1. Introduction
The development of eco-friendly vehicles through the electrification of powertrains is becoming an active area of research, and the demand for the development of such electric vehicles has been increasing in the agricultural machinery industry [
1]. At the same time, new ergonomic designs are being highlighted as a way to improve the working environment, and studies are being actively conducted to evaluate and reduce noise and vibration generated from agricultural machines [
2]. However, because the noise problem of electric vehicles is quite different from that of conventional engine driven vehicles, the existing sound design method can no longer be used [
3]. The noise of electric vehicle powertrains includes high frequency factors and pure tones, and these are more annoying to the operator [
4]. The powertrain of a typical electric vehicle consists of an electric motor, a single-speed reduction gearbox, and a differential [
5]. For electric motors, because they operate at a relatively high rotation speed and low torque compared to internal combustion engines, the motors are generally manufactured by integration with a reduction gearbox.
The main sources of noise in electric vehicle powertrains are electromagnetic excitation, inverter switching, and gear wine [
6]. Especially in the high frequency range, gear wine dominantly affects sound quality. The excitation force caused by the transmission error of the gear mesh is transmitted through the shaft and the bearing, and this vibrates the housing. Therefore, this study aims to reduce vibration by improving the stiffness of the gearbox housing through rib design and finally solve the problem of radiated noise in agricultural electric vehicle powertrains.
Fang et al. [
6] experimentally investigated the sound quality of electric vehicle powertrains and redesigned the shape of the gearbox housing to improve it. Topology optimization was conducted with an objective function, the aim of which was to reduce the sound pressure level generated by gear wine in the frequency range of interest, and data were compared to assess the changes in sound quality. However, topology optimization is a technique that is generally used in the conceptual design phase; the shape that appears after optimization is often difficult to use in actual manufacturing. Therefore, in order to manufacture an actual housing, additional process steps are necessary, such as a parameter study using several cases designed in consideration of manufacturability.
