
The Relationship between Coating Property and Solid Particle Erosion Resistance of AIP-Deposited TiAlN Coatings with Different Al Contents


Abstract
:1. Introduction
2. Materials and Methods
2.1. Coating Deposition
2.2. Coating Analysis
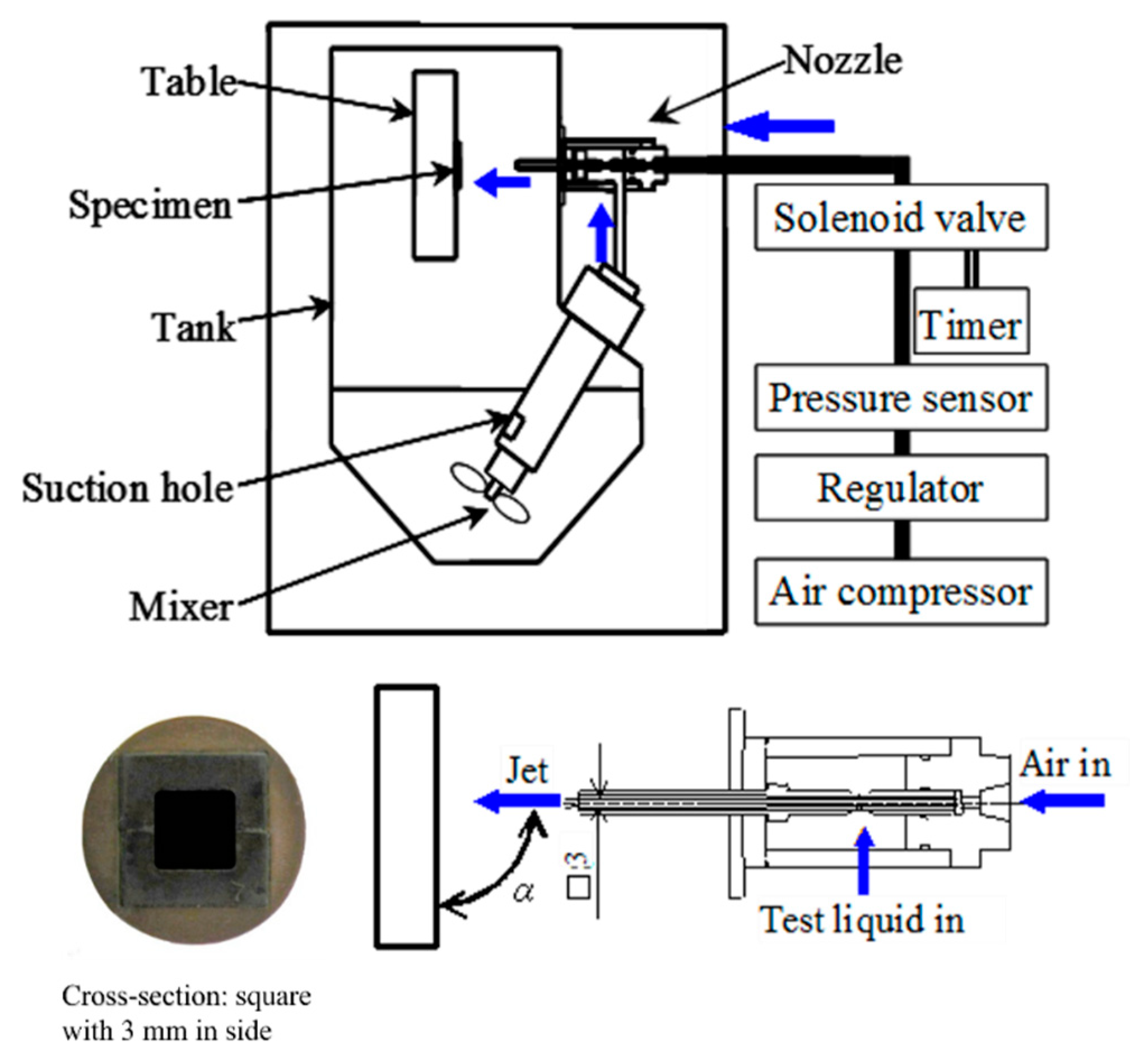
2.3. Erosion Resistance Evaluation
3. Results
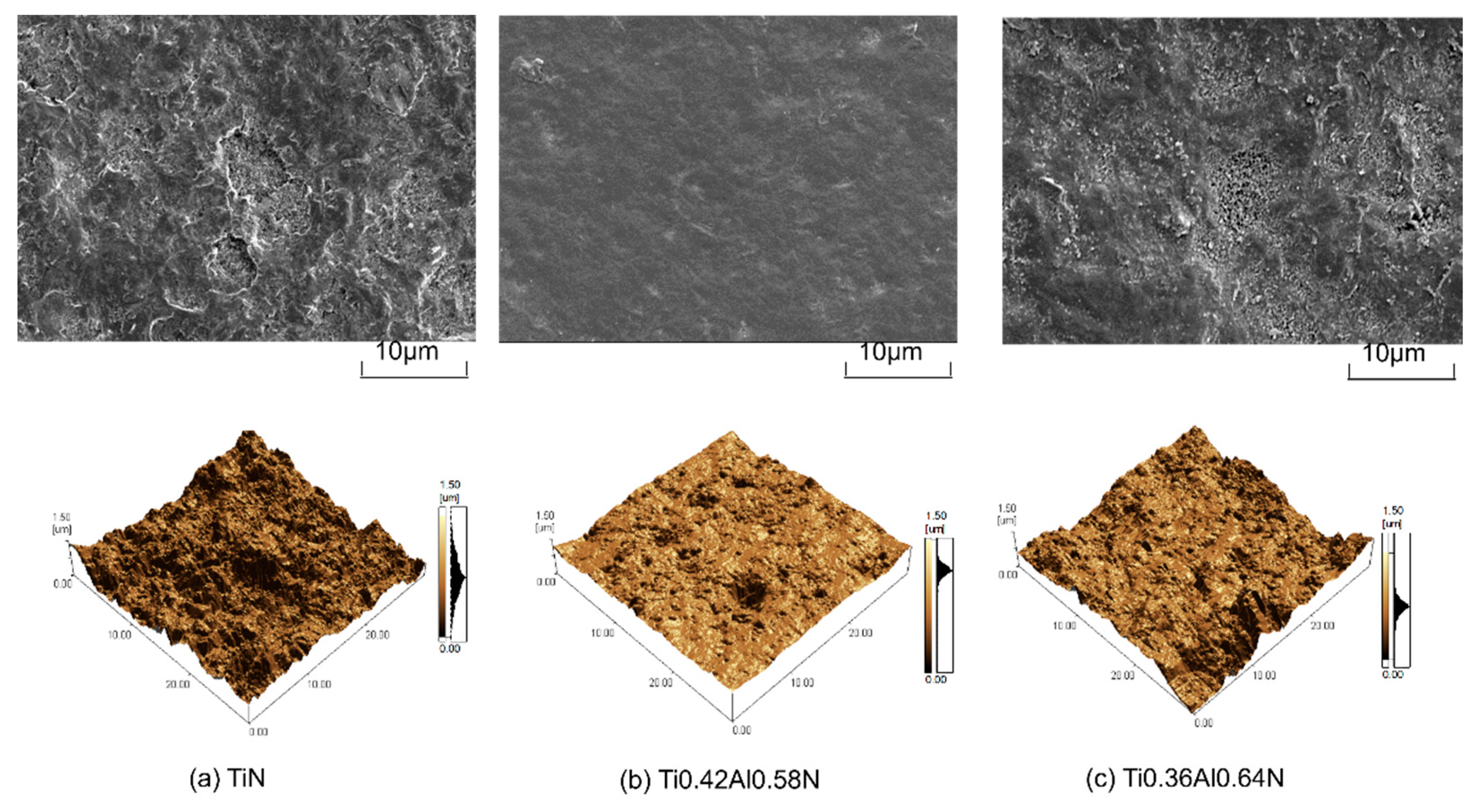
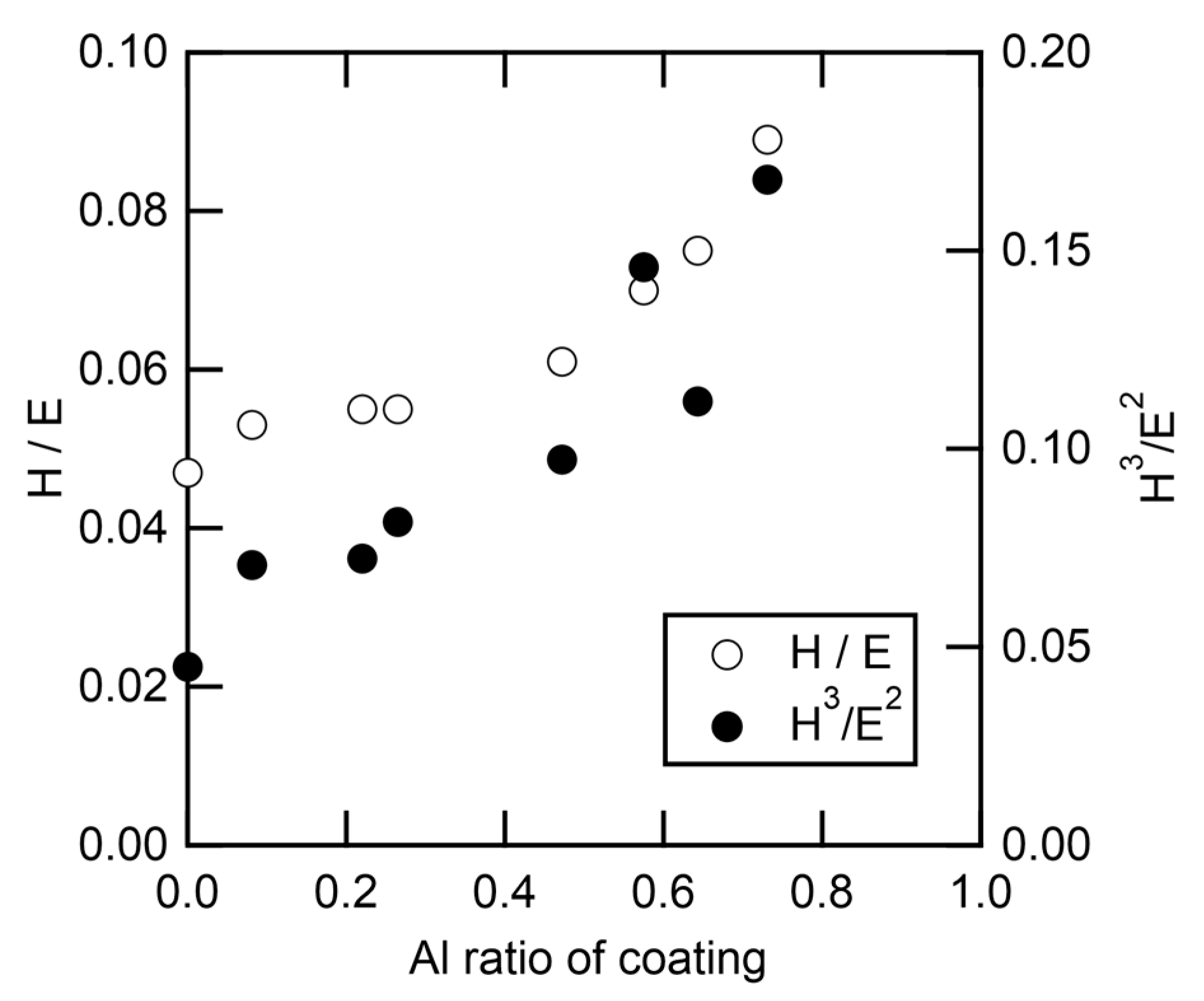
3.1. Coating Characterization
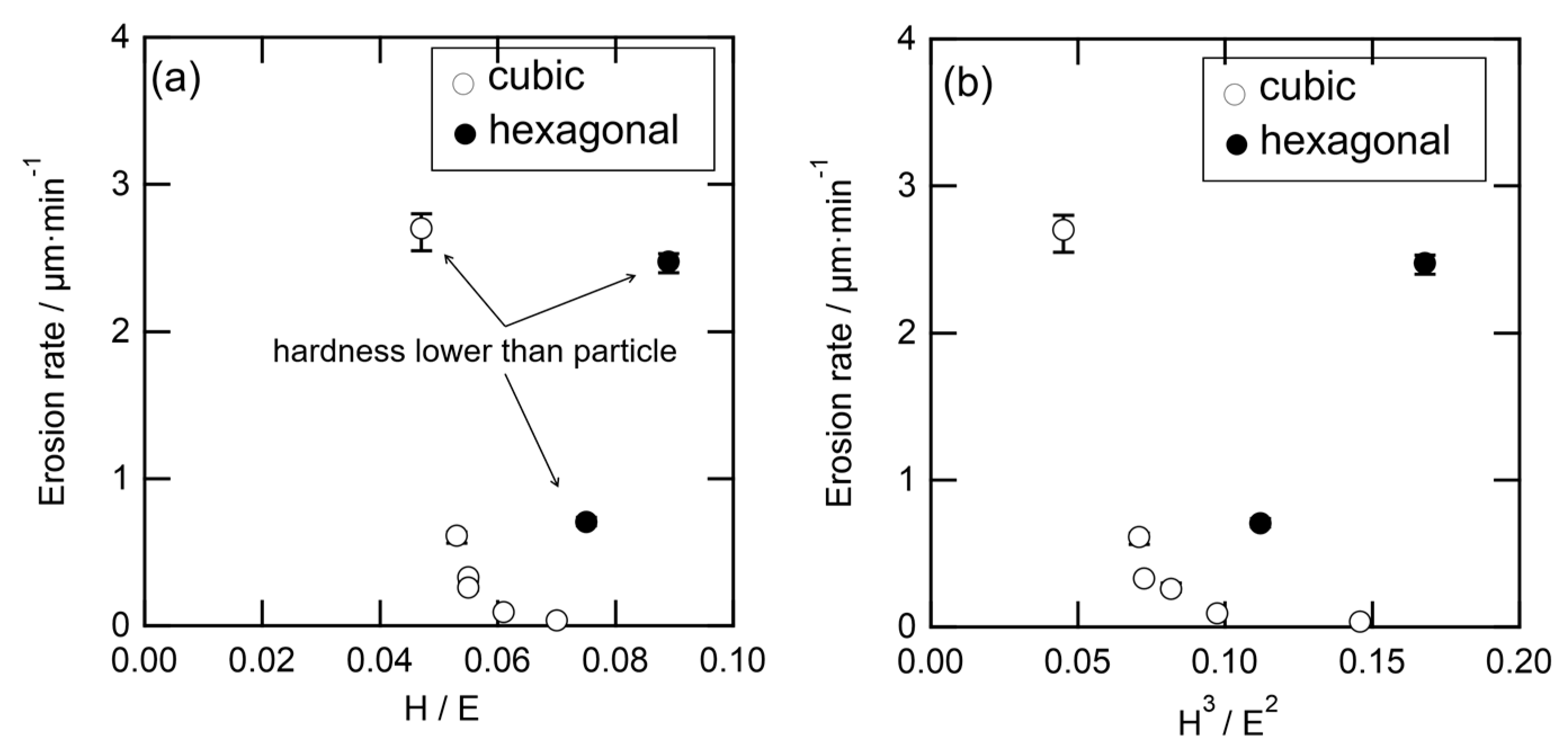
3.2. Erosion Resistance of TiAlN Coatings with Different Al Ratios
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hamed, A.A.; Tabakoff, W.; Rivir, R.B.; Das, K.; Arora, P. Turbine blade surface deterioration by erosion. J. Turbomach. 2015, 127, 445–452. [Google Scholar] [CrossRef]
- DeMasi-Marcin, J.T.; Gupta, D.K. Protective coatings in the gas turbine engine. Surf. Coat. Technol. 1994, 68–69, 1–9. [Google Scholar] [CrossRef]
- Yang, L.; Nakatani, Y.; Yamada, M.; Abe, T.; Kitaguchi, K.; Ono, Y.; Yamamoto, K.; Munemasa, J. Evaluation and application of hard coatings for steam turbine. In Proceedings of the ASME 2017 Power Conference Joint With ICOPE-17, Charlotte, NC, USA, 26–30 June 2017; p. POWER-ICOPE2017-3440. [Google Scholar]
- Levy, A.V.; Wang, B. Erosion of hard material coating systems. Wear 1988, 121, 325–346. [Google Scholar] [CrossRef]
