Abstract
In this manuscript, we consider the accuracy of end-point carbon content prediction affected by oxygen injection in multiple stages of electric arc furnace (EAF) melting process. Such a prediction would help to further evaluate process control strategies and optimize overall operation of the electric arc furnace. Principal component analysis (PCA) was used to normalize the 13 input variables affecting the endpoint carbon content. log-sigmoid and tan-sigmoid functions were used to verify the same sample, and it was found that the Mean squared error(MSE) of the model under + function was smaller, indicating that the model was more stable. At the same time, different hidden layer nodes were tried, and finally the structure of the model was determined as 13 × 10 × 8 × 1, and the activation function was + . Using historical smelting data to train and test the neural network model, the correlation coefficient (R) of the verified model is 0.7632, the model prediction is in the range of ±0.03%, the hit rate of the model is 64.5%, and the hit rate of the model is 42% in the range of ±0.02%. Combining the verification basis of the model with the metallurgical reaction principle of the EAF steelmaking process, a pretreatment method of phased input of total oxygen is proposed. The oxygen is divided into three stages, which are the oxygen consumption volume of 0–5 min, 5–30 min and more than 30 min and other variables are kept unchanged. The same neural network is used to train and verify the same data. After verification, the R of the oxygen staged model is 0.8274. The model prediction is in the range of ±0.03%, the hit rate of the model is 78.5%, and the hit rate of the model is 58% in the range of ±0.02%. Finally, an on-line carbon content prediction system based on artificial neural network model is developed and applied to actual production. Running results illustrated that the hit rate of end-point carbon content is 96.67%, 93.33% and 86.67%, respectively when the prediction errors are within ±0.05%, ±0.03% and ±0.01%, the improved neural network model can effectively predict the end-point carbon content, which provides a good basis for the carbon content at the end point of EAF steelmaking process.
1. Introduction
Steelmaking is a process of severe physical and chemical reactions of multiphase at high temperature. The main task of steelmaking is to obtain qualified end-point composition and temperature [1]. With the improvement of high-quality, high-efficiency, low-cost, and energy-saving production requirements of steelmaking plants [2], more attention has been paid to endpoint prediction techniques by enterprises [3]. Carbon element is the most important factor to determine the mechanical properties of steel. With the increase of carbon content, the solidness of steel increases, and the plasticity and toughness decrease. When carbon content < 0.77%, the solidness of steel increases with the increase of carbon content, and when the carbon content > 1.0%, the solidness of steel decreased. To obtain qualified steel products and decrease production cost, It is a very important and difficult task to control the endpoint content in the steel making process.
As one of the main ways of steelmaking, EAF Steelmaking is to produce high quality steel. The structure of steelmaking raw material for EAF is complicated. Oxygen supply and power supply make the reaction in the furnace unbalanced all these factors put forward higher requirements for EAF steelmaking end-point prediction. At presents, there are mainly two methods for predicting steelmaking end-point. One is static mechanism analysis, and the other is dynamic algorithm prediction. Traditional mechanism analysis involves many theoretical assumptions and too many parameters, and there is a strong nonlinear relationship between the end point components and their influencing factors. It is difficult for the mathematical model to obtain good prediction results. Most studies [4,5,6,7,8] are from the perspective of metallurgical thermodynamics, studying the variation of Gibbs free energy of C, Si, Mn, P and other elements in molten steel, revealing the theory of selective oxidation in the steelmaking process, in order to control decarbonization and dephosphorization. The Static mechanism models cannot provide data feedback effectively and require long-term analysis, and more importantly, it can ‘t adapt to the changing conditions of the steel mill [9,10,11].
