Expulsion Identification in Resistance Spot Welding by Electrode Force Sensing Based on Wavelet Decomposition with Multi-Indexes and BP Neural Networks


Abstract
:1. Introduction
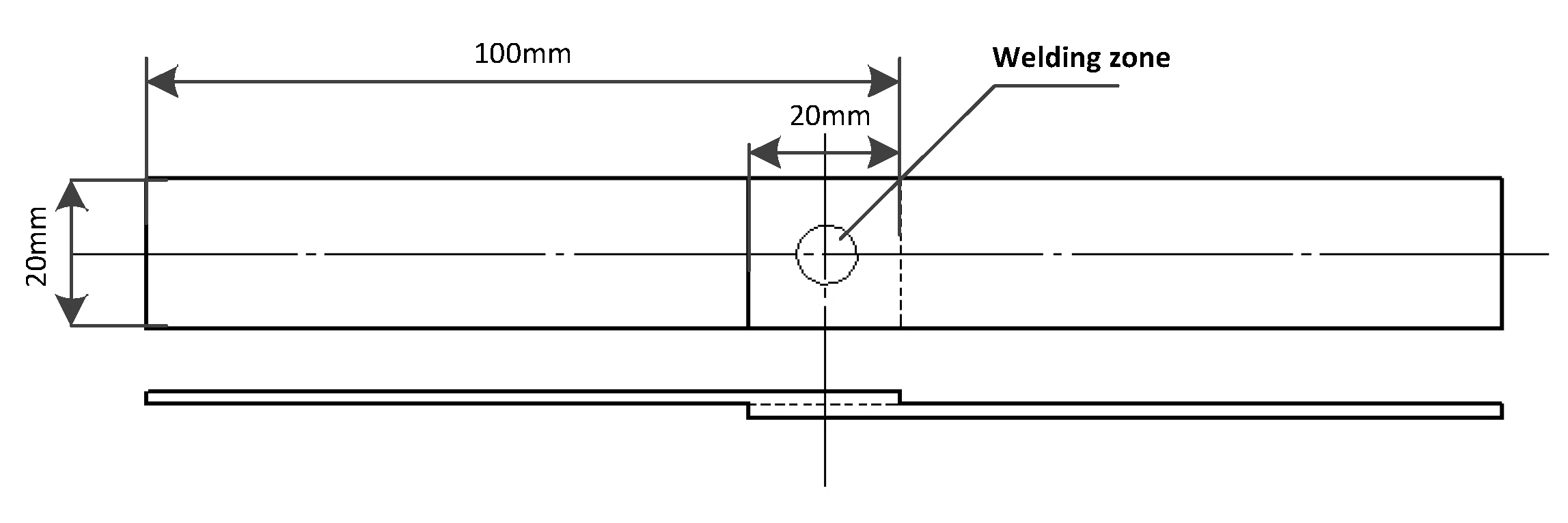
2. Materials and Methods
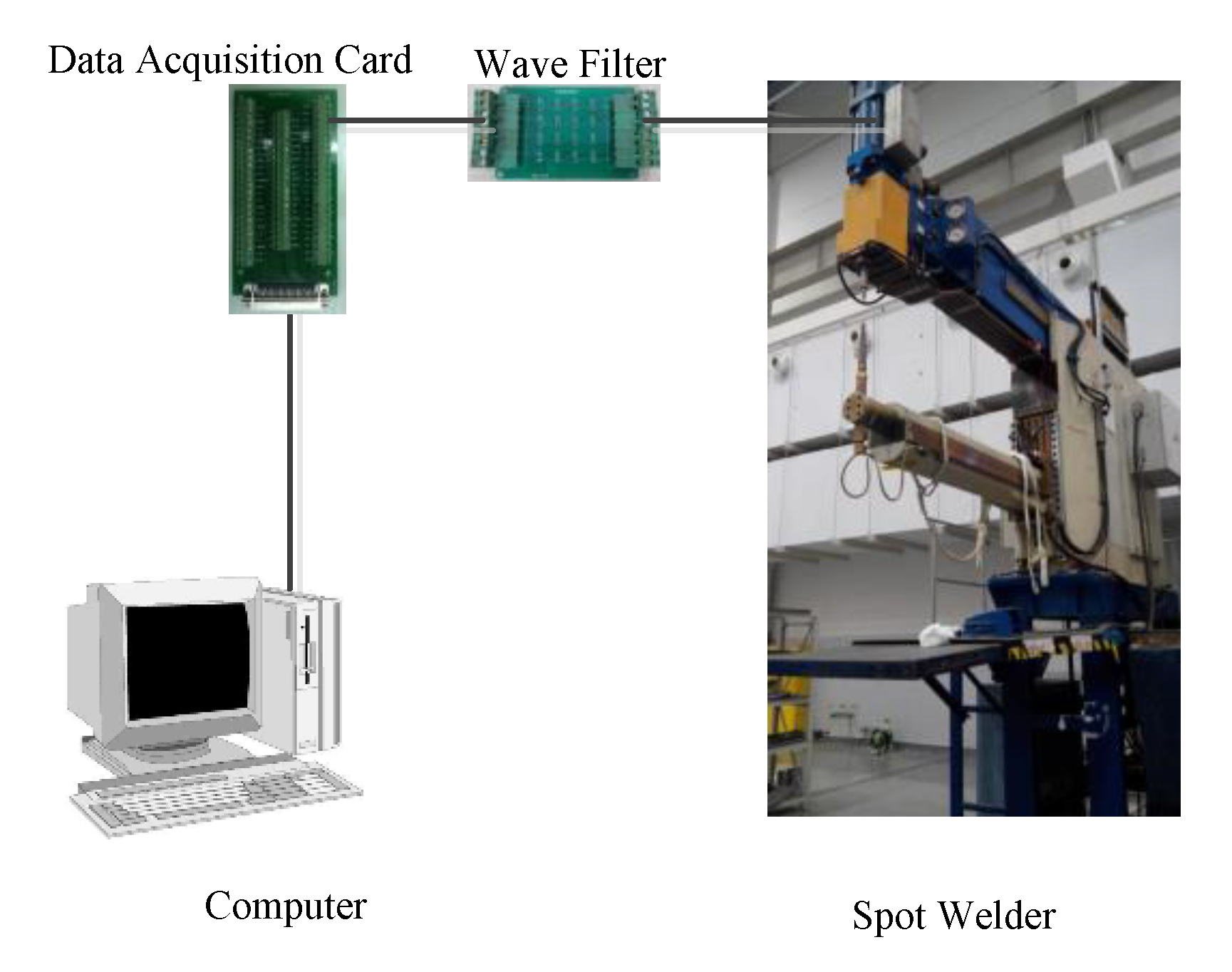
