Preparation and Characterization of High Thermal Conductivity and Low CTE Polyimide Composite Reinforced with Diamond Nanoparticles/SiC Whiskers for 3D IC Interposer RDL Dielectric

 ,
, 
Abstract
:1. Introduction
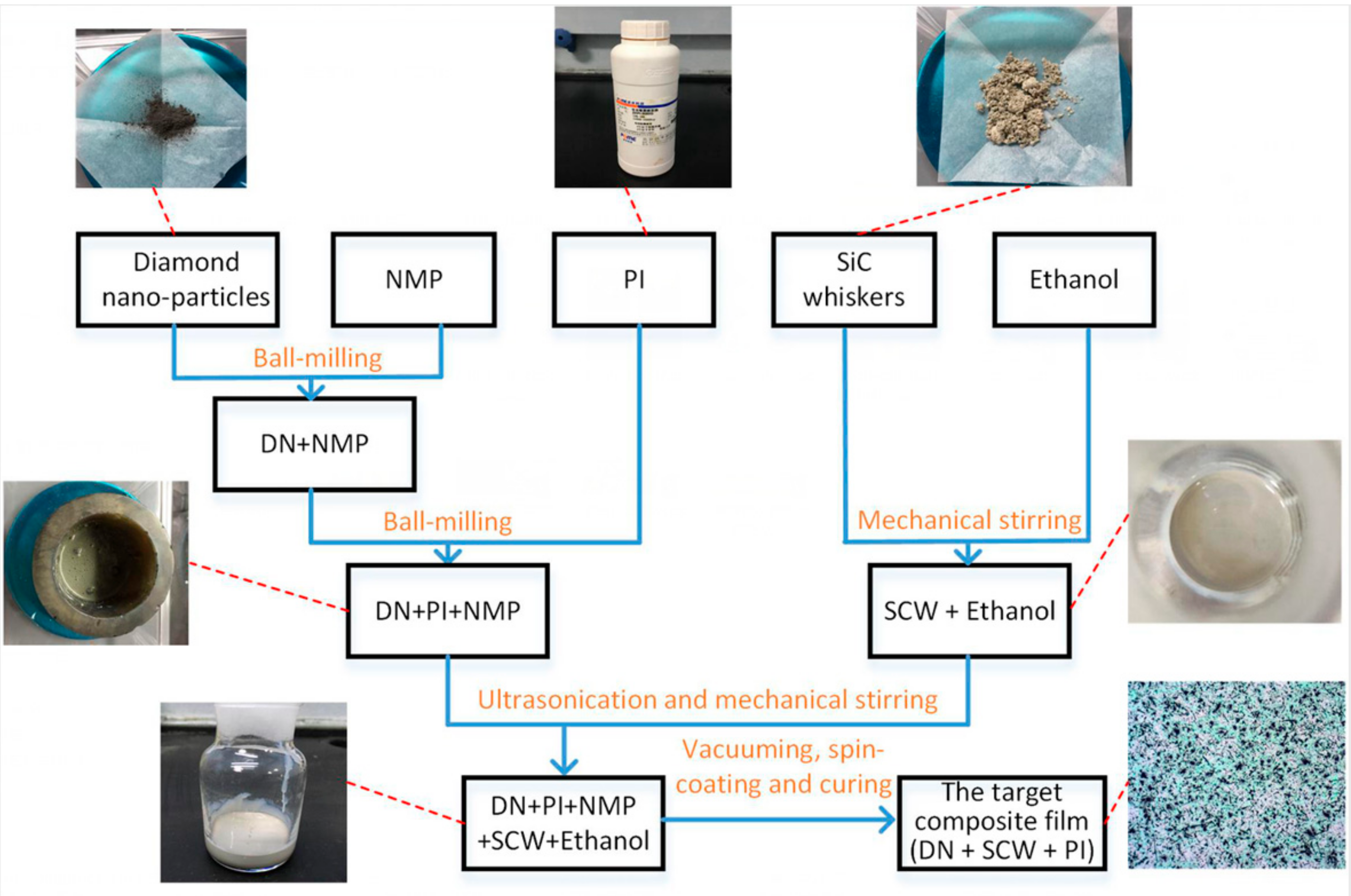
2. Preparation
- (1)
- The DNs were mixed with the NMP. Then the mixture was ball-milled for 2 h with a rotation rate of 500 r/min;
- (2)
- The PI precursor was added into the mixture and then was ball-milled for another 8 h to fully disperse the nanoparticles in the PI matrix;
- (3)
- The SCWs were added into the ethanol at a mass ratio of 1:20 and then mechanically stirred for 1 h with a rotation rate of 900 r/min. The vessel was sealed during the stirring process to avoid the volatilization of the ethanol;
- (4)
- The ball-milled DN/PI mixture was added into the SiC/ethanol mixture. Then it was treated with ultrasonication and mechanical stirring alternately. During this process, the vessel was open and the ethanol continued to volatilize. This process took about several hours until most of the ethanol was volatilized and the mixture became viscous;
- (5)
- The DN/SCW/PI composite was placed in vacuum for 20 min to remove the air from the mixture;
- (6)
- The composite was spin-coated on the silicon wafer;
- (7)
- The wafer was placed in an oven with nitrogen atmosphere and the DN/SCW/PI precursor was cured through a stepped heating process (the same process as curing the PI matrix). The temperature curve is shown in Figure 4.
3. Characterization
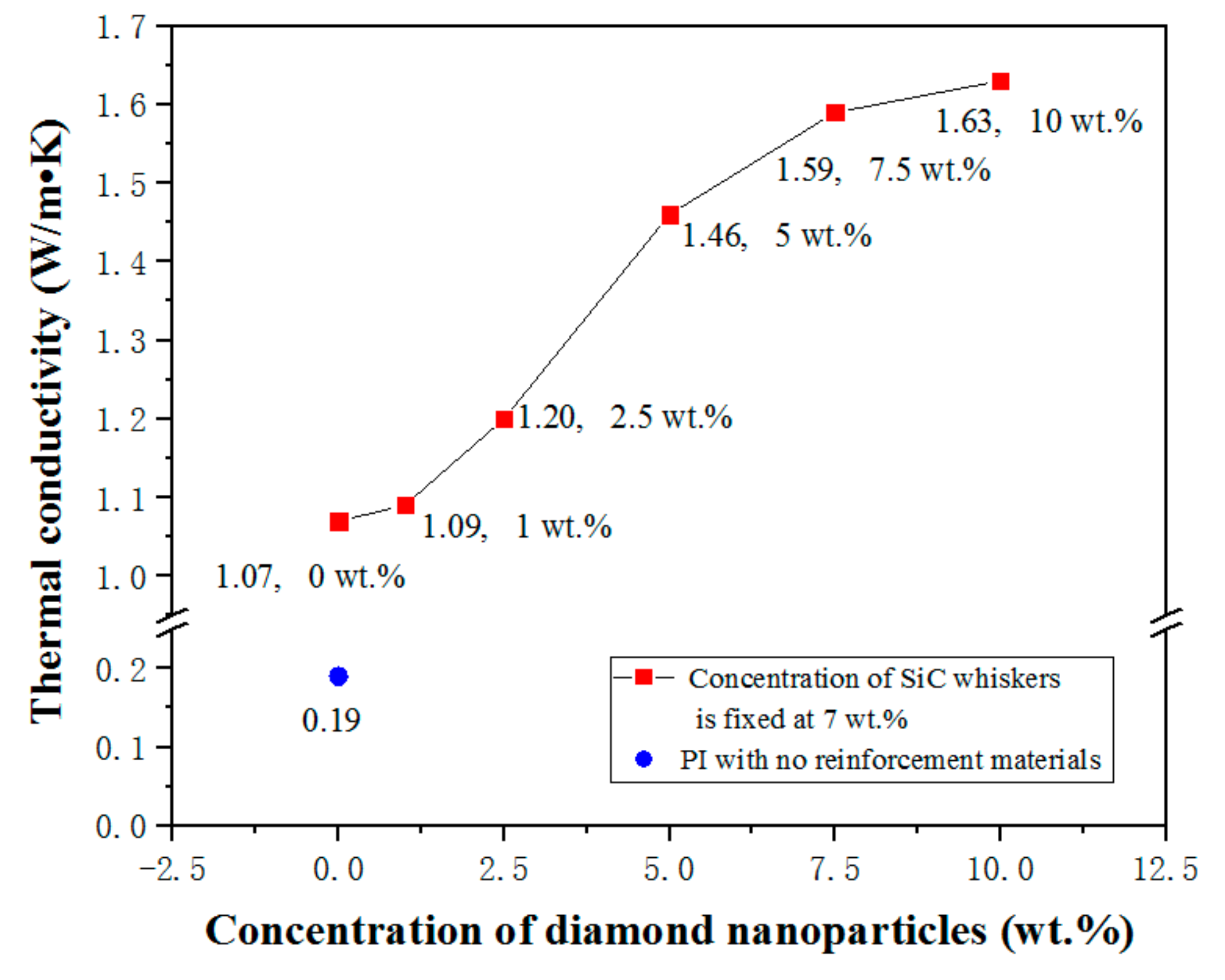
3.1. Thermal Conductivity
3.2. CTE
3.3. Other Properties
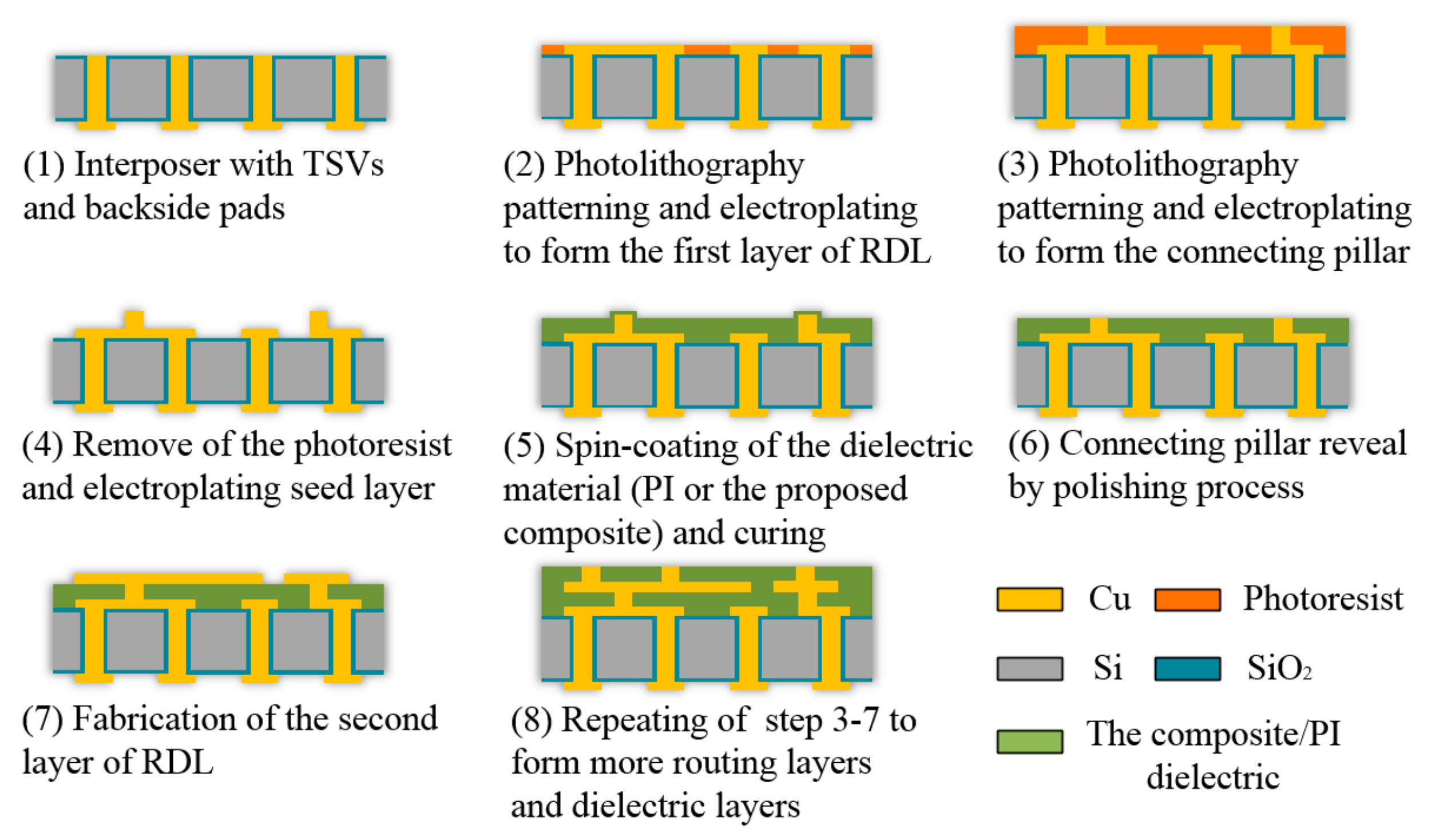
4. Application as Interposer RDL Dielectric
