
Analysis of Film Forming Law and Characteristics for an Air Static Spray with a Variable Position of the Plane


Abstract
:1. Introduction
2. Calculation Model of Spraying Flow Field
2.1. Basic Control Equation
2.2. The Basic Equation of Compressible Flow
2.3. Turbulence Model
2.4. Wall Liquid Film Model
3. Simulation of Static Variable Position Spraying
3.1. Simulation Method
3.2. Computation Domain and Grid Division
3.3. Calculation Method and Parameter Setting
4. Analysis of Simulation Results
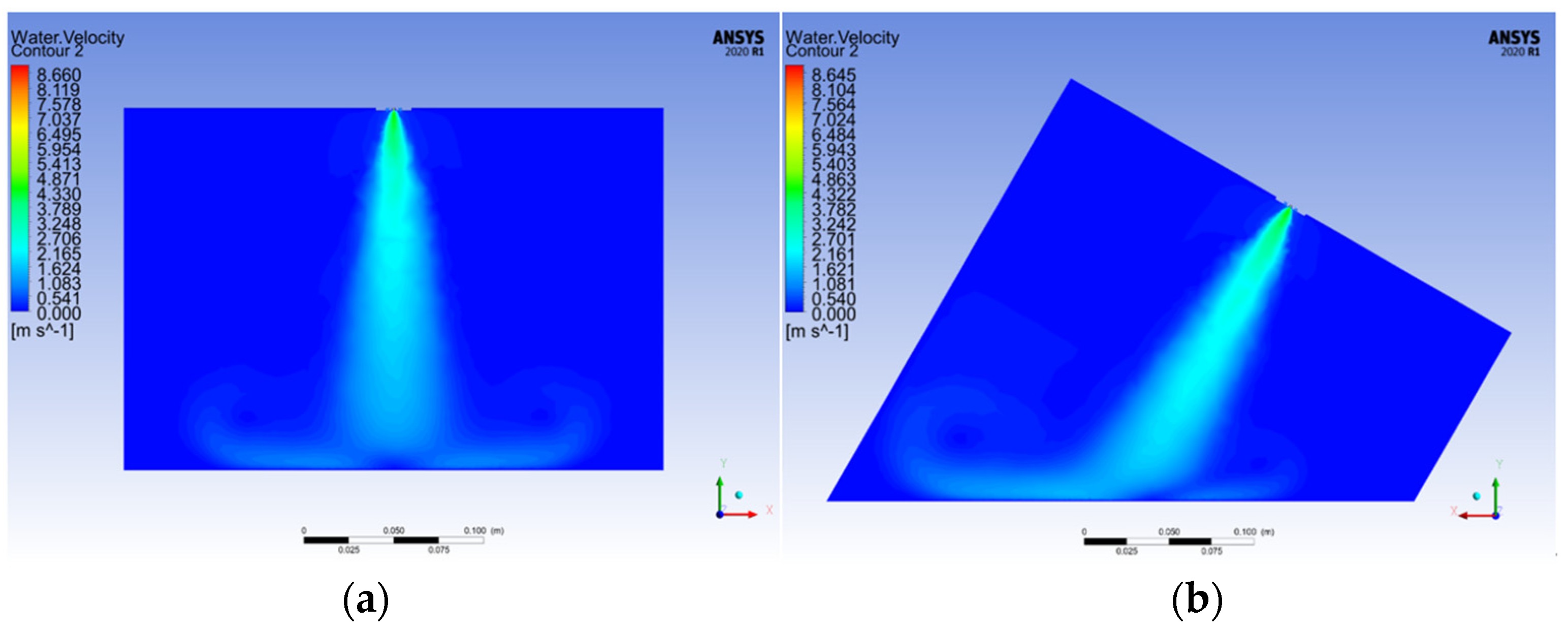
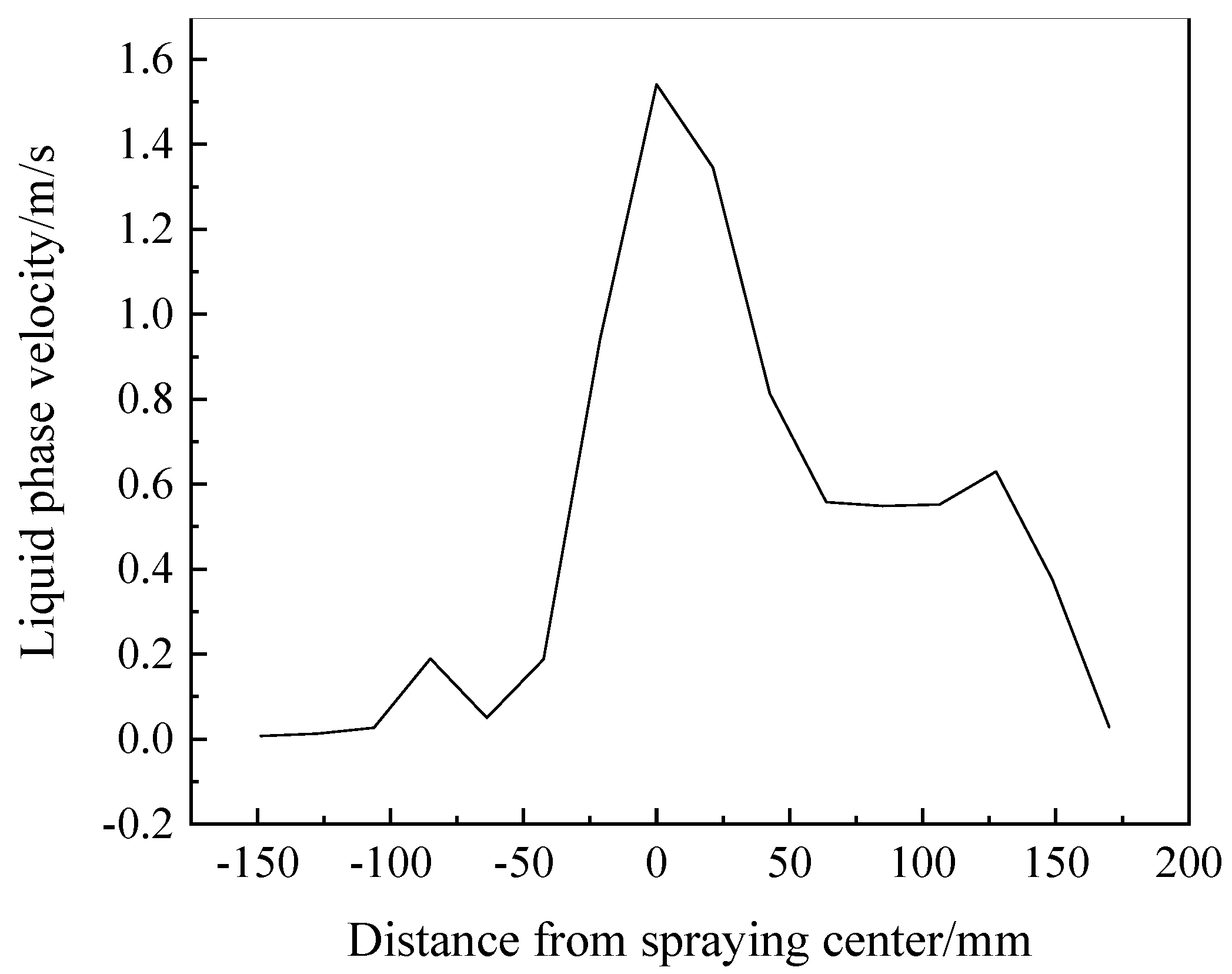
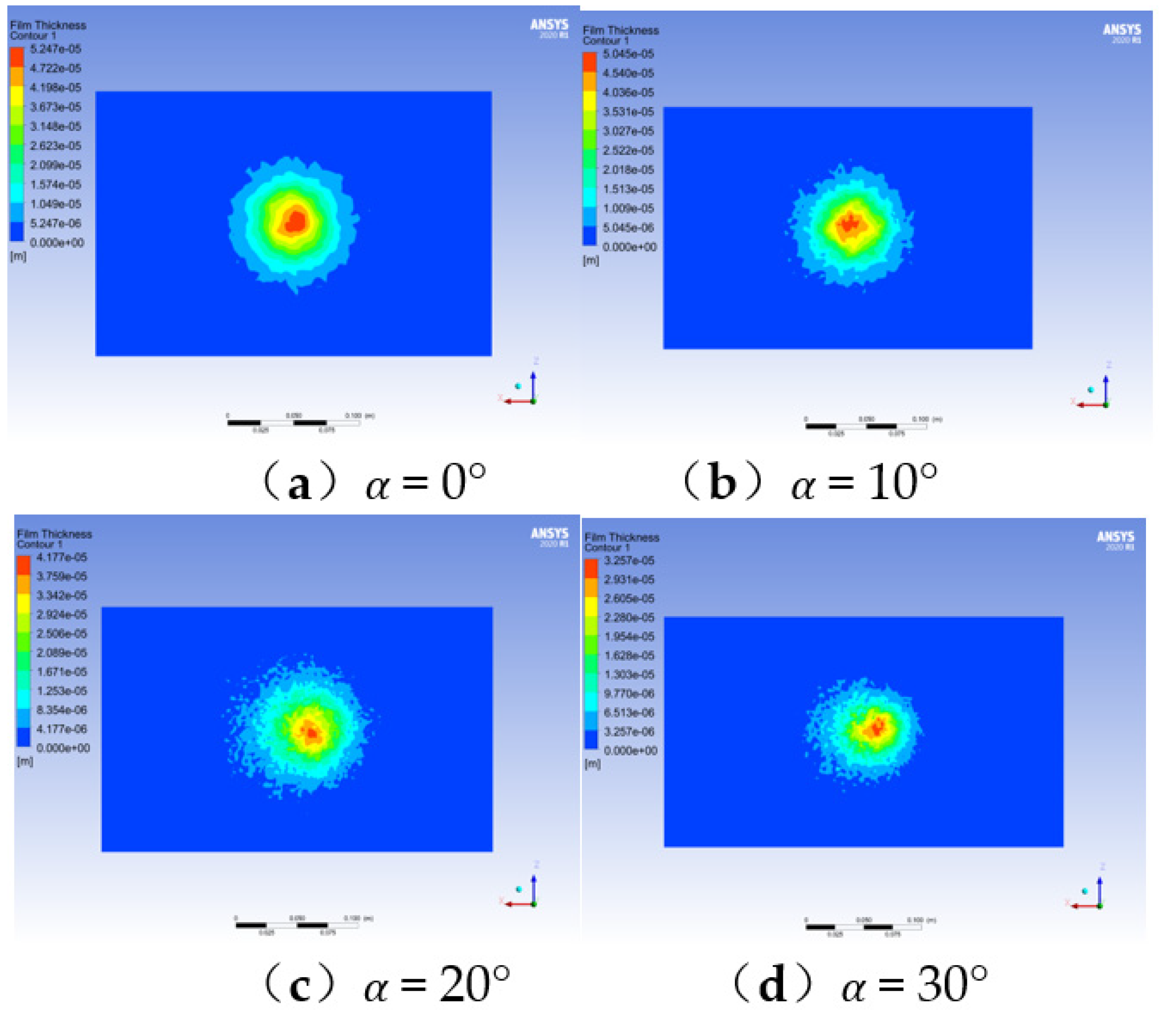
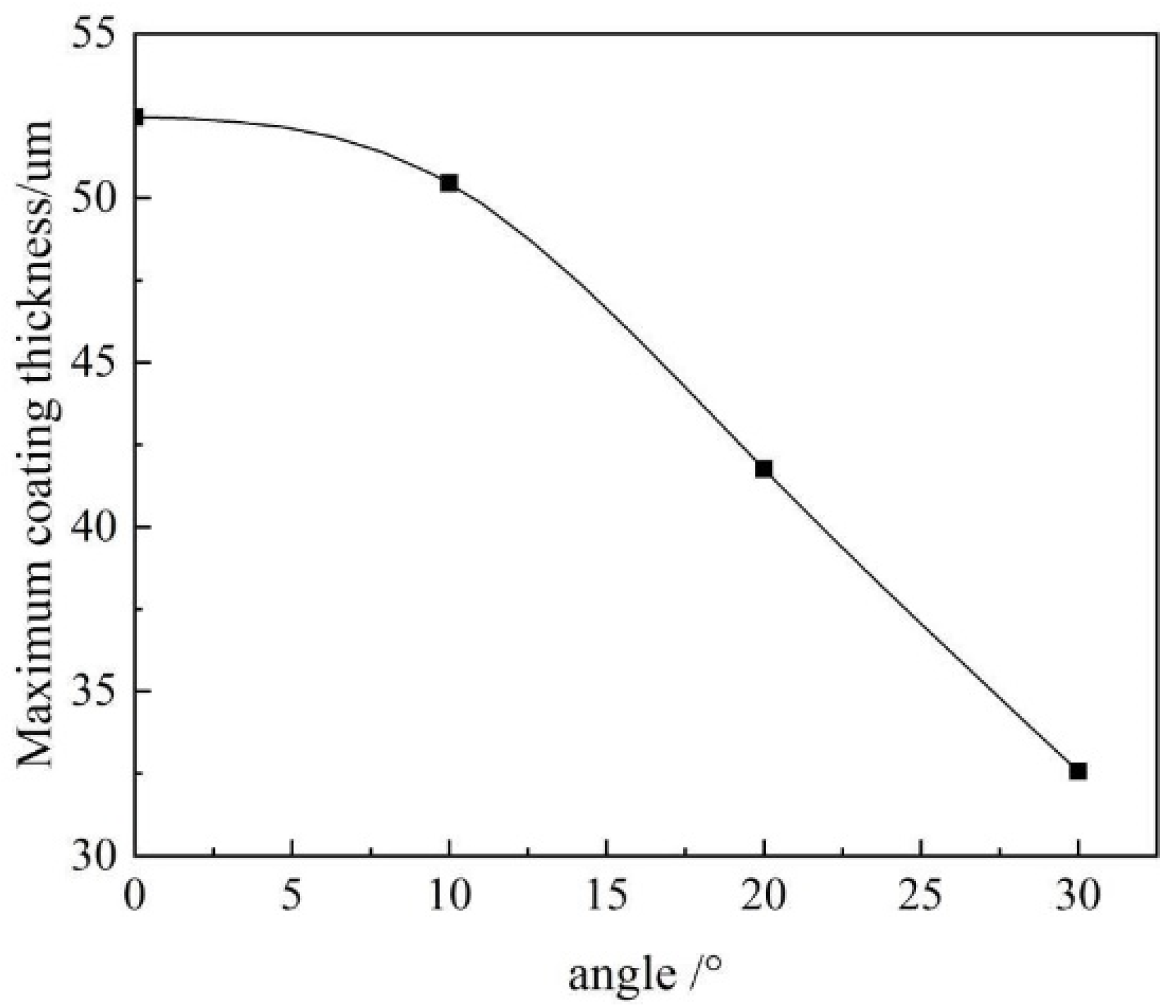
4.1. Effect of Spray Angle on Spray Field
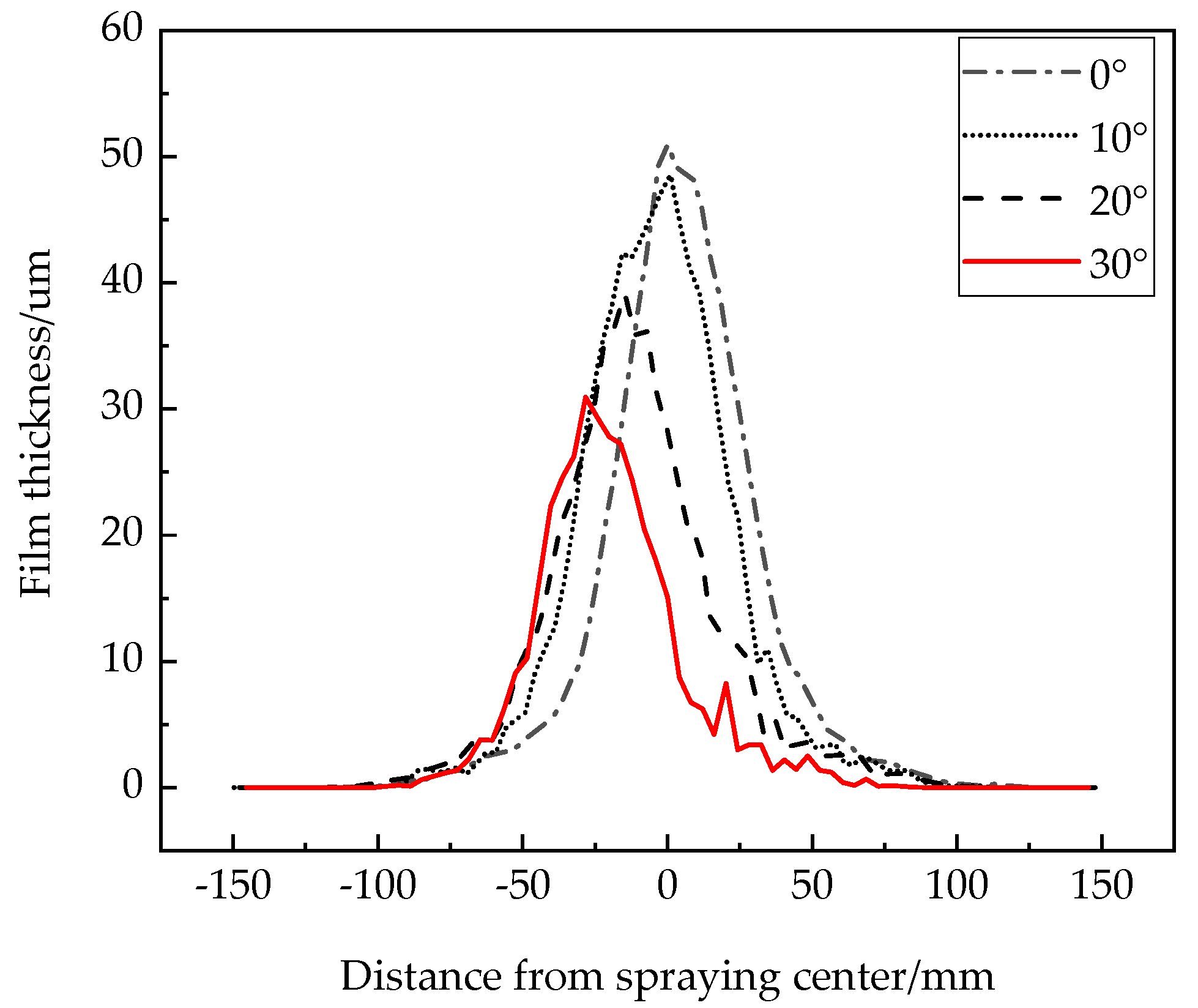
4.2. Effect of Spray Angle on Uniformity of Coating Distribution
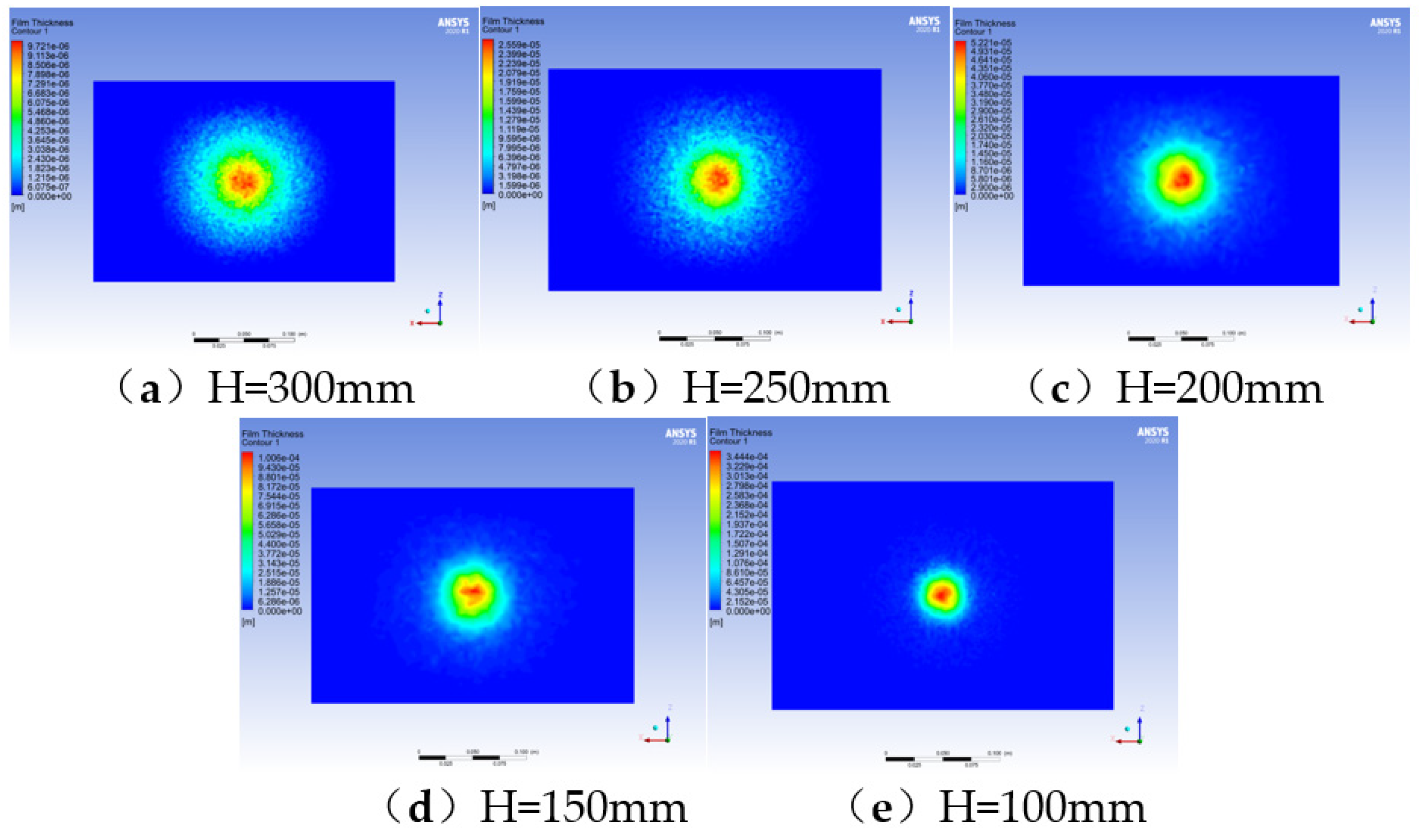
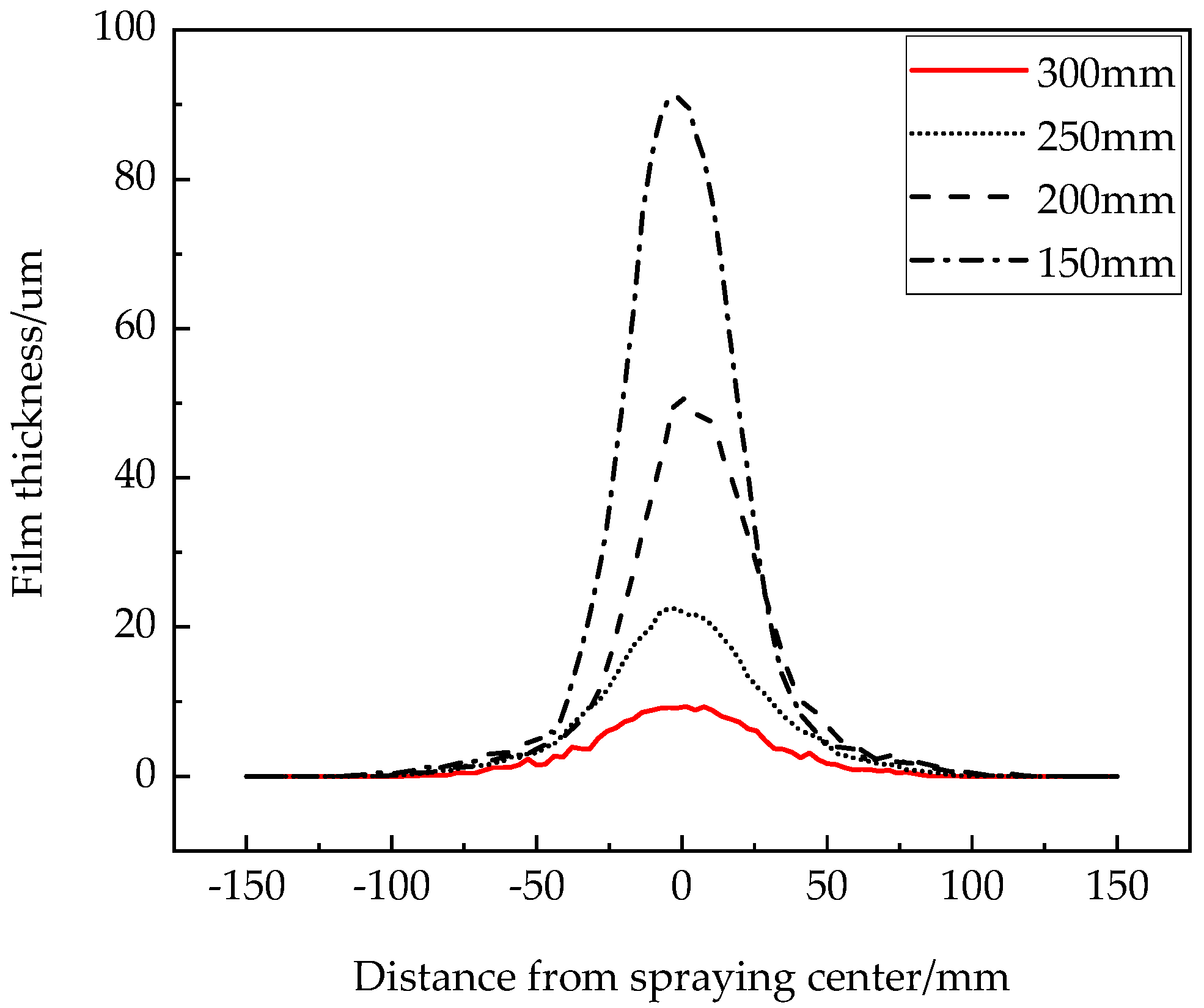
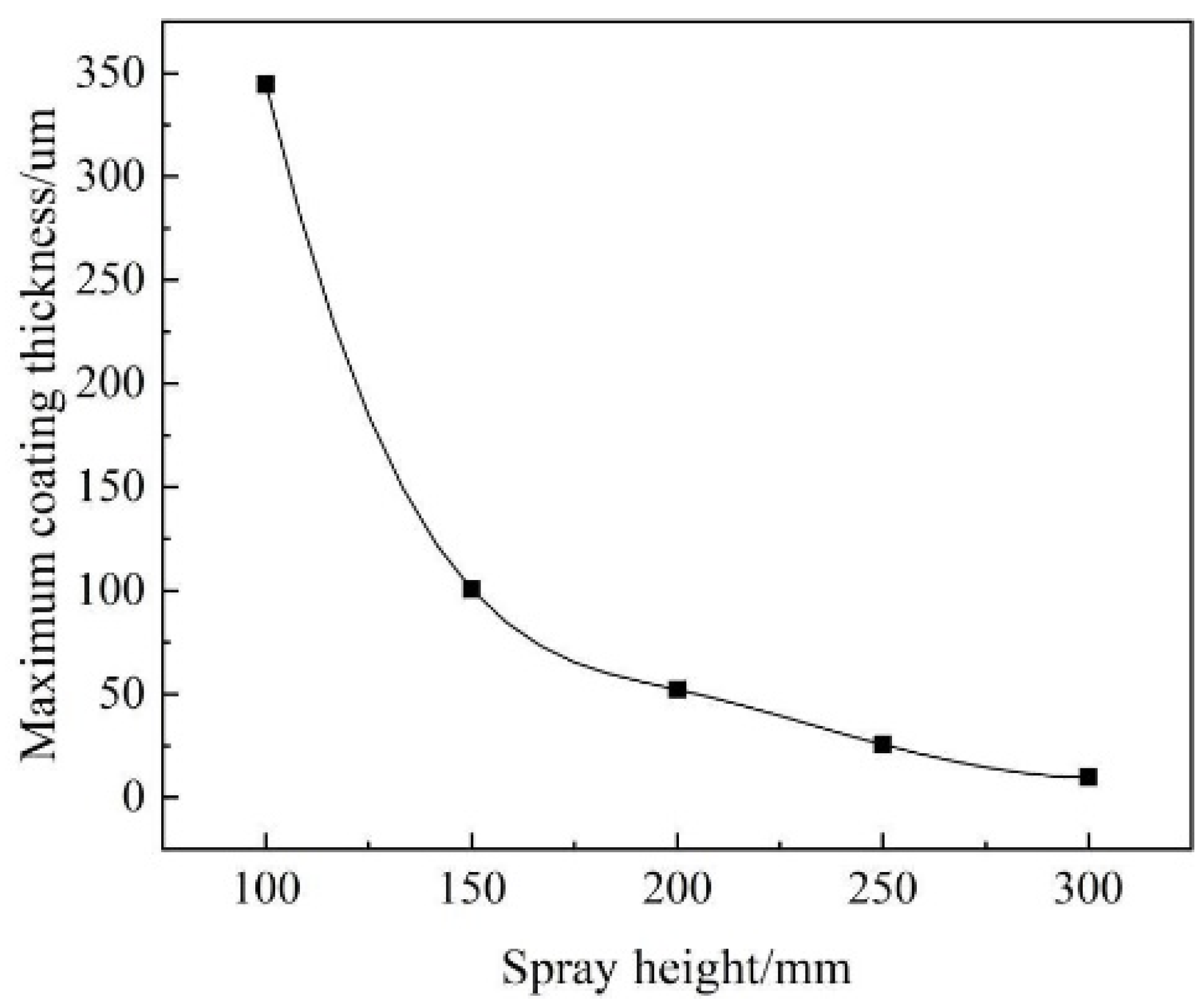
4.3. The Effect of Spraying Height on the Uniformity of Coating Film Distribution
