
Combined Processing of Micro Cutters Using a Beam of Fast Argon Atoms in Plasma






Abstract
:1. Introduction
2. Experimental
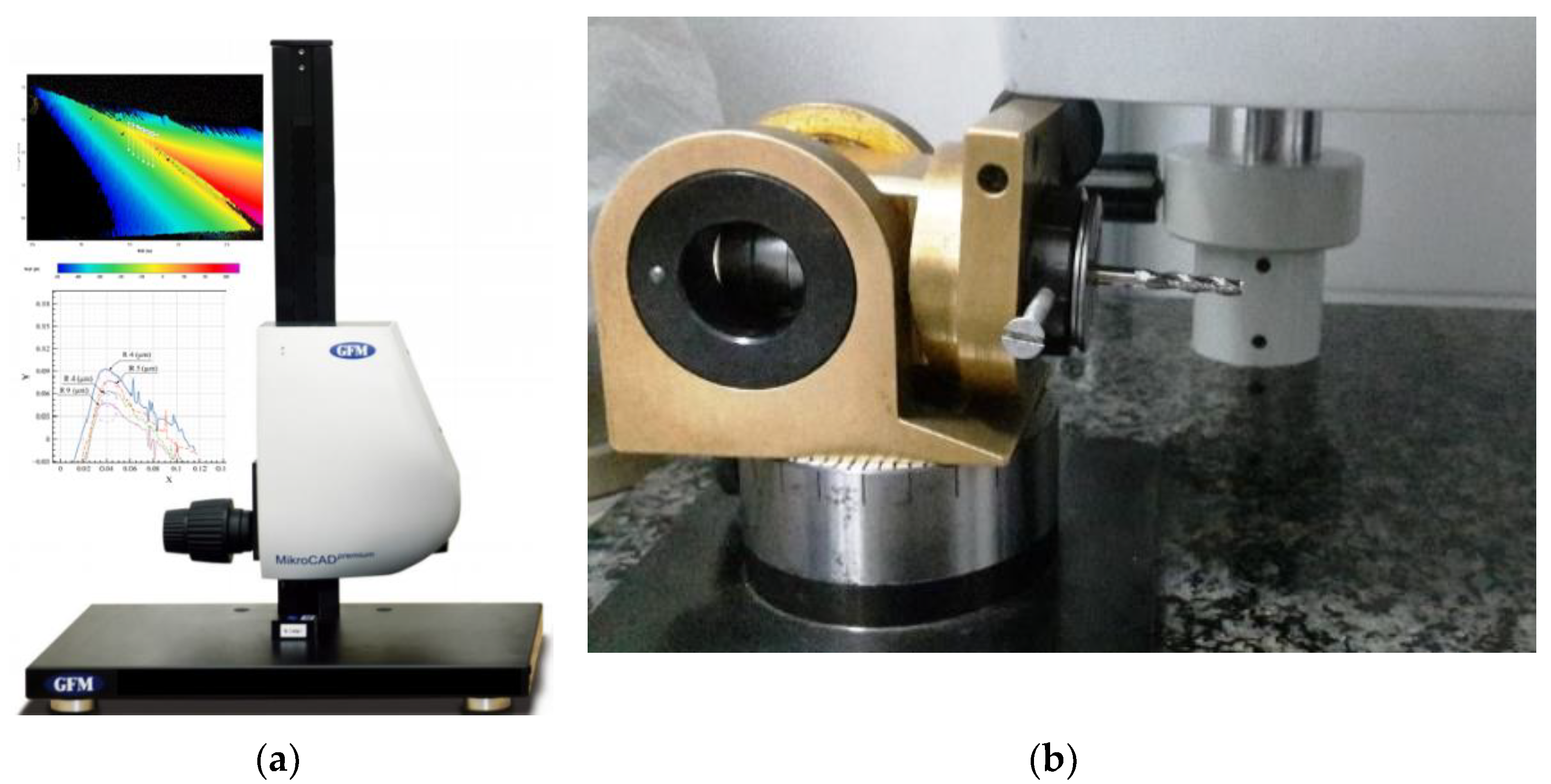
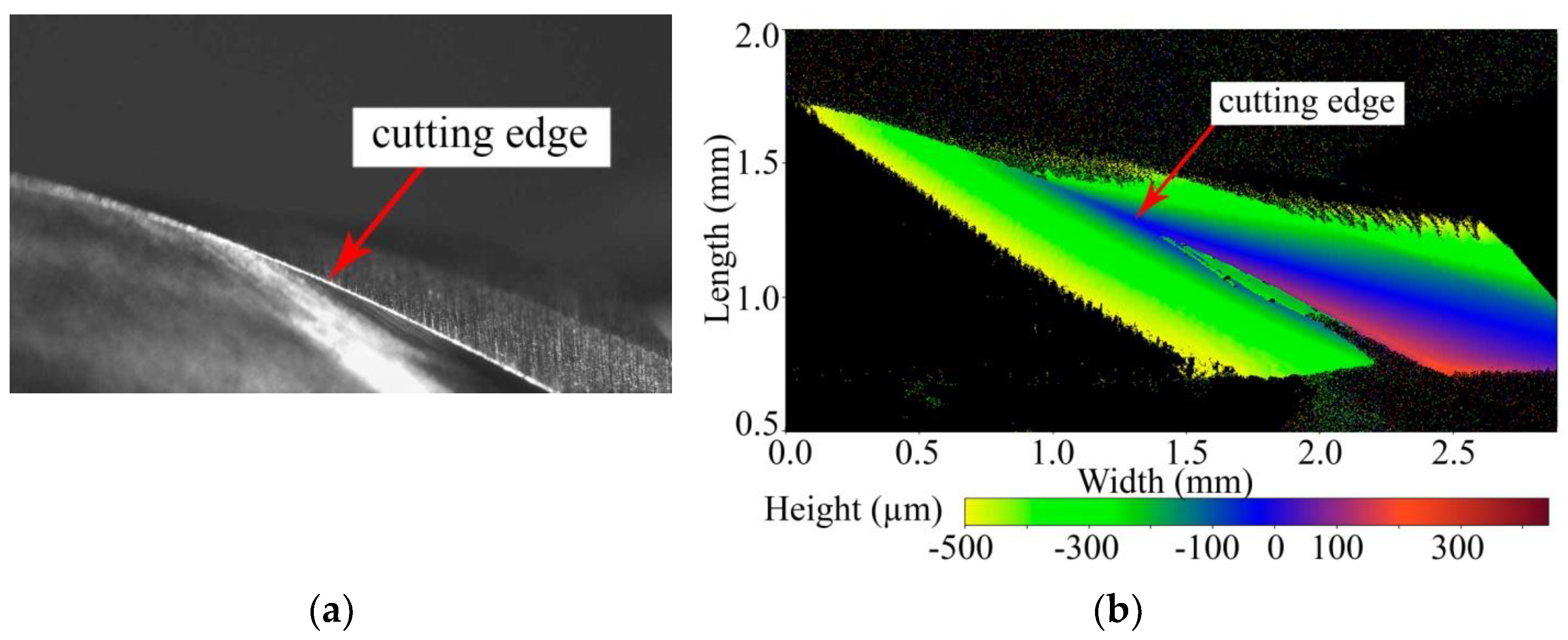
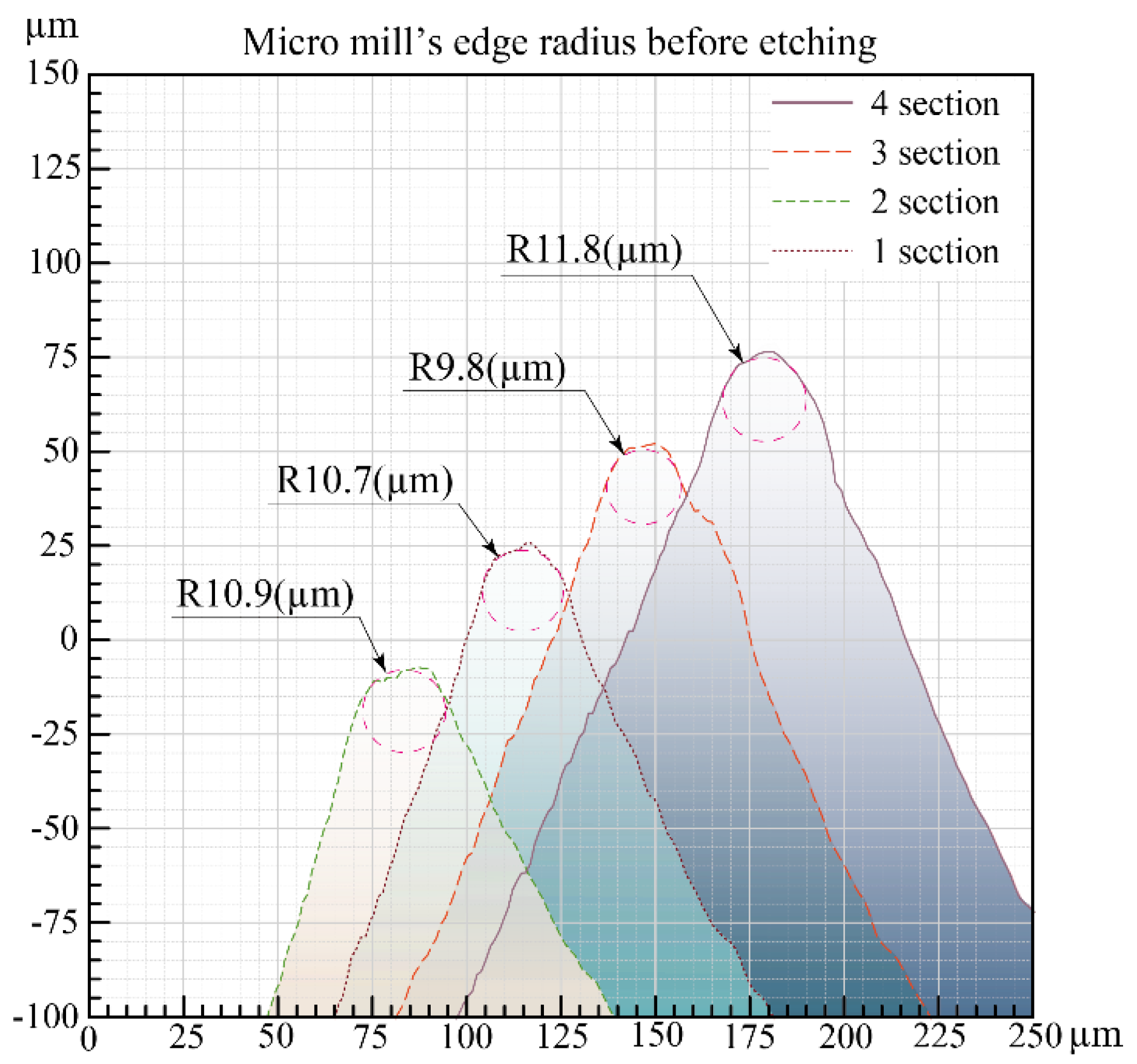