2.1. Signal Acquisition System
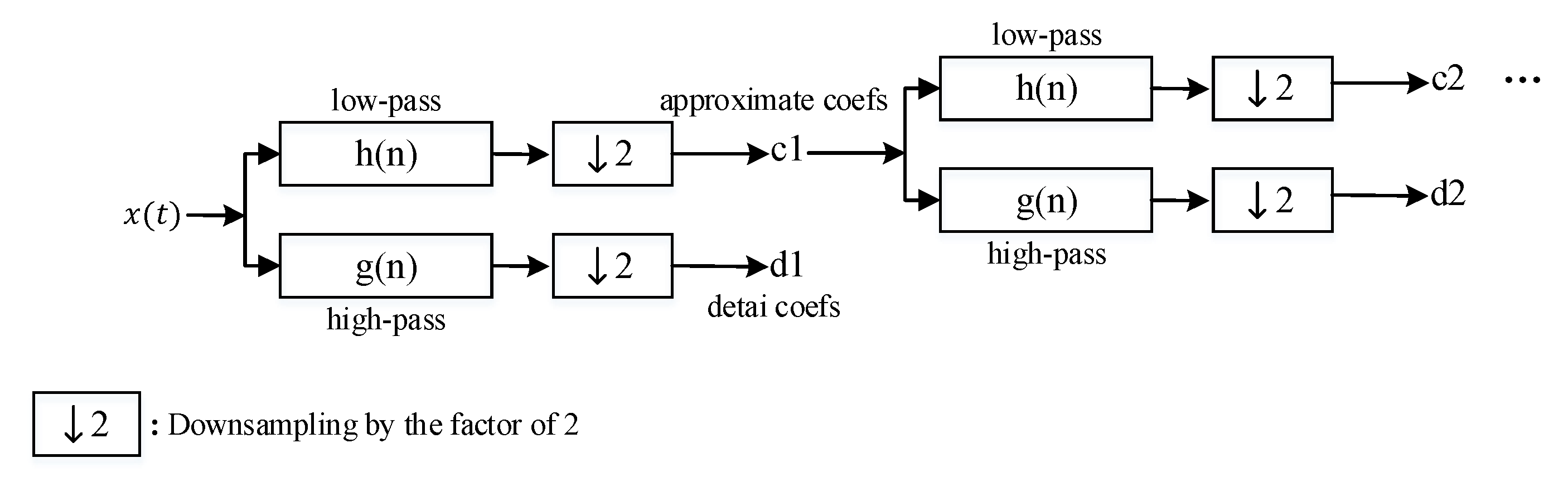
2.2. Signal Processing System
3. Results and Discussions
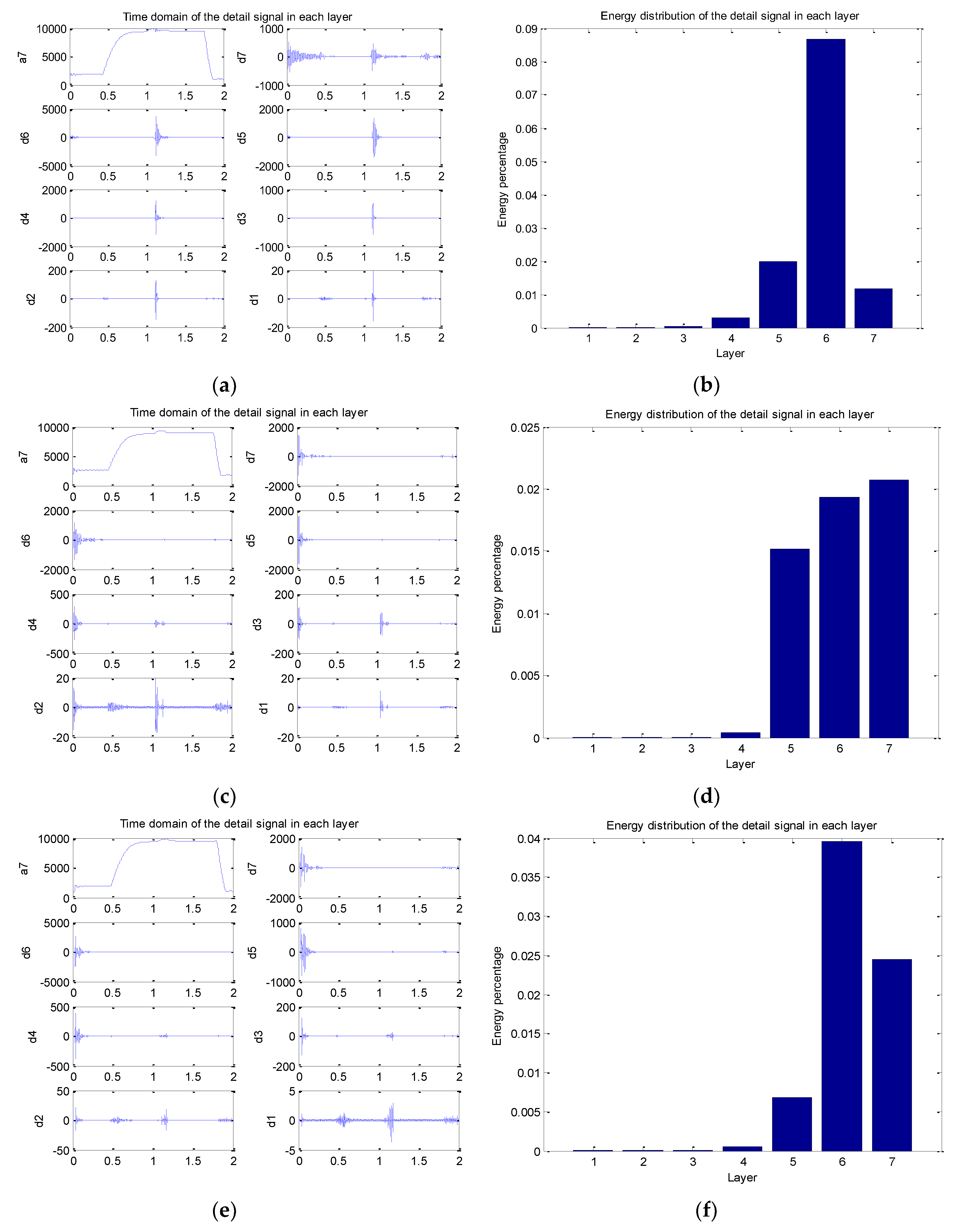
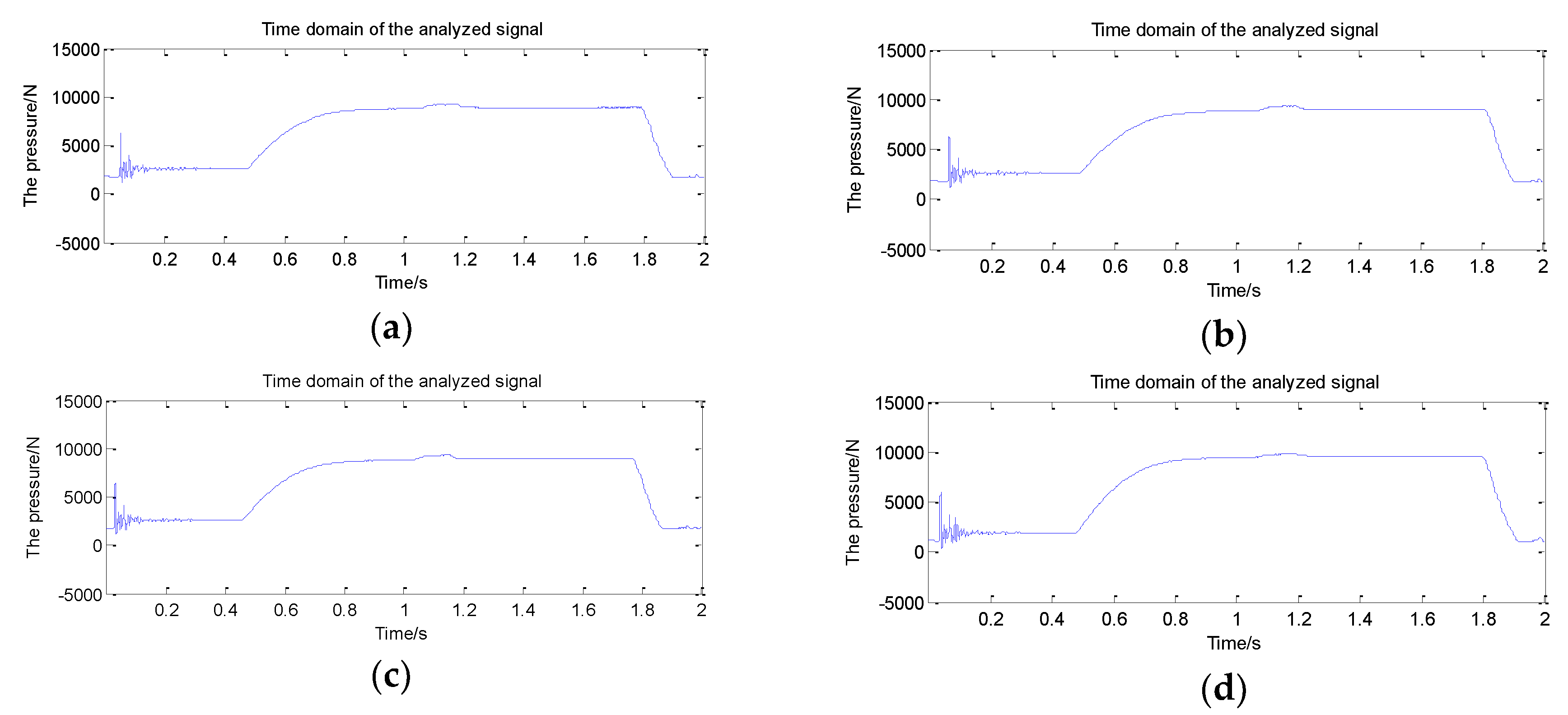
3.1. Signal Processing