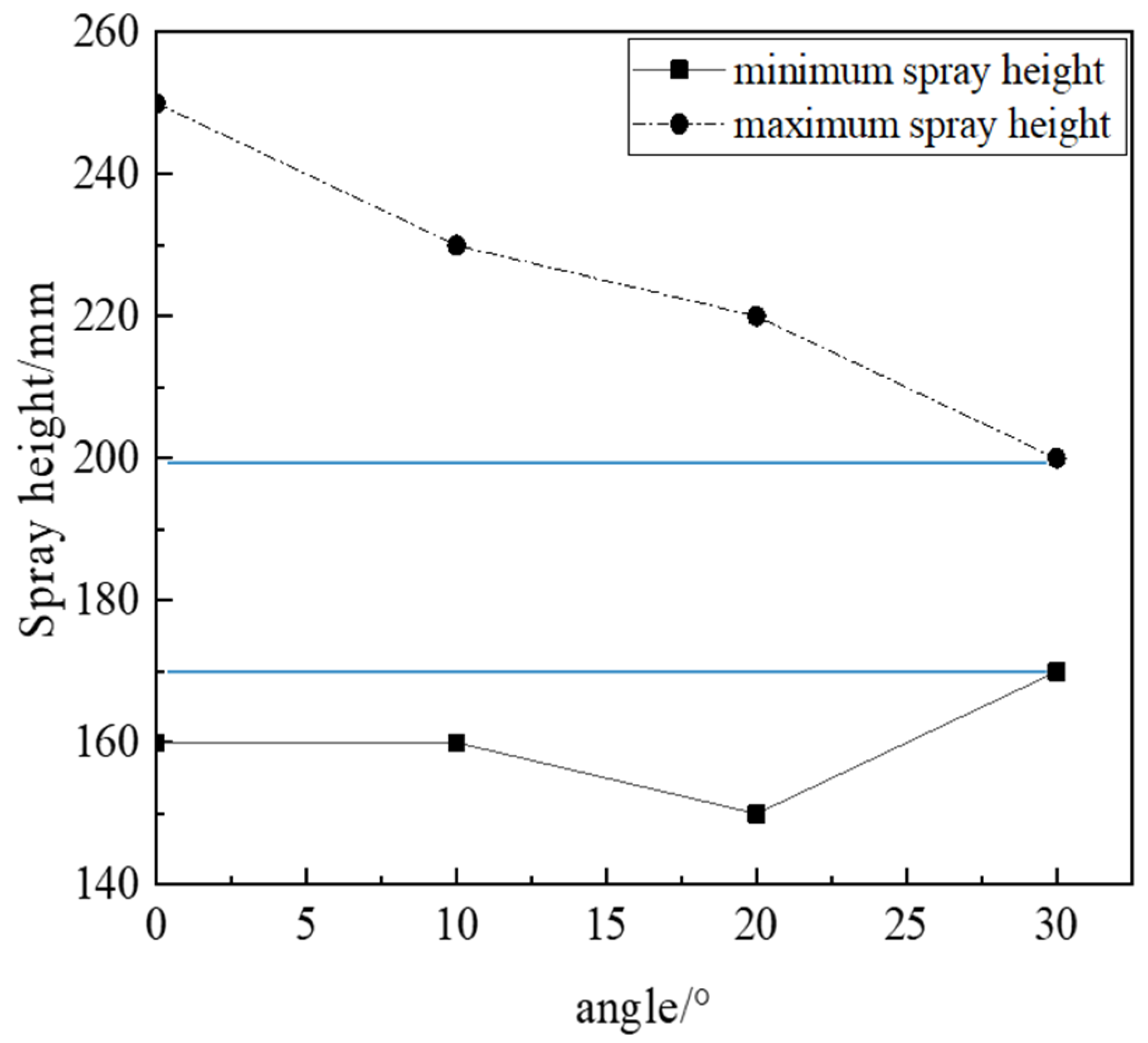
4.4. The Combined Effect of Spray Angle and Height on the Uniformity of Coating Film Distribution
5. Spraying Experiment
6. Conclusions
- (1)
- The spraying experiment results show that the simulation results are in good agreement with the experimental results, which proves the feasibility and effectiveness of the simulation model established in this paper. Therefore, the simulation method can be used to obtain the film thickness distribution law of static spraying with gun displacement.
- (2)
- In the field of automobile manufacturing, the variable position spraying method is usually used to spray the surface of products with complex free-form surface characteristics of the automobile body. Spraying angle and spraying height are the main reasons for the diffusion at the edge of the coating coverage. Therefore, the spraying height and spraying angle should be controlled within a reasonable range to ensure the uniformity of coating quality.
- (3)