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Lau, J.H. Overview and outlook of three-dimensional integrated circuit packaging, three-dimensional Si integration, and three-dimensional integrated circuit integration. J. Electron. Packag. 2014, 136, 040801. [Google Scholar] [CrossRef]
- Yazdani, F. A novel low cost, high performance and reliable silicon interposer. In Proceedings of the 2015 IEEE Custom Integrated Circuits Conference (CICC), San Jose, CA, USA, 28–30 September 2015; pp. 1–6. [Google Scholar]
- Hong, T.Y.; Li, K.M.; Tang, C.W. Innovative through-silicon-via formation approach for wafer-level packaging applications. J. Micromech. Microeng. 2012, 22, 45019–45026. [Google Scholar]
- Shin, S.-H.; Kim, T.-Y.; Park, J.-H.; Suh, S.-J. Optimization of Additive and Current Conditions for Void-Free Filled Through-Silicon Via. Appl. Sci. 2018, 8, 2135. [Google Scholar] [CrossRef]
- Knickerbocker, J.; Andry, P.; Colgan, E.; Dang, B.; Dickson, T.; Gu, X.; Haymes, C.; Jahnes, C.; Liu, Y.; Maria, J. 2.5 D and 3D technology challenges and test vehicle demonstrations. In Proceedings of the 2012 IEEE 62nd Electronic Components and Technology Conference (ECTC), San Diego, CA, USA, 29 May–1 June 2012; pp. 1068–1076.
- Matsuo, M.; Hayasaka, N.; Okumura, K.; Hosomi, E.; Takubo, C. Silicon interposer technology for high-density package. In Proceedings of the 2000 50th Electronic Components and Technology Conference (Cat. No. 00CH37070), Las Vegas, NV, USA, 21–24 May 2000; pp. 1455–1459. [Google Scholar]
- Sunohara, M.; Tokunaga, T.; Kurihara, T.; Higashi, M. Silicon interposer with TSVs (through silicon vias) and fine multilayer wiring. In Proceedings of the 2008 58th Electronic Components and Technology Conference, Lake Buena Vista, FL, USA, 27–30 May 2008; pp. 847–852. [Google Scholar]
- So, Y.-H.; Garrou, P.; Im, J.-H.; Scheck, D.M. Benzocyclobutene-based polymers for microelectronics. Chem. Innov. 2001, 31, 40–47. [Google Scholar]