3.2. The Target Signal Selection
3.3. Characteristic Indexes of the Target Signal
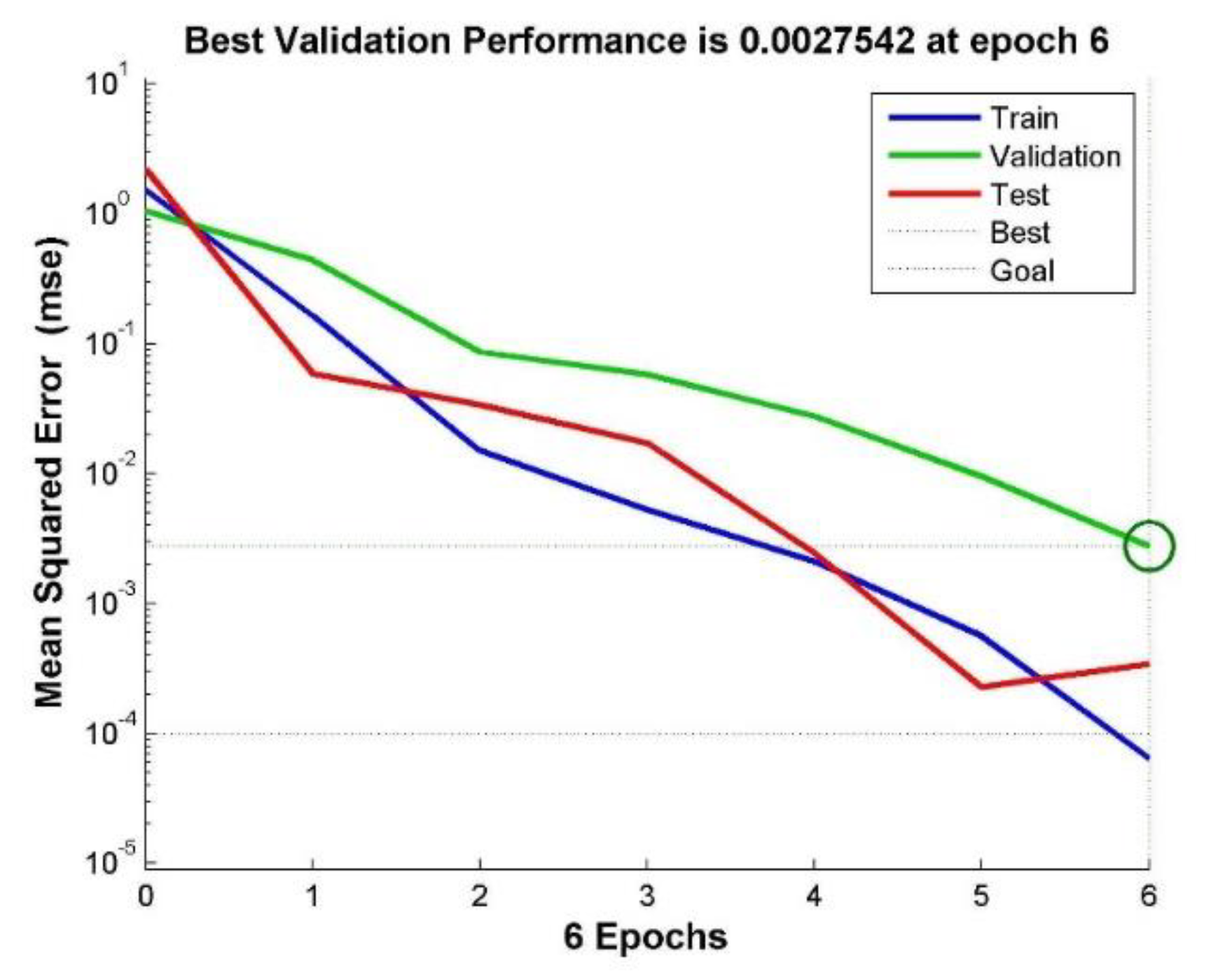
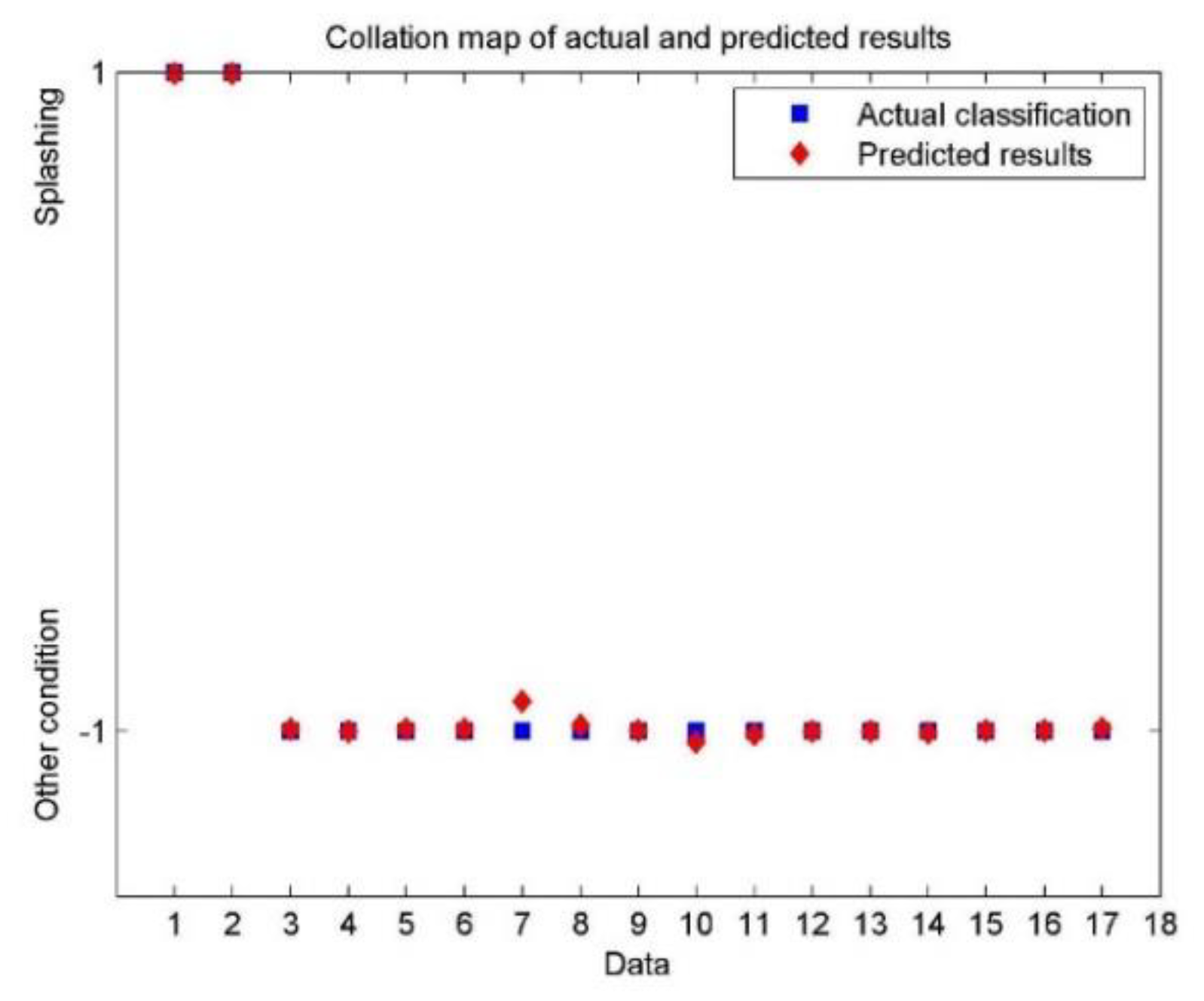
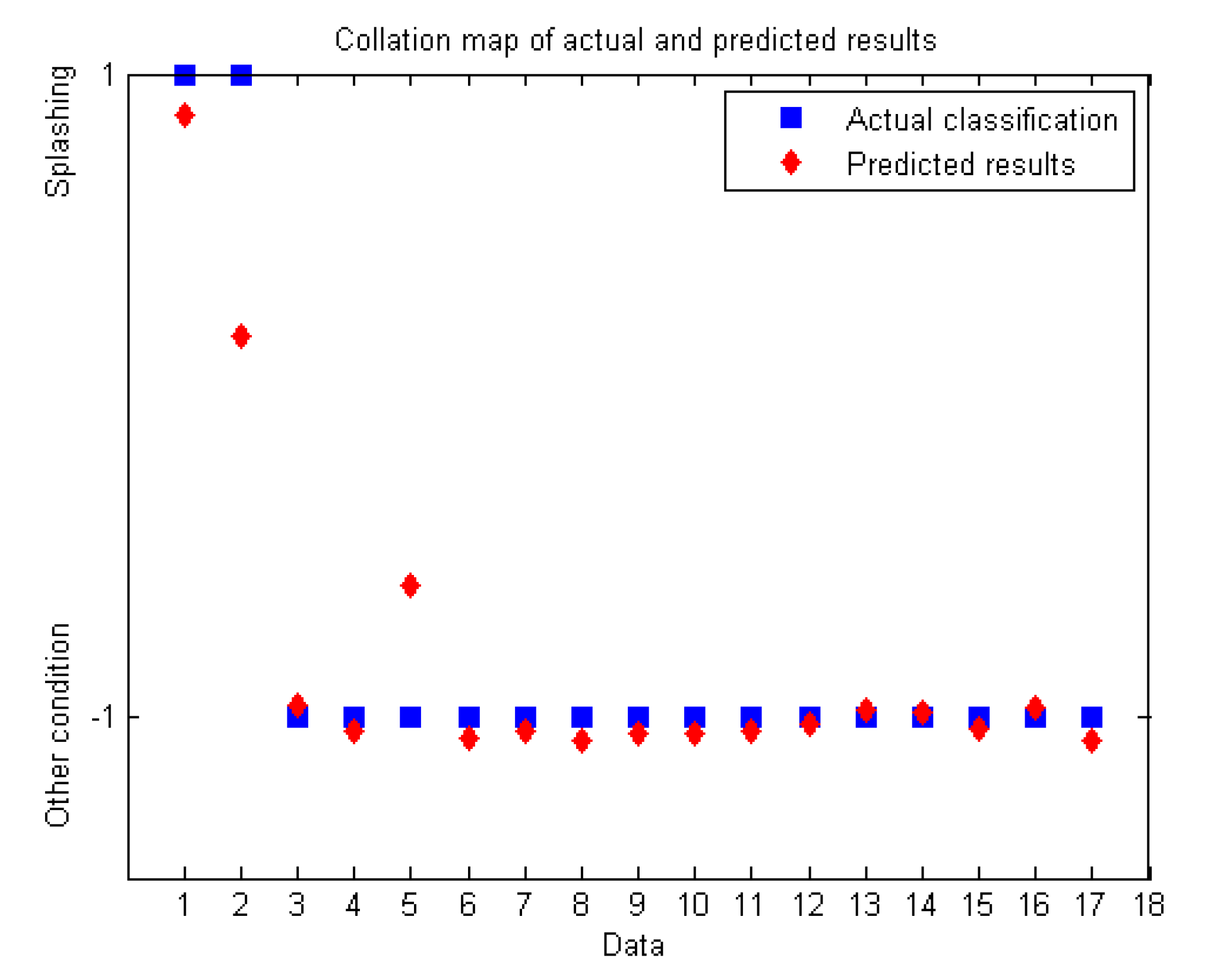
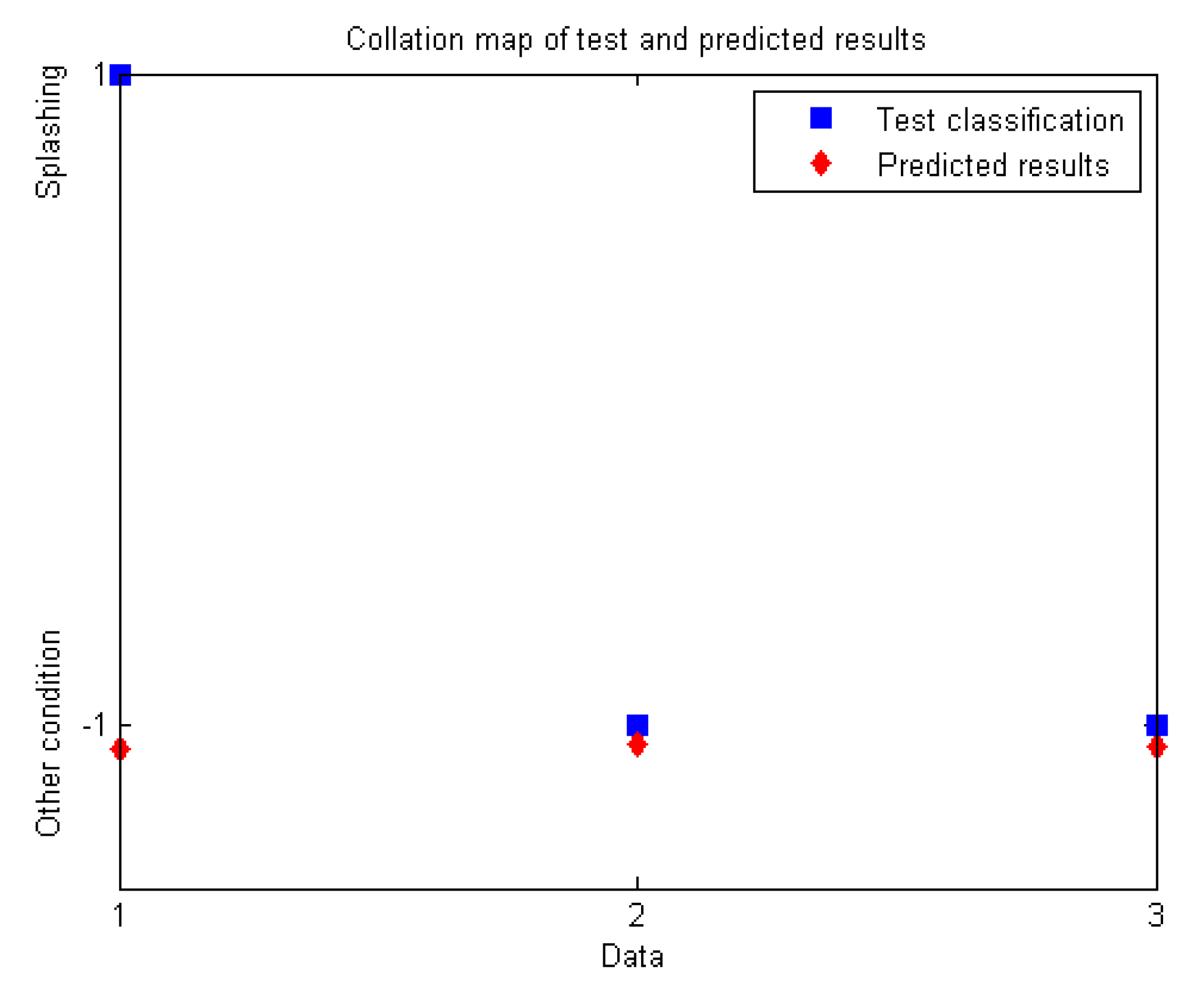
3.4. Pattern Recognition
4. Conclusions
- The impulse and resultant damping vibration signal, which was the most obvious feature of expulsion, could be extracted from electrode force waveform by seven-layer wavelet decomposition with Daubechies5 wavelet. The target signal was selected from the energy distribution proportion of the detail signals in each layer.
- The peak-to-peak amplitude could measure the signal in the overall situation, the kurtosis index is sensitive to the impact component and characterizes the data dispersion degree. However, experiments showed that neither the peak-to-peak amplitude nor the kurtosis index could accurately judge the expulsion defect individually, because of the early signal fluctuation, which was likely affected by work-piece clamping, work-piece clearance, or the oxide film thickness.