- Olsson, M.; Hedenqvist, P.; Stridh, S.; Sönderberg, S. Solid particle erosion resistance of hard chemically vapour deposited coatings. Surf. Coat. Technol. 1989, 37, 321–327. [Google Scholar] [CrossRef]
- Bose, K.; Wood, R.; Wheeler, D. High energy solid particle erosion mechanisms of superhard CVD coatings. Wear 2005, 259, 135–144. [Google Scholar] [CrossRef]
- Sue, J.; Troue, H. Effect of crystallographic orientation on erosion characteristics of arc evaporation titanium nitride coating. Surf. Coat. Technol. 1987, 33, 169–181. [Google Scholar] [CrossRef]
- Sue, J.A.; Troue, H.H. Influence of residual compressive stress on erosion behavior of arc evaporation titanium nitride coating. Surf. Coat. Technol. 1988, 36, 695–705. [Google Scholar] [CrossRef]
- Bromark, M.; Larsson, M.; Hedenqvist, P.; Hogmark, S. Wear of PVD Ti/TiN multilayer coatings. Surf. Coat. Technol. 1997, 90, 217–223. [Google Scholar] [CrossRef]
- Bemporad, E.; Sebastiani, M.; Pecchio, C.; de Rossi, S. High thickness Ti/TiN multilayer thin coatings for wear resistant applications. Surf. Coat. Technol. 2006, 201, 2155–2165. [Google Scholar] [CrossRef]
- Feuerstein, A.; Kleyman, A. Ti–N multilayer systems for compressor airfoil sand erosion protection. Surf. Coat. Technol. 2009, 204, 1092–1096. [Google Scholar] [CrossRef]
- Bonu, V.; Jeevitha, M.; Kumar, V.P.; Barshilia, H.C. Nanolayered multilayer Ti/TiN coatings: Role of bi-layer thickness and annealing on solid particle erosion behaviour at elevated temperature. Surf. Coat. Technol. 2019, 357, 204–211. [Google Scholar] [CrossRef]
