Abstract
Solid-state welding is a derivative of the friction stir spot welding (FSSW) technique, which has been developed as a new method for joining aluminum alloys. FSSW is a variant of linear friction stir welding intended to deal with lightweight alloy resistance spot welding (RSW) and riveting. Tensile strength refers to a material’s ability to withstand excessive stress when being stretched or pulled before necking; it is expressed in terms of force per unit area. The tensile strength in stir spot welding is affected by dynamic and static parameters. The control of dynamic parameters and static parameters is studied in this paper to optimize the friction stir spot welding strength. A fuzzy logic control system is used to optimize the process as a new approach that can be used in this field. The obtained results prove that the fuzzy logic control system is an easy and inexpensive technology that can be used in prediction and optimization for the strength of FSSW. Furthermore, the results show the efficacy and adequacy of the proposed fuzzy logic control system.
1. Introduction
Friction stir spot welding (FSSW) is a pressure welding method that operates below the workpieces’ melting temperature [1]. FSSW is implemented on the welded sheet through steps such as plunging, stirring, and retracting, as shown in Figure 1. A welding tool, rotating with a high angular speed, enters the workpiece to form a weld spot (tool shoulder contacts the upper workpiece surface). Expelling of the material occurs during the plunging step; then, the tool reaches a predetermined depth in the stirring step. The frictional heat that is generated during the plunging and stirring steps causes heating, softening, and mixing in materials adjacent to the tool. Retraction of the tool from the workpiece occurs when acceptable bonding is obtained [2].
The main speeds that must be taken into consideration during the friction stir spot welding process are the speed of tool rotation and the speed of the tool traversing along the interface. An increasing tool rotating speed and decreasing tool traversing speed have a good effect on the quality of the welding process and the welded surface. The friction that is implemented by the tool and traversal speeds produces heat around the tool to minimize the forces acting on the tool [3].
The rotational speed of the tools and the welding speed are the parameters that are controlled to achieve the correction of heat and pressure when forming the weld. They are adjusted to heat the interface to the temperature of the plastic state. Vickers hardness tests showed a strong relation between the weld strength and tool and welding speeds [4].

Figure 1.
FSSW process: (a) plunging, (b) stirring, and (c) retracting [5].
Figure 1.
FSSW process: (a) plunging, (b) stirring, and (c) retracting [5].

Increasing the feed rate leads to a reduction in friction heating, grain, ductility, and the strain hardening exponent of the joint. Increasing the feed rate also causes increases in fragmentation and homogenization [6].
The tool rotation speed and feed rate are affected by the surface appearance, microstructure, and microhardness of the weld. In the friction stir spot welding process, the high rotational speed and feed rate cause the more uniform distribution of the steel particles in the stir zone [7].
Plunge depth is defined as the depth of the lowest point of the shoulder below the surface of the welded plate [8], or the contact between the tool shoulder and the workpiece [9]. Plunge depth affects the heat generation and the proper consolidation of the material without defects. It affects the force required during the plunging operation. Defect-free welds can be obtained with a zero plunge depth. An increase in plunge depth increases excessive flash and voids. The tensile properties of welds with zero plunge depth match with the properties of the base material. An increase in plunge depth decreases the hardness value and tensile properties [10].
Several factors can influence the FSSW process, including the tool material, tool rotation speed, tool head angle, pin length, pin profile, workpiece material and thickness, temperature input, and welding speed. These parameters are distinct, yet they each have an impact on the others [11]. To obtain products with the best mechanical performance while keeping costs to a minimum, the most appropriate process conditions should be chosen while considering the intervention requirements among these factors [12]. Considering new advances in artificial intelligence (AI) technology, its applications have grown significantly in numerous industrial domains [13,14,15,16,17]. Some other techniques used in the field of material engineering provide precise formulations for strength prediction; however, the accuracy is compromised [18,19,20,21,22]. The accuracy of the developed model depends on the optimization parameters, the number of input variables, and the number of entries being used while modeling [23,24].
Artificial intelligence (AI) approaches are increasingly being employed in FSSW investigations due to their remarkable performance, ease of implementation, as well as flexibility in any discipline [25,26,27,28]. Numerous factors in the FSSW technique are optimized and estimated using AI techniques [29]. The fuzzy logic meta-heuristic technique, artificial neural networks (ANN), heuristic fuzzy, wavelet, and heuristic-ANN are among the most prominent AI techniques being used for FSSW [30]. These techniques are employed interchangeably, although they are also recommended for distinct reasons due to their benefits and drawbacks over one another.
Fuzzy logic (FL) is an extremely viable approach for regulating systems that are quasi, complicated, challenging to describe, and have questionable or precise data reliability. It functions in the same way as human logic does, with intermediate variables such as extremely long, short, and so on. There is currently no work published in the literature that predicts FSSW properties by employing only a fuzzy logic control system (FLCS). Furthermore, fuzzy control is divided into the Mamdani and Sugano categories, and it is employed in a variety of applications, including control and prediction [31,32].
Mohanty et al. [33] studied the impact of tool probe diameter, tool type, and shoulder interaction area on the strength of welds. They developed an ANN architecture and Mamdani FLCS to produce seven distinct triangular fuzzy memberships. The authors found that the fuzzy logic outperformed the ANN structure in modeling the connections of each FSSW characteristic with the output results.