- Harper, C. Electronic Packaging and Interconnection Handbook; McGraw-Hill, Inc.: New York, NY, USA, 2004. [Google Scholar]
- Borst, C.L.; Gill, W.N.; Gutmann, R.J. Chemical-Mechanical Polishing of Low Dielectric Constant Polymers and Organosilicate Glasses: Fundamental Mechanisms and Application to IC interconnect Technology; Springer Science & Business Media: New York, NY, USA, 2013. [Google Scholar]
- Lau, J.H.; Yue, T.G. Thermal management of 3D IC integration with TSV (through silicon via). In Proceedings of the 2009 59th Electronic Components and Technology Conference, San Diego, CA, USA, 26–29 May 2009; pp. 635–640. [Google Scholar]
- Cale, T.S.; Lu, J.-Q.; Gutmann, R.J. Three-dimensional integration in microelectronics: Motivation, processing, and thermomechanical modeling. Chem. Eng. Commun. 2008, 195, 847–888. [Google Scholar] [CrossRef]
- Pinel, S.; Marty, A.; Tasselli, J.; Bailbe, J.-P.; Beyne, E.; Van Hoof, R.; Marco, S.; Morante, J.R.; Vendier, O.; Huan, M. Thermal modeling and management in ultrathin chip stack technology. IEEE Trans. Compon Pack Technol. 2002, 25, 244–253. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.; Sun, Y.; Yan, W.; Ding, G.; Sun, B.; Zhao, X. A complex reinforced polymer interposer with ordered Ni grid and SiC nano-whiskers polyimide composite based on micromachining technology. Electron. Mater. Lett. 2017, 13, 29–36. [Google Scholar] [CrossRef]
- Sun, Y.; Jin, Z.; Luo, J.; Li, J.; Sun, Y.; Wang, Y.; Ding, G. Modeling and fabrication of the redistribution layer on the 2.5 D Si interposer. In Proceedings of the 2017 18th International Conference on Electronic Packaging Technology (ICEPT), Harbin, China, 16–19 August 2017; pp. 157–161. [Google Scholar]