Rib design is one of the ways to improve the stiffness of the housing, but the existing methods are problematic in that these techniques are dependent on experience and assumptions. Zhang et al. [
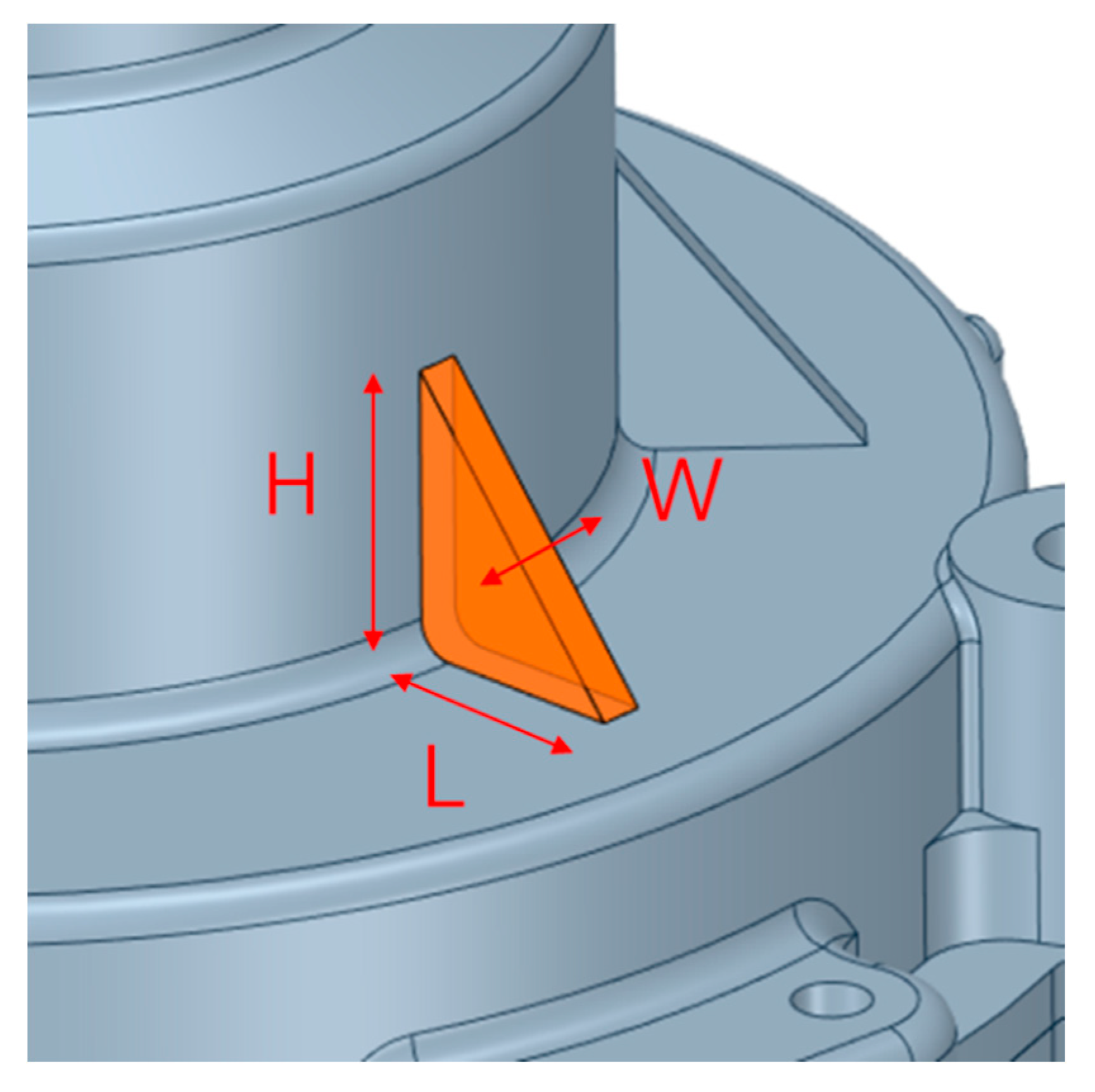
7] analyzed the dynamic behavior by designing ribs on a relatively simple shell. They observed the natural frequency variation with the change in height, thickness, and width of the triangular rib. In order to improve the dynamic behavior, most studies aim to increase the first natural frequency for a resonance avoidance design. However, as mentioned above, the noise of electric vehicles has a high frequency characteristic, so the resonance avoidance design is limited.
Kim and Kim [
8] improved the stiffness of the chassis mount to reduce vibration transmitted from the engine and suspension within the vehicle. They evaluated the body attachment stiffness of the mount using an impact hammer test with a set target level and compared the results after shape modification. In the case of noise transmitted through a structure, the stiffness of the component on a vibration transfer path acts as the main factor. Hence, most studies that have evaluated the stiffness of a local point have been conducted with components such as a mount.
A study evaluating local stiffness to reduce radiated noise was conducted by Lee et al. [
9]. They evaluated the local stiffness on the housing surface to find and reinforce the parts that were relatively weak and contributed to the radiated noise and vibration in the transmission. As shown in that study, local stiffness can potentially be used to evaluate the dynamic response level of the housing throughout the frequency range of interest. In addition, it was suggested that the optimization method to increase this value could be considered as a vibration reduction method for the gearbox housing.