- Measurement of cutting edge radii, geometry, and roughness of micro cutters.
- Etching the micro cutters to reduce their cutting edge radii.
- Measurement of the cutting edge radii after the etching.
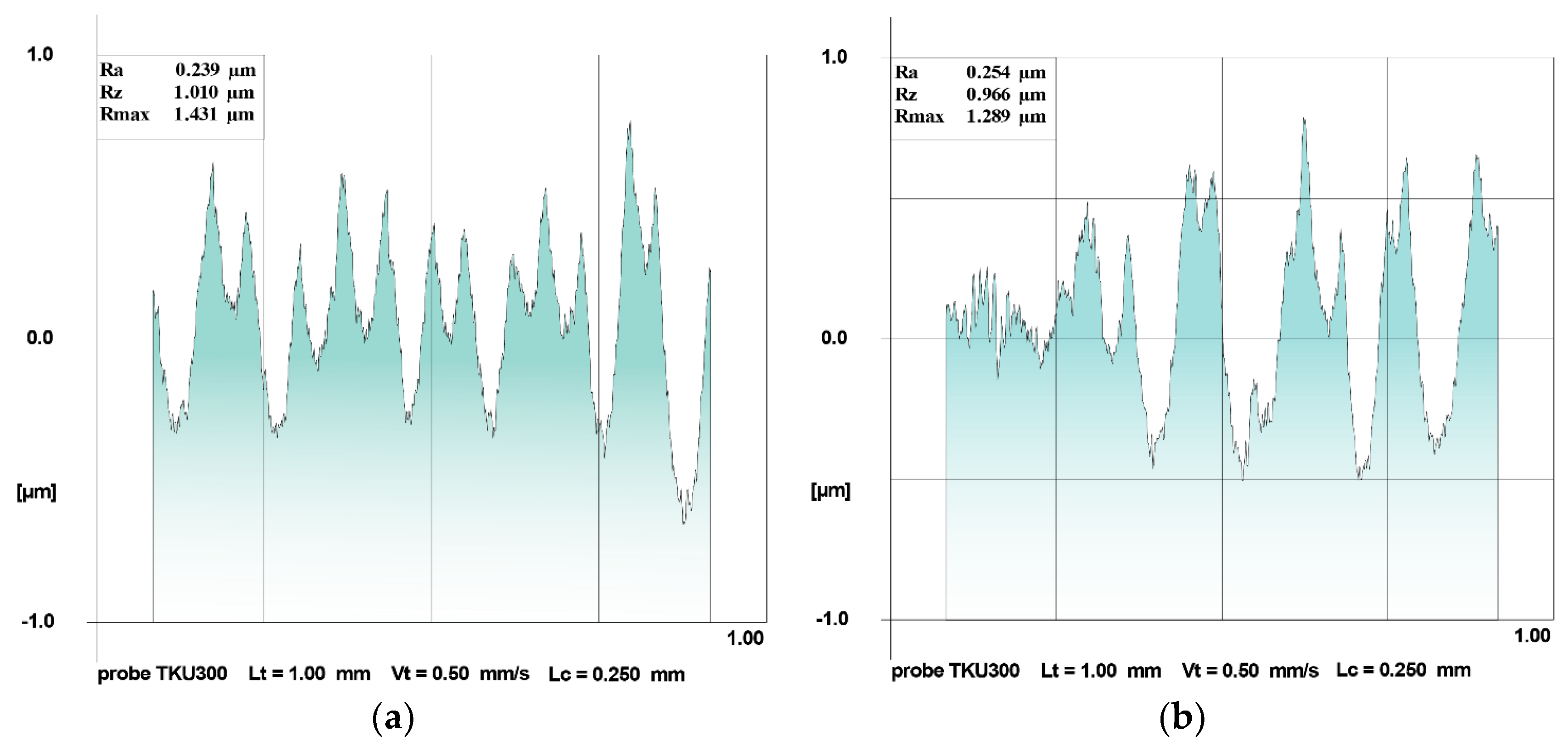
- Measurement of the geometry and roughness of micro cutters after etching.