With the rapid development of various an intelligent model and mathematical algorithms, the combination of intelligent model and mathematical algorithms has become the main forecasting technology in the current steelmaking industry. At present, Many scholars at home and abroad have studied endpoint control of steelmaking process. Wei et al. established a prediction model of end-point carbon content for EAF steelmaking process based on Evolving Membrane Algorithm (EMA) of Extreme Learning Machine (ELM) [12]. Yuan et al. used the principal component regression method for the sub-models, and established a multi-support vector machine endpoint carbon, phosphorus content and temperature prediction model [13]. Zhang et al. combined the nonlinear gray Bernoulli-Markov model with Support Vector Machines (SVM) to establish the combination model of EAF end-point parameters [14]. Liu et al. proposed a new machine learning framework, a stacked automatic encoder-sparse Bayesian Regression-differential evolution (SAE-SBR-DE), to predict the endpoints of the smelting process [15]. He et al. [2] proposed a prediction model of phosphorus content in steelmaking end point based on principal component analysis (PCA) and back propagation (BP) neural network. Some researchers also considered many influencing factors of EAF steelmaking, and used the statistical incremental model to predict the end-point carbon content and temperature of EAF steelmaking [16,17]. Zhu et al. established a multivariable predictive model for BOF steelmaking using RBF neural network. The input data is pretreated and standardized. Receding horizon control method is used to increase the accuracy of the model. Simulation and experiment comparisons show that the model is validated and has high hit rate [18]. Wang et al. established a steel quality prediction model with the aim of improving steel making rate by using BP neural network [19]. Torquato, MF et al. Combined classical techniques with modern intelligent algorithms, this paper introduces a new method of multi-objective optimization and modeling for electric furnace steelmaking process based on evolutionary computation and machine learning [20]. Kacur, J et al. five machine learning methods were applied to predict the temperature and carbon concentration in the melt at the endpoint of BOS. Multivariate adaptive regression splines (MARS), support-vector regression (SVR), neural network (NN), k-nearest neighbors (k-NN), and random forest (RF) methods were compared. In predicting from dynamic melting data, a method of pairing static and dynamic data to create a training set was proposed [21]. Wang et al. Herein, the representative convolutional neural network (CNN) of deep learning is adopted, and the number of convolutional layers, convolutional kernel size, and the number of convolutional kernels are optimized to establish the best prediction model of the converter end point [22].
The above research has achieved certain results in iron and steel enterprises. However, due to the influence of field process parameters, the application of end-point content prediction model in EAF steelmaking has become a challenging problem. Both industry and academics need to explore effective prediction models for end-point carbon content of EAF. Therefore, in view of this key problem, this paper proposes an artificial neural network (ANN) based analysis and prediction model of the factors affecting the end point content of EAF. Firstly, principal component analysis (PCA) was used to analyze the influencing factors of end-point carbon content, and the 13 factors with the greatest influence on end-point carbon content were identified, and then these factors were used as the input variables of artificial neural network. At the same time, MSE was introduced to judge the size of MSE by trying different activation functions and determining the number of nodes in different hidden layers. The accuracy of the model was reflected by the size of MSE, and the structure of the model was determined to be 13 × 10 × 8 × 1. Using historical smelting data to train and test the neural network model, the correlation coefficient (R) of the verified model is 0.7632, the model prediction is in the range of ±0.03%, the hit rate of the model is 64.5%, and the hit rate of the model is 42% in the range of ±0.02%. Combining the verification basis of the model with the metallurgical reaction principle of the EAF steelmaking process, a pretreatment method of phased input of total oxygen is proposed. The oxygen is divided into three stages, which are the oxygen consumption volume of 0–5 min, 5–30 min and more than 30 min and other variables are kept unchanged. The same neural network is used to train and verify the same data. After verification, the R of the oxygen staged model is 0.8274. The model prediction is in the range of ±0.03%, the hit rate of the model is 78.5%, and the hit rate of the model is 58% in the range of ±0.02%. Finally, an on-line quality prediction system for the end point carbon content of EAF is developed for steel industry.
2. Model Structure and Modeling Method
2.1. Artificial Neural Network (ANN) Method
Artificial neural network (ANN) is a widely used regression machine learning method, which has been used as an appropriate method to solve various challenges related to EAF operation, such as temperature prediction and charge simulation [23,24,25,26,27]. Neural network model is used to predict the carbon content at the end point of EAF smelting based on different process variables. The Learning Algorithm of Training Neural Network is Back Propagation Algorithm (BP). BP neural network is a multilayer feed-forward network trained by error backward propagation and has the ability of approximating arbitrary continuous function and nonlinear mapping. Its topology consists of an input layer, a hidden layer and an output layer. There are multiple points of neurons inside each layer, and the connections between different layers depend on neurons. as shown in Figure 1 [28].
