Compos. Sci. Technol. 1990, 38, 271–288. [Google Scholar] [CrossRef]
- Liu, F.; Shi, Z.; Dong, Y. Improved wettability and interfacial adhesion in carbon fibre/epoxy composites via an aqueous epoxy sizing agent. Compos. Part A Appl. Sci. Manuf. 2018, 112, 337–345. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number of Fragments | AE Method Mean Fragment Length [%] | Number of Fragments | AE Method Mean Fragment Length [%] | ||
|---|---|---|---|---|---|
| Arithmetic Mean | Fitted Distribution | Arithmetic Mean | Fitted Distribution | ||
| 1 | 100.00 | 100.00 | 21 | 4.76 | 3.41 |
| 2 | 50.00 | 35.81 | 22 | 4.55 | 3.24 |
| 3 | 33.33 | 23.84 | 23 | 4.35 | 3.10 |
| 4 | 25.00 | 17.91 | 24 | 4.17 | 2.98 |
| 5 | 20.00 | 14.31 | 25 | 4.00 | 2.86 |
| 6 | 16.67 | 11.91 | 26 | 3.85 | 2.75 |
| 7 | 14.29 | 10.19 | 27 | 3.70 | 2.65 |
| 8 | 12.50 | 8.93 | 28 | 3.57 | 2.55 |
| 9 | 11.11 | 7.94 | 29 | 3.45 | 2.47 |
| 10 | 10.00 | 7.13 | 30 | 3.33 | 2.38 |
| 11 | 9.09 | 6.49 | 31 | 3.23 | 2.30 |
| 12 | 8.33 | 5.98 | 32 | 3.13 | 2.23 |
| 13 | 7.69 | 5.49 | 33 | 3.03 | 2.17 |
| 14 | 7.14 | 5.09 | 34 | 2.94 | 2.10 |
| 15 | 6.67 | 4.76 | 35 | 2.86 | 2.05 |
| 16 | 6.25 | 4.47 | 36 | 2.78 | 1.99 |
| 17 | 5.88 | 4.20 | 37 | 2.70 | 1.93 |
| 18 | 5.56 | 3.96 | 38 | 2.63 | 1.88 |
| 19 | 5.26 | 3.76 | 39 | 2.56 | 1.83 |
| 20 | 5.00 | 3.58 | 40 | 2.50 | 1.79 |
| IFSS Error [%] | |||
|---|---|---|---|
| AE-Fitted Method | AE-Arithmetic Method | ||
| Mean Individual Error | 10.42 | 22.36 | |
| Confidence interval | 50% | 10.52 | 22.57 |
| 75% | 11.80 | 25.32 | |
| 95% | 14.16 | 30.37 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Romero, F.; Méndez, F.; González, J.; Tuninetti, V.; Medina, C.; Valin, M.; Valin, J.; Salas, A.; Vicuña, C. Acoustic Emission-Based Method for IFSS Characterization in Single-Fiber Fragmentation Tests. Appl. Sci. 2025, 15, 4517. https://doi.org/10.3390/app15084517
Romero F, Méndez F, González J, Tuninetti V, Medina C, Valin M, Valin J, Salas A, Vicuña C. Acoustic Emission-Based Method for IFSS Characterization in Single-Fiber Fragmentation Tests. Applied Sciences. 2025; 15(8):4517. https://doi.org/10.3390/app15084517
Chicago/Turabian StyleRomero, Felipe, Franco Méndez, Javiera González, Víctor Tuninetti, Carlos Medina, Meylí Valin, José Valin, Alexis Salas, and Cristián Vicuña. 2025. "Acoustic Emission-Based Method for IFSS Characterization in Single-Fiber Fragmentation Tests" Applied Sciences 15, no. 8: 4517. https://doi.org/10.3390/app15084517
APA StyleRomero, F., Méndez, F., González, J., Tuninetti, V., Medina, C., Valin, M., Valin, J., Salas, A., & Vicuña, C. (2025). Acoustic Emission-Based Method for IFSS Characterization in Single-Fiber Fragmentation Tests. Applied Sciences, 15(8), 4517. https://doi.org/10.3390/app15084517