
Mo Contact via High-Power Impulse Magnetron Sputtering on Polyimide Substrate

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Influence of HiPIMS Parameters on Mo Structure Properties
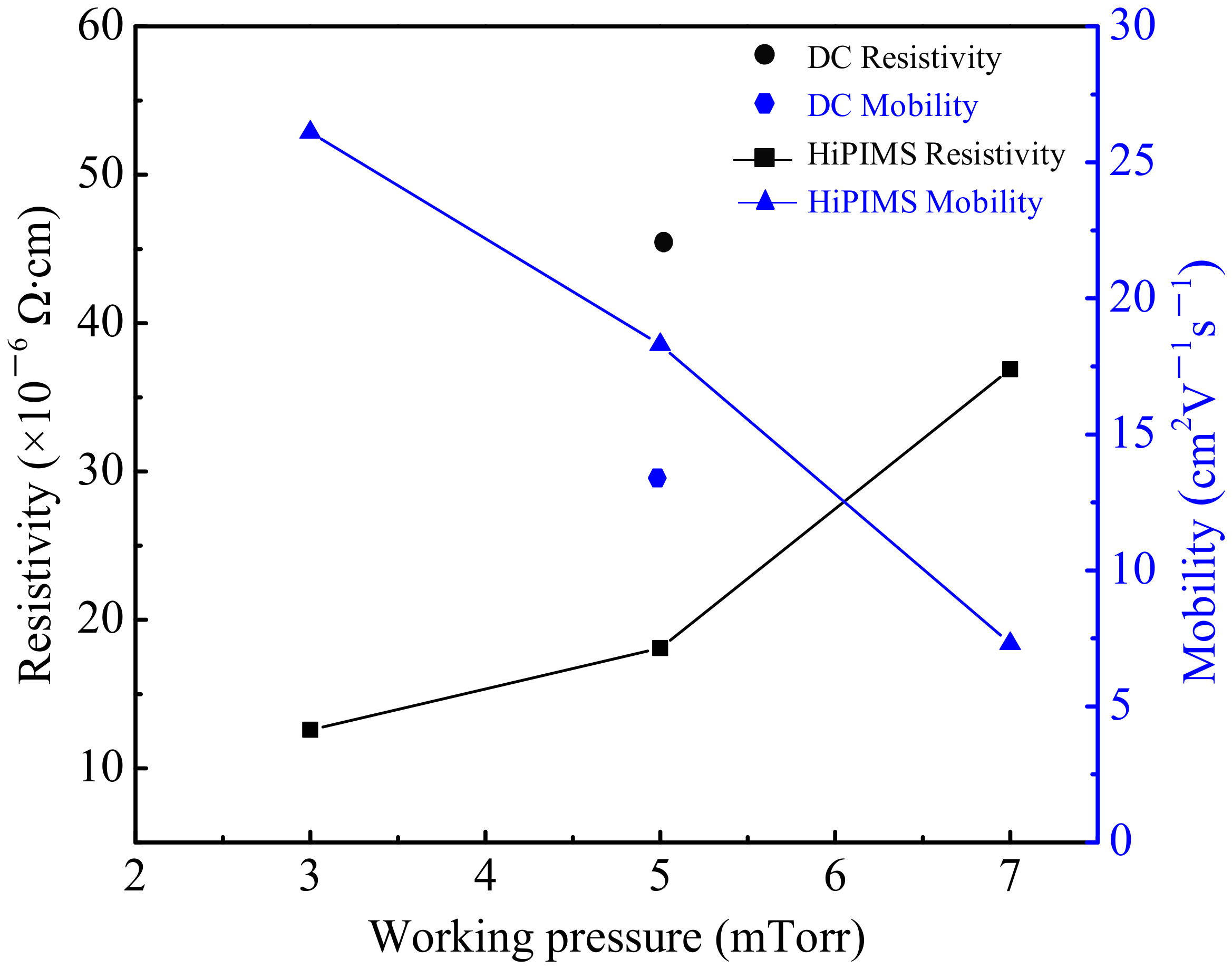
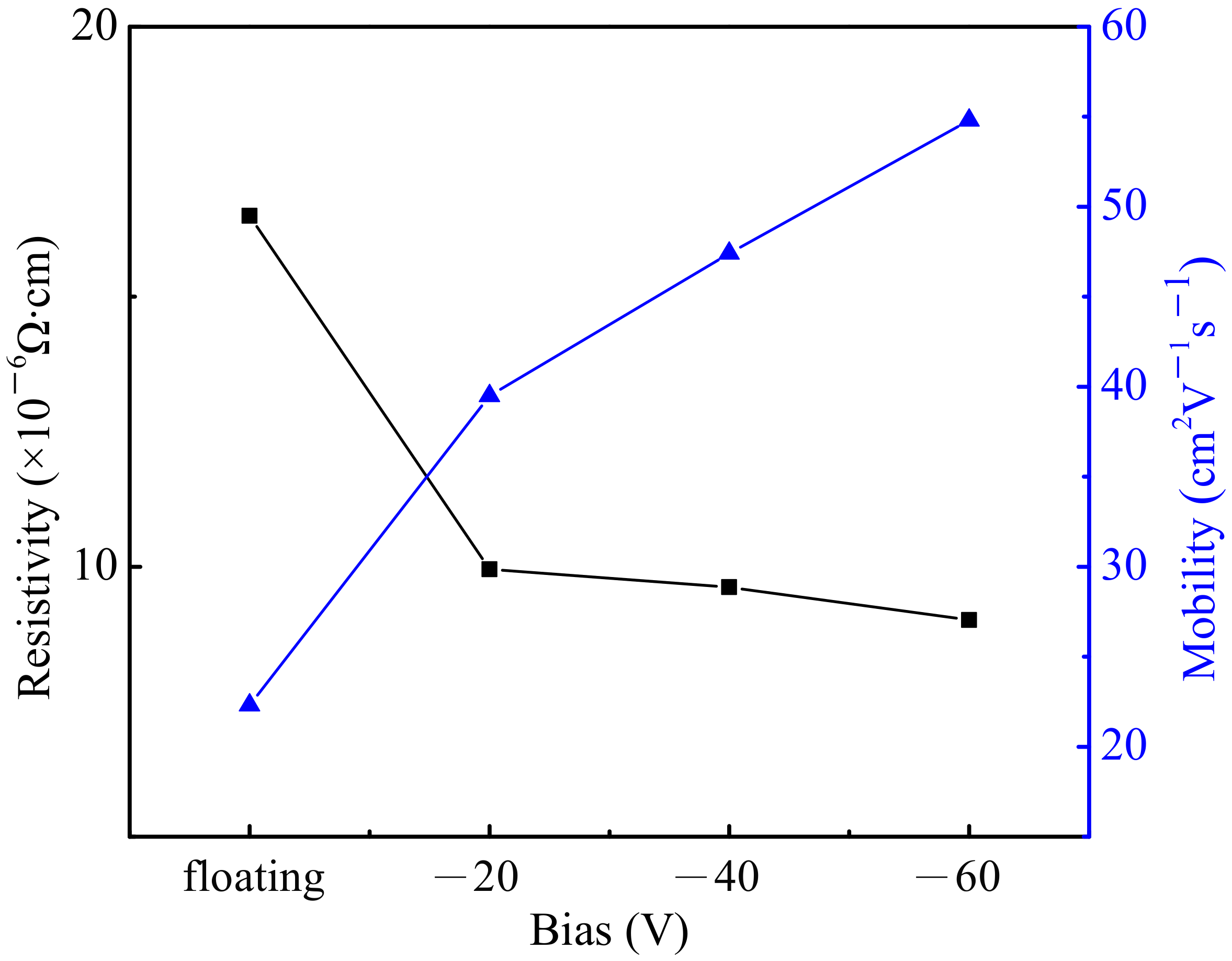
3.2. Influence of HiPIMS Parameters on Mo Electrical Properties
3.3. Reliability Tests of the HiPIMS Deposited Mo
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Siddharth, G.; Garg, V.; Sengar, B.S.; Mukherjee, S. Progress in Thin Film Solar Cell and Advanced Technologies for Performance Improvement. In Encyclopedia of Smart Materials; Schwartz, M., Ed.; John Wiley & Sons: Hoboken, NJ, USA, 2022; Volume 2, pp. 661–680. [Google Scholar]
- Dixon, A.E. Photovoltaic energy conversion: Theory, present and future solar cells. In Solar Energy Conversion II; Janzen, A.F., Swartman, R.K., Eds.; Pergamon Press: Oxford, UK, 1981; pp. 243–259. [Google Scholar]
- Kessler, F.; Rudmann, D. Technological aspects of flexible CIGS solar cells and modules. Sol. Energy 2004, 77, 685–695. [Google Scholar] [CrossRef]
- Li, X.; Li, P.; Wu, Z.; Luo, D.; Yu, H.; Lu, Z. Review and perspective of materials for flexible solar cells. Mater. Rep. Energy 2021, 1, 100001. [Google Scholar] [CrossRef]
- Ramanujam, J.; Bishop, D.M.; Todorov, T.K.; Gunawan, O.; Rath, J.; Nekovei, R.; Artegiani, E.; Romeo, A. Flexible CIGS, CdTe and a-Si:H based thin film solar cells: A review. Prog. Mater. Sci. 2020, 110, 10069. [Google Scholar] [CrossRef]
- Shi, S.; Yao, L.; Ma, P.; Jiao, Y.; Zheng, X.; Ning, D.; Chen, M.; Sui, F.; Liu, H.; Yang, C.; et al. Recent progress in the high-temperature-resistant PI substrate with low CTE for CIGS thin film solar cells. Mater. Today Energy 2021, 20, 100640. [Google Scholar] [CrossRef]
- Vink, T.J.; Somers, M.A.; Daams, J.L.C.; Dirks, A.G. Stress, Strain, and microstructure of sputter-deposited Mo thin films. J. Appl. Phys. 1991, 70, 4301. [Google Scholar] [CrossRef]
- Lepetit, T.; Mangin, D.; Gautron, E.; Tomassini, M.; Harel, S.; Arzel, L.; Barreau, N. Impact of DC-power during Mo back contact sputtering on the alkali distribution in Cu(In,Ga)Se2-based thin film solar cells. Thin Solid Films 2015, 582, 304–307. [Google Scholar] [CrossRef]