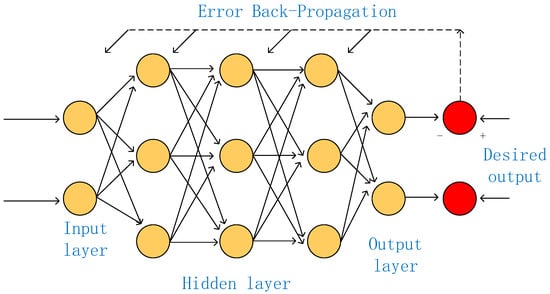
Figure 1.
Structure of BP neural network.
BP neural network model has strong nonlinear mapping ability and flexible network structure. Its derivation process is rigorous, high precision and good universality. BP neural network algorithm has been widely used in steelmaking endpoint prediction and fault diagnosis [29,30].
2.2. Model Development Tool
PyCharm is a Python IDE (Integrated Development Environment) that comes with a set of tools to help users become more efficient in Python development. PyCharm comes with a neural network toolkit that allows users to easily follow the direction of their methods, but its functionality is relatively simple. Many details of the neural network parameters are the default system, not according to the requirements of the user, can only use the new. Therefore, this paper used Python to build artificial neural network [31].
IBM SPSS statistical software was used to observe the distribution of data and perform partial correlation analysis on the data.
3. Establishment of Prediction Model
3.1. Model Input and Output Variables Selection
Choosing appropriate input and output variables will help to improve the prediction accuracy of the model. In this paper, the input variables consist of the initial conditions and process conditions of the electric arc furnace, and the output variable is the end-point carbon content.
In this paper, there are many influencing factors and it is a multi-variable situation. In this case, there may be a complex correlation between the influencing factors. It is necessary to analyze the linear correlation between a certain influencing factor and the terminal carbon content under the condition of controlling the influence of other influencing factors, so as to obtain the partial correlation coefficient. In this study, we only pay attention to their correlation degree, rather than whether they are positive/negative, so all calculated partial correlation coefficients are processed by taking absolute values.
Statistical software was used to analyze the correlation of input variables affecting the carbon content in the end of EAF. From the whole process of EAF steelmaking, 13 factors affecting the carbon content at the end of EAF were selected: scrap weight, hot metal weight, hot metal [C] content, hot metal [Si] content, hot metal [Mn] content, hot metal [P] content, hot metal [S] content, hot metal temperature, smelting time, carbon weight, lime weight, electric energy and oxygen volume.
Organize and analyze the actual data on site, as shown in Table 1.

Table 1.
Production data analysis.
Meanwhile, correlation analysis of the 13 factors and EAF end-point carbon content has been carried out by SPSS statistical software, The smelting parameters were normalized by Equation (1) and the obtained correlation coefficients are shown in Table 2. The correlation coefficient between two variables can reflect the degree of influence between them to some extent. Therefore, the value of the correlation coefficient can be used to estimate the influence of various factors on the carbon content of the EAF end-point.
Table 2.
Correlation Analysis of the process variables.
The variable data is presented in Table 2 and draw the pie chart in Figure 2. From Figure 2, it can be seen that carbon weight and oxygen have a significant influence on EAF endpoint carbon content
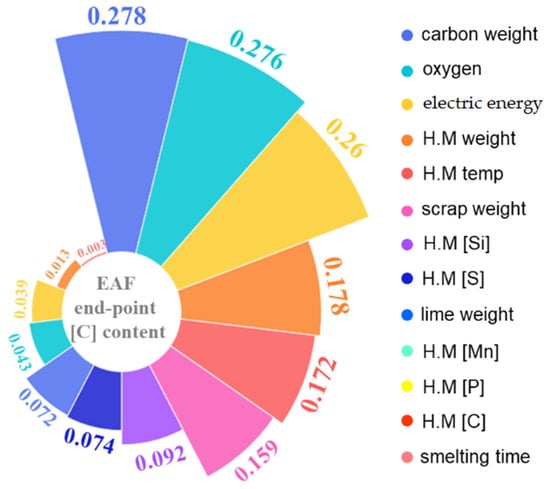
Figure 2.
Correlation Analysis of the process variables.