- Xu, X.; Wang, Z. Non-covalent dispersed carbon nanotube–benzocyclobutene composites as a bonding interface material for three-dimensional integration. Microelectron. Eng. 2012, 91, 33–38. [Google Scholar] [CrossRef]
- Anri, N.; Atsushi, S.; Kei, Y.; Nobuhide, S. Novel polymer composite having diamond particles and boron nitride platelets for thermal management of electric vehicle motors. Jpn. J. Appl. Phys. 2016, 55, 027101. [Google Scholar]
- Xie, S.-H.; Zhu, B.-K.; Li, J.-B.; Wei, X.-Z.; Xu, Z.-K. Preparation and properties of polyimide/aluminum nitride composites. Polym. Test. 2004, 23, 797–801. [Google Scholar] [CrossRef]
- Zhang, X.; Zhang, H.; Lin, J.; Li, L.; Wu, Q. Thermal conductivity and thermal stability enhancement of ethylene propylene diene methylene with carbon nanotube. J. Reinf. Plast. Compos. 2014, 33, 767–774. [Google Scholar] [CrossRef]
- Liu, Z.; Ding, G.; Luo, J.; Lu, W.; Zhao, X.; Cheng, P.; Wang, Y. Improved performances of AlN/polyimide hybrid film and its application in redistribution layer. Electron. Mater. Lett. 2016, 12, 679–684. [Google Scholar] [CrossRef]
- Choi, J.-Y.; Nam, K.-N.; Jin, S.-W.; Kim, D.-M.; Song, I.-H.; Park, H.-J.; Park, S.; Chung, C.-M. Preparation and Properties of Poly(imide-siloxane) Copolymer Composite Films with Micro-Al2O3 Particles. Appl. Sci. 2019, 9, 548. [Google Scholar] [CrossRef]
- Li, T.-L.; Hsu, S.L.-C. Enhanced thermal conductivity of polyimide films via a hybrid of micro-and nano-sized boron nitride. J. Phys. Chem. B 2010, 114, 6825–6829. [Google Scholar] [CrossRef] [PubMed]
- Tanimoto, M.; Ando, S. Effects of chain rigidity/flexibility of polyimides on morphological structures and thermal diffusivity of hBN-filled composites. Compos. Sci. Technol. 2014, 99, 103–108. [Google Scholar] [CrossRef]