- Deposition of a wear-resistant coating.
- Final measurement of the cutting edge radii of coated micro cutters.
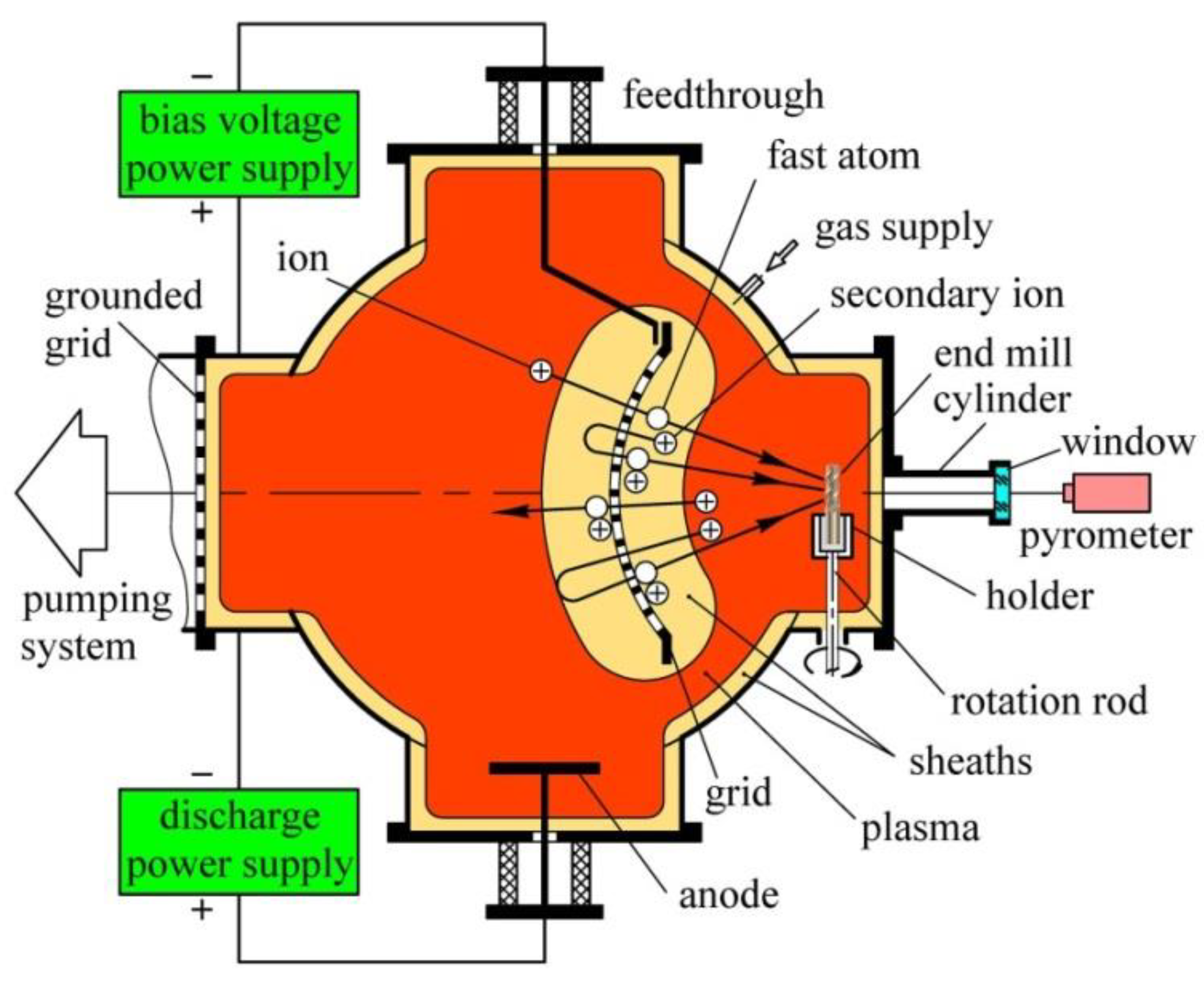
3. Etching the End Mills with Fast Atoms
4. Discussion
5. Conclusions
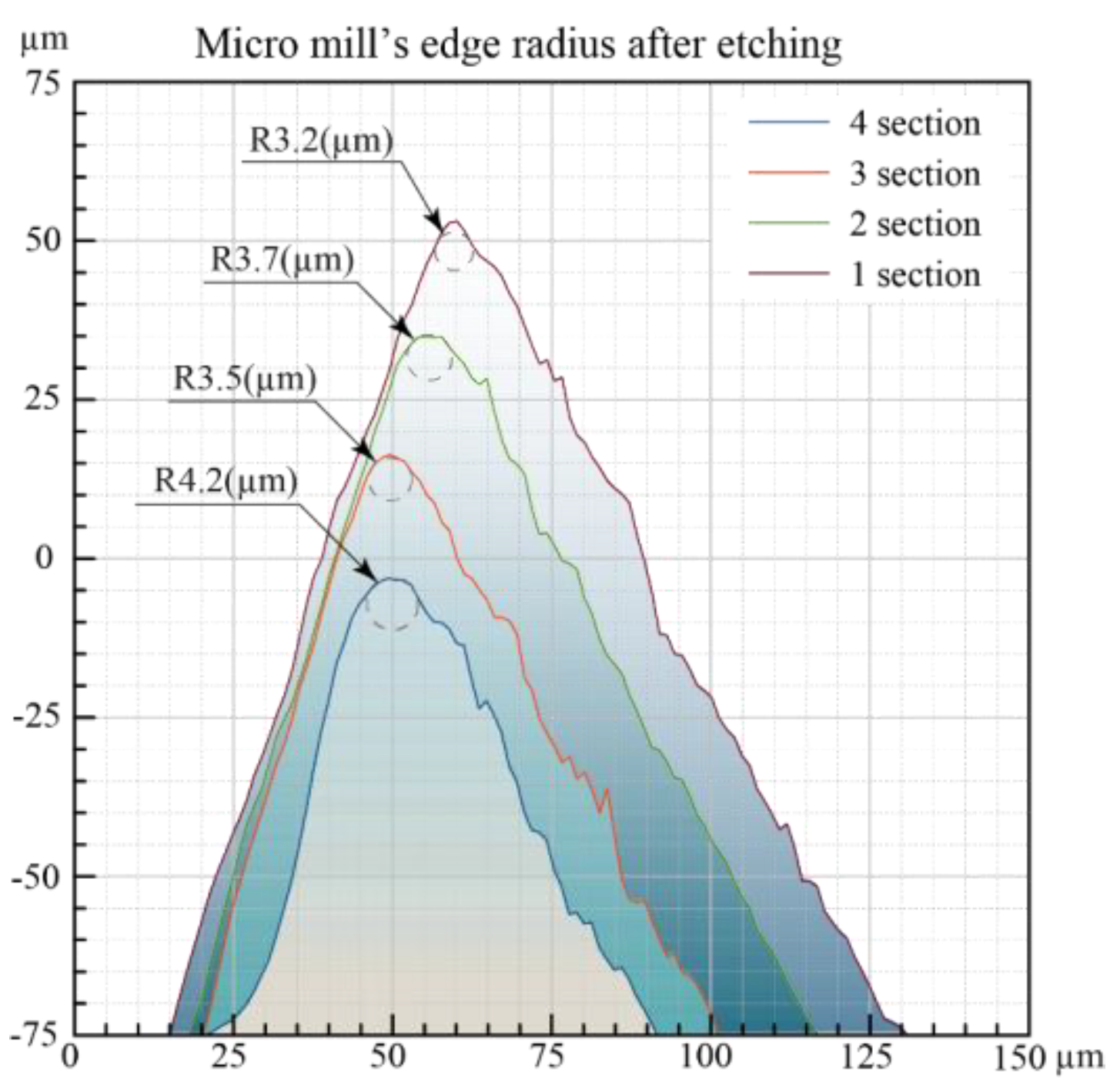
- The etching of micro tools with a concentrated beam of fast atoms allows an appreciable sharpening of the