A Mamdani fuzzy system was used for predicting and exploring the influence of friction stir spot process parameters on the tensile strength of AA1100 joints. The fuzzy model showed the increasing tensile strength of friction stir spot-welded joints with increasing pin diameter, tool rotating speed, welding speed, and feed rate. This methodology is a useful tool to assess the tensile strength of friction stir-welded AA1100 [34].
Mamdani fuzzy models implemented at forward and rotational speed as inputs and mechanical properties as outputs based on experimental data have been proposed. The results indicate the appropriate of the fuzzy method [35].
In this ongoing study, Mamdani FLCS was employed to build a model for the estimation and evaluation of the impact of FSSW workflow conditions on the tensile strength of Al 1050 joints, considering dynamic welding parameters (DWP) as a novel approach to achieve increasing weld strength. With the welding stroke, FSSW variables including tool feed rate and spindle speed fluctuate. The tensile strength improves substantially when DWPs are applied in the FSSW technique, in comparison with static welding parameters.
2. Material Specifications (Friction Stir Spot Welding of Al 1050)
Al 1050 exhibits outstanding corrosion resistance, higher electrical conductivity, higher ductility, and strength and can be produced with highly reflective finishing. Due to its lower weight and non-toxic nature, it is most suitable to be used for architectural flashings, industrial containers, lamp reflectors, and cable sheathings. Furthermore, it can also be used effectively in chemical processing plants. Strips of Al 1050 with the dimensions, chemical composition, and mechanical properties shown in Figure 2 and Table 1 and Table 2, respectively, were used to study the strength of friction stir spot welding [36].
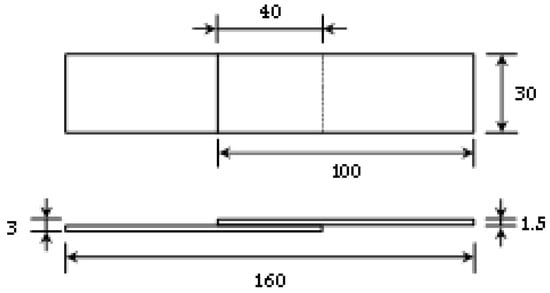
Figure 2.
Dimensions of Al 1050 strips.

Table 1.
Chemical composition of Al 1050.
Table 2.
Mechanical properties of Al 1050.
Overlapping Al 1050 strips were welded at the German Computer Numerical Control (CNC) Vertical Machining Center with a developed welding fixture for maintaining the welding spot in the middle of the overlapping region, as shown in Figure 3. The fixture’s holding tray was subsequently placed on top of the load cell. A circular cylinder-shaped temperature sensor was installed in the middle of the grip plate, with a 1.5 mm gap between the Al 1050 welding strip and the temperature sensor. A welding strip, holding bracket, grip plate assembly, and holding screws comprised the holding tray. The designed welding fixture’s primary goal was to keep the welding point in the central overlapped area of the Al 1050 strip. The NI-USB-6341 data capture device was employed to gather temperature and welding force measurements corresponding to the welding stroke.
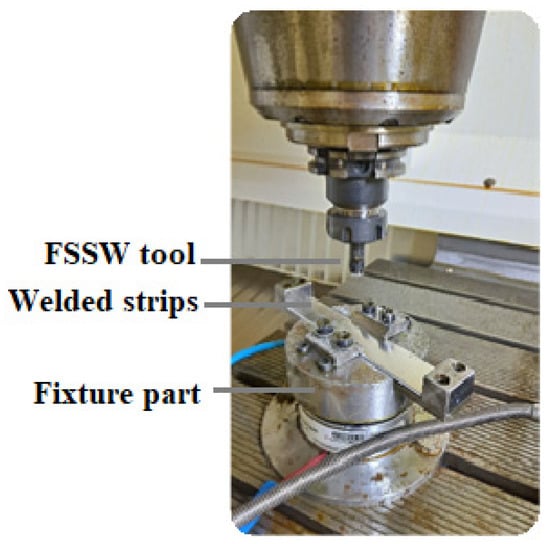
Figure 3.
Friction stir spot welding machine setup.
Spindle speed (SS), tool feed rate (FR), and plunging depth (PD) were the static friction stir spot welding parameters, while the fixed values of feed rate (FR) and spindle speed (SS) throughout the welding stroke were considered as dynamic parameters, as shown in Figure 4.
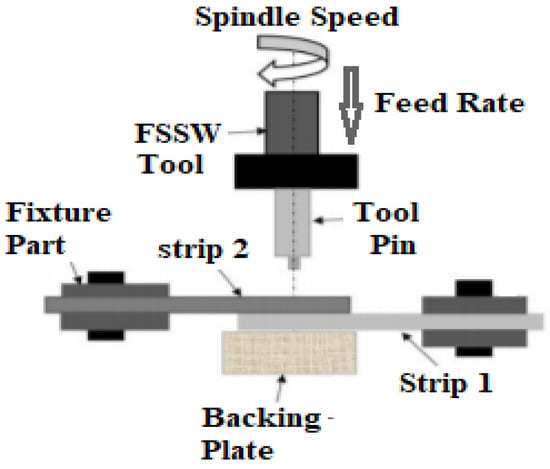
Figure 4.