- Ikeda, T.; Sato, H. Properties of hard coating in the TiAlN system prepared by the cathodic arc ion plating method. Presented at the 5th International Symposium of the Japan Welding Society 5JWs-II-20, Osaka, Japan, 1990. [Google Scholar]
- Münz, W. Titanium aluminum nitride films: A new alternative to TiN coatings. J. Vac. Sci. Technol. A 1986, 4, 2717–2725. [Google Scholar] [CrossRef]
- Jianxin, D.; Fengfang, W.; Yunsong, L.; Youqiang, X.; Shipeng, L. Erosion wear of CrN, TiN, CrAlN, and TiAlN PVD nitride coatings. Int. J. Refract. Met. Hard Mater. 2012, 35, 10–16. [Google Scholar]
- Yang, Q.; McKellar, R. Nanolayered CrAlTiN and multilayered CrAlTiN–AlTiN coatings for solid particle erosion protection. Tribol. Int. 2015, 83, 12–20. [Google Scholar] [CrossRef]
- Yang, Q.; Seo, D.; Zhao, L.; Zeng, X. Erosion resistance performance of magnetron sputtering deposited TiAlN coatings. Surf. Coat. Technol. 2004, 188-189, 168–173. [Google Scholar] [CrossRef]
- Cao, X.; He, W.; He, G.; Liao, B.; Zhang, H.; Chen, J.; Lv, C. Sand erosion resistance improvement and damage mechanism of TiAlN coating via the bias-graded voltage in FCVA deposition. Surf. Coat. Technol. 2019, 378, 125009. [Google Scholar] [CrossRef]