- Zhou, Y.; Yao, Y.; Chen, C.-Y.; Moon, K.; Wang, H.; Wong, C.-P. The use of polyimide-modified aluminum nitride fillers in AlN@ PI/Epoxy composites with enhanced thermal conductivity for electronic encapsulation. Sci. Rep. 2014, 4, 4779. [Google Scholar] [CrossRef] [PubMed]
- Ghosh, M. Polyimides: Fundamentals and Applications; CRC Press: Boca Raton, FL, USA, 1996. [Google Scholar]
- Gracias, A.; Tokranova, N.; Thelen, B.; Castracane, J. Influence of diamond nanoparticles on the thermal properties of benzocyclobutene (BCB). Phys. Status Solidi (a) 2011, 208, 684–690. [Google Scholar] [CrossRef]
- Wei, G.C.; Becher, P.F. Development of SiC-whisker-reinforced ceramics. Am. Ceram. Soc. Bull. (USA) 1985, 64, 298–304. [Google Scholar]
- Li, L.; Chung, D. Thermally conducting polymer-matrix composites containing both AIN particles and SiC whiskers. J. Electron. Mater. 1994, 23, 557–564. [Google Scholar] [CrossRef]
- Yorifuji, D.; Ando, S. Molecular structure dependence of out-of-plane thermal diffusivities in polyimide films: A key parameter for estimating thermal conductivity of polymers. Macromolecules 2010, 43, 7583–7593. [Google Scholar] [CrossRef]
- Kim, C.; Choi, Y.-O.; Lee, W.-J.; Yang, K.-S. Supercapacitor performances of activated carbon fiber webs prepared by electrospinning of PMDA-ODA poly (amic acid) solutions. Electrochim. Acta 2004, 50, 883–887. [Google Scholar] [CrossRef]
- Qiu, B. Principles and Techniques of Microsystem Packaging; Pubulishing House of Electronics Industry: Beijing, China, 2006; p. 50. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Thermal Conductivity (W/m·K) | Coefficient of Thermal Expansion (ppm/°C) | Tensile Strength (MPa) | Young’s Modulus (GPa) | Elongation at Break (%) | Relative Permittivity at 1 MHz | Volume Resistivity at 1 MHz (Ω·cm) | |
|---|---|---|---|---|---|---|---|