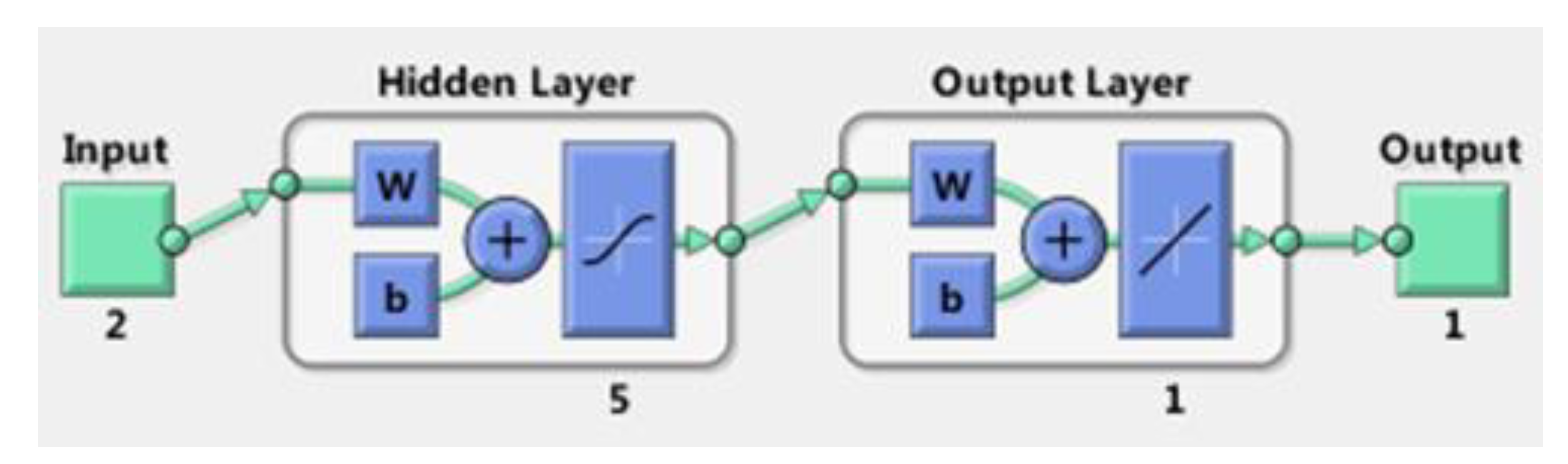
- The BP neural network, which had the input vectors as the peak-to-peak amplitude and the kurtosis index, was used to identify the expulsion defect. The parameter settings were as follows: net.trainParam.epochs was 500, net.trainParam.lr was 0.01, net.trainParam.goal was 0.0001. After the comparison, the tests presented good results with the trained network and improved the evaluable accuracy obviously.
Author Contributions
Funding
Conflicts of Interest
References
- Baoyu, Z. On-line Quality Monitoring Method Analysis of Spot Welding Based on Signal Characteristics; Lanzhou University of Technology: Lanzhou, China, 2004. [Google Scholar]
- Ghaffari, B.; Mozurkewich, G. Non-destructive evaluation of spot-weld quality. In Failure Mechanisms of Advanced Welding Processes; Elsevier: Amsterdam, Netherlands, 2010; pp. 101–136. ISBN 9781845695361. [Google Scholar]
- Thornton, M.; Han, L.; Shergold, M. Progress in NDT of resistance spot welding of aluminium using ultrasonic C-scan. NDT E Int. 2012, 48, 30–38. [Google Scholar] [CrossRef]
- Mikno, Z.; Pilarczyk, A.; Korzeniowski, M.; Kustroń, P.; Ambroziak, A. Analysis of resistance welding processes and expulsion of liquid metal from the weld nugget. Arch. Civ. Mech. Eng. 2018, 18, 522–531. [Google Scholar] [CrossRef]
- Summerville, C.; Adams, D.; Compston, P.; Doolan, M. Nugget diameter in resistance spot welding: A comparison between a dynamic resistance based approach and ultrasound C-scan. Procedia Eng. 2017, 183, 257–263. [Google Scholar] [CrossRef]
- Kaya, Y.; Kahraman, N. The effects of electrode force, welding current and welding time on the resistance spot weldability of pure titanium. Int. J. Adv. Manuf. Technol. 2012, 60, 127–134. [Google Scholar] [CrossRef]
- Zhang, H.; Wang, F.; Xi, T.; Zhao, J.; Wang, L.; Gao, W. A novel quality evaluation method for resistance spot welding based on the electrode displacement signal and the Chernoff faces technique. Mech. Syst. Signal Process. 2015, 62–63, 431–443. [Google Scholar] [CrossRef]
- Chen, S.; Sun, T.; Jiang, X.; Qi, J.; Zeng, R. Online monitoring and evaluation of the weld quality of resistance spot welded titanium alloy. J. Manuf. Process. 2016, 23, 183–191. [Google Scholar] [CrossRef]
- Podržaj, P.; Polajnar, I.; Diaci, J.; Kari, Z. Expulsion detection system for resistance spot welding based on a neural network. Meas. Sci. Technol. 2004, 15, 592–598. [Google Scholar] [CrossRef]
- Senkara, J.; Zhang, H.; Hu, S.J. Expulsion Prediction in Resistance Spot Welding. Weld. J. 2004, 83, 123-S–132-S. [Google Scholar]
- Haitao, X.; Yongyan, L.; Chunxiang, C.; Tianshun, D. Extraction of diagnostic information of expulsion defect in resistance spot welding process by wavelet analysis method. Trans. China Weld. Inst. 2007, 28, 38–40. [Google Scholar]
- Wu, N.; Chen, S.; Xiao, J. Wavelet analysis-based expulsion identification in electrode force sensing of resistance spot welding. Weld. World 2018, 62, 729–736. [Google Scholar] [CrossRef]
- Pashazadeh, H.; Gheisari, Y.; Hamedi, M. Statistical modeling and optimization of resistance spot welding process parameters using neural networks and multi-objective genetic algorithm. J. Intell. Manuf. 2016, 27, 549–559. [Google Scholar] [CrossRef]