- Bonu, V.; Jeevitha, M.; Kumar, V.P.; Srinivas, G.; Harish, C. Barshilia Solid particle erosion and corrosion resistance performance of nanolayered multilayered Ti/TiN and TiAl/TiAlN coatings deposited on Ti6Al4V substrates. Surf. Coat. Technol. 2020, 387, 125531. [Google Scholar] [CrossRef]
- Yamamoto, K.; Sato, T.; Takahara, K.; Hanaguri, K. Properties of (Ti,Cr,Al)N coatings with high Al content deposited by new plasma enhanced arc-cathode. Surf. Coat. Technol. 2003, 174–175, 620–626. [Google Scholar] [CrossRef]
- Yamamoto, K.; Abdoos, M.; Paiva, J.M.; Stolf, P.; Beake, B.; Rawal, S.; Fox-Rabinovich, G.; Veldhuis, S. Cutting performance of low stress thick TiAlN PVD coatings during machining of compacted graphite cast iron (CGI). Coatings 2018, 8, 38. [Google Scholar] [CrossRef] [Green Version]
- Vermeulen, A.C. Accurate absolute peak positions for multiple {hkl} residual stress analysis by means of misalignment corrections. Z. Krist. Suppl. 2006, 23, 49–54. [Google Scholar] [CrossRef]
- Sue, J.A.; Perry, J.A.; Vetter, J. Young’s modulus and stress of CrN deposited by cathodic vacuum arc evaporation. Surf. Coat. Technol. 1994, 68–69, 126–130. [Google Scholar] [CrossRef]
- Sawa, T.; Tanaka, K. Simplified method for analyzing nanoindentation data and evaluating performance of nanoindentation instruments. J. Mater. Res. 2001, 16, 3084–3096. [Google Scholar] [CrossRef]
- Iwai, Y.; Honda, T.; Yamada, H.; Matsubara, T.; Larsson, M.; Hogmark, S. Evaluation of wear resistance of thin hard coatings by a new solid particle impact test. Wear 2001, 251, 861–867. [Google Scholar] [CrossRef]