- Pethe, S.A.; Takahashi, E.; Kaul, A.; Dhere, N. Effect of sputtering process parameters on film properties of molybdenum back contact. Sol. Energy Mater. Sol. Cells 2012, 100, 1–5. [Google Scholar] [CrossRef]
- Kohara, N.; Nishiwaki, S.; Hashimoto, Y.; Negami, T.; Wada, T. Electrical properties of the Cu(In,Ga)Se2/MoSe2/Mo structure. Sol. Energy Mater. Sol. Cells 2001, 67, 209–215. [Google Scholar] [CrossRef]
- Lin, Y.C.; Lin, Z.Q.; Shen, C.H.; Wang, L.Q.; Ha, C.T.; Peng, C. Cu(In,Ga)Se2 films prepared by sputtering with a chalcopyrite Cu(In,Ga)Se2 quaternary alloy and In targets. J. Mater. Sci. Mater. Electron. 2012, 23, 493–500. [Google Scholar] [CrossRef]
- Alami, J.; Bolz, S.; Sarakions, K. High power pulsed magnetron sputtering: Fundamentals and applications. J. Alloys Compd. 2009, 483, 530–534. [Google Scholar] [CrossRef]
- Sittinger, V.; Lenck, O.; Vergöhl, M.; Szyszka, B.; Bräuer, G. Applications of HIPIMS metal oxides. Thin Solid Films 2013, 548, 18–26. [Google Scholar] [CrossRef]
- Ghailane, A.; Larhlimi, H.; Tamraoui, Y.; Makha, M.; Busch, H.; Fischer, C.B.; Alami, J. The effect of magnetic field configuration on structural and mechanical properties of TiN coatings deposited by HiPIMS and dcMS. Surf. Coat. Technol. 2020, 404, 126572. [Google Scholar] [CrossRef]
- Sarakuons, K.; Alami, J.; Konstantinidis, S. High power pulsed magnetron sputtering: A review on scientific and engineering state of the art. Surf. Coat. Technol. 2010, 204, 1661–1684. [Google Scholar] [CrossRef]
- Lundin, D.; Sarakinos, K. An introduction to thin film processing using high-power impulse magnetron sputtering. J. Mater. Res. 2012, 27, 780–792. [Google Scholar] [CrossRef] [Green Version]
- De Monteynard, A.; Schuster, F.; Billard, A.; Sanchette, F. Properties of chromium thin films deposited in a hollow cathode magnetron powered by pulsed DC or HiPIMS. Surf. Coat. Technol. 2017, 330, 241–248. [Google Scholar] [CrossRef]
- Tillmann, W.; Dias, N.F.L.; Stangier, D.; Tolan, M.; Paulus, M. Structure and mechanical properties of hafnium nitride films deposited by direct current, mid-frequency, and high-power impulse magnetron sputtering. Thin Solid Films 2019, 669, 65–71. [Google Scholar] [CrossRef]
