Abstract
WC-Co cermet was plasma-nitrided with the assistance of a hollow cathode ion source at 400 °C under a vacuum of 3–8 Pa. Hot film chemical vapor deposition (HFCVD) of a diamond coating was carried out on the nitrided specimen, without chemical etching. Scanning electronic microscopy, electron probing microscopy, X-ray diffraction, and X-ray photoelectron spectroscopy were used to characterize the surface microstructure of the nitride specimens and the coatings. A thin surface conversion layer with a specific structure was formed, in which the primary Co binder was transformed into Co-rich particles. The Co-rich particles consisted of a γ-Co core and a Co4N outer layer. This specific surface conversion layer significantly suppresses the out-diffusion and catalytic graphitization of Co during HFCVD. The existent phase, morphology, and density distribution of Co compounds can be tuned by varying the nitriding parameters, such as gas media, ionization ratio, bombardment energy flux, and nitriding duration.
1. Introduction
The increasing demands for advanced machining, infrastructure construction, natural resource drilling, and precise sealing, together with the increasing cost of tungsten and cobalt metals, have necessitated further improvement in the performance of cemented carbides [1]. In addition to modifying the composition and microstructure of hard alloys [2,3], surface modification is an important way to improve the performance and service life of cemented carbide components [4,5,6]. Vacuum vapor deposition is the dominant technology in this field, so far; more than 85% of cemented carbide cutting tools are coated with hard films or carbon-based films [7,8,9]. In addition, ion implantation (IIP), heat-treatment, deep cryogenic treatment (DCT), and high-energy electron irradiation (HEEIR) are state-of-the-art techniques for enhancing the complex properties of cemented carbide alloys [10,11,12]. IIP of N, Mo, W, etc., can produce some carbide and nitride precipitates in the implantation zone; high temperature heat-treatment can transform surface the Co phase into compounds; and DCT densifies the cobalt metal binder. These methods are beneficial for improving surface strength and hardness, leading to high wear resistance. HEEPIR creates nano graphite balls in the target surface, reducing its friction coefficient. Surface boronizing can obtain stable W–B–C compounds, to improve microhardness by 18% higher than that of the untreated WC-Co matrix, and has become an effective pretreatment for diamond deposition [13,14]. Electrodeposition has been extensively applied to obtain composite coatings embedded with hard particles of SiC and diamond [15,16,17]; especially, it can substitute the diamond powder seeding pretreatment to grow a continuous diamond coating by HFCVD [18]. It probably will be a potential surface modification for hard-metal applications.
Due to its excellent performance, diamond coating by HFCVD is attracting more and more attention in many applications of the WC-Co cermets. But surface Co binder is disadvantageous for high quality diamond deposition. There are three methods to alleviate the graphitization catalysis of Co binder [19], i.e., removing surface cobalt, blocking out-diffusion of Co, and transforming into stable Co-compounds. In addition to chemical etching, both heat treatment at above 1000 °C and laser thermal treatment not only roughen the surface, but also evaporate cobalt in the surface [20,21], even promoting the reconstruction of the WC grains [22]. They are favorable for an adherent diamond coating deposition on WC-Co cermets. A Co–boride layer in the surface is able to delete the Co catalysis, then how about Co-nitrides? Plasma nitriding has been successfully used for hardening ferrous alloys [23,24]; however, there are significant challenges when plasma nitriding is used in the surface modification of WC-Co cermets. According to the W–Co–C ternary phase diagram, the solubility of Co with the other constituents, the decomposition of WC phases, and the constituent phase structure vary with temperature and the media atmosphere [25,26,27]. Hence, there is significant scope for controlling and tuning the surface properties of WC-Co cermets by plasma nitriding. Suitable plasma nitriding is useful for improving the machining efficiency and prolonging the life of cutting tools [28]. Up to now, there is only a few reports on the plasma-nitriding of WC-Co cermets, and their results are greatly different. Cobalt, in surface layers, is transformed into the Co2N phase when WC-Co cermet is radio frequency plasma-nitrided or carbonitrided in a medium vacuum [29], which is stable during HFCVD and could block the out-diffusion of Co in the substrate bulk. However, though it is difficult to form Co-nitrides under conventional plasma nitriding at temperatures below 700 °C and low vacuum [30], it results in the formation of the WN phase and the precipitation of graphite on the surface of WC-Co cermets. It is necessary to deeply study the feasibility of Co-nitride formation during plasma-nitriding, the microstructure of the conversion layer, and their effect on the growth of diamond during HFCVD. If found to be a feasible pretreatment for diamond deposition [31,32,33], the stability of Co nitrides from a plasma nitriding is very important.