- Iwai, Y.; Miyajima, T.; Honda, T.; Matsubara, T.; Kanda, K.; Hogmark, S. Evaluation of erosive wear resistance of TiN coatings by a slurry jet impact test. Wear 2006, 261, 112–118. [Google Scholar] [CrossRef] [Green Version]
- Iwai, Y.; Matsubara, T.; Hirai, Y.; Hogmark, S. Development of a new type micro slurry-jet erosion (MSE) tester for evaluation of wear properties of hard thin coatings. Lubr. Sci. 2009, 21, 213–226. [Google Scholar] [CrossRef]
- Wada, S. Effects of hardness and fracture toughness of target materials and impact particles on erosion of ceramic materials. Key Eng. Mater. 1992, 71, 51–74. [Google Scholar] [CrossRef]
- Bousser, E.; Martinu, L.; Klemberg-Sapieha, J.E. Solid particle erosion mechanisms of hard protective coatings. Surf. Coat. Technol. 2013, 235, 383–393. [Google Scholar] [CrossRef]
- Bousser, E.; Martinu, L.; Klemberg-Sapieha, J.E. Solid particle erosion mechanisms of protective coatings for aerospace applications. Surf. Coat. Technol. 2014, 257, 165–181. [Google Scholar] [CrossRef] [Green Version]
- Katsumata, T.; Matsubara, T.; Yamamoto, K.; Iwai, Y. Evaluation of coating properties with a Micro Slurry-jet Erosion (MSE) test—Effects of the shape and size of erodent particles on erosion behaviors of TiN coating. Surf. Coat. Technol. 2021, 421, 127443. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Target Composition | Coating Composition | Target Composition | Coating Composition |
|---|---|---|---|
| Ti | TiN | Ti0.5Al0.5 | (Ti0.53Al0.47) N |
| Ti0.9Al0.1 | (Ti0.92Al0.08) N | Ti0.4 Al0.6 | (Ti0.42Al0.58) N |
| Ti0.75Al0.25 | (Ti0.78Al0.22) N | Ti0.34Al0.66 | (Ti0.36Al0.64) N |
| Ti0.7Al0.3 | (Ti0.73Al0.27) N | Ti0.25Al0.75 | (Ti0.27Al0.73) N |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yamamoto, K.; Tatsuhira, Y.; Iwai, Y. The Relationship between Coating Property and Solid Particle Erosion Resistance of AIP-Deposited TiAlN Coatings with Different Al Contents. Coatings 2021, 11, 992. https://doi.org/10.3390/coatings11080992
Yamamoto K, Tatsuhira Y, Iwai Y. The Relationship between Coating Property and Solid Particle Erosion Resistance of AIP-Deposited TiAlN Coatings with Different Al Contents. Coatings. 2021; 11(8):992. https://doi.org/10.3390/coatings11080992
Chicago/Turabian StyleYamamoto, Kenji, Yuuya Tatsuhira, and Yoshiro Iwai. 2021. "The Relationship between Coating Property and Solid Particle Erosion Resistance of AIP-Deposited TiAlN Coatings with Different Al Contents" Coatings 11, no. 8: 992. https://doi.org/10.3390/coatings11080992
APA StyleYamamoto, K., Tatsuhira, Y., & Iwai, Y. (2021). The Relationship between Coating Property and Solid Particle Erosion Resistance of AIP-Deposited TiAlN Coatings with Different Al Contents. Coatings, 11(8), 992. https://doi.org/10.3390/coatings11080992