Schematic representation of friction sir spot welding process.
Ninety experiments were performed with different values of SS, FR, and PD to study the influence of welding parameters on FSSW strength. Values of FR, SS, and PD during experiments on friction stir spot welding are shown in Table 3. The complete experimental procedure included two different phases. In the first phase, during the welding process, the welding parameters were kept constant, while in the second phase, the welding parameters such as SS and FR were varied for the period of welding stroke, which were then labeled as dynamic welding parameters (DWP). In the DWP method, the SS or FR was varied (decreased or increased) for the period of welding stroke, in comparison with the original (initial) value.
Table 3.
FSSW parameters for experimental study.
All the weld strength tests were carried out via the Instron-3300 mechanical testing setup, having a tension rate equal to 5 mm per minute, while the microhardness was checked via a DuraScan-10 computer. The ISO standard 6507-1:2018 was followed by applying a 100 (g) load for the duration equal to 15 s, with a space between the consecutive grooves. Following the same ISO standard, for the chosen FSSW samples, the microhardness was measured twice [37], i.e., vertically with the starting point as the tool pin area (bottom to top of welded sheets) and horizontally across the welded samples’ seam line.
Changes in FSSW strength with changing welding parameters during the welding process are summarized in Table 4. From the table, it can be noticed that the FSSW strength increased with an increase in plunging depth. Increasing spindle speed causes a decrease in welding strength at the same values of feed rate and plunging depth. Moreover, a decreasing feed rate causes an increase in welding strength.
Table 4.
Strength of FSSW with FR, SS, and PD.
The desirability approach is a common method for assigning a “score” to a group of responses and selecting factor settings to optimize this score. One of the most used approaches in industry for optimizing multiple response processes is the desirability feature approach [38].
An individual desirability function was used as an optimizing technique to optimize the friction stir spot welding process parameters. The maximum value of strength throughout the 90 experiments shown in Table 5, with optimized values of static parameters.
Table 5.
Optimum values of FSSW parameters.
3. Fuzzy Logic Control System (Optimization, Results and Discussion)
A fuzzy logic control system (FLCS) was used to optimize the strength of FSSW by controlling the static parameters of the welding process. The results of the fuzzy system were compared with individual desirability function results to determine the feasibility of using the FLCS technique to optimize the welding strength by controlling the dynamic parameters’ values for the same welding material (Al 1050). A flow chart of the FLCS used is shown in Figure 5.
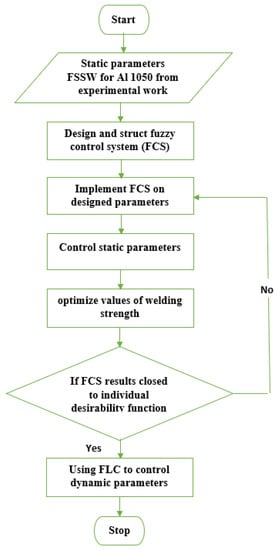
Figure 5.
Flow chart of FLCS to optimize FSSW strength.
3.1. Fuzzy Logic Control System
The fuzzy logic control framework breaks down parameters into simple values regarding either 1 (true) or 0 (false) qualities. Fuzzy sets classify objects easily by relying upon enrollment, making them useful for estimation models [39]. Fuzzy logic control systems rely upon the guidelines of appointing the yield and are contingent upon the likelihood of the condition of the information. If–Then rules are utilized due to their great benefits in planning FLCS [40]. The fuzzy logic control system in the presented paper is used as an artificial intelligence tool, to optimize the strength of friction stir spot welding by controlling the welding parameters (static and dynamic parameters).
3.1.1. Architecture of Fuzzy Logic Controller
The fuzzifier (fuzzification step), information base, fuzzy principal base (fuzzy knowledge base), and defuzzifier (defuzzifization step) are the fundamental components in the construction of a fuzzy system regulator for any controlled framework, as shown in Figure 6.
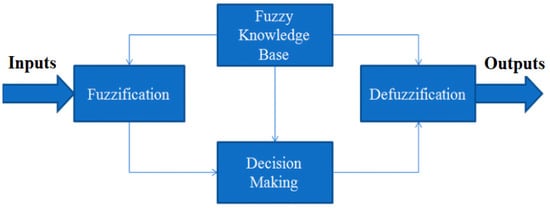
Figure 6.
Structure of fuzzy logic controller.
Changing estimations of the contribution of fuzzy qualities are obtained through the fuzzification step in a fuzzy logic control system. Data sources and yield familiarities of fuzzy connections result in different participation capacities for every one of them [41]. The If–Then rule is the basic rule used in fuzzy systems to join the membership functions of inputs and outputs. The inference engine is the center of any FLCS since it performs inexact thinking [42]. The defuzzification process or step performed through the defuzzifier serves to transform the fuzzy values of the fuzzy inference engine into new values [43]. The design and implementation of the fuzzy logic control system is achieved by using the fuzzy logic toolbox of MATLAB.