3.2. Establishment of Artificial Neural Network Model
The number of hidden layers and the number of nodes at each layer are very important to the network, Generally, as the number of nodes in the hidden layer increases, the training error will decrease, but too many nodes will lead to the over-fitting of training results, that is, the training effect is good in the known data set, but poor in the unknown data set, so the number of nodes must be reasonably selected. At the same time, the selection of activation functions among different layers is also crucial.Sigmoid function is selected as the activation function, and Sigmiod function can be divided into log-Sigmoid () function and tan-Sigmoid () function. Its expressions are shown in Equations (2) and (3)
In order to further determine the number of hidden layer nodes and input layer to hidden layer activation function, to determine the best structure of the BP neural network, using the python application of BP neural network, the normalization of 800 set of selected data set into the neural network in different number of hidden layer nodes and activation function composition training experiment was carried out under the condition, The training algorithm is Levenberg-Marquardt optimization algorithm. Mean-square Error (MSE) of the training output is taken as the basis to determine the optimal number of hidden layer nodes and the combination of activation functions. The lower MSE represents the smaller training error and the more accurate the output result [32].
Because the BP neural network in the python program every time for training, the weights and thresholds are random initialization, so every time the result of the training will be different, show better MSE changes along with the number of hidden layer nodes, will test the number of hidden layer nodes scope expanding, and on each node number of repeated five times test, Its mean value is taken as the MSE of the training results of this network structure, the calculation formula of MSE is shown in Equation(4) [33].
As can be seen from Figure 3, the + function is superior to + on the whole, so the activation function selected +. When the hidden layer is one layer, the MSE is larger. Therefore, two hidden layers are selected as the basis of the model. It can be seen from Figure 3 that when the number of nodes of the first hidden layer is 10 and the number of nodes of the second hidden layer is 8, the MSE is the minimum, so this is selected as the number of nodes of the hidden layer. To sum up, the optimal structure of BP neural network model in this chapter is 13 × 10 × 8 × 1.
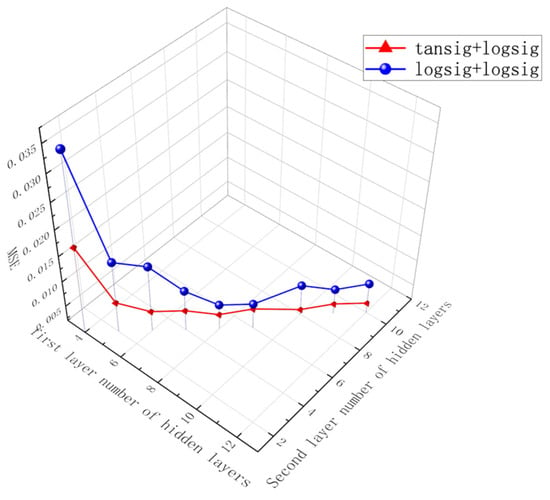
Figure 3.
Mean square error (MSE) under different node number of hidden layer and activation function combination.
The flow chart of the model is shown in the Figure 4. Suppose that the total number of samples is p, and the training times are represented by q, the number of nodes in the input layer is n, the number of nodes in the hidden layer is l, and the number of nodes in the output layer is m. The weight from the input layer to the hidden layer is , the weight from the hidden layer to the output layer is , the bias from the input layer to the hidden layer, is and the bias from the hidden layer to the output layer is . The learning rate is , and the incentive function is f(x).
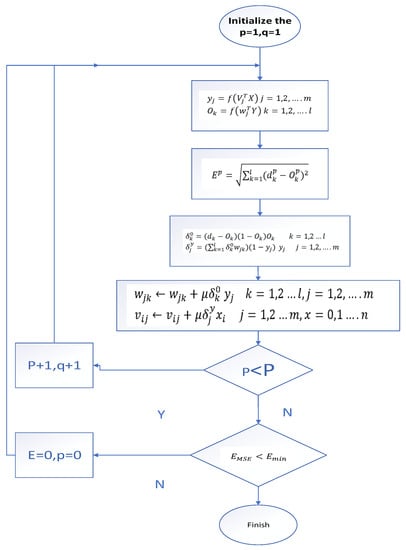
Figure 4.
Model flow chart.
Based on the actual production data of steelmaking, an artificial neural network model was established to predict the end point content of EAF steelmaking. The neural network model was trained with 800 times of heating data, the neural network model was tested with 200 times of heating data, and the neural network model was verified with 200 times of heating data.The model test results are shown in Figure 5 and Figure 6.