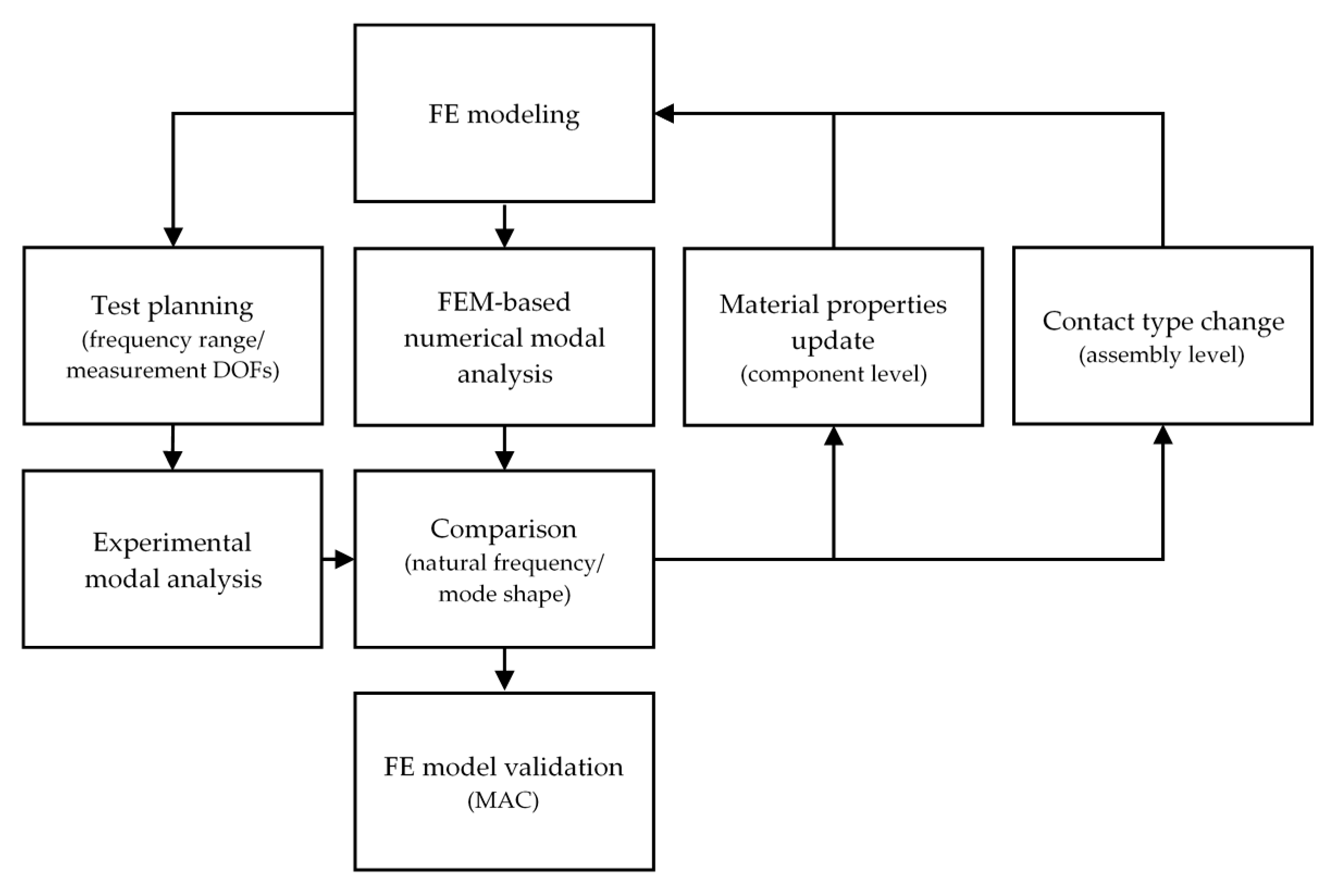
In this study, a finite element (FE) model was used to predict the dynamic behavior of gearbox housing for agricultural electric vehicles through an FE model-based numerical method, and the model was updated to ensure the reliability of the results. Local stiffness was evaluated to identify the stiffness weak points in the frequency range of interest and to design the ribs to improve them. The rib shape was parameterized, and the results of local stiffness evaluations according to the rib pattern were compared. Through the results, a rib design process for improving the stiffness of the gearbox housing was presented.
5. Conclusions
This study aimed to improve the stiffness of the gearbox housing of agricultural electric vehicles through rib design for vibration reduction. The local stiffness was numerically evaluated based on an FE model to confirm the stiffness improvement according to the rib design.