3.1.2. Fuzzy System for Static Parameters
A three-input–one-output fuzzy logic control system is designed and implemented to optimize the friction stir spot welding strength of Al 1050 samples by controlling the values of static parameters (SS, FR, PD) of the welding process. Spindle speed (SS), feed rate (FR), and plunging depth (PD) were the inputs and welding strength was the output of the fuzzy system. The structure of the FSSW strength fuzzy system is shown in Figure 7.
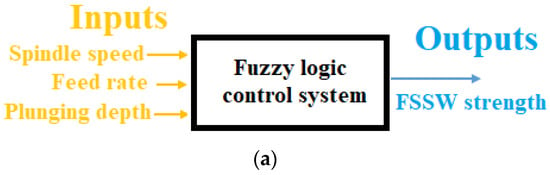
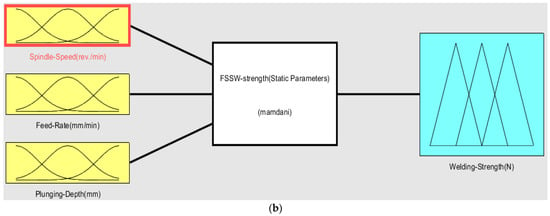
Figure 7.
FSSW strength (static parameter) fuzzy logic control system (a) inputs and outputs (b) Mamdani FLCS.
3.1.3. Inputs and Outputs of Membership Function
The fuzzy set’s function is to reflect the pointer work for old-style sets. It produces a a graphical fuzzy set representation (A) for debate (X) as µA:X → [0, 1], and this means that the value between 0 and 1 is mapped to (X). The (x) axis is the universe of debate, while the (y) axis is the degree of membership in the [0, 1] set. The mathematical form for a triangular membership function is shown in Figure 8, where a and b are the lower and upper limits, respectively [44].
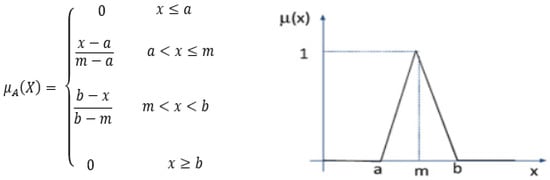
Figure 8.
Triangular membership function for fuzzy system inputs and outputs.
Through the fuzzification step in the fuzzy system, the quantity of inputs is converted to a fuzzy quantity through identifying the deterministic quantities as completely nondeterministic. The triangular membership function used to fuzzify inputs to three levels (low, medium, and high) of fuzzy input values, as shown in Figure 9. The range of fuzzy system inputs (SS, FR, PD) with three levels, low, medium, and high, is shown in Figure 10 and Table 6, respectively.
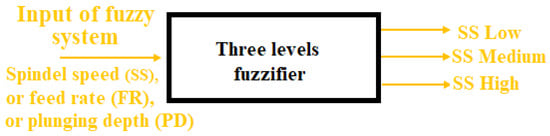
Figure 9.
Fuzzification of FSSW strength fuzzy system inputs.
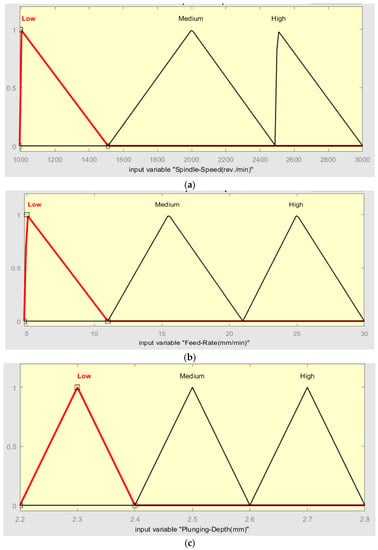
Figure 10.
Triangular membership functions for fuzzy system inputs (a) SS, (b) FR, (c) PD.
Table 6.
Membership functions of FSSW strength fuzzy system inputs.
The defuzzification step in a fuzzy system is performed through a number of rules that transform several variables into fuzzy results to define fuzzy sets and membership function degrees, as shown in Figure 11.

Figure 11.
Defuzzification process in FSSW strength fuzzy system.
To defuzzify the fuzzy output into low, medium, and high levels through defuzzification, the triangular membership function is used, as shown in Figure 12. Levels of fuzzy system output are detailed in Table 7.
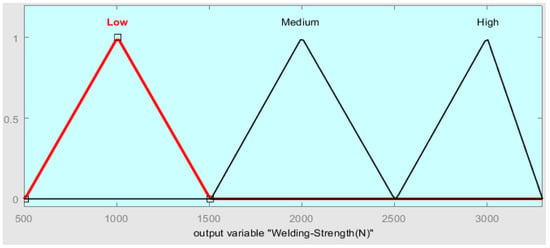
Figure 12.
Outputs of FSSW strength fuzzy system.
Table 7.
Membership functions of FSSW strength fuzzy system outputs.
3.1.4. FLCS Base Rules
The If–Then rule is a fuzzy system-based rule used to join fuzzy system inputs and outputs. Some of the rules that are used in the friction stir spot welding strength fuzzy logic control system are shown in Table 8.
Table 8.
FSSW strength fuzzy system’s If–Then rules.
Figure 13 and Table 9 present the optimum values of friction stir spot welding strength that result from using the designed FSSW fuzzy system. Figure 13 presents the effects of changes in SS and PD values on the strength of welding.