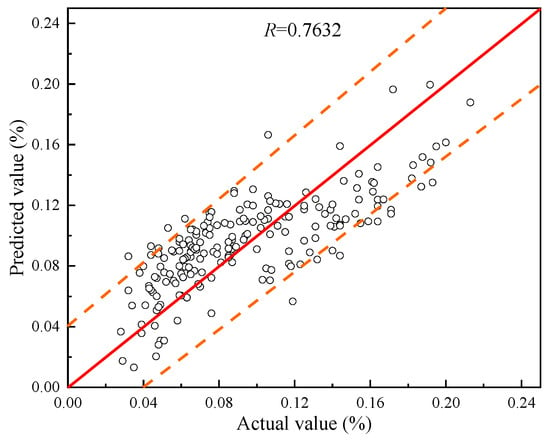
Figure 5.
Comparison of predicted and actual values of end-point carbon content for ANN.
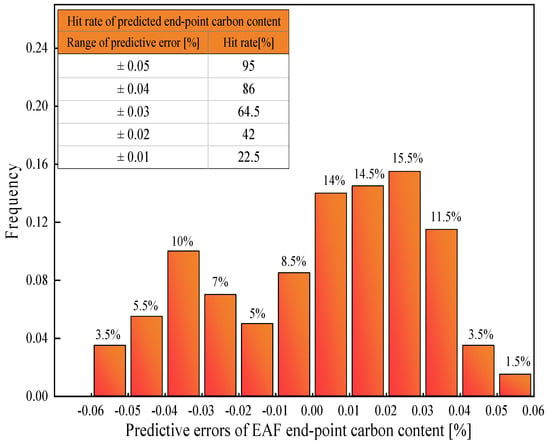
Figure 6.
Frequency distribution of predictive errors for ANN model.
Figure 5 shows the comparison between the actual value and the predicted value of endpoint carbon content, and the correlation coefficient is 0.7632, the solid red line indicates that the predicted value is equal to the actual value, and the dotted red line indicates that the difference between the predicted value and the actual value is ±0.04%.
Figure 6 shows that the model error is within the range of ±0.05%, and the model accuracy is 95%. When the model error is within ±0.04%, the accuracy of the model is 86%. When the model error is within ±0.03%, the accuracy of the model is 64.5%. When the model error is within ±0.02%, the model accuracy is 42%. When the model error is within ±0.01%, the accuracy of the model is 22.5%. The model error does not meet the basic requirements. Therefore, combined with the different production requirements of the steel industry, it is necessary to predict the terminal carbon content of each liquid steel more accurately. Subsequently studies attempt to improve the neural network by analyzing other influencing factors. Finally, a neural network model with more input variables is established.
3.3. Improvement of Prediction Model
The main objective of EAF smelting is to inject oxygen to lower bath carbon, silicon, manganese, sulfur and phosphorus contents to the desired level for tapping, where oxygen reacts with these elements to form complex oxides that float out of the steel bath and into the slag layer. The first stage in smelting is to inject oxygen to improve the heat transfer rate and accelerate the melting of scrap steel. In the second stage, when an appropriate amount of molten steel is in the reaction, oxygen and coke powder are blown in, and decarburization reaction occurs, causing the molten steel to boil. The generated carbon monoxide bubbles escape from the molten steel. When the bubbles pass through the molten steel layer, It absorbs other gases dissolved in the molten steel and takes them out of the molten steel to complete the goal of dephosphorization, decarburization, and heating-up. At the end of smelting, the decarbonization rate of molten has no significant relationship with the amount of oxygen injected, but is restricted by the carbon content of molten. Obviously, the amount of carbon in the whole molten is related to the amount of oxygen injected in the process. Therefore, it is proposed to increase the multi-step oxygen consumption as the input of ANN model to forecast the endpoint carbon content [34].
Similar to the above ANN model, the model adds 3 input variables, which are the oxygen consumption volume of 0–5 min, 5–30 min and more than 30 min. Other variables remain the same. the same 800 heats data are used to train the updated ANN model, and same 200 heats data were used to test the ANN model, and same 200 heats data were used to verify the ANN model. The same method in Section 3.1 is used to select the hidden layer of the improved model. Finally, it is determined that the hidden layer is two layers. When the number of nodes is 10 and 8, respectively, the model error is the smallest, the convergence rate is the fastest, and the number of iterations is the least. The structure of ANN is 16 × 10 × 8 × 1.
Figure 7 shows the comparison between the actual value of the improved end-point carbon content and the predicted value, with a correlation coefficient of 0.8274. The solid red line indicates that the predicted value is equal to the actual value, and the dotted red line indicates that the difference between the predicted value and the actual value is ±0.04%. Compared with the previous model, the prediction accuracy is more stable.