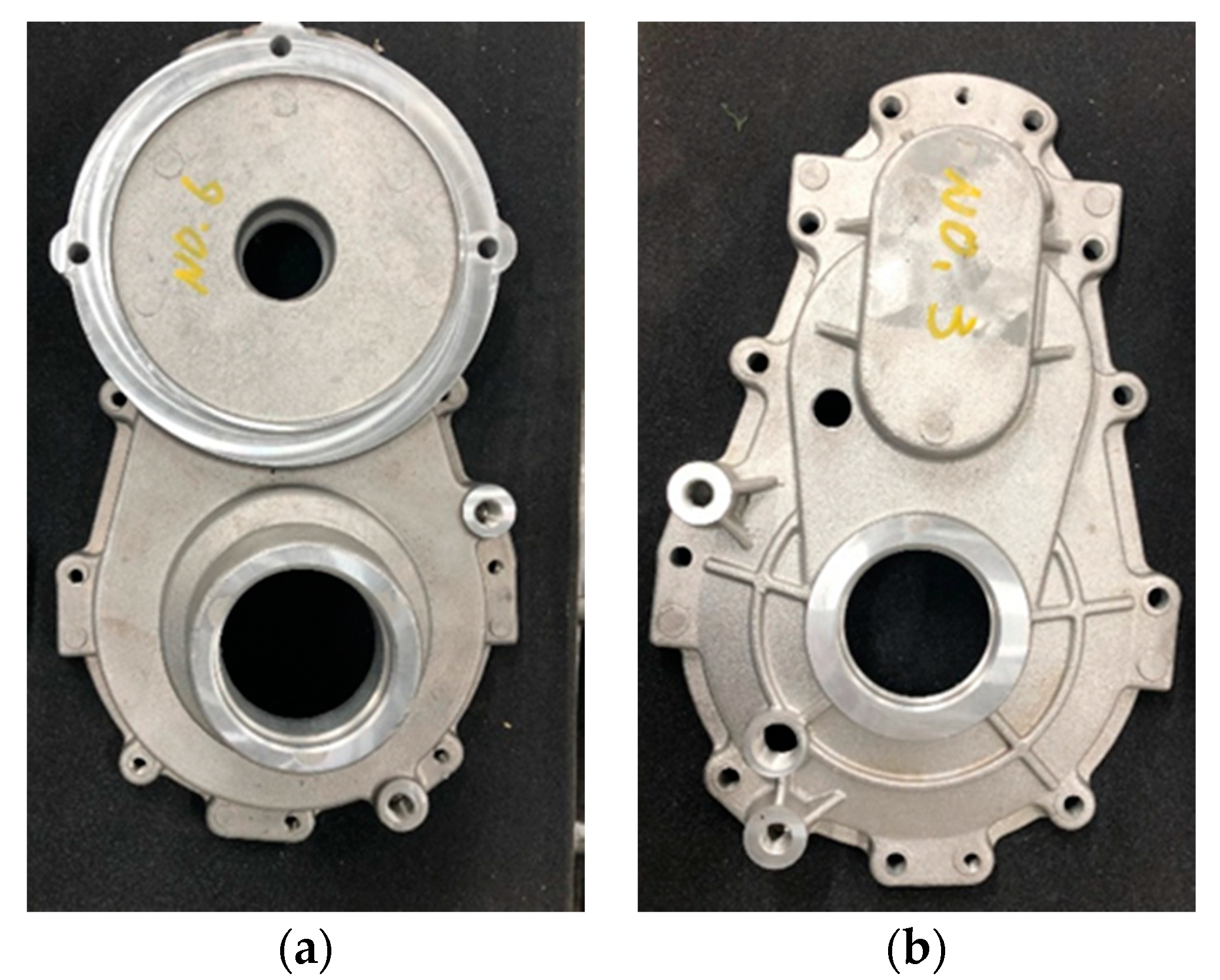
The model for the FE analysis was validated to ensure that it reflected the dynamic characteristics of the actual gearbox housing through the EMA and FE model update process. Local stiffness was evaluated in the validated model to identify weakness in the stiffness, and rib design was conducted through elastic strain analysis. The stiffness increase rate was compared according to the width, length, and height of the ribs. Finally, the rib shape which demonstrated the highest stiffness increase rate against the same mass was selected.
The main conclusions from this study are as follows.