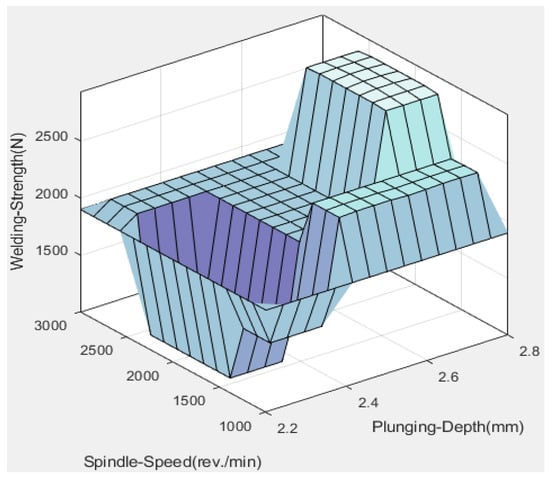
Figure 13.
Three-dimensional surface result of FSSW fuzzy system.
Table 9.
Output results of FSSW fuzzy system.
A comparison was performed between the individual desirability function results and the results of the FSSW fuzzy system, as shown in Table 10, to verify the effectiveness of the designed FLCS in optimizing the welding strength value. The deviation between the two techniques used is 7%, and this means that we can use the fuzzy logic control system to control the static welding parameters to obtain the optimum value of FSSW strength.
Table 10.
The optimum values of static welding parameters of desirability function and fuzzy system.
After using the fuzzy controller to optimize the strength of stir welding through controlling the static parameters of the welding process, another fuzzy model was designed to optimize the welding strength but this time through the control of the dynamic parameters of the welding process.
3.2. Fuzzy System for Dynamic Parameters
A two-input–one-output fuzzy system was designed to be implemented on the dynamic parameters (spindle speed and feed rate) to optimize the strength of friction stir spot welding for Al 1050 alloy samples. The model of the FSSW strength (dynamic parameters) fuzzy system is shown in Figure 14.
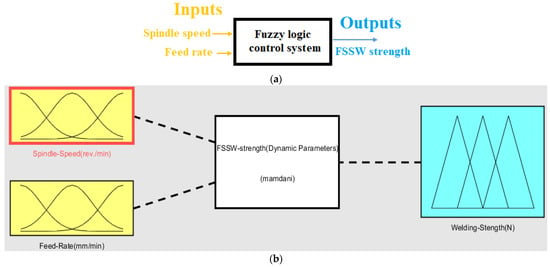
Figure 14.
FSSW strength (dynamic parameters) fuzzy logic control system (a) inputs and outputs (b) Mamdani FLCS.
The triangular membership function used to fuzzify the inputs to five levels (very low, low, medium, high, and very high) of fuzzy input values is shown in Figure 15, with ranges given in Figure 16 and Table 11, respectively.
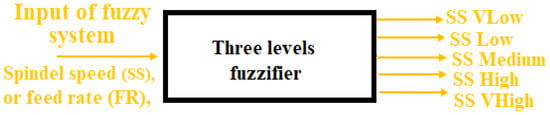
Figure 15.
Fuzzification of FSSW strength fuzzy system inputs.
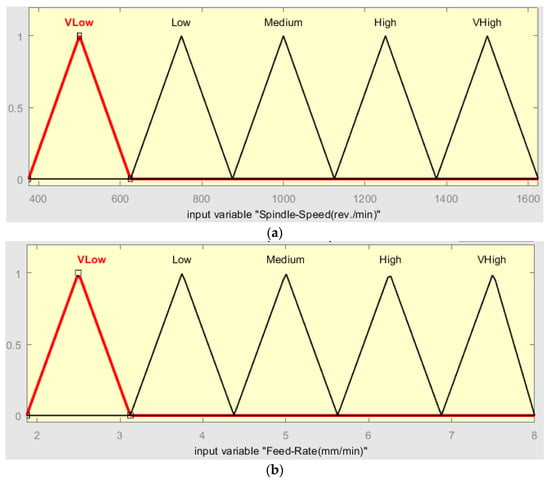
Figure 16.
Triangular membership functions for fuzzy system inputs (a) SS, (b) FR.
Table 11.
Membership functions of FSSW strength fuzzy system inputs.
The final decision or fuzzy model result obtained from defuzzification by the number of rules to defined fuzzy sets and membership function degrees is as shown in Figure 17. The range of triangle membership functions that are used to defuzzify the fuzzy output into very low, low, medium, high, and very high levels is shown in Figure 18 and Table 12, respectively.

Figure 17.
Defuzzification step in FSSW strength (dynamic parameters) fuzzy system.
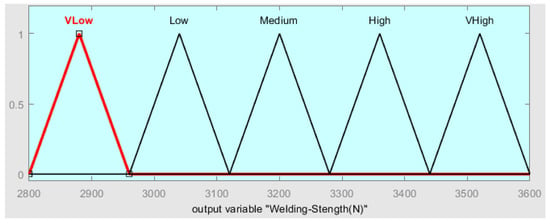
Figure 18.
Outputs of FSSW strength (dynamic parameters) fuzzy system.
Table 12.
Membership functions of FSSW strength fuzzy system output.