tools. Due to the etching, the cutting edge radius diminishes to ≈3−4 μm from the minimum value of ≈10−11 μm available at the tool sharpening through grinding.
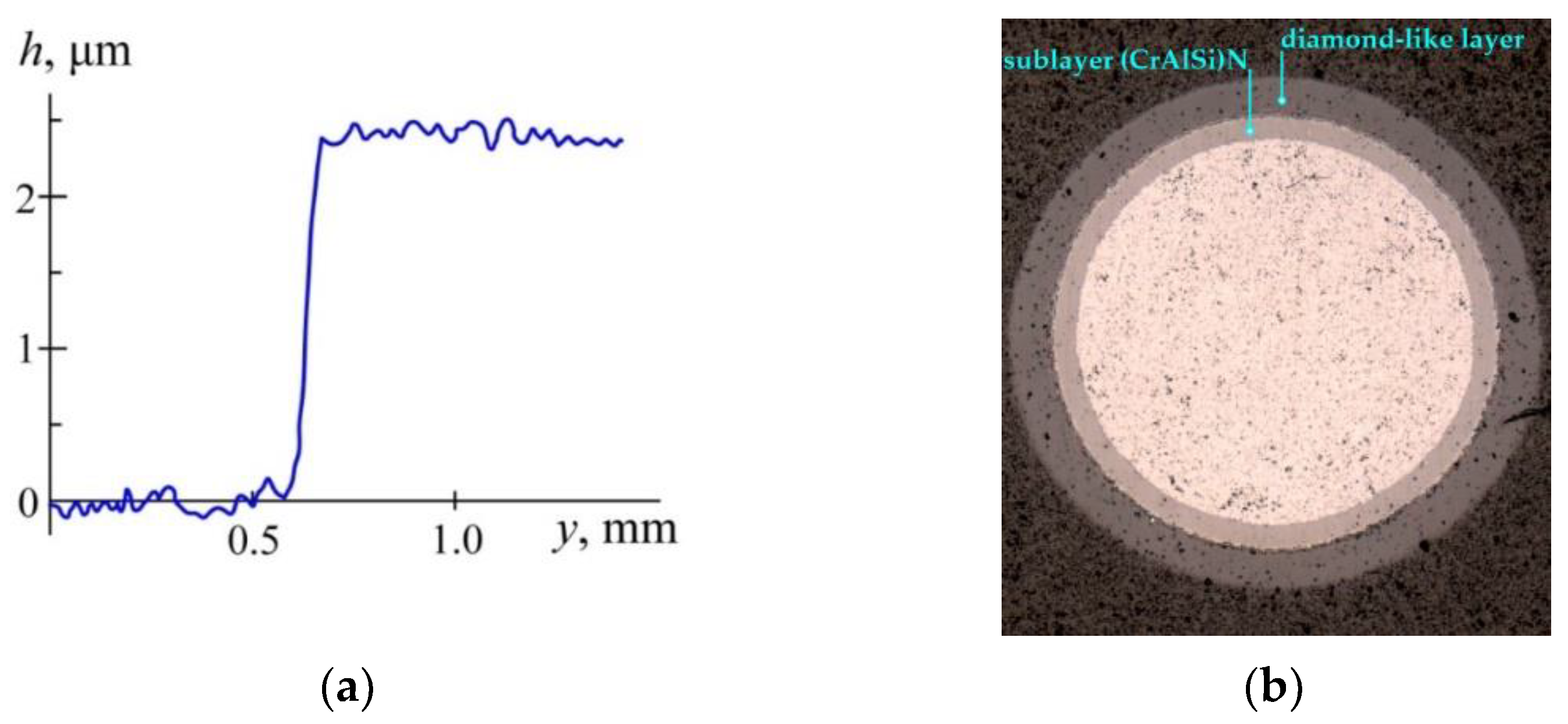
- The sharpening of micro tools with a fast atom beam makes it possible to avoid blunting of their cutting edges caused by an increase in their radii after the coating deposition.