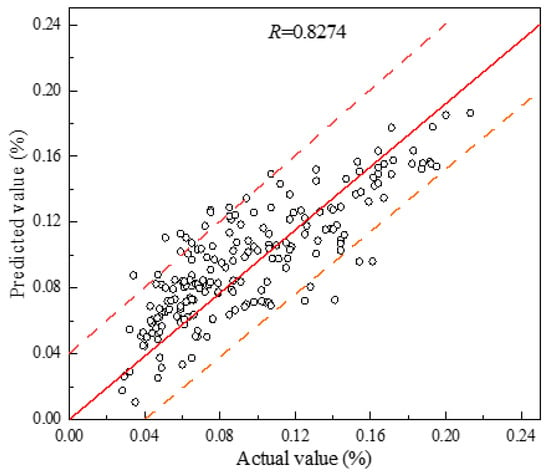
Figure 7.
Comparison of predicted and actual values of end-point carbon content for improved ANN model.
Figure 8 shows the frequency distribution of error of the improved ANN model. The model error is mainly distributed within ±0.05%. When the model error is within ±0.05%, the accuracy of the model is 95%. When the model error is within ±0.04%, the accuracy of the model is 90%. When the model error is within ±0.03%, the accuracy of the model is 78.5%. When the model error is within ±0.02%, the accuracy of the model is 58%. Especially when the model error is within ±0.01%, the model accuracy is 29.5%. In conclusion, the improved neural network model has high prediction accuracy and can guide on-site smelting production.
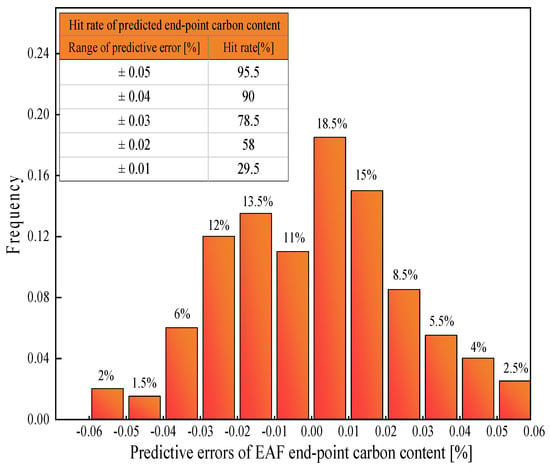
Figure 8.
Frequency distribution of predictive errors for improved ANN model.
3.4. Influence Factor Analysis
In order to explore the reasons for higher accuracy of multi-stage prediction, it is necessary to analyze the mechanism in depth. The decarburizing reaction in EAF steelmaking process primarily takes place in the jet impact region and between at slag–metal interface [35], as shown as Figure 9. In the jet impact zone, the supplied oxygen reacts with carbon within the metal droplet and forms carbon monoxide (CO) gas. In the slag–metal interface, decarburization takes place due to FeO in the slag and C in the metal droplet at the interface. The main decarburization reactions are shown as Equations (5)–(8)
[O] + [C] = {CO}
[C] + CO2(g) = 2CO(g)
(FeO) + C(s) = [Fe] + CO(g)
(FeO) + [C] = [Fe] + {CO}
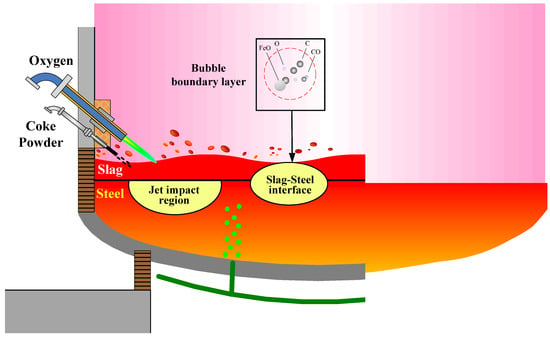
Figure 9.
Decarburization reaction zone of EAF steelmaking.