Table 13 shows the If–Then rules that are used in the FSSW strength (dynamic parameters) fuzzy system to join the fuzzy system inputs and output.
Table 13.
If–Then rules of FSSW strength fuzzy systems.
The optimum value of friction stir spot welding related to the controlled dynamic parameters (SS, FR), explained in terms of the surface view for this fuzzy system, is as shown in Figure 19.
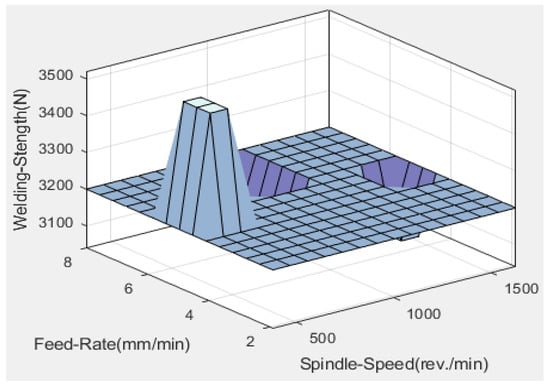
Figure 19.
Welding strength variation with spindle speed and feed rate.
Table 14 shows the output result of the designed fuzzy model of the dynamic parameters of friction stir spot welding.
Table 14.
Results of FSSW strength fuzzy system (dynamic parameters).
A comparison was performed between the results of experiments and the designed FSSW fuzzy system’s results, as shown in Table 15. The deviation between the two results was around 7%, and this mean that using the fuzzy logic control system as a technique to control the dynamic welding parameters will optimize the strength of friction stir spot welding.
Table 15.
The optimum values for dynamic welding parameters of experiment and fuzzy system.
4. Conclusions
A fuzzy logic controller was designed and used to optimize the strength of friction stir spot welding by controlling the welding parameters. Two fuzzy models, one for controlling the static welding parameters and another for the dynamic welding parameters, were designed to optimize the strength of the friction stir spot welding of Al 1050 alloy samples. The results obtained from fuzzy logic, which is considered a type of artificial intelligence, proved that the fuzzy logic control system is an easy and inexpensive technology that can be used in the prediction and optimization of the strength of friction stir spot welding (FSSW). The results obtained show the efficacy and adequacy of the proposed fuzzy logic control system.
Author Contributions
M.M.A.L. wrote the paper and completed the experimental design; A.M.A.S. supervised and provided project funding; A.B. revised the manuscript, performed validation and visualization, and helped with results; M.I.K. performed supervision, writing—review and editing, and software implementation. All authors have read and agreed to the published version of the manuscript.
Funding
The authors express their gratitude to the Princess Nourah bint Abdulrahman University Researchers Supporting Project (Grant No. PNURSP2022R152), Princess Nourah bint Abdulrahman University, Riyadh, Saudi Arabia.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
All the data are clearly presented in the manuscript.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Yang, X.; Fu, T.; Li, W. Friction stir spot welding: A review on joint macro-and microstructure, property, and process modelling. Adv. Mater. Sci. Eng. 2014, 2014, 697170. [Google Scholar] [CrossRef]
- Nguyen, N.; Kim, D.; Kim, H. Assessment of the failure load for an AA6061-T6 friction stir spot welding joint. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2011, 225, 1746–1756. [Google Scholar] [CrossRef]
- Ugla, A.A.; Al Roubaiy, A.O.; Alazawi, F.H. Effect of Dwell Time and Tool Rotational Speed of Friction Stir Spot Welding on the characteristics of AA3105 joints. Thi-Qar Univ. J. Eng. Sci. 2018, 9, 51–58. [Google Scholar] [CrossRef]
- Karthikeyan, P.; Thiagarajan, D.; Mahadevan, K. Study of relation between welding and hardening parameters of friction stir welded Aluminium 2024 alloy. Procedia Eng. 2014, 97, 505–512. [Google Scholar] [CrossRef][Green Version]
- Iwashita, T. Method and Apparatus for Joining. U.S. Patent 6,601,751, 2003. [Google Scholar]
- El Rayes, M.M.; Soliman, M.S.; Abbas, A.T.; Pimenov, D.Y.; Erdakov, I.N.; Abdel-mawla, M.M. Effect of feed rate in FSW on the mechanical and microstructural properties of AA5754 joints. Adv. Mater. Sci. Eng. 2019, 2019, 4156176. [Google Scholar] [CrossRef]
- Habibnia, M.; Shakeri, M.; Nourouzi, S.; Karimi, N. Effect of tool rotation speed and feed rate on friction stir welding of 1100 aluminum alloy to carbon steel. In Advanced Materials Research; Trans Tech Publications Ltd.: Wollerau, Switzerland, 2012; pp. 741–746. [Google Scholar]
- Devanathan, C.; Babu, A.S. Effect of plunge depth on friction stir welding of Al 6063. In Proceedings of the International Conference on Advanced Manufacturing and Automation (INCAMA-2013), Tamilnadu, India, 28–30 March 2013. [Google Scholar]