- The new method of cutting tool processing improves the cutting conditions and property of the cutting wedge.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Grigoriev, S.; Metel, A. Plasma- and Beam-Assisted Deposition Methods; Nato Science Series, Series Ii: Mathematics, Physics and Chemistry; Nanostructured Thin Films and Nanodispersion Strengthened Coatings. In NATO Science Series II: Mathematics, Physics and Chemistry; Voevodin, A.A., Shtansky, D.V., Levashov, E.A., Moore, J.J., Eds.; Springer: Dordrecht, The Netherlands, 2004; Volume 155, pp. 147–154. [Google Scholar] [CrossRef]
- Sobol’, O.V.; Andreev, A.A.; Grigoriev, S.N.; Gorban’, V.F.; Volosova, M.A.; Aleshin, S.V.; Stolbovoy, V.A. Physical char-acteristics, structure and stress state of vacuum-arc TiN coating, deposition on the substrate when applying high-voltage pulse during the deposition. Probl. Atom. Sci. Technol. 2011, 4, 174–177. [Google Scholar]
- Zhitomirsky, V.; Grimberg, I.; Rapoport, L.; Boxman, R.; Travitzky, N.; Goldsmith, S.; Weiss, B. Bias voltage and incidence angle effects on the structure and properties of vacuum arc deposited TiN coatings. Surf. Coat. Technol. 2000, 133–134, 114–120. [Google Scholar] [CrossRef]
- Musil, J. High-rate magnetron sputtering. J. Vac. Sci. Technol. A 1996, 14, 2187–2191. [Google Scholar] [CrossRef]
- Boxman, R.L.; Zhitomirsky, V.N. Vacuum arc deposition devices. Rev. Sci. Instrum. 2006, 77, 021101. [Google Scholar] [CrossRef]
- Musil, J.; Leština, J.; Vlček, J.; Tölg, T. Pulsed dc magnetron discharge for high-rate sputtering of thin films. J. Vac. Sci. Technol. A 2001, 19, 420–424. [Google Scholar] [CrossRef]
- Horwat, D.; Anders, A. Spatial distribution of average charge state and deposition rate in high power impulse magnetron sputtering of copper. J. Phys. D Appl. Phys. 2008, 41, 135210. [Google Scholar] [CrossRef] [Green Version]
- Oks, E.; Anders, A. Evolution of the plasma composition of a high power impulse magnetron sputtering system studied with a time-of-flight spectrometer. J. Appl. Phys. 2009, 105, 093304. [Google Scholar] [CrossRef] [Green Version]
- Anders, A. Discharge physics of high power impulse magnetron sputtering. Surf. Coat. Technol. 2011, 205, S1–S9. [Google Scholar] [CrossRef] [Green Version]
- Greczynski, G.; Hultman, L. Time and energy resolved ion mass spectroscopy studies of the ion flux during high power pulsed magnetron sputtering of Cr in Ar and Ar/N2 atmospheres. Vacuum 2010, 84, 1159–1170. [Google Scholar] [CrossRef] [Green Version]
- Sarakinos, K.; Alami, J.; Konstantinidis, S. High power pulsed magnetron sputtering: A review on scientific and engineering state of the art. Surf. Coat. Technol. 2010, 204, 1661–1684. [Google Scholar] [CrossRef]
- Hala, M.; Viau, N.; Zabeida, O.; Klemberg-Sapieha, J.E.; Martinu, L. Dynamics of reactive high-power impulse magnetron sputtering discharge studied by time- and space-resolved optical emission spectroscopy and fast imaging. J. Appl. Phys. 2010, 107, 043305. [Google Scholar] [CrossRef]
- Musil, J.; Baroch, P. High-rate pulsed reactive magnetron sputtering of oxide nanocomposite coatings. Vacuum 2013, 87, 96–102. [Google Scholar] [CrossRef]
- Metel, A.S.; Bolbukov, V.P.; Volosova, M.A.; Grigoriev, S.N.; Melnik, Y.A. Equipment for deposition of thin metallic films bombarded by fast argon atoms. Instrum. Exp. Tech. 2014, 57, 345–351. [Google Scholar] [CrossRef]
- Boxman, R.; Zhitomirsky, V.; Alterkop, B.; Gidalevich, E.; Beilis, I.; Keidar, M.; Goldsmith, S. Recent progress in filtered vacuum arc deposition. Surf. Coat. Technol. 1996, 86–87, 243–253. [Google Scholar] [CrossRef]
- Aksenov, I.I.; Aksyonov, D.S. Vacuum arc plasma source with rectilinear filter for deposition of functional coatings. Funct. Mater. 2008, 15, 442–447. Available online: https://scholar.google.com/scholar?q=Vacuum%20arc%20plasma%20source%20with%20rectilinear%20filter%20for%20deposition%20of%20functional%20coatings (accessed on 14 April 2021).