- Bobzin, K.; Brögelmann, T.; Kruppe, N.C.; Engels, M.; Schulze, C. Pulse synchronized substrate bias for the High Power Pulsed Magnetron Sputtering deposition of CrAlN. Thin Solid Films 2021, 732, 138792. [Google Scholar] [CrossRef]
- Olbrich, W.; Fessmann, J.; Kampschulte, G.; Ebberink, J. Improved control of TiN coating properties using cathodic arc evaporation with a pulsed bias. Surf. Coat. Technol. 1991, 49, 258–262. [Google Scholar] [CrossRef]
- Greczynski, G.; Lu, J.; Jensen, J.; Petrov, I.; Greene, J.E.; Bolz, S.; Kölker, W.; Schiffers, C.; Lemmer, O.; Hultman, L. Metal versus rare-gas ion irradiation during Ti1–xAlxN film growth by hybrid high power pulsed magnetron/dc magnetron co-sputtering using synchronized pulsed substrate bias. J. Vac. Sci. Technol. A Vac. Surf. Films 2012, 30, 61504. [Google Scholar] [CrossRef] [Green Version]
- Villamayor, M.M.S.; Keraudy, J.; Shimizu, T.; Viloan, R.P.B.; Boyd, R.; Lundin, D.; Greene, J.E.; Petrov, I.; Helmersson, U. Low temperature (Ts /Tm < 0.1) epitaxial growth of HfN/MgO(001) via reactive HiPIMS with metal-ion synchronized substrate bias. J. Vac. Sci. Technol. A Vac. Surf. Films 2018, 36, 61511. [Google Scholar]
- Cao, W.; Zheng, Y.; Li, Z.; Wrzesniewski, E. Flexible organic solar cells using an oxide/metal/oxide trilayer as transparent electrode. Org. Electron. 2012, 13, 221–2228. [Google Scholar] [CrossRef]
- Wang, X.; Li, Z.; Xu, W.; Kulkarni, S.A.; Batabyal, S.K.; Zhang, S.; Cao, A.; Wong, L.H. TiO2 nanotube arrays based flexible perovskite solar cells with transparent carbon nanotube electrode. Nano Energy 2015, 11, 728–735. [Google Scholar] [CrossRef]
- Lee, J.; Kang, H.; Hwang, J.Y.; Kim, S.W.; Bai, S. Flexible photoanodes of TiO2 particles and metallic single-walled carbon nanotubes for flexible dye-sensitized solar cells. Carbon 2014, 79, 337–345. [Google Scholar] [CrossRef]
- Yoon, J.H.; Seong, T.Y.; Jeong, J. Effect of a Mo back contact on Na diffusion in CIGS thin film solar cells. Prog. Photovolta. 2013, 21, 58–63. [Google Scholar] [CrossRef]
- Anders, A. A structure zone diagram including plasma-based deposition and ion etching. Thin Solid Films 2010, 518, 4087–4090. [Google Scholar] [CrossRef] [Green Version]
- Jubault, M.; Ribeaucourt, L.; Chassaing, E.; Renou, G.; Lincot, D.; Donsanti, F. Optimization of molybdenum thin films for electrodeposited CIGS solar cells. Sol. Energy Mater. Sol. Cells 2011, 95, 26–31. [Google Scholar] [CrossRef]
- Messier, R.; Giri, A.P.; Roy, R.A. Revised structure zone model for thin film physical structure. J. Vac. Sci. Technol. A 1984, 2, 500. [Google Scholar] [CrossRef]
- Lee, J.; Jung, H.; Lim, D.; Yang, K.; Song, W.; Yi, J. Effects of bias voltage on the properties of ITO films prepared on polymer substrates. Thin Solid Films 2005, 480, 157–161. [Google Scholar] [CrossRef]
- Jingxue, F.; Zhao, W.; Wei, W.; Ye, Y.; Lin, Z.; Xin, W.; Ruijiang, H.; Hui, S.; Chen, M. Preparation and optimization of a molybdenum electrode for CIGS solar cells. AIP Adv. 2016, 6, 115210. [Google Scholar] [CrossRef] [Green Version]
- Yoon, K.H.; Kim, S.K.; Chalapathy, R.B.V.; Yun, J.H. Characterization of a molybdenum electrode deposited by sputtering and its effect on Cu(In,Ga)Se2 solar cells. J. Korean Phys. Soc. 2004, 45, 1114–1118. [Google Scholar]
- Roth, J.R. Industrial Plasma Engineering: Volume 1: Principles; Institute of Physics Publishing: London, UK, 1995. [Google Scholar]







Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Y.-L.; Lin, Y.-C.; Wu, W.-Y. Mo Contact via High-Power Impulse Magnetron Sputtering on Polyimide Substrate. Coatings 2022, 12, 96. https://doi.org/10.3390/coatings12010096
Chen Y-L, Lin Y-C, Wu W-Y. Mo Contact via High-Power Impulse Magnetron Sputtering on Polyimide Substrate. Coatings. 2022; 12(1):96. https://doi.org/10.3390/coatings12010096
Chicago/Turabian StyleChen, Yung-Lin, Yi-Cheng Lin, and Wan-Yu Wu. 2022. "Mo Contact via High-Power Impulse Magnetron Sputtering on Polyimide Substrate" Coatings 12, no. 1: 96. https://doi.org/10.3390/coatings12010096
APA StyleChen, Y.-L., Lin, Y.-C., & Wu, W.-Y. (2022). Mo Contact via High-Power Impulse Magnetron Sputtering on Polyimide Substrate. Coatings, 12(1), 96. https://doi.org/10.3390/coatings12010096