- Leonard, A. Microstructure and aging behaviour of FSW in Al alloys 2014A-T651 and 7075-T651. In Proceedings of the 2nd International Symposium on FSW (CD Rom), Gothenburg, Sweden, 27–29 June 2000. [Google Scholar]
- Soundararajan, V.; Yarrapareddy, E.; Kovacevic, R. Investigation of the friction stir lap welding of aluminum alloys AA 5182 and AA 6022. J. Mater. Eng. Perform. 2007, 16, 477–484. [Google Scholar] [CrossRef]
- Threadgill, P.; Leonard, A.; Shercliff, H.; Withers, P. Friction stir welding of aluminium alloys. Int. Mater. Rev. 2009, 54, 49–93. [Google Scholar] [CrossRef]
- Salvati, E.; Everaerts, J.; Kageyama, K.; Korsunsky, A.M. Transverse fatigue behaviour and residual stress analyses of double sided FSW aluminium alloy joints. Fatigue Fract. Eng. Mater. Struct. 2019, 42, 1980–1990. [Google Scholar] [CrossRef]
- Yavuz, H. Function-oriented design of a friction stir welding robot. J. Intell. Manuf. 2004, 15, 761–775. [Google Scholar] [CrossRef]
- Mohammadi, M.-R.; Hadavimoghaddam, F.; Pourmahdi, M.; Atashrouz, S.; Munir, M.T.; Hemmati-Sarapardeh, A.; Mosavi, A.H.; Mohaddespour, A. Modeling hydrogen solubility in hydrocarbons using extreme gradient boosting and equations of state. Sci. Rep. 2021, 11, 17911. [Google Scholar] [CrossRef]
- Haji-Savameri, M.; Norouzi-Apourvari, S.; Irannejad, A.; Hemmati-Sarapardeh, A.; Schaffie, M.; Mosavi, A. Experimental study and modelling of asphaltene deposition on metal surfaces with superhydrophobic and low sliding angle inner coatings. Sci. Rep. 2021, 11, 16812. [Google Scholar] [CrossRef] [PubMed]
- Meiabadi, M.S.; Moradi, M.; Karamimoghadam, M.; Ardabili, S.; Bodaghi, M.; Shokri, M.; Mosavi, A.H. Modeling the producibility of 3D printing in polylactic acid using artificial neural networks and fused filament fabrication. Polymers 2021, 13, 3219. [Google Scholar] [CrossRef] [PubMed]
- Dehghan Manshadi, M.; Ghassemi, M.; Mousavi, S.M.; Mosavi, A.H.; Kovacs, L. Predicting the Parameters of Vortex Bladeless Wind Turbine Using Deep Learning Method of Long Short-Term Memory. Energies 2021, 14, 4867. [Google Scholar] [CrossRef]
- Aldrees, A.; Khan, M.A.; Tariq, M.A.U.R.; Mustafa Mohamed, A.; Ng, A.W.M.; Bakheit Taha, A.T. Multi-Expression Programming (MEP): Water Quality Assessment Using Water Quality Indices. Water 2022, 14, 947. [Google Scholar] [CrossRef]
- Khan, M.A.; Aslam, F.; Javed, M.F.; Alabduljabbar, H.; Deifalla, A.F. New prediction models for the compressive strength and dry-thermal conductivity of bio-composites using novel machine learning algorithms. J. Clean. Prod. 2022, 350, 131364. [Google Scholar] [CrossRef]
- Li, P.; Khan, M.A.; El-Zahar, E.R.; Awan, H.H.; Zafar, A.; Javed, M.F.; Khan, M.I.; Qayyum, S.; Malik, M.; Wang, F. Sustainable use of chemically modified tyre rubber in concrete: Machine learning based novel predictive model. Chem. Phys. Lett. 2022, 793, 139478. [Google Scholar] [CrossRef]
- Khan, M.A.; Memon, S.A.; Farooq, F.; Javed, M.F.; Aslam, F.; Alyousef, R. Compressive strength of fly-ash-based geopolymer concrete by gene expression programming and random forest. Adv. Civ. Eng. 2021, 2021, 6618407. [Google Scholar] [CrossRef]
- Mohammadzadeh, S.D.; Kazemi, S.-F.; Mosavi, A.; Nasseralshariati, E.; Tah, J.H. Prediction of compression index of fine-grained soils using a gene expression programming model. Infrastructures 2019, 4, 26. [Google Scholar] [CrossRef]
- Ayub, S.; Guan, B.H.; Ahmad, F.; Javed, M.F.; Mosavi, A.; Felde, I. Preparation Methods for Graphene Metal and Polymer Based Composites for EMI Shielding Materials: State of the Art Review of the Conventional and Machine Learning Methods. Metals 2021, 11, 1164. [Google Scholar] [CrossRef]
- Peng, Y.; Ghahnaviyeh, M.B.; Ahmad, M.N.; Abdollahi, A.; Bagherzadeh, S.A.; Azimy, H.; Mosavi, A.; Karimipour, A. Analysis of the effect of roughness and concentration of Fe3O4/water nanofluid on the boiling heat transfer using the artificial neural network: An experimental and numerical study. Int. J. Therm. Sci. 2021, 163, 106863. [Google Scholar] [CrossRef]
- Tavoosi, J.; Zhang, C.; Mohammadzadeh, A.; Mobayen, S.; Mosavi, A.H. Medical image interpolation using recurrent type-2 fuzzy neural network. Front. Neuroinform. 2021, 15, 667375. [Google Scholar] [CrossRef] [PubMed]