In this study, a hollow cathode discharge (HCD) ion source was used to intensify the ionization of nitrogen, and the effect of various parameters on the nitriding behavior of WC-Co cermet was investigated under low vacuum conditions and low temperature (400 °C). The stability of the Co nitrides was studied by annealing under low vacuum. From the view point of a practical application, this paper mainly focuses on revealing whether a conventional physical vapor deposition system can obtain a Co-nitride conversion layer on a WC-Co cermet surface. Additionally,, the feasibility of depositing a diamond coating onto the plasma nitrided WC-Co substrate by hot filament chemical vapor deposition (HFCVD) was also studied.
2. Experimental Procedure
2.1. Plasma Nitriding and HFCVD
Commercial Extramet-100 cemented carbide alloy (YG6) with 5.9 wt.% Co and remaining WC was used as a substrate; the dimension of the specimen was Φ18 mm × 5 mm. The average WC grain size, density, and hardness of the alloy are 0.8 μm, 14.8 g/cm3, and 93.5 HRA, respectively. All the specimens were polished and ultrasonically cleaned in acetone and deionized (DI) water for 15 min. To reveal the nitriding effect on Co in the surface layer, the cleaned specimens were chemically etched in Murakami’s reagent (K3[Fe(CN)6]:KOH:H2O = 1:1:10) for 30 min, followed by ultrasonic cleaning in DI water and drying. A physical vapor deposition system PVD-660 with an HCD ion source (Grandtech Co Ltd., Guangzhou, China) was used to carry out the nitriding process. The base pressure of the vacuum chamber was 5 × 10−3 Pa. The substrate was heated to 400 °C. The arc current of the HCD was 120 A, and a bias voltage of 400 V was applied to the substrate using a direct-current source during plasma nitriding. Two testing sets were designed in this study. The B# set changed the work gas mixture, and held 2 Pa vacuum, while C# set used pure nitrogen as the work gas and varied the vacuum pressure. The different test groups and their processing parameters are listed in Table 1.

Table 1.
Process parameters of the different test groups.
After nitriding, some of the B5# specimens were annealed at 400–600 °C for 1 h under a vacuum of 5 Pa. A few B5# specimens were ultrasonically abraded and roughened for 30 min using ethanol dispersion with 0.5 wt.% diamond powder (50 nm), commercially obtained from Shanghai Xiangtian Nano Materials Co., Ltd. (Shanghai, China). The dispersion was magnetically stirred for 15 min. Afterward, the specimens were rinsed with ethanol and DI water sequentially and dried with N2. Diamond coatings were deposited on these seeded samples using custom-designed HFCVD equipment. The temperature of the W filament was determined to be 2200 ± 100 °C using an optical pyrometer. The distance between the substrate and the filament was 5 mm, and the surface temperature was 800 ± 20 °C, as measured by a W/Re thermocouple. Throughout the deposition, the reactant gas consisted of 1.5 sccm CH4 and 100 sccm H2, and total pressure was maintained at 4 kPa.
2.2. Measurement and Characterization
The surface and cross-sectional morphologies were studied using a field-emission scanning electron microscope (FESEM; NOVA NANOSEM 430, Portland, OR, USA) equipped with an EDX apparatus (OXFORD, Oxford, UK). The chemical composition of the surface was also measured using an electron probe microscope (EPMA-1600, Kyoto, Japan). Using grazing mode, the phase structure was analyzed using a Bruker X-ray diffractometer (Karlsruhe, Germany) with Cu Kα radiation at a voltage of 40 kV, an incident grating angle of 10°, and scanning angle ranging from 30° to 90°.
The bonding structures of the nitride compounds were analyzed by X-ray photoelectron spectroscopy (XPS; Thermo Fisher Scientific K-Alpha, Waltham, MA, USA) using Al Kα radiation. A 400-μm spot size and a scanning step of 0.050 eV were used for the measurements. Prior to the measurements, the spectrometer was calibrated using a standard gold sample with Au 4f7/2 peak at 84.00 eV. In addition, the nitride specimen was ion-etched for 60 s using 2-keV Ar+ ions. After background subtraction using the Shirley method, the XPS data were fitted with the Gaussian–Lorentzian (G–L) function (20% L) using XPS Peak 4.1 software.