- Anders, A.; Pasaja, N.; Sansongsiri, S. Filtered cathodic arc deposition with ion-species-selective bias. Rev. Sci. Instrum. 2007, 78, 063901. [Google Scholar] [CrossRef] [Green Version]
- Kleiman, A.; Márquez, A.; Boxman, R.L. Performance of a magnetic island macroparticle filter in a titanium vacuum arc. Plasma Sources Sci. Technol. 2007, 17, 015008. [Google Scholar] [CrossRef]
- Sanginés, R.; Bilek, M.M.M.; McKenzie, D.R. Optimizing filter efficiency in pulsed cathodic vacuum arcs operating at high currents. Plasma Sources Sci. Technol. 2009, 18, 045007. [Google Scholar] [CrossRef]
- Sato, A.; Iwao, T.; Yumoto, M. Relation between surface roughness and number of cathode spots of a low-pressure arc. Plasma Sources Sci. Technol. 2008, 17, 045007. [Google Scholar] [CrossRef]
- Rysanek, F.; Burton, R.L. Charging of Macroparticles in a Pulsed Vacuum Arc Discharge. IEEE Trans. Plasma Sci. 2008, 36, 2147–2162. [Google Scholar] [CrossRef]
- Ehiasarian, A.P.; Anders, A.; Petrov, I. Combined filtered cathodic arc etching pretreatment–magnetron sputter deposition of highly adherent CrN films. J. Vac. Sci. Technol. A 2007, 25, 543–550. [Google Scholar] [CrossRef]
- Metel, A.S.; Bolbukov, V.P.; Volosova, M.A.; Grigoriev, S.N.; Melnik, Y.A. Source of metal atoms and fast gas molecules for coating deposition on complex shaped dielectric products. Surf. Coat. Technol. 2013, 225, 34–39. [Google Scholar] [CrossRef]
- Ruset, C.; Grigore, E. The influence of ion implantation on the properties of titanium nitride layer deposited by magnetron sputtering. Surf. Coat. Technol. 2002, 156, 159–161. [Google Scholar] [CrossRef]
- Ruset, C.; Grigore, E.; Collins, G.; Short, K.; Rossi, F.; Gibson, N.; Dong, H.; Bell, T. Characteristics of the Ti2N layer produced by an ion assisted deposition method. Surf. Coat. Technol. 2003, 174–175, 698–703. [Google Scholar] [CrossRef]
- Grigore, E.; Ruset, C.; Short, K.T.; Hoeft, D.; Dong, H.; Li, X.Y.; Bell, T. In situ investigation of the internal stress within the nc-Ti2N/nc-TiN nanocomposite coatings produced by a combined magnetron sputtering and ion implantation method. Surf. Coat. Technol. 2005, 200, 744–747. [Google Scholar] [CrossRef]
- Uhlmann, E.; Oberschmidt, D.; Kuche, Y.; Löwenstein, A. Cutting Edge Preparation of Micro Milling Tools. Procedia CIRP 2014, 14, 349–354. [Google Scholar] [CrossRef]
- Aurich, J.C.; Bohley, M.; Reichenbach, I.G.; Kirsch, B. Surface quality in micro milling: Influences of spindle and cutting parameters. CIRP Ann. 2017, 66, 101–104. [Google Scholar] [CrossRef]
- Dib, M.; Duduch, J.; Jasinevicius, R. Minimum chip thickness determination by means of cutting force signal in micro endmilling. Precis. Eng. 2018, 51, 244–262. [Google Scholar] [CrossRef]
- Biermann, D.; Baschin, A. Influence of cutting edge geometry and cutting edge radius on the stability of micromilling processes. Prod. Eng. 2009, 3, 375–380. [Google Scholar] [CrossRef]
- Wojciechowski, S.; Matuszak, M.; Powałka, B.; Madajewski, M.; Maruda, R.; Królczyk, G. Prediction of cutting forces during micro end milling considering chip thickness accumulation. Int. J. Mach. Tools Manuf. 2019, 147, 103466. [Google Scholar] [CrossRef]
- Mian, A.J.; Driver, N.; Mativenga, P.T. Identification of factors that dominate size effect in micro-machining. Int. J. Mach. Tools Manuf. 2011, 51, 383–394. [Google Scholar] [CrossRef]
- Volosova, M.A.; Grigor’Ev, S.N.; Kuzin, V.V. Effect of Titanium Nitride Coating on Stress Structural Inhomogeneity in Oxide-Carbide Ceramic. Part 4. Action of Heat Flow. Refract. Ind. Ceram. 2015, 56, 91–96. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Sobol, O.V.; Beresnev, V.M.; Serdyuk, I.V.; Pogrebnyak, A.D.; Kolesnikov, D.A.; Nemchenko, U.S. Tribological characteristics of (TiZrHfVNbTa) N coatings applied using the vacuum arc deposition method. J. Frict. Wear 2014, 35, 359–364. [Google Scholar] [CrossRef]
- Kuzin, V.V.; Grigoriev, S.N.; Fedorov, M.Y. Role of the thermal factor in the wear mechanism of ceramic tools. Part 2: Microlevel. J. Frict. Wear 2015, 36, 40–44. [Google Scholar] [CrossRef]
- Kuzin, V.V.; Grigor’Ev, S.N.; Volosova, M.A. Effect of a TiC Coating on the Stress-Strain State of a Plate of a High-Density Nitride Ceramic Under Nonsteady Thermoelastic Conditions. Refract. Ind. Ceram. 2014, 54, 376–380. [Google Scholar] [CrossRef]
- Lee, S.W.; Choi, H.J.; Lee, H.W.; Choi, J.Y.; Jeong, H.D. A Study of Micro-Tool Machining Using Electrolytic In-Process Dressing and an Evaluation of its Characteristics. Key Eng. Mater. 2003, 238–239, 35–42. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Melnik, Y.A.; Metel, A.S.; Panin, V.V. Broad beam source of fast atoms produced as a result of charge exchange collisions of ions accelerated between two plasmas. Instrum. Exp. Tech. 2009, 52, 602–608. [Google Scholar] [CrossRef]
- Metel, A.S.; Grigoriev, S.N.; Melnik, Y.A.; Bolbukov, V.P. Broad beam sources of fast molecules with segmented cold cathodes and emissive grids. Instrum. Exp. Tech. 2012, 55, 122–130. [Google Scholar] [CrossRef]
- Metel, A.S.; Grigoriev, S.N.; Melnik, Y.A.; Bolbukov, V.P. Characteristics of a fast neutral atom source with electrons injected into the source through its emissive grid from the vacuum chamber. Instrum. Exp. Tech. 2012, 55, 288–293. [Google Scholar] [CrossRef]
- Metel, A.; Grigoriev, S.; Melnik, Y.; Panin, V.; Prudnikov, V. Cutting Tools Nitriding in Plasma Produced by a Fast Neutral Molecule Beam. Jpn. J. Appl. Phys. 2011, 50, 08JG04. [Google Scholar] [CrossRef]
- Metel, A.S.; Grigoriev, S.N.; Melnik, Y.A.; Prudnikov, V.V. Glow discharge with electrostatic confinement of electrons in a chamber bombarded by fast electrons. Plasma Phys. Rep. 2011, 37, 628–637. [Google Scholar] [CrossRef]
- Langmuir, I. The Interaction of Electron and Positive Ion Space Charges in Cathode Sheaths. Phys. Rev. 1929, 33, 954–989. [Google Scholar] [CrossRef]
- McDaniel, E.W. Collision Phenomena in Ionized Gases; Willey: New York, NY, USA, 1964; Available online: https://scholar.google.com/scholar_lookup?title=Collision+Phenomena+in+Ionized+Gases&author=McDaniel,+E.W.&publication_year=1964 (accessed on 14 April 2021).