- Tavoosi, J.; Suratgar, A.A.; Menhaj, M.B.; Mosavi, A.; Mohammadzadeh, A.; Ranjbar, E. Modeling renewable energy systems by a self-evolving nonlinear consequent part recurrent type-2 fuzzy system for power prediction. Sustainability 2021, 13, 3301. [Google Scholar] [CrossRef]
- Sadeghiravesh, M.H.; Khosravi, H.; Abolhasani, A.; Ghodsi, M.; Mosavi, A. Fuzzy Logic Model to Assess Desertification Intensity Based on Vulnerability Indices. Acta Polytech. Hung 2021, 18, 7–24. [Google Scholar] [CrossRef]
- Claywell, R.; Nadai, L.; Felde, I.; Ardabili, S.; Mosavi, A. Adaptive neuro-fuzzy inference system and a multilayer perceptron model trained with grey wolf optimizer for predicting solar diffuse fraction. Entropy 2020, 22, 1192. [Google Scholar] [CrossRef] [PubMed]
- Dinaharan, I.; Murugan, N. Optimization of friction stir welding process to maximize tensile strength of AA6061/ZrB2 in-situ composite butt joints. Met. Mater. Int. 2012, 18, 135–142. [Google Scholar] [CrossRef]
- Bilgiç, H.H.; Sen, M.A.; Kalyoncu, M. Tuning of LQR controller for an experimental inverted pendulum system based on The Bees Algorithm. J. Vibroeng. 2016, 18, 3684–3694. [Google Scholar] [CrossRef]
- Farajdadian, S.; Hosseini, S.H. Design of an optimal fuzzy controller to obtain maximum power in solar power generation system. Sol. Energy 2019, 182, 161–178. [Google Scholar] [CrossRef]
- Azizi, M.; Mousavi Ghasemi, S.A.; Ejlali, R.G.; Talatahari, S. Optimum design of fuzzy controller using hybrid ant lion optimizer and Jaya algorithm. Artif. Intell. Rev. 2020, 53, 1553–1584. [Google Scholar] [CrossRef]
- Mohanty, H.; Mahapatra, M.; Kumar, P.; Biswas, P.; Mandal, N.R. Predicting the effects of tool geometries on friction stirred aluminium welds using artificial neural networks and fuzzy logic techniques. Int. J. Manuf. Res. 2013, 8, 296–312. [Google Scholar] [CrossRef]
- Vignesh, R.V.; Padmanaban, R. Modelling tensile strength of friction stir welded aluminium alloy 1100 using fuzzy logic. In Proceedings of the 2017 11th International Conference on Intelligent Systems and Control (ISCO), Coimbatore, India, 5–6 January 2017; pp. 449–456. [Google Scholar]
- Khansari, N.M.; Karimi, N.; Sabour, M.H. Optimization of friction stir welding by fuzzy logic. In Proceedings of the 2013 13th Iranian Conference on Fuzzy Systems (IFSC), Qazvin, Iran, 27–29 August 2013; pp. 1–6. [Google Scholar]
- Badwelan, A.; Al-Samhan, A.M.; Anwar, S.; Hidri, L. Novel Technique for Enhancing the Strength of Friction Stir Spot Welds through Dynamic Welding Parameters. Metals 2021, 11, 280. [Google Scholar] [CrossRef]
- Mekri, H.; Bouchouicha, B.; Miloudi, A.; Christophe, H.; Imad, A. Influence of the coupling between the mechanical characteristics and the welding conditions by the FSSW process: Case of the bi-material aluminum-steel. Frat. Integrità Strutt. 2018, 46, 62–72. [Google Scholar]
- Kruse, R.; Borgelt, C.; Braune, C.; Mostaghim, S.; Steinbrecher, M.; Klawonn, F.; Moewes, C. Computational Intelligence; Springer: Berlin/Heidelberg, Germany, 2011. [Google Scholar]
- Jantzen, J. Foundations of Fuzzy Control; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2007. [Google Scholar]
- Khuntia, S.R.; Mohanty, K.; Panda, S.; Ardil, C. A Comparative Study of PI, IP, Fuzzy and Neuro-Fuzzy Controllers for Speed Control of DC Motor Drive; World Academy of Science and Technology: Paris, France, 2009; Volume 68. [Google Scholar]
- Thaker, S.; Nagori, V. Analysis of fuzzification process in fuzzy expert system. Procedia Comput. Sci. 2018, 132, 1308–1316. [Google Scholar] [CrossRef]
- Silva, J.F.; Pinto, S.F. Linear and nonlinear control of switching power converters. In Power Electronics Handbook; Elsevier: Amsterdam, The Netherlands, 2018; pp. 1141–1220. [Google Scholar]
- Gomes, H.M. Fuzzy logic for structural system control. Lat. Am. J. Solids Struct. 2012, 9, 111–129. [Google Scholar] [CrossRef]
- Lee, D.H.; Jeong, I.J.; Kim, K.J. A desirability function method for optimizing mean and variability of multiple responses using a posterior preference articulation approach. Qual. Reliab. Eng. Int. 2018, 34, 360–376. [Google Scholar] [CrossRef]



















Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).