- The film forming regularity and characteristics of static spraying with changing position of gun are analyzed, which lays a theoretical foundation for establishing the prediction model of film thickness distribution in the range of changing position of gun.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Seegmiller, N.; Bailiff, J.; Franks, R. Precision robotic coating application and thickness control optimization for F-35 final finishes. SAE Int. J. Aerosp. 2009, 2, 284–290. [Google Scholar] [CrossRef] [Green Version]
- Guan, L.W.; Chen, L. Trajectory planning method based on transitional segment optimization of spray painting robot on complex-free surface. Ind. Robot. 2019, 46, 31–43. [Google Scholar] [CrossRef]
- Zhang, S.Z.; Mao, W.; Zhen, J.B.; Li, C.L. Research progress of coating thickness distribution model by electrostatic. Spray. Surf. Technol. 2019, 48, 291–297. [Google Scholar]
- Mostaghimi, J.; Chandra, S.; Ghafouri-Azar, R. Modeling thermal spray coating processes: A powerful tool in design and optimization. Surf. Coat. Technol. 2003, 163, 1. [Google Scholar] [CrossRef]
- Kanta, A.F.; Montavon, G.; Vardelle, M. Artificial neural networks vs. fuzzy logic: Simple tools to predict and control complex processes—Application to plasma spray processes. J. Therm. Spray Technol. 2008, 17, 365. [Google Scholar] [CrossRef]
- Ren, X.M.; Tian, Z.L.; Zhang, J. Equiatomic quaternary(Y1/4Ho1/4Er1/4Yb1/4)2SiO5silicate: A perspective multifunctional thermal and environmental barrier coating material. Scr. Mater. 2019, 168, 47. [Google Scholar] [CrossRef]
- Niknam, P.H.; Mortaheb, H.R.; Mokhtarani, B. Effects of fluid type and pressure order on performance of convergent-divergent nozzles: An efficiency model for supersonic separation. Asia-Pac. J. Chem. Eng. 2018, 12, 147. [Google Scholar] [CrossRef]
- Ning, L.; Wang, G.L. Research on automatic spraying process of aviation products. Aeronaut. Manuf. Technol. 2018, 61, 59–64. [Google Scholar]
- Zeng, Y.; Yu, Y.Q.; Zhao, X.Y. Trajectory planning of spray gun with variable posture for irregular plane based on boundary constraint. IEEE Access 2021, 9, 11. [Google Scholar] [CrossRef]