- Martín, Ó.; Ahedo, V.; Santos, J.I.; De Tiedra, P.; Galán, J.M. Quality assessment of resistance spot welding joints of AISI 304 stainless steel based on elastic nets. Mater. Sci. Eng. A 2016, 676, 173–181. [Google Scholar] [CrossRef] [Green Version]
- Cullen, J.D.; Athi, N.; Al-Jader, M.; Johnson, P.; Al-Shamma’a, A.I.; Shaw, A.; El-Rasheed, A.M.A. Multisensor fusion for on line monitoring of the quality of spot welding in automotive industry. Measurement 2008, 41, 412–423. [Google Scholar] [CrossRef]
- Lee, S.R.; Choo, Y.J.; Lee, T.Y.; Kim, M.H.; Choi, S.K. A quality assurance technique for resistance spot welding using a neuro-fuzzy algorithm. J. Manuf. Syst. 2001, 20, 320–328. [Google Scholar] [CrossRef]
- Zhexue, G. Matlab Time Frequency Analysis Technology and its Application; Posts and Telecommunications Press: Beijing, China, 2006. [Google Scholar]
- Jain, A.K.; Mao, J. Artificial Neural Network: A Tutorial. Communications 1996, 29, 31–44. [Google Scholar] [CrossRef]
- Rumelhart, D.E.; McClelland, J.L. Parallel Distributed Processing: Explorations in the Microstructure of Cognition; MIT Press: Cambridge, MA, USA, 1986; Volume 1, ISBN 0262181207. [Google Scholar]
- Yuanxi, Z.; Yonggang, X.; Lixin, G.; Lingli, C. Fault pattern recognition technique for roller bearing acoustic emission based on harmonic wavelet packet and BP neural networks. J. Vib. Shock 2010, 29, 162–165. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Data | Peak-to-Peak Amplitude | Kurtosis Index | Layer of the Maximum Energy |
|---|---|---|---|
| 1 | 6962.3 | 115.78 | Layer 6 |
| 2 | 4318.7 | 83.79 | Layer 6 |
| 3 | 4408.2 | 84.00 | Layer 6 |
| 4 | 112.3 | 8.06 | Layer 7 |
| 5 | 408.86 | 92.93 | Layer 7 |
| 6 | 198.21 | 10.75 | Layer 7 |
| 7 | 95.61 | 7.88 | Layer 7 |
| 8 | 1402.1 | 27.66 | Layer 7 |
| 9 | 373.08 | 8.94 | Layer 7 |
| 10 | 2674.9 | 93.31 | Layer 7 |
| 11 | 5047.7 | 180.80 | Layer 6 |
| 12 | 4560.3 | 141.76 | Layer 6 |
| 13 | 4526.8 | 134.79 | Layer 6 |
| 14 | 128.10 | 15.58 | Layer 7 |
| 15 | 841.12 | 82.14 | Layer 7 |
| 16 | 564.10 | 46.86 | Layer 7 |
| 17 | 153.99 | 14.55 | Layer 7 |
| 18 | 228.79 | 14.58 | Layer 7 |
| 19 | 2406.7 | 83.54 | Layer 6 |
| 20 | 5087.6 | 144.21 | Layer 6 |
| Method | Data | Predict Results | Actual Results | Error | Iteration Times | Defect Classification |
|---|---|---|---|---|---|---|
| Wavelet decomposition + BP | 2 | 0.8414 | 1 | 15.86% | 6 | Expulsion√ |
| 12 | −0.9982 | −1 | 0.18% | Other√ | ||
| 19 | −0.9762 | −1 | 2.38% | Other√ | ||
| Only BP | 2 | −1.075 | 1 | 207.5% | 12 | Other× |
| 12 | −1.061 | −1 | 6.1% | Other√ | ||
| 19 | −1.066 | −1 | 6.6% | Other√ |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, S.; Wu, N.; Xiao, J.; Li, T.; Lu, Z. Expulsion Identification in Resistance Spot Welding by Electrode Force Sensing Based on Wavelet Decomposition with Multi-Indexes and BP Neural Networks. Appl. Sci. 2019, 9, 4028. https://doi.org/10.3390/app9194028
Chen S, Wu N, Xiao J, Li T, Lu Z. Expulsion Identification in Resistance Spot Welding by Electrode Force Sensing Based on Wavelet Decomposition with Multi-Indexes and BP Neural Networks. Applied Sciences. 2019; 9(19):4028. https://doi.org/10.3390/app9194028
Chicago/Turabian StyleChen, Shujun, Na Wu, Jun Xiao, Tianming Li, and Zhenyang Lu. 2019. "Expulsion Identification in Resistance Spot Welding by Electrode Force Sensing Based on Wavelet Decomposition with Multi-Indexes and BP Neural Networks" Applied Sciences 9, no. 19: 4028. https://doi.org/10.3390/app9194028