3. Results and Discussion
3.1. The Microstructure of the Surface Conversion Layer
Figure 1a shows the top-surface morphology of the alkali-etched WC-Co cermet (specimen B0#). The surface appears fluffy, similar to that reported in ref. [34] and is probably due to the dissolution of residual WC. The surface Co content was determined to be 23.1%, which is much higher than the Co content of the original alloy. Figure 1b–i show the surface morphologies of the specimens treated with different working gases. When the H2 fraction of the working gas is more than 30%, the surface morphologies of the specimens (B1#, B2# and B3#) are similar to that of specimen B0#. The difference between them is the absorption of small white Co-rich particles on the primary Co blocks in specimens B1#–B3#. When the N2 fraction of the working gas is more than 70%, the primary Co blocks of specimens B4# and B5# are refined and wrapped by a compact layer of small Co-rich particles. With the increase in the pressure and treatment duration with pure N2, the primary Co blocks become rounded and exhibit cauliflower-like morphologies (specimens C1# and C2#). With a further increase in the pressure, the primary Co blocks become rose-like (specimen C3#), which is significantly different from the bar/block-like morphology reported in ref. [6,29]. The Co content of some of the particles was found to be less than the average value of Co content obtained from a large surface area.
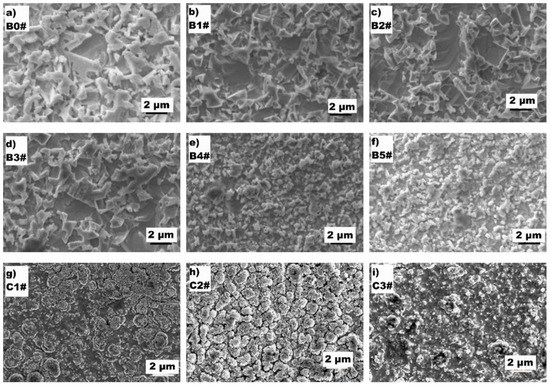
Figure 1.
(a) The top-surface morphology of the alkali-etched WC-Co cermet (specimen B0#). (b–i) The surface morphologies of the specimens treated with different work gases.
Table 2 lists the Co and N contents of the surfaces and particles of the different specimens, as obtained by EDS and EMPA. When the working gas incorporated more than 50% H2, no N signal was obtained from the surface or particles of specimens B1# and B2#. In specimens B1#–B3#, the surface Co content was almost the same as that of the untreated specimen B0#. When the H2 fraction was less than 25%, N signals were obtained from some of the particles in specimens B3# and B4#. In the absence of H2 in the working gas, the surface Co content decreased significantly, and N signal was inspected at the surface.
Table 2.
Co and N content obtained from the surface and particles of the different specimens.
The cross-sectional images of specimens B3#, B5#, C2#, C3#, and the untreated specimen B0# are presented in Figure 2a–e. The morphologies of the nitrided specimens look like those of the untreated specimen B0#. The line scanning of EDS (Figure 2f) indicated the depth of the N-rich layer was less than 1 μm, even for specimen C2#, nitrided for 6 h. It is plausible that the nitride layer was too thin in specimens B1#-B4#, and that the surface N content was beneath than the resolution of the EDS/EPMA instruments.
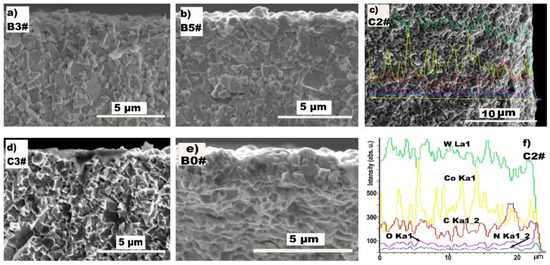
Figure 2.
(a–e) The cross-sectional images of specimens B3#, B5#, C2#, C3#, and the untreated specimen B0#. (f) The line scanning of EDS of the specimen C2# nitrided for 6 h.