- Phelps, A.V. Cross Sections and Swarm Coefficients for Nitrogen Ions and Neutrals in N2 and Argon Ions and Neutrals in Ar for Energies from 0.1 eV to 10 keV. J. Phys. Chem. Ref. Data 1991, 20, 557–573. [Google Scholar] [CrossRef]
- Phelps, A.V.; Greene, C.H.; Burke, J.P. Collision cross sections for argon atoms with argon atoms for energies from 0.01 eV to 10 keV. J. Phys. B At. Mol. Opt. Phys. 2000, 33, 2965–2981. [Google Scholar] [CrossRef]
- Kaminsky, M. Atomic and Ionic Impact Phenomena on Metal. Surfaces; Springer: Berlin, Germany, 1965; Available online: https://scholar.google.com/scholar_lookup?title=Atomic+and+Ionic+Impact+Phenomena+on+Metal+Surfaces&author=Kaminsky,+M.&publication_year=1965 (accessed on 14 April 2021).
- Korolev, Y.D.; Koval, N.N. Low-pressure discharges with hollow cathode and hollow anode and their applications. J. Phys. D Appl. Phys. 2018, 51, 323001. [Google Scholar] [CrossRef]
- Metel, A. Ionization effect in cathode layers on glow-discharge characteristics with oscillating electrons.1. Discharge with the hollow-cathode. Zhurnal Tekhnicheskoi Fiz. 1985, 55, 1928–1934. [Google Scholar]
- Koval, N.; Ryabchikov, A.; Sivin, D.; Lopatin, I.; Krysina, O.; Akhmadeev, Y.; Ignatov, D. Low-energy high-current plasma immersion implantation of nitrogen ions in plasma of non-self-sustained arc discharge with thermionic and hollow cathodes. Surf. Coat. Technol. 2018, 340, 152–158. [Google Scholar] [CrossRef]
- Gavrilov, N.V.; Mamaev, A.S.; Chukin, A.V. Nitriding of Stainless Steel in Electron-Beam Plasma in the Pulsed and DC Generation Modes. J. Surf. Investig. X ray Synchrotron Neutron Tech. 2017, 11, 1167–1172. [Google Scholar] [CrossRef]
- Gavrilov, N.V. New broad beam gas ion source for industrial application. J. Vac. Sci. Technol. A 1996, 14, 1050–1055. [Google Scholar] [CrossRef]
- Gavrilov, N.; Mesyats, G.; Radkovski, G.; Bersenev, V. Development of technological sources of gas ions on the basis of hollow-cathode glow discharges. Surf. Coat. Technol. 1997, 96, 81–88. [Google Scholar] [CrossRef]
- Oks, E.M.; Vizir, A.V.; Yushkov, G.Y. Low-pressure hollow-cathode glow discharge plasma for broad beam gaseous ion source. Rev. Sci. Instrum. 1998, 69, 853–855. [Google Scholar] [CrossRef]
- Vizir, A.V.; Yushkov, G.Y.; Oks, E.M. Further development of a gaseous ion source based on low-pressure hollow cathode glow. Rev. Sci. Instrum. 2000, 71, 728–730. [Google Scholar] [CrossRef]
- Favre, M.; Chuaqui, H.; Wyndham, E.; Choi, P. Measurements on electron beams in pulsed hollow-cathode discharges. IEEE Trans. Plasma Sci. 1992, 20, 53–56. [Google Scholar] [CrossRef]
- Larigaldie, S.; Caillault, L. Dynamics of a helium plasma sheet created by a hollow-cathode electron beam. J. Phys. D Appl. Phys. 2000, 33, 3190–3197. [Google Scholar] [CrossRef]
- Gleizer, J.Z.; Krokhmal, A.; Krasik, Y.E.; Felsteiner, J. High-current electron beam generation by a pulsed hollow cathode. J. Appl. Phys. 2002, 91, 3431–3443. [Google Scholar] [CrossRef]
- Son, S.M.; Han, S.L.; Ahn, J.H. Effects of the friction coefficient on the minimum cutting thickness in micro cutting. Int. J. Mach. Tools Manuf. 2005, 45, 535. [Google Scholar] [CrossRef]
- Balázs, B.Z.; Geier, N.; Takács, M.; Davim, J.P. A review on micro-milling: Recent advances and future trends. Int. J. Adv. Manuf. Technol. 2021, 112, 655–684. [Google Scholar] [CrossRef]
- O’Toole, L.; Kang, C.-W.; Fang, F.-Z. Precision micro-milling process: State of the art. Adv. Manuf. 2020, 1–33. [Google Scholar] [CrossRef]
- Davoudinejad, A.; Tosello, G.; Parenti, P.; Annoni, M. 3D Finite Element Simulation of Micro End-Milling by Considering the Effect of Tool Run-Out. Micromachines 2017, 8, 187. [Google Scholar] [CrossRef] [Green Version]