In the early and middle stage of blowing, the carbon content in the bath is relatively high, and most of the oxygen is used for decarburization in the bath. In the later stage, the carbon content is relatively low, and the oxygen is used to generate FeO, resulting in a significant decrease in metal yield, which is easy to cause corrosion of refractory materials. In the middle and later stages of actual operation, the oxygen injection will be reduced. The oxygen injected at different stages of EAF smelting is closely related to the end point carbon content in the bath [36]. The carbon content in the bath can be expressed as Equations (9) and (10)
where, [%C]i and [%C]i+1 are the initial carbon content and the carbon content of the next period in the molten steel respectively (kg), αk is the decarburization mass coefficient in different smelting stages, ɳo and VO are utilization rate of oxygen for decarburization(%) and the volume of injected oxygen respectively (), poc is the amount of oxygen needed to oxidize carbon per unit mass (), Msteel is the weight of molten steel in the bath (kg).
The first stage is the melting of scrap (<5 min) and the injected oxygen reacts with higher active elements to affect the decarburization rate, this conclusion has been confirmed by some researchers that in the presence of silicon, the rate of desilication slows down the rate of decarbonization. The reason for the low decarburization rate may also be related to the FeO content in the slag-metal interface and the reaction kinetics at the initial stage of blowing. Also, the early formation of SiO2 and P2O5 in the slag, the kinetics of decarburization slows down due to occupancy of these oxides at the interface of the metal drop, decreasing the effective surface area for carbon oxidation [37,38,39].
In the middle of smelting, when the carbon content in the bath is high, the decarburization reaction is mainly affected by the oxygen supply [40]. Almost all the injected oxygen is used for decarburization reaction. The concentration of carbon and oxygen in reaction interface can be written as following:
where K is the equilibrium constant, pCO is the Partial of CO (Pa), [%C], [%O] is the respectively mass concentration of carbon and oxygen , fC, fO are C, O respectively activity coefficients of carbon and oxygen [41].
When pCO = 1 atm, the concentration product [%C] [%O] of carbon and oxygen in the bath only changes with temperature. When the temperature is determined, the content relationship of carbon and oxygen in the bath follows the Vacher-Hamilton curve [41]. That is, the content of [C] and [O] in the bath basically maintain an inversely proportional relationship. When the [C] content is high, the [O] content is low. Therefore, to reduce the [C] content in the bath, it is necessary to increase the oxygen supply to improve the decarbonization rate.
In summary, the carbon content of the bath is relatively high in the scrap melting stage and the middle stage of smelting. The decarburization rate is determined by the oxygen supply in the process, and the oxygen injected affects the carbon content of the bath. At the end of smelting, the carbon content in the bath is low, the decarburization rate decreases and is not closely related to the amount of oxygen injected, mainly depends on the carbon concentration of the bath, and the oxygen supply in the process has little effect on it.
4. Model Applications
4.1. Model Interface and Function
After the improved neural network structure of ANN model is determined, python is used to train the neural network and save the weights and thresholds of the network for online computation. Then online prediction system of end-point carbon content in EAF steelmaking is developed by C# language and applied in a domestic A steel plant. The system can automatically collect the real-time production data of the current heat from the programmable logic controller (PLC) and store it in SQL database. When the EAF steelmaking is coming to the end, all the input data needed by the model are obtained from the database, and the end-point carbon content of the EAF is immediately automatically calculated and displayed on the interface. The Graphical User Interface (GUI) of this system is shown in Figure 10.
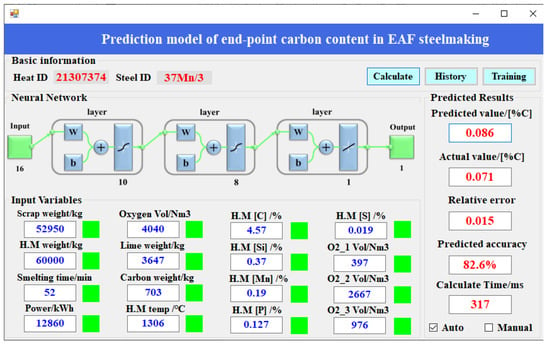
Figure 10.
GUI of prediction model of end-point carbon content in EAF steelmaking.
The prediction model provides two modes. When all the input data are captured, the model will automatically predict the end point carbon content; When the input variables in the interface turn on the red lights, due to the complex field environment, sometimes the data collection is not accurate, so when the model does not collect the input data, the input can be based on the theoretical experience value, and then the end-point carbon content can be calculated through the manual button.