| PI | 0.19 | 55.6 | 81 | 2.5 | 7.2 | 3.5 | 4.3 × 107 |
| DN/S-CW/PI | 1.63 | 16.7 | 145 | 8.4 | 3.3 | 4.6 | 2.1 × 107 |
| Components | Materials | Dimensions |
|---|---|---|
| Interposer substrate | Si | Length = 10 mm, Width = 10 mm, Thickness = 0.2 mm |
| TSV | Cu | Radius = 40 μm, Height = 200 μm |
| RDL routing layer | Cu | Thickness = 6 μm, Width = 60 μm, Line space = 60 μm |
| RDL dielectric | PI/Composite | Thickness = 6 μm |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Luo, J.; Wu, Y.; Sun, Y.; Wang, G.; Liu, Y.; Zhao, X.; Ding, G. Preparation and Characterization of High Thermal Conductivity and Low CTE Polyimide Composite Reinforced with Diamond Nanoparticles/SiC Whiskers for 3D IC Interposer RDL Dielectric. Appl. Sci. 2019, 9, 1962. https://doi.org/10.3390/app9091962
Luo J, Wu Y, Sun Y, Wang G, Liu Y, Zhao X, Ding G. Preparation and Characterization of High Thermal Conductivity and Low CTE Polyimide Composite Reinforced with Diamond Nanoparticles/SiC Whiskers for 3D IC Interposer RDL Dielectric. Applied Sciences. 2019; 9(9):1962. https://doi.org/10.3390/app9091962
Chicago/Turabian StyleLuo, Jiangbo, Yongpeng Wu, Yunna Sun, Guilian Wang, Yanmei Liu, Xiaolin Zhao, and Guifu Ding. 2019. "Preparation and Characterization of High Thermal Conductivity and Low CTE Polyimide Composite Reinforced with Diamond Nanoparticles/SiC Whiskers for 3D IC Interposer RDL Dielectric" Applied Sciences 9, no. 9: 1962. https://doi.org/10.3390/app9091962
APA StyleLuo, J., Wu, Y., Sun, Y., Wang, G., Liu, Y., Zhao, X., & Ding, G. (2019). Preparation and Characterization of High Thermal Conductivity and Low CTE Polyimide Composite Reinforced with Diamond Nanoparticles/SiC Whiskers for 3D IC Interposer RDL Dielectric. Applied Sciences, 9(9), 1962. https://doi.org/10.3390/app9091962