- Chen, N.; Li, H.N.; Wu, J.; Li, Z.; Li, L.; Liu, G.; He, N. Advances in micro milling: From tool fabrication to process outcomes. Int. J. Mach. Tools Manuf. 2021, 160, 103670. [Google Scholar] [CrossRef]
- Weule, H.; Hüntrup, V.; Tritschler, H. Micro-Cutting of Steel to Meet New Requirements in Miniaturization. CIRP Ann. 2001, 50, 61–64. [Google Scholar] [CrossRef]
- Jun, M.B.G.; Devor, R.E.; Kapoor, S.G. Investigation of the Dynamics of Microend Milling—Part II: Model Validation and Interpretation. J. Manuf. Sci. Eng. 2006, 128, 901–912. [Google Scholar] [CrossRef]
- Zhang, X.; Ehmann, K.F.; Yu, T.; Wang, W. Cutting forces in micro end milling processes. Int. J. Mach. Tool Manuf. 2016, 107, 21–40. [Google Scholar] [CrossRef]
- Vereschaka, A.; Grigoriev, S.; Popov, A.; Batako, A. Nano-scale Multilayered Composite Coatings for Cutting Tools Operating under Heavy Cutting Conditions. Procedia CIRP 2014, 14, 239–244. [Google Scholar] [CrossRef] [Green Version]
- Fominski, V.; Grigoriev, S.; Gnedovets, A.; Romanov, R. Pulsed laser deposition of composite Mo-Se-Ni-C coatings using standard and shadow mask configuration. Surf. Coat. Technol. 2012, 206, 5046–5054. [Google Scholar] [CrossRef]
- Vereschaka, A.; Volosova, M.; Grigoriev, S. Development of Wear-resistant Complex for High-speed Steel Tool when Using Process of Combined Cathodic Vacuum Arc Deposition. Procedia CIRP 2013, 9, 8–12. [Google Scholar] [CrossRef] [Green Version]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | End Mill 1 | End Mill 2 | End Mill 3 |
|---|---|---|---|
| Cutting diameter, mm | 2.9865 | 2.9550 | 2.9728 |
| Rake angle (radial section at a depth of 0.2 mm), deg. | 12.201 | 12.243 | 12.184 |
| Helix angle, deg. | 29.879 | 29.724 | 29.829 |
| Clearance angle, deg. | 29.174 | 29.060 | 29.365 |
| Condition of Work Surfaces | |||
| Depth of chip groove 1st tooth, mm | 0.0105 | 0.0248 | 0.0160 |
| Depth of chip groove 2nd tooth, mm | 0.0228 | 0.0138 | 0.0135 |
| Depth of chip groove 3rd tooth, mm | 0.0250 | 0.0110 | 0.0160 |
| Etching Time | Cutting Edge Radius (μm) for the Section Distant from the Mill end at | ||
|---|---|---|---|
| 2 mm (A) | 7 mm (B) | 12 mm (C) | |
| Before the etching | 10.8 | 10.5 | 10.25 |
| 1.5 h | 6.8 | 6.0 | 6.4 |
| 3 h | 4.55 | 3.7 | 4.4 |
| 4.5 h | 4.25 | 3.65 | 4.1 |
| Etching Time | Cutting Edge Radius (μm) for the Section Distant from the Mill End at | ||
|---|---|---|---|
| 2 mm (A) | 7 mm (B) | 12 mm (C) | |
| Before the etching | 10.8 | 10.5 | 10.25 |
| After the etching | 4.25 | 3.65 | 4.1 |
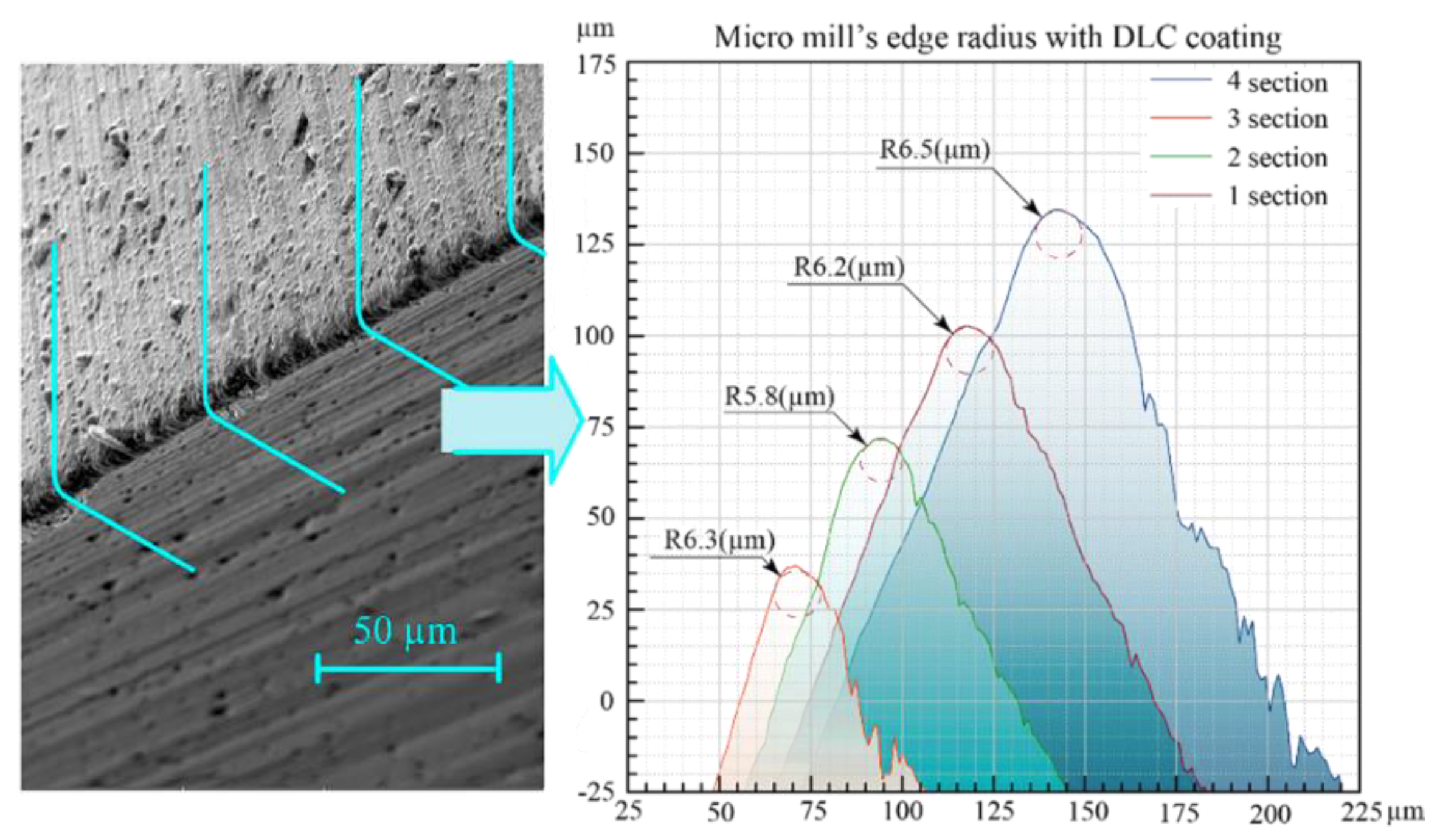
| After the etching and deposition of a two-layer DLC coating | 6.25 | 5.5 | 6.2 |
| Grinding and deposition of a two-layer DLC coating | 12.7 | 12.55 | 12.25 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Metel, A.; Melnik, Y.; Mustafaev, E.; Minin, I.; Pivkin, P. Combined Processing of Micro Cutters Using a Beam of Fast Argon Atoms in Plasma. Coatings 2021, 11, 465. https://doi.org/10.3390/coatings11040465
Metel A, Melnik Y, Mustafaev E, Minin I, Pivkin P. Combined Processing of Micro Cutters Using a Beam of Fast Argon Atoms in Plasma. Coatings. 2021; 11(4):465. https://doi.org/10.3390/coatings11040465
Chicago/Turabian StyleMetel, Alexander, Yury Melnik, Enver Mustafaev, Ilya Minin, and Petr Pivkin. 2021. "Combined Processing of Micro Cutters Using a Beam of Fast Argon Atoms in Plasma" Coatings 11, no. 4: 465. https://doi.org/10.3390/coatings11040465
APA StyleMetel, A., Melnik, Y., Mustafaev, E., Minin, I., & Pivkin, P. (2021). Combined Processing of Micro Cutters Using a Beam of Fast Argon Atoms in Plasma. Coatings, 11(4), 465. https://doi.org/10.3390/coatings11040465