4.2. Model Analysis and Discussion
The system is applied in the EAF of a domestic A steelmaking plant, the prediction results of endpoint carbon content of 48 heats have been continuously tracked. Meanwhile, 11 heats input variables were not collected in time, and manual prediction was used. As shown in Figure 11. In the 37 heats automatically predicted, the blue area indicates that the predicted value of the heat is greater than the actual value, and the orange part indicates that the actual value of the heat is greater than the predicted value, when the prediction errors were within the range of ±0.05%, ±0.03% and ±0.01%, the hit rates of end-point carbon content were 96.67%, 93.33% and 86.67%, respectively.
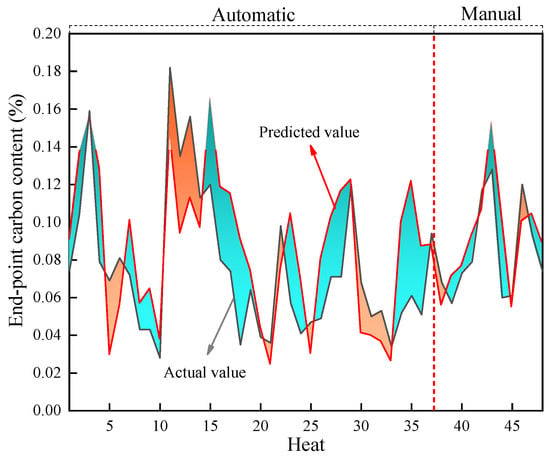
Figure 11.
Comparison of predicted and actual values of end-point carbon content in field application.
The developed prediction model of carbon content at the end of EAF steelmaking can be well applied to the production site. Although the field application effect is not as good as the offline data experiment, it can provide a good reference for one-step evaluation process control strategy and overall optimization of EAF steelmaking. Here, the reasons for the low accuracy of the developed prediction model are as follows:
- (1)
- The molten steel fluidity of the bath in the EAF is poor, the chemical reaction is not balanced, and the composition and temperature difference are large, which affects the judgment of the matching relationship between the chemical reaction in the furnace and the metallurgical reaction intensity and smelting process in the furnace.
- (2)
- Due to the large fluctuation of raw material composition, the end-point carbon content of EAF is affected by some real-time changes such as furnace condition and slag. The accuracy of the prediction model is also affected by various factors.
- (3)
- The data collection of various influencing factors of carbon content at EAF endpoint is affected by analysis equipment and personnel operation, which affects the accuracy of data and prediction model.
In the future work, we will try to connect computer technology and automation equipment directly to the EAF control system to achieve one-button steelmaking; Steel works should also adapt to the era of intelligence, improve the level of factory automation, to provide a good foundation for the model. At the same time, we try to fit different algorithms, expand the training set, increase the process variables, increase the number of bank layers, and accurately control the threshold to improve the prediction accuracy of the model. It provides a new direction for the intelligent transformation of the steel industry
5. Conclusions
In this paper, by studying the factors affecting the carbon content at the end point of EAF steelmaking, a standardized neural network model was constructed using PCA. When the model structure was 13 × 10 × 8 × 1, the prediction accuracy of the model was low. Combined with the principle of metallurgical reaction, the total oxygen is divided into three stages, which are the oxygen consumption volume of 0–5 min, 5–30 min and more than 30 min and other variables are kept unchanged. The same neural network is used to train and verify the same data. After verification, the R of the oxygen staged model is 0.8274. The model prediction is in the range of ±0.03%, the hit rate of the model is78.5%, and the hit rate of the model is 58% in the range of ±0.02%. An online carbon content prediction system based on artificial neural network model is developed and applied to practical production. The operation results show that when the prediction error is within the range of ±0.05%, ±0.03% and ±0.01%, the prediction accuracy of the improved neural network model for the end point carbon content is 96.67%, 93.33% and 86.67%, respectively, which can effectively predict the end point carbon content in the process of EAF steelmaking. It provides a good basis for predicting the end point carbon content in EAF steelmaking process. Finally, an on-line carbon content prediction system based on artificial neural network model is developed and applied to actual production. Running results illustrate that the hit rate of end-point carbon content is 96.67%, 93.33% and 86.67%, respectively when the prediction errors are within ±0.05%, ±0.03% and ±0.01%, the improved neural network model can effectively predict the end-point carbon content, which provides a good basis for the carbon content at the end point of EAF steelmaking process.
Author Contributions
Conceptualization, L.Y. and Y.G.; