3.1. Asphalt Mixture Test Results
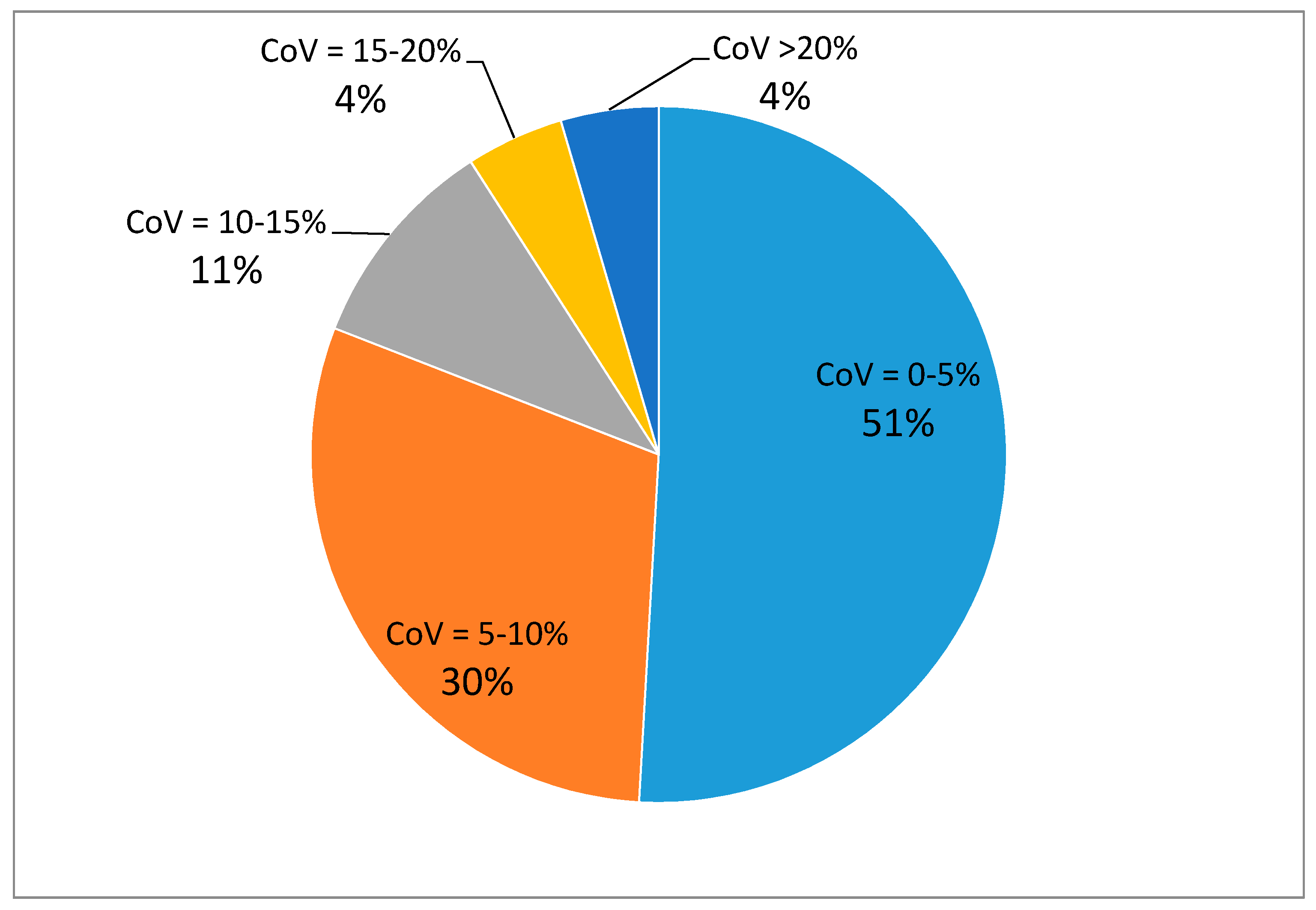
The coefficient of variation (CoV = standard deviation/mean) of the complex modulus value was used to evaluate the variability of test data and the repeatability of the testing method. The variability of the dynamic modulus value obtained in this study is shown in
Figure 6. In general, 81% of the dynamic modulus values showed CoVs below 10%. Only 4% and 4% of data showed CoVs of 15–20% and greater than 20%, respectively, with the highest CoV value being 23%. According to AASHTO T342-11 (2015) [
28], the estimated accuracy of dynamic modulus for two replicates and three LVDTs per specimen was 13.1%. Thus, the test data appeared to be sufficiently consistent and reproducible in this study.
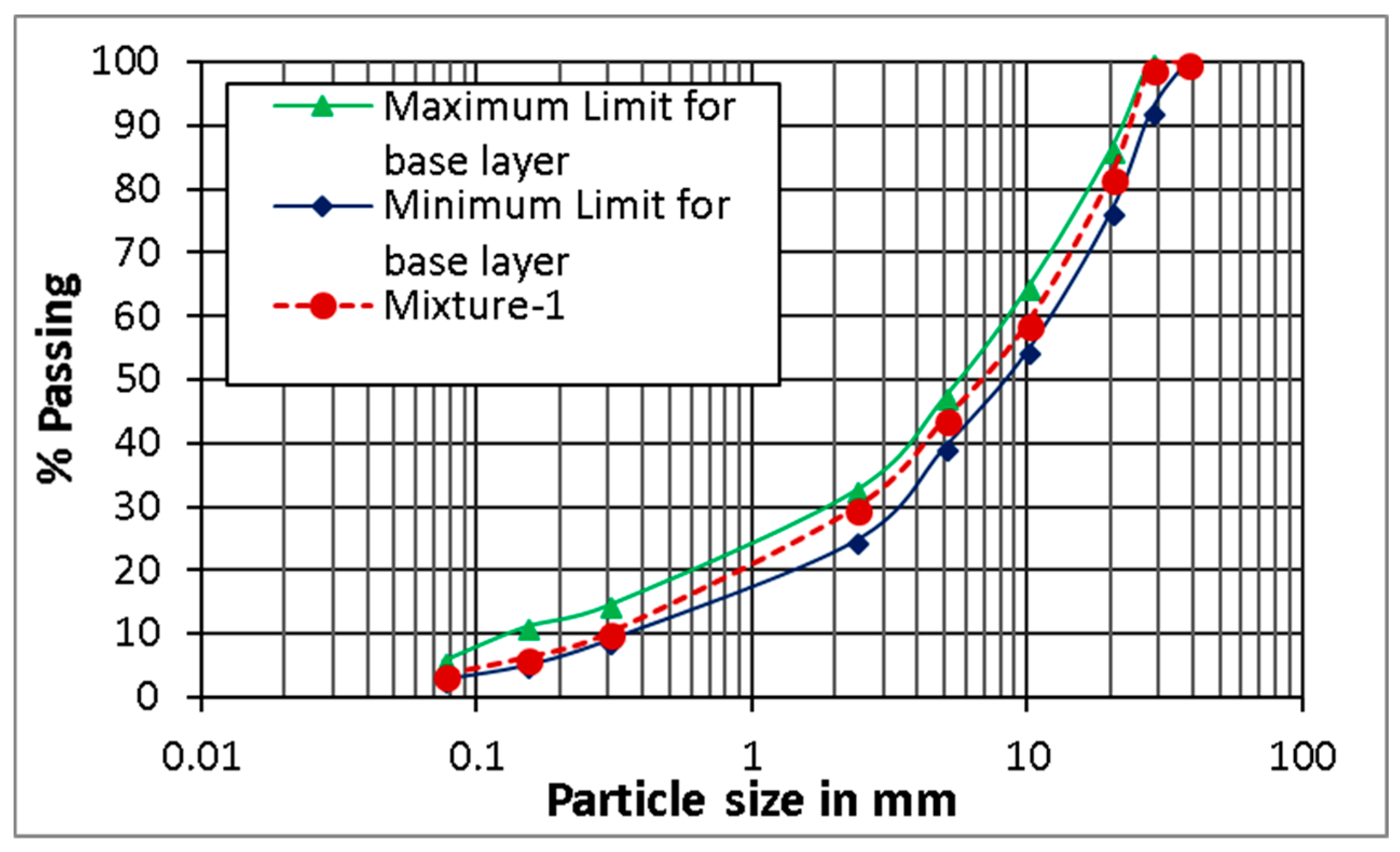
Table 3 shows the summary of average dynamic modulus test results on the base mixture with an unmodified binder (mixture 1) collected from the field and prepared in the laboratory for different aging conditions. As one would expect, the dynamic modulus values increased when the samples were subjected to higher aging temperatures and durations. For example, when the aging duration increased from 2 to 4 h at 135 °C, the dynamic modulus at 1 Hz frequency increased from 17,416 to 20,677 MPa, 5606 to 7823 MPa, and 622 to 914 MPa for tests at 4, 20, and 40 °C, respectively. The phase angle had a decreasing trend with the increase in aging duration. However, at high temperatures and very low frequencies (e.g., 0.01 and 0.1 HZ at 40 °C), there was no clear trend. This could be due to the aggregate interlock effects at high temperatures [
33].
A master curve was constructed for each set of specimens at a reference temperature of 20 °C. The goodness of fit statistics,
Se/
Sy (standard error of estimate/standard deviation), and coefficient of correlation (
R2) of the master curves were in the range of 0.03–0.09 and 0.98–0.99, respectively. This indicates that the correlation between the laboratory-measured modulus and master curve fit equation was very good and rated as excellent according to the criteria (i.e.,
Se/
Sy < 0.35 and
R2 > 0.9) used by Pellinen and Witczak [
34].
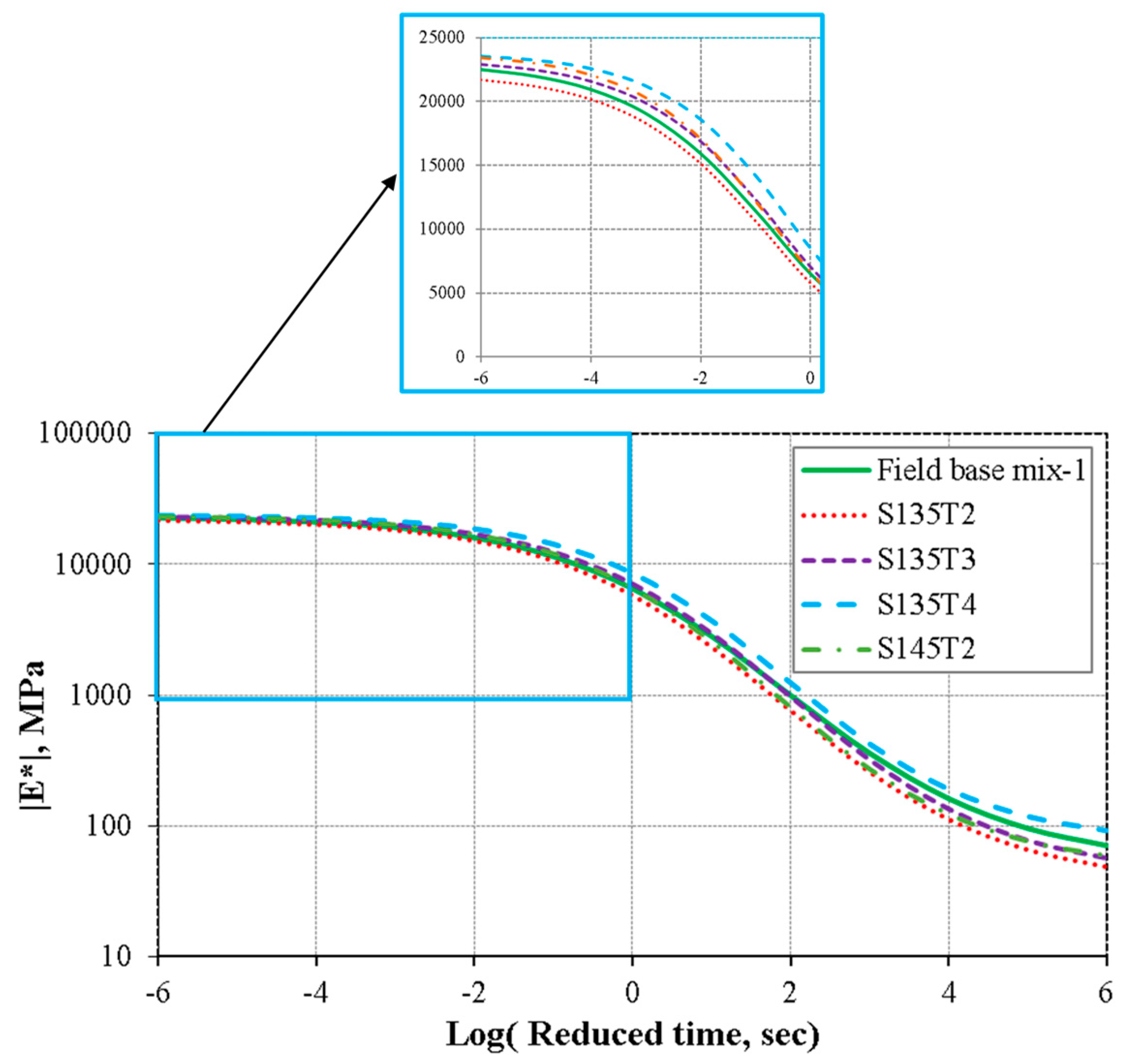
Field base mixtures and laboratory-prepared mixtures were compared to develop the short-term aging protocol based on dynamic modulus values.
Figure 7 shows the comparison between the master curves for field and laboratory mixtures for different aging conditions. For the high-temperature/low-frequency region (right-hand side of the graph), the field mixture master curve lay between the master curves of the laboratory specimens conditioned at 135 °C for 3 and 4 h (see
Table 3 and
Figure 7). Therefore, it may seem that the short-term aging protocol for the field loose mixture lay between 3 and 4 h of conditioning at 135 °C in a forced draft oven. However, it was found that the short-term aging protocol lay between 2 and 3 h for the low-temperature/high-frequency region (see inset photo in linear scale |
E*| value).
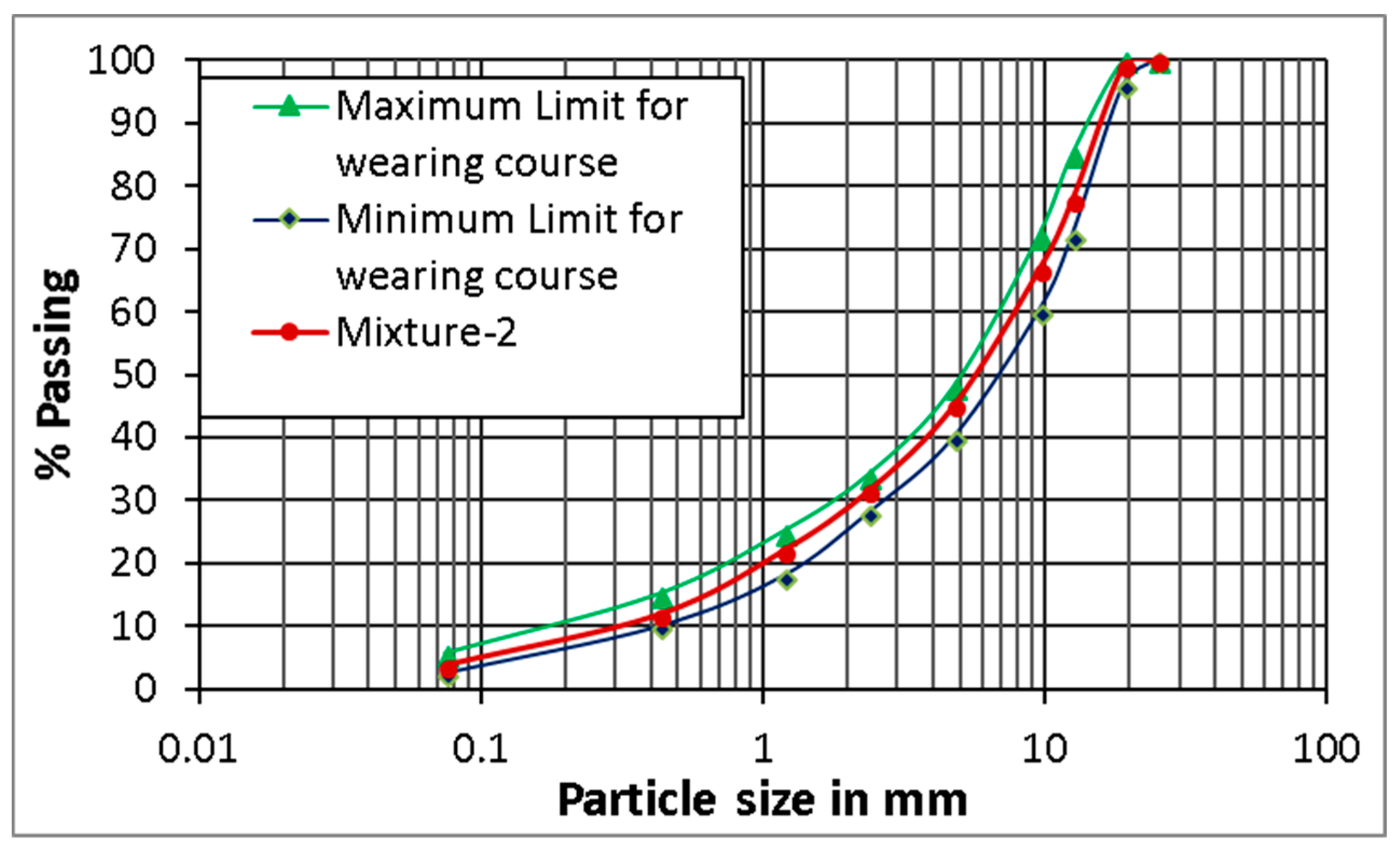
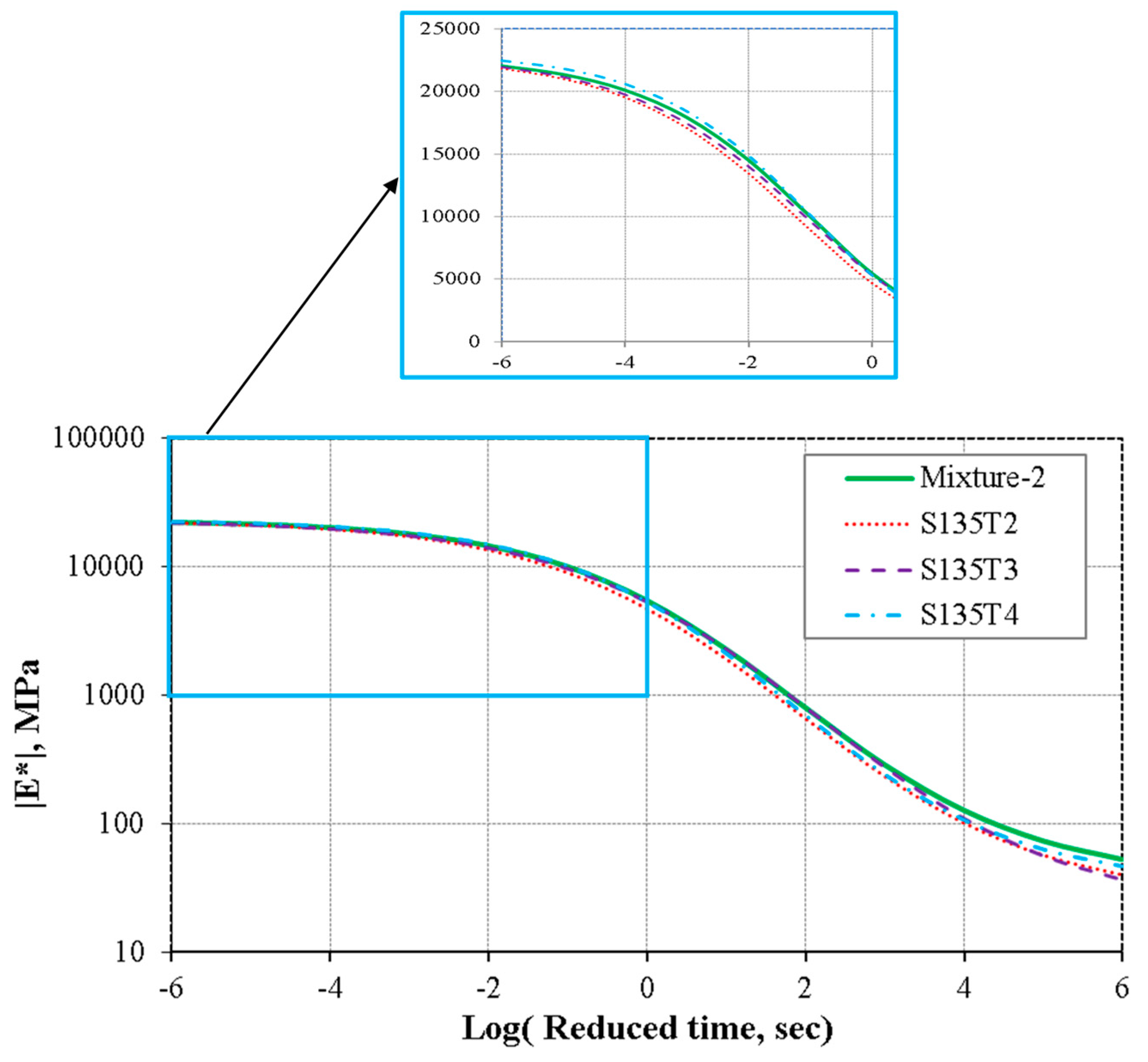
For the loose mixtures from the plant (mix 2), a similar increase in the dynamic modulus with an increase in the conditioning time was observed, as shown in
Table 4. For the plant wearing mixture, the short-term aging protocol at 135 °C lay close to 4 h for the high-temperature/low-frequency region (see
Table 4 and
Figure 8) and between 3 and 4 h of conditioning at 135 °C for the low-temperature/high-frequency region (see inset photo).
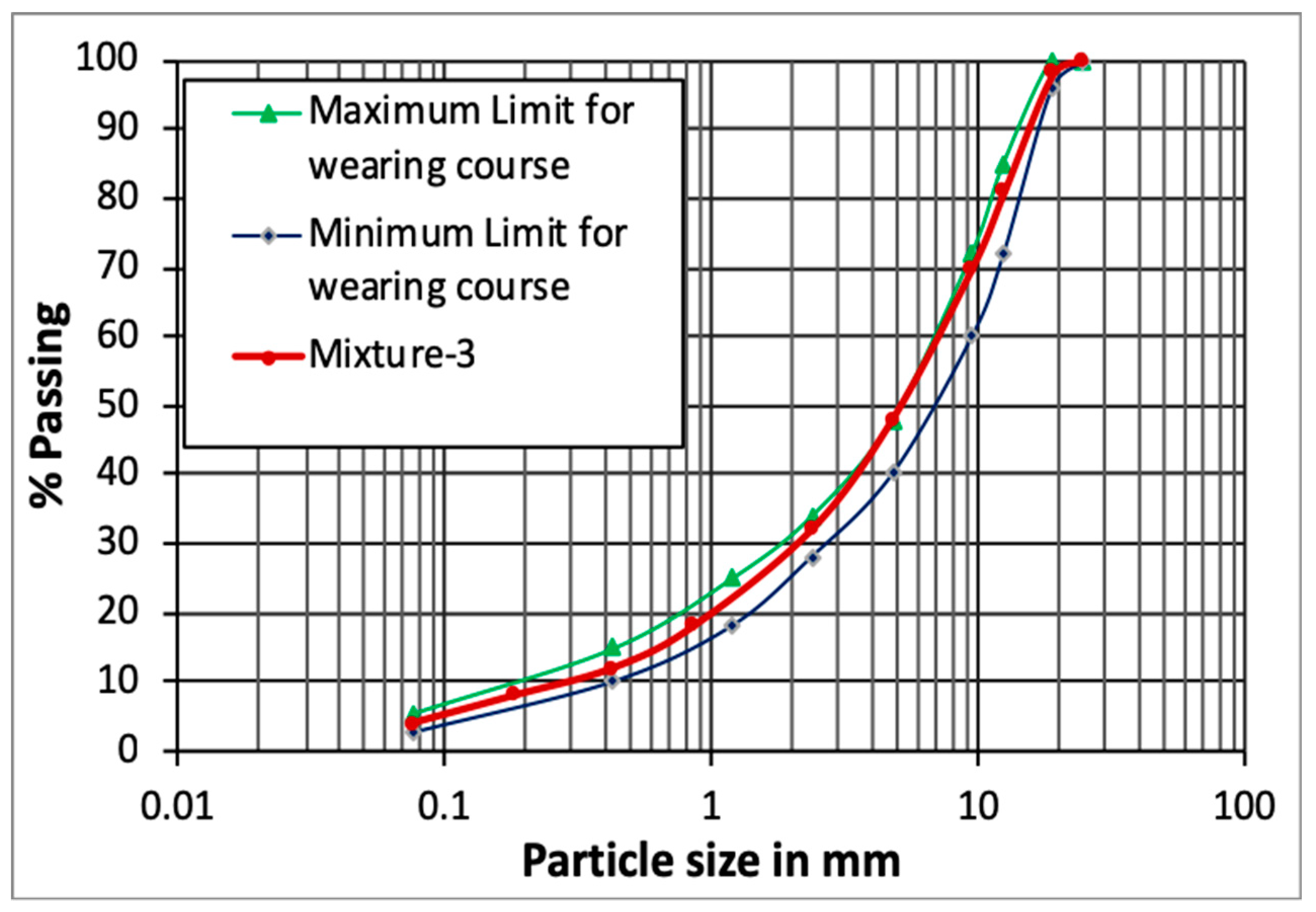
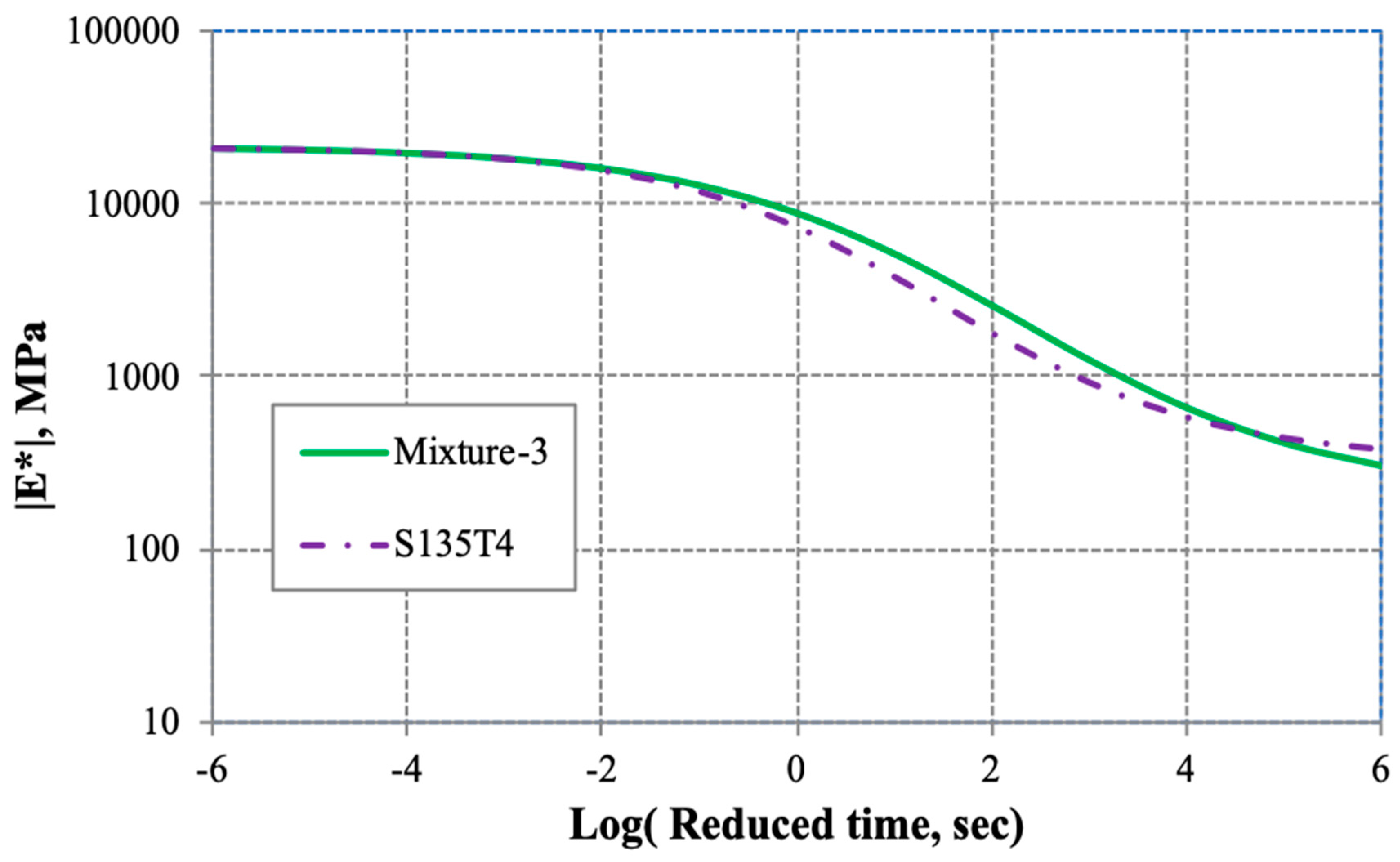
For mixture 3, the laboratory mixture was conditioned at 135 °C for 4 h and was found to be adequate to simulate the wearing mixture with the modified binder collected from the site, as seen in
Table 5 and
Figure 9.
The field mixtures collected from the construction site were expected to be aged slightly higher compared with the plant wearing mix since the former mixture was subjected to elevated temperatures for a longer time due to hauling from the plant to the site. However, this was not reflected in the dynamic modulus test results. The short-term aging protocol for the unmodified plant mixture 2 was slightly higher than that for the unmodified field base mixture 1. Aggregate gradation was different between the two mixtures and, thus, the difference in mix design could be a reason for the different extents of aging in the mixtures. Moreover, mixture 3 showed 4 h of duration to simulate the short-term aging yet with a different aggregate gradation and modified binder. In summary, for the three mixtures studied in this work, the short-term aging protocol was found to be mostly close to 4 h of conditioning at 135 °C. To further investigate and validate the protocol, a binder study was also undertaken.
3.2. Binder Test Results
Recovered binders were tested to evaluate their rheological properties. Binder testing included rotational viscosity (ASTM D 4402-13, 2013) [
35], a performance grading (PG) test (AASHTO T 315, 2012) [
36], and multiple stress creep and recovery (MSCR) tests (AASHTO T350, 2014) [
37] by a dynamic shear rheometer (DSR). The same tests were also conducted on original binders (OB) and rolling thin film oven (RTFO)-conditioned samples.
The binder test results for the unmodified and modified mixtures are summarized in
Table 6 and
Table 7, respectively. The original binder was subjected to RTFO at 163 °C for 85 min. The RTFO-conditioned samples were tested and compared with those recovered from field and plant mixtures. As can be seen in
Table 6 and
Table 7, the RTFO-conditioned binder closely simulated the binder recovered from mixtures 1–3. It is also noted from
Table 6 and
Figure 10 and
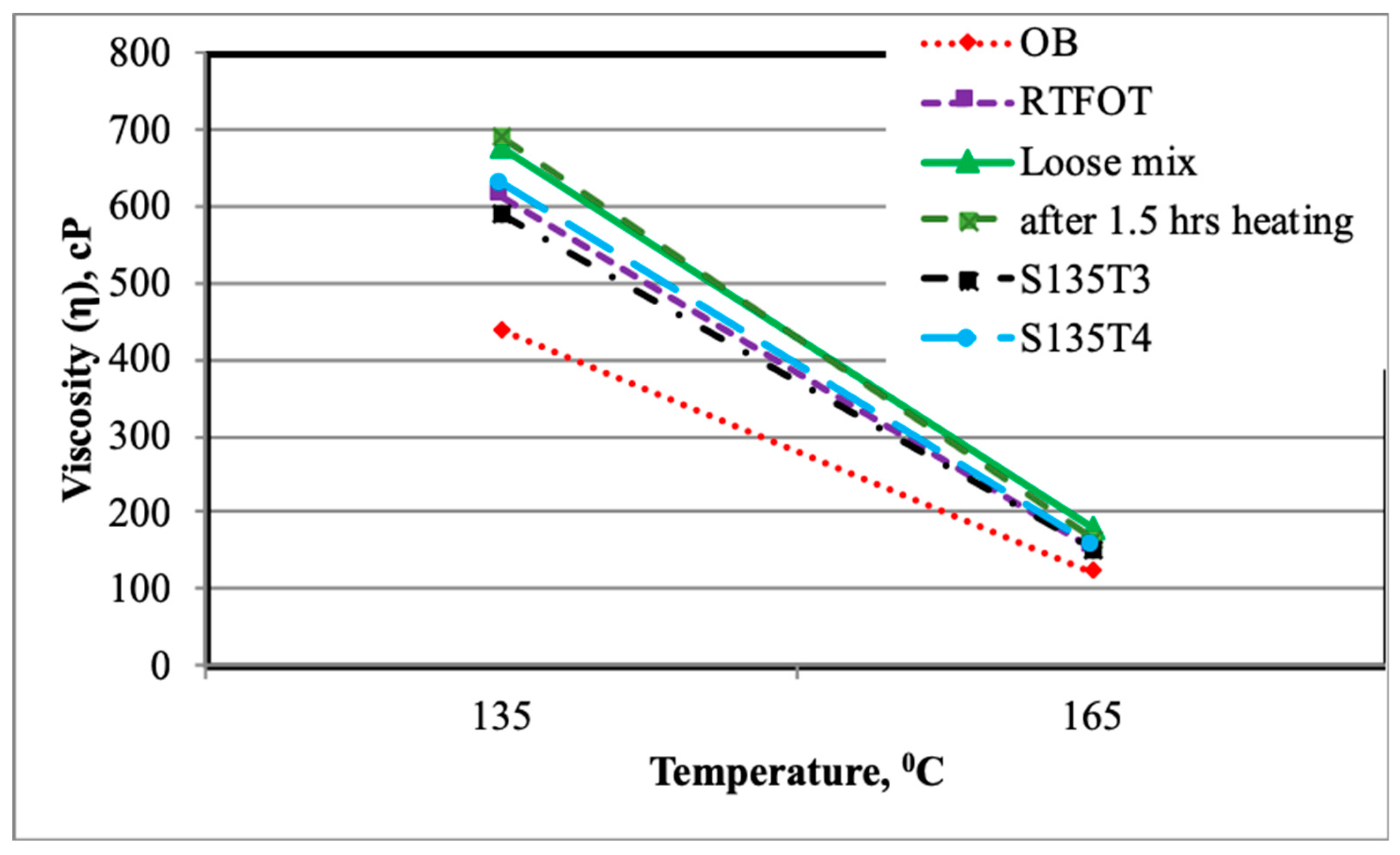
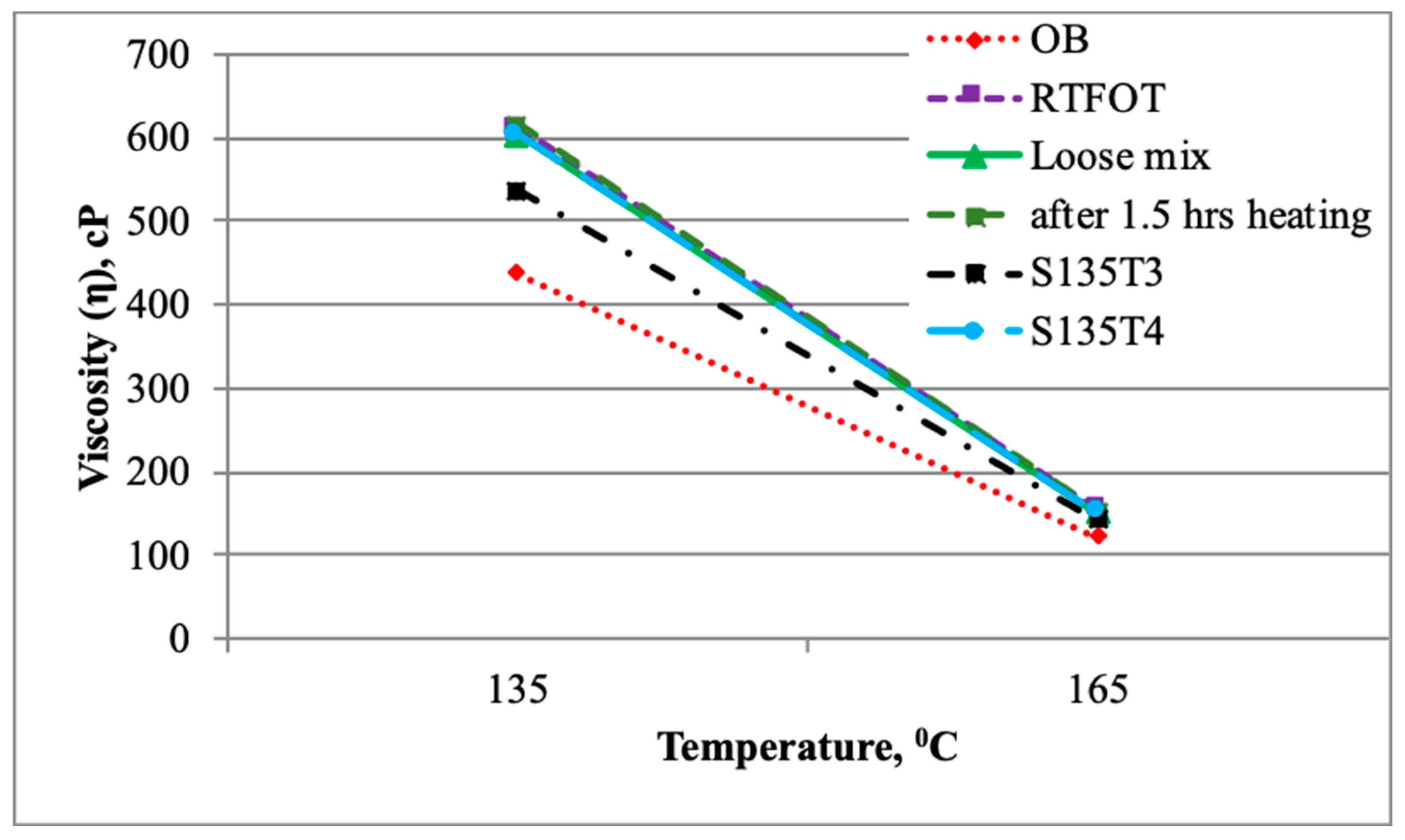
Figure 11 that heating the mixtures for 1.5 h prior to compaction did not affect the properties of the binder much. Therefore, the loose mixtures collected from the field/plant were not subjected to any unwanted additional aging (i.e., minimal heating for warming purpose only) in the laboratory due to handling and processing.
Unmodified binders recovered from the field base mixture (mixture 1) had higher viscosity values at 135 and 165 °C compared with those recovered from the plant wearing mixture (mixture 2). This could be due to the fact that mixture 1 was collected from the construction site, whereas mixture 2 was from the asphalt plant. Hence, the additional time required during transportation and laying of the mixture at elevated temperatures contributed to further aging the binder.
In the PG system, a binder is aged in the RTFO and tested in DSR to check its rutting potential. The purpose of the test is to determine the changes that would take place to an asphalt binder after it is subjected to heat and oxygen at the HMA plant and in the paving process. The test is conducted at high temperatures, usually the pavement’s maximum temperature. It passes the test against rutting if the value of G*/sinδ is greater than 2.2 kPa. The test is conducted at a certain temperature and if it passes at that temperature, then another temperature (generally low to high) is selected and continued until the binder fails the criteria for rutting resistance. The maximum temperature for which the criterion is met is the true-grade high temperature.
On the other hand, the RTFO-aged binder is further aged in PAV and tested in DSR at intermediate temperatures to check its fatigue resistance. If the value of G*sinδ is less than 5000 kPa, the binder is believed to perform satisfactorily against fatigue cracking. This test is conducted from high to low until the PG criteria for fatigue (i.e., G*sinδ > 5000 kPa) is reached. The lowest temperature for which the criterion is met is the true-grade intermediate temperature.
Due to aging, the binder becomes stiffer and, hence, the resistance to rutting (i.e., G*/sinδ) is increased. Here, the true-grade intermediate temperature of the mixture 1 binder increased in comparison with mixture 2, which indicates lesser resistance against fatigue. The MSCR test results also showed a high value of nonrecoverable compliance (Jnr) for the mixture 2 binder in comparison with mixture 1, which indicates a higher level of aging of the mixture 1 binder.
Brookfield viscosity results of binders recovered from mixtures 1 and 2 showed that the viscosity increased with the increase of the duration of short-term aging as presented in
Table 6 and
Figure 10 and
Figure 11. The results also demonstrated that conditioning asphalt mixtures (mixtures 1 and 2) for 4 h at 135 °C was the closest condition to the viscosity results of asphalt binders extracted from loose mixtures (
Figure 10 and
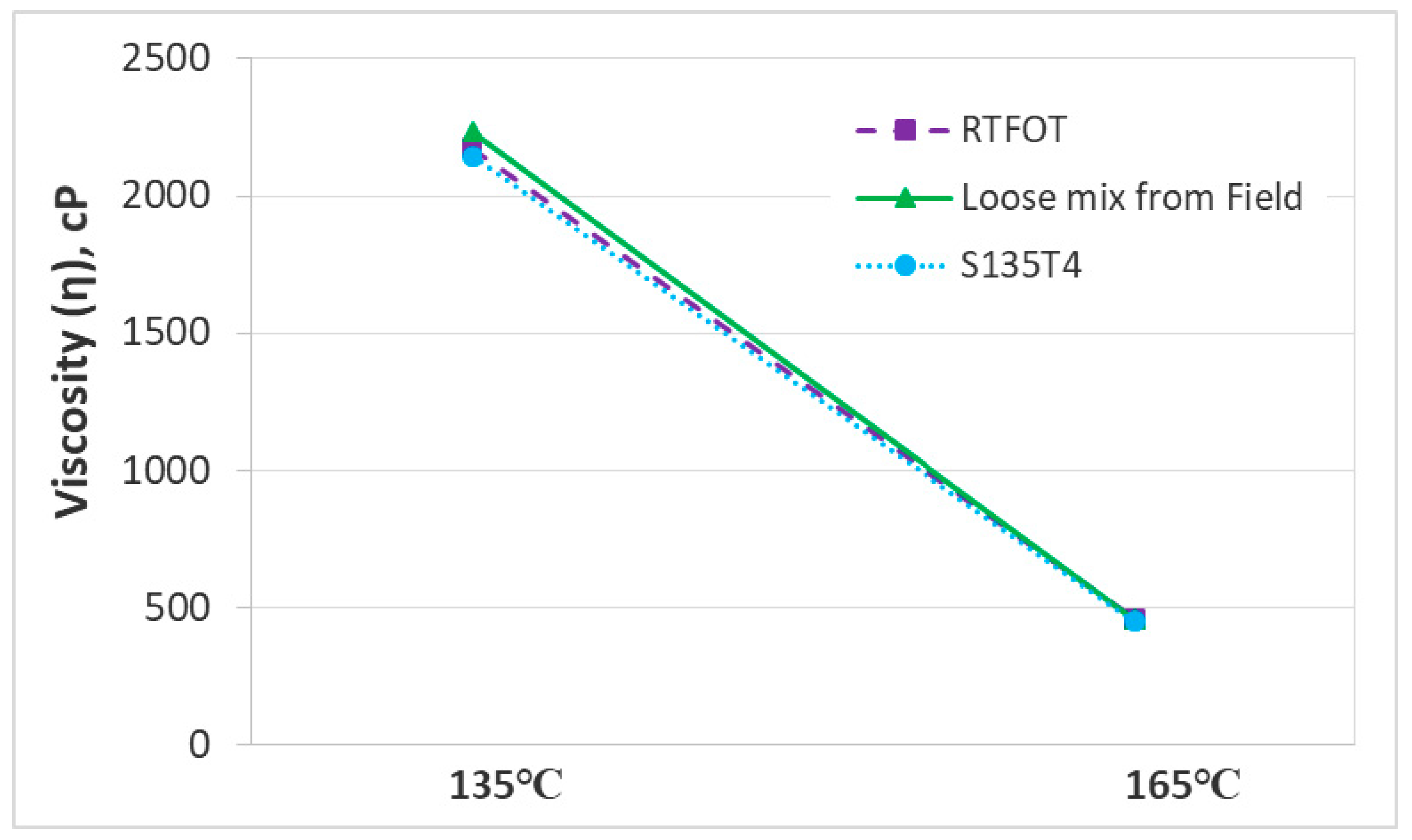
Figure 11). Furthermore, the true PG and MSCR test results showed that the conditioning mixtures at the same conditions at 135 °C for 4 h were close to those of loose mixtures, especially for mixture 2, while it was slightly off for mixture 1. A very similar result was obtained for mixture 3, that is, 4 h of conditioning the lab mixture closely simulated the RTFO-aged binder and the mixture from the field (
Figure 12). Therefore, considering the results of the mechanical properties (dynamic modulus) and binder tests, conditioning asphalt mixtures at 135 °C for 4 h can adequately simulate the short-term aging of most asphalt mixtures used in the State of Qatar.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}