- Liu, G.X. Simulation Study on the Spray Flow Fieldof Air Atomized Paint Spray Gun; Zhejiang University: Hangzhou, China, 2012; pp. 31–49. [Google Scholar]
- Garbero, M.; Vanni, M.; Baldi, G. CFD modeling of a spray deposition process of paint. Macromol. Symp. 2002, 187, 719–729. [Google Scholar] [CrossRef]
- Chen, Y.; Chen, W.; Chen, K. Motion Planning of Redundant Manipulators for Painting Uniform Thick Coating in Irregular Duct. J. Robot. 2016, 1, 1–12. [Google Scholar] [CrossRef] [Green Version]
- Viti, V.; Kulkarni, J.; Watve, A. Computational fluid dynamics analysis of the electrostatic spray painting process with a rotating bell cup. At. Sprays 2010, 20, 1–17. [Google Scholar] [CrossRef]
- Fogliati, M.; Fontana, D.; Garbero, M. CFD simulation of paint deposition in an air spray process. J. Coat. Technol. Res. 2006, 3, 117–126. [Google Scholar] [CrossRef]
- Ye, Q.; Domnic, J. Analysis of droplet impingement of different atomizers used in spray coating processes. J. Coat. Technol. Res. 2017, 14, 467–476. [Google Scholar] [CrossRef]
- Moore, B.; Nabhani, F.; Askari, V. Sensitivity analysis of spray painting process to input parameters: Validation of CFD jet impingement model against an experimental dataset. Robot. Comput.–Integr. Manuf. 2017, 11, 11–16. [Google Scholar] [CrossRef] [Green Version]
- Chen, W.Z.; Chen, Y. Paint thickness simulation for robotic painting of curved surfaces based on Euler–Euler approach. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 199. [Google Scholar] [CrossRef]
- Chen, Y.; Chen, W.Z.; He, S.W. Spray flow characteristics of painting cylindrical surface with a pneumatic atomizer. China Surf. Eng. 2017, 30, 122–131. [Google Scholar]
- Chen, Y.; Hu, J.; Zhang, G.; Chen, W.Z.; Pan, H.W.; Lou, B.W. Research on characteristics of paint deposition on spherical surface. J. Hunan Univ. 2019, 46, 37–46. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.K.; Xu, C.H.; Xiao, H.N. Planning method of offset spray path for patch considering boundary factors. Math. Probl. Eng. 2018, 8, 1–7. [Google Scholar] [CrossRef]
- Yang, Q.G.; Li, M.S. Simulation of the velocity distribution in the spray cone based on the two-phase flow model. J. Hefei Univ. Technol. Nat. Sci. 2006, 29, 1120–1123. [Google Scholar]
- Ye, Q.; Shen, B.; Tiedje, O. Numerical and experimental study of spray coating using air-assisted high pressure atomizers. At. Sprays 2015, 25, 643–656. [Google Scholar] [CrossRef] [Green Version]
- Chen, Y.; He, S.W.; Zhang, G. Two-fluid model simulation of paint deposition on flat wall in an air spray process. J. Logist. Eng. Univ. 2015, 31, 82–86. [Google Scholar]
- Zhang, C.L.; Cheng, Z. Numerical simulation of the flow field and structural improvement in the nozzle atomization. J. Mech. Electr. Eng. 2017, 34, 33–38. [Google Scholar] [CrossRef]
- Poozesh, S.; Akafuah, N.; Saito, K. Effects of automotive paint spray technology on the paint transfer efficiency—A review. J. Automob. Eng. 2018, 232, 282–301. [Google Scholar] [CrossRef]
- Ma, D.; Chang, S.; Yang, C. Investigation on film formation characteristics of pressure-swirl nozzle. Coatings 2021, 11, 773. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Spray Gun Position | Numerical Value |
|---|---|
| Spray height H/mm | 250, 240, 230, 220, 210, 200, 190, 180, 170, 160, 150 |
| Spray dip-angle α/° | 0, 10, 20, 30 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Y.; Zeng, Y.; Zhao, X.; Liu, J.; Liu, D. Analysis of Film Forming Law and Characteristics for an Air Static Spray with a Variable Position of the Plane. Coatings 2021, 11, 1236. https://doi.org/10.3390/coatings11101236
Liu Y, Zeng Y, Zhao X, Liu J, Liu D. Analysis of Film Forming Law and Characteristics for an Air Static Spray with a Variable Position of the Plane. Coatings. 2021; 11(10):1236. https://doi.org/10.3390/coatings11101236
Chicago/Turabian StyleLiu, Yi, Yong Zeng, Xueya Zhao, Jiuxuan Liu, and Dezhi Liu. 2021. "Analysis of Film Forming Law and Characteristics for an Air Static Spray with a Variable Position of the Plane" Coatings 11, no. 10: 1236. https://doi.org/10.3390/coatings11101236