Figure 3 shows the patterns of the grazing incident XRD (GIXRD) of the different specimens, and also presents the standard patterns of the γ-Co and cubic Co4N phases from the International Center for Diffraction Data (ICDD). It is difficult to distinguish the diffraction peaks of γ-Co and Co4N because of their proximity. However, the shifts of the peaks at 44° and 51° toward lower angles with the increase in the N2 fraction suggest the presence of a Co4N phase on the surface. It can also be inferred that the white Co-rich particles are Co4N or incorporated with Co4N. Owing to its low Gibbs free energy and instability, the Co4N phase is not stable at elevated temperatures and under vacuum [35,36,37]. Hence, it is reasonable to propose that the Co-rich particles (sphere) consist of a γ-Co core and a Co4N outer layer. After annealing at 600 °C for 1 h, the Co4N formed during the nitriding process was completely transformed to γ-Co (Figure 3c). This proves that Co4N decomposes easily [36]. The out-diffusion of N from Co4N and the in-diffusion of N from the plasma environment are balanced on the surface layer of the sphere, resulting in the formation of a specific structure.
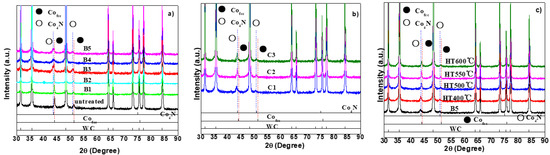
Figure 3.
XRD patterns of the (a,b) plasma-nitrided specimens and the (c) annealed specimen B5#.
Figure 4 presents the XPS core-level spectra of specimen B5#; the spectra of the other specimens were similar. The peaks centered at binding energies of 781.03 and 796.83 eV in Figure 4a correspond to Co 2p3/2 and Co 2p1/2 of the Co compounds, respectively [36,37,38]. The peak corresponding to metallic Co (~778 eV) was not observed in the Co 2p spectrum, indicating the complete conversion of Co present on the surface to Co4N after plasma nitriding [39]. In the N 1s spectrum, the peak at 397.12 eV corresponds to the Co-nitrides and that at the 399.28 eV peak originates from the absorption of NHx or N2 [39,40]. This suggests that Co–N bonds are dominant on the surface. Therefore, the thickness of the top Co4N layer is considered to be greater than the depth of analysis for the XPS measurement.
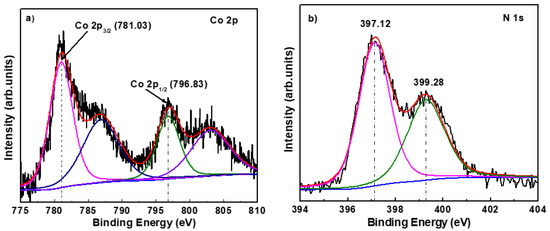
Figure 4.
(a) The Co XPS of specimen B5#. (b) The N XPS of specimen B5#.
3.2. Effect of the Conversion Layer on HFCVD
After HFCVD of specimen B5# (with high N content on the nitrided surface), the SEM image, XRD pattern, and EDS mapping of the coating were obtained, as shown in Figure 5. The top surface images and the XRD patterns indicate that the coating consisted of non-diamond carbon phases. Square-shaped blocks appear to be embedded in the amorphous carbon film. The square blocks consist of 83.7 wt.% W, which is higher than the average value of W content (64.8 wt.%) obtained from a large surface area. This probably resulted in the decarbonization of the WC phase during the initial stage of HFCVD, followed by re-carbonization during the growth stage [31,32,33,41], finally resulting in the formation of a new WC phase or WC1−x. Considering that the surface Co content of the alkali-etched specimen was 23.1 wt%, it can be assumed that a typical diamond coating is not formed in this specimen. However, it can be concluded from Figure 5f that the thin layer of Co4N on the surface significantly suppressed the out-diffusion of Co, although the deposition layer is hard to see in Figure 5b. This confirms that Co-nitride on the surface is beneficial for the growth of a diamond coating [29], which was composed of Co2N, there. Thus, it is expected that high-quality diamond films can be deposited directly onto plasma-nitrided WC-Co substrates by tuning the content and distribution of Co4N in the surface layer.
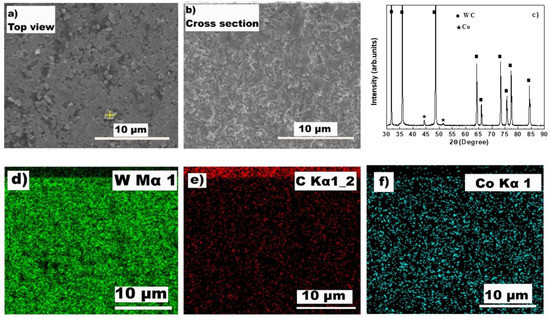
Figure 5.
(a,b) Surface and cross-sectional FESEM images, (c) XRD pattern, and (d–f) EDS mappings of HFCVD-B5# specimen.
Similar to the nitriding of ferrous alloys [23,24], Ar+, N+, and H+, with high energy and present in the plasma produced at a bias voltage of 400 V, bombard the surface of the substrate and sputter-out the Co atoms; the sputtering efficiency of the ions increases in the order Ar+ > N+ > H+. A fraction of the sputtered Co atoms reacts with the active nitrogen in the plasma to form Co4N, which redeposits on the surface to form the white Co-rich particles. These ions also play an ion-etching role, and the carbon-etching capacity of N+ is lower than that of H+ [42]. Based on the competition between sputtering and etching, the N content and the density of Co-rich particles on the surface increase with increasing N2 fraction in the working gas, and with nitriding duration. The surface [N]/([N] + [Co]) ratio is less than 20%, indicating that the Co → Co4N conversion layer is very thin. The so-called “asperity effect” of ion-bombardment (especially a high ion flux with high energy) induces rounding and fining of the primary Co blocks. The surface-exposure density of the WC blocks is heterogeneous, and these WC blocks also suffer sputtering and redeposition, leading to surface W content difference in different measured areas. Thus, the existent phases, morphologies, and density distributions of Co compounds can be tuned by varying the nitriding parameters, such as gas media, ionization ratio, bombardment energy flux, and nitriding duration.
The enthalpy of formation ΔHf° for the reaction γ-Co + 2N2 → Co4N is approximately −0.03 eV [35]. A single phase Co4N film can be prepared by PVD only when the substrate temperature is lower than 100 °C; the Co3N film is deposited during the fast-cooling of the substrate [35,36]. These results indicate that the formation of Co4N is much more difficult than that of Fe4N, and N atoms diffuse out because of the decomposition of Co4N at elevated temperatures and under vacuum. This is probably the reason why no Co nitride was found in ref. [29]. This study proves that Co4N → γ-Co transformation takes place under a vacuum of 5 Pa at temperatures above 400 °C. Thus, two processes occur during the nitriding procedure: N diffuses out from the Co4N compounds and leaves a residue of γ-Co, and active N with high energy diffuses into the bulk and forms new Co4N phases. This results in the formation of Co-rich particles with a specific structure, that is, a γ-Co core wrapped with a thin Co4N layer.
The specific structure of the Co-rich particles on the plasma nitrided surface suggests that N in the Co4N layer diffuses outward during HFCVD. These released N atoms react with carbon atoms absorbed on the surface; thus, it probably prevents catalytic graphitization of γ-Co [41,43]. This promotes the formation of diamond nuclei at the interface. As the surface Co content on the surface of the as-alkali-etched specimen is too high, there are still many active γ-Co sites on the surface, even after nitriding (specimen B5#); thus, a film with non-diamond carbon phase formed on specimen B5#.
4. Conclusions
With the assistance of a hollow cathode ion source producing a high flux of N+ with high energy, Co4N compounds can be formed in a thin conversion surface layer when a WC-Co cermet is plasma-nitrided at 3–8 Pa and 400 °C. Nitriding processing parameters, such as gas media, arc current and applied bias voltage determine the density and energy of anions in the plasma, which can be used to tune the existent phases, morphologies, and density distributions of Co compounds in the nitrided surface. Co4N compound decomposes above 400 °C at low vacuum. During nitriding, the competition between an inner-diffusion of active nitrogen with high energy and the Co4N decomposition tries to produce a specific microstructure of the surface conversion layer, wherein the γ-Co core is wrapped with a thin Co4N layer. This thin Co4N layer is favorable for inhibiting the out-diffusion of γ-Co and beneficial for the formation of diamond nuclei at the interface during HFCVD.
Author Contributions
Conceptualization, J.P.; Funding acquisition, J.P.; Methodology, J.P.; Project administration, J.P.; Supervision, J.P.; Writing—original draft, J.P.; Writing—review & editing, J.P.; Validation, J.P., Y.X.; Data curation, Y.X., Y.P., W.L., J.Z.; Investigation, Y.X., Y.P., W.L., J.Z.; Resources, Y.X., Y.P.; Data curation, Y.X., Y.P., W.L., J.Z. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Guangzhou Commission of Science and Technology (Grant Nos. 201902010018, 201807010091) and Department of Science and Technology of Guangdong Provice (Grant No. 2015B090923006).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data is contained within the article.
Acknowledgments
This study was also supported by the financial aid from Conprofe Green Tools Co., ltd, Guangzhou.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Norgren, S.; García, J.; Blomqvist, A. Trends in the P/M hard metal industry. Int. J. Refract. Met. Hard Mater. 2015, 48, 31–45. [Google Scholar] [CrossRef]
- Langa, T.; Olubambi, P.; Shabalala, T.; Shongwe, M. Densification and structural transformation during spark plasma sintering of WC-Co-YSZ-cBN systems. Int. J. Refract. Met. Hard Mater. 2018, 72, 341–348. [Google Scholar] [CrossRef]
- Frykholm, R.; Ekroth, M.; Jansson, B.; OAndrén, H.; Ågren, J. Effect of cubic phase composition on gradient zone formation in cemented carbides. Int. J. Refract. Met. Hard Mater. 2001, 19, 527–538. [Google Scholar] [CrossRef]
- Tang, S.; Liu, D.; Li, P.; Jiang, L.; Liu, W.; Chen, Y.; Niu, Q. Microstructure and mechanical properties of functionally gradient cemented carbides fabricated by microwave heating nitriding sintering. Int. J. Refract. Met. Hard Mater. 2016, 58, 137–142. [Google Scholar] [CrossRef]
- Haubner, R.; Kalss, W. Diamond deposition on hardmetal substrates–Comparison of substrate pre-treatments and industrial applications. Int. J. Refract. Met. Hard Mater. 2010, 28, 475–483. [Google Scholar] [CrossRef]
- Ullram, S.; Haubner, R. Temperature pre-treatments of hardmetal substrates to reduce the cobalt content and improve diamond deposition. Diam. Relat. Mater. 2006, 15, 994–999. [Google Scholar] [CrossRef]
- Bobzin, K. High-performance coatings for cutting tools. CIRP J. Manuf. Sci. Technol. 2017, 18, 1–9. [Google Scholar] [CrossRef]
- Najar, K.; Sheikh, N.; Butt, M.; Mushtaq, S.; Shah, M. Engineered synthetic diamond film as a protective layer for tribological and machining applications: A review. J. Bio-Tribo-Corros. 2019, 5, 59. [Google Scholar] [CrossRef]
- Sarangi, S.; Chattopadhyay, A.; Chattopadhyay, A. Effect of pretreatment methods and chamber pressure on morphology, quality and adhesion of HFCVD diamond coating on cemented carbide inserts. Appl. Surf. Sci. 2008, 254, 3721–3733. [Google Scholar] [CrossRef]
- Fu, R.; Kwok, S.; Chen, P.; Yang, P.; Ngai, R.; Tianc, X.; Chu, P. Surface modification of cemented carbide using plasma nitriding and metal ion implantation. Surf. Coat. Technol. 2005, 196, 150–154. [Google Scholar] [CrossRef]
- Thakur, D.; Ramamoorthy, B.; Vijayaraghavan, L. Influence of different post treatments on tungsten carbide–cobalt inserts. Mater. Lett. 2008, 62, 4403–4406. [Google Scholar] [CrossRef]
- Peng, W.; Hao, S.; Zhao, L.; Chen, J.; Li, W. Formation mechanism of graphite nanospheres in WC-Co system under high current pulsed electron beam irradiation. Mater. Lett. 2019, 244, 207–210. [Google Scholar] [CrossRef]