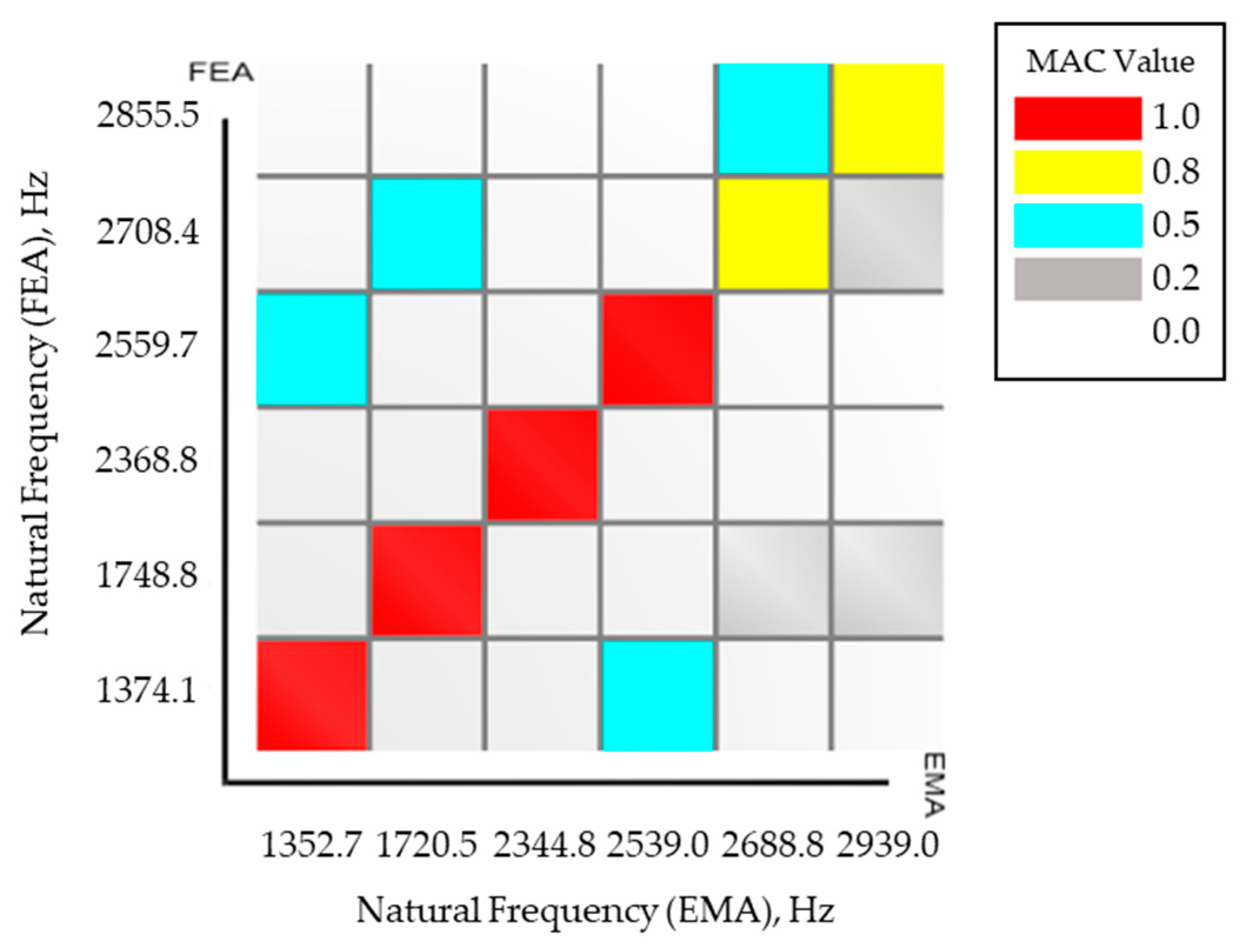
EMA and FE model update were conducted to predict the dynamic behavior of the system. In the results, the natural frequency value in the frequency range of interest showed an error within about 2.84%, and the mode shape was compared with the MAC value, where data had a value close to 1. From these results, the reliability of the FE model was validated.
Before we designed the rib for stiffness improvement, the local stiffness was numerically evaluated based on the FE model at 65 points on the surface of the gearbox housing in the validated model, through which the stiffness weak point was identified and the stiffness increase rate before and after the rib design were compared.
The direction of rib design was established through elastic strain analysis, and a parameter study was conducted using the rib width, length, and height as variables. According to the results, increasing the length and height was more effective in terms of stiffness increase than increasing the width in rib design. Finally, ribs with a width of 4 mm, a length of 20 mm, and a height of 25 mm were selected for the modification model, which showed the highest increase in stiffness relative to the same mass.
When comparing the results of the frequency response analysis of the modified gearbox housing, the maximum acceleration amplitude in the frequency range of interest was reduced by about 1.87 dB compared with the original model, and the stiffness increase rate was about 43.3%.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}