- Yi, M.; Deng, B.; Xiao, H.; Wei, Q.; Ma, L.; Zhou, K.; Luo, Y.; Li, L.; Zhang, L.; Yu, Z. Gaseous boronizing pretreatment for the deposition of nanocrystalline diamond films on cemented carbide substrates. Mater. Res. Express 2019, 6, 076404. [Google Scholar] [CrossRef]
- Campos, R.; Contin, A.; Trava-Airoldi, V.; Barquete, D.; Moro, J.; Corat, E. Influence of boriding process in adhesion of CVD diamond films on tungsten carbide substrates. Mater. Res. 2015, 18, 925–930. [Google Scholar] [CrossRef][Green Version]
- Gyawali, G.; Joshi, B.; Tripathi, K.; Lee, S. Effect of ultrasonic nanocrystal surface modification on properties of electrodeposited Ni and Ni-SiC composite coatings. JMEPEG 2017, 26, 4462–4469. [Google Scholar] [CrossRef]
- Lanzutti, A.; Lekka, M.; Leitenburg, C.; Fedrizzi, L. Effect of pulse current on wear behavior of Ni matrix micro-and nano-SiC composite coatings at room and elevated temperature. Tribol. Int. 2019, 132, 50–61. [Google Scholar] [CrossRef]
- Sataev, M.; Koshkarbaeva, S.; Perni, S.; Nauryzova, S.; Prokopovich, P. A galvanic-chemical method for preparing diamond containing coatings. Colloids Surf. A Physicochem. Eng. Asp. 2015, 480, 384–389. [Google Scholar] [CrossRef][Green Version]
- Qiu, W.; Liu, Z.; He, X.; Zeng, D.; Mai, Y. Improved interfacial adhesion between diamond film and copper substrate using a Cu (Cr)–diamond composite interlayer. Mater. Lett. 2012, 81, 155–157. [Google Scholar] [CrossRef]
- Polini, R.; Barletta, M.; Rubino, G.; Vesco, S. Recent advances in the deposition of diamond coatings on co-cemented tungsten carbides. Adv. Mater. Sci. Eng. 2012, 2012, 151629. [Google Scholar] [CrossRef]
- Polini, R.; Casadei, F.; D’Antonio, P.; Traversa, E. Dry turning of alumina/aluminum composites with CVD diamond coated Co-cemented tungsten carbide tools. Surf. Coat. Technol. 2003, 166, 127–134. [Google Scholar] [CrossRef]
- Li, T.; Lou, Q.; Don, J.; We, Y.; Liu, J. Modified surface morphology in surface ablation of cobalt-cemented tungsten carbide with pulsed UV laser radiation. Appl. Surf. Sci. 2001, 172, 331–344. [Google Scholar] [CrossRef]
- Barletta, M.; Rubino, G.; Valle, R.; Polini, R. Chemical vapor deposition of highly adherent diamond coatings onto co-cemented tungsten carbides irradiated by high power diode laser. ACS Appl. Mater. Interfaces 2012, 4, 694–701. [Google Scholar] [CrossRef] [PubMed]
- Peng, J.; Zhu, Z.; Su, D. Sliding wear of nitrided and duplex coated H13 steel against aluminium alloy. Tribol. Int. 2019, 129, 232–238. [Google Scholar] [CrossRef]
- Ichimura, S.; Takashima, S.; Tsuru, I.; Ohkubo, D.; Matsuo, H.; Goto, M. Application and evaluation of nitriding treatment using active screen plasma. Surf. Coat. Technol. 2019, 374, 210–221. [Google Scholar] [CrossRef]
- Fernandes, C.; Senos, A. Cemented carbide phase diagrams: A review. Int. J. Refract. Met. Hard Mater. 2011, 29, 405–418. [Google Scholar] [CrossRef]
- Dubrovinskaia, N.; Dubrovinsky, L.; Saxena, S.; Selleby, M.; Sundman, B. Thermal expansion and compressibility of Co6W6C. J. Alloys Comp. 1999, 285, 242–245. [Google Scholar] [CrossRef]
- Polini, R.; Marcheselli, G.; Traversa, E. Nucleation and growth of diamond films on Ni-cemented tungsten carbide: Effects of substrate pretreatments. J. Am. Ceram. Soc. 1994, 77, 2043–2048. [Google Scholar] [CrossRef]
- Sakai, K.; Suzuki, Y.; Inoue, H.; Utino, K.; Horikoshi, Y. Tool life improvement of coated carbide tools treated by novel nitriding technique. Key Eng. Mater. 2009, 407, 24–27. [Google Scholar] [CrossRef]
- Sato, T.; Hosokawa, Y.; Ito, S.; Akashi, K. Plasma carbonitriding of cemented carbide substrate as an effective pretreatment process for diamond CVD. Surf. Coat. Technol. 1999, 112, 189–193. [Google Scholar] [CrossRef]
- Hamzaoglu, E.; Yilmaz, S.; Gulmez, T. Effect of plasma nitriding on the performance of WC-Co cutting tools. JMEPEG 2011, 20, 405–408. [Google Scholar] [CrossRef]
- Lin, Q.; Chen, S.; Shen, B.; Sun, F. CVD diamond coated drawing dies: A review. Mater. Manufact. Process. 2021, 36, 381–408. [Google Scholar] [CrossRef]
- Anderson, T.; Hobart, K.; Tadjer, M.; Koehler, A.; Imhoff, E.; Hite, J.; Feygelson, T.; Pate, B.; Eddy, C.; Kub, F. Nanocrystalline Diamond Integration with III-Nitride HEMTs. ECS J. Solid State Sci. Technol. 2017, 6, Q3036–Q3039. [Google Scholar] [CrossRef]
- Ramasubramanian, K.; Arunachalam, N.; Rao, M. Investigation on tribological behaviour of boron doped diamond coated cemented tungsten carbide for cutting tool applications. Surf. Coat. Technol. 2017, 332, 332–340. [Google Scholar] [CrossRef]
- Najara, K.; Sheikha, N.; Shah, M. Enhancement in tribological and mechanical properties of cemented tungsten carbide substrates using CVD-diamond coatings. Tribol. Ind. 2017, 39, 20–30. [Google Scholar]
- Gupta, M.; Pandey, N.; Amir, S.M.; Pütter, S.; Mattauch, S. Synthesis, structure and magnetization of Co4N thin films. J. Magn. Magn. Mater. 2019, 489, 165376. [Google Scholar] [CrossRef]
- Balasubramanian, B.; Zhao, X.; Valloppilly, S.; Beniwal, S.; Skomski, R.; Sarella, A.; Jin, Y.; Li, X.; Xu, X.; Cao, H.; et al. Magnetism of new metastable cobalt-nitride compounds. Nanoscale 2018, 10, 13011–13021. [Google Scholar] [CrossRef]
- Sugumaran, A.; Shukla, K.; Khan, I.; Ehiasarian, A.; Hovsepian, P. Dry sliding wear mechanisms of HIPIMS plasma nitrided CoCrMo alloy for medical implant applications. Vacuum 2021, 185, 109994. [Google Scholar] [CrossRef]
- Zhao, Y.S.; Wang, M.; Ma, Y.Q. Effects of nitriding temperature on the structure and magnetic properties of CoFe 2 alloy. J. Mater. Sci. Mater. Electron. 2018, 29, 20071–20080. [Google Scholar] [CrossRef]
- Liu, T.; Li, M.; Guo, L. Designing and facilely synthesizing a series of cobalt nitride (Co4N) nanocatalysts as non-enzymatic glucose sensors: A comparative study toward the influences of material structures on electrocatalytic activities. Talanta 2018, 181, 154–164. [Google Scholar] [CrossRef]
- Razzaq, R.; Li, C.; Usman, M.; Suzuki, K.; Zhang, S. A highly active and stable Co4N/γ-Al2O3 catalyst for CO and CO2 methanation to produce synthetic natural gas (SNG). Chem. Eng. J. 2015, 262, 1090–1098. [Google Scholar] [CrossRef]
- Peng, J.; Zeng, J.; Xiong, C.; Li, L. The effect of interlayer reactivity on the quality of diamond coating by HFCVD deposition. J. Alloys Comp. 2020, 835, 155035. [Google Scholar] [CrossRef]
- Peng, J.; Liao, J.; Yang, M.; Liao, J.; Bi, J. Effect of annealing treatment on the tribological performance of hydrogenated amorphous diamond coatings doped with nitrogen. Ceram. Int. 2021, 47, 13423–13431. [Google Scholar] [CrossRef]
- Hojman, E.; Akhvlediani, R.; Alagem, E.; Hoffman, A. Cobalt out-diffusion and carbon phase composition at the WC-10% Co/diamond film interface investigated by XPS, SEM, Raman and SIMS. Phys. Status Solidi A 2012, 209, 1726–1731. [Google Scholar] [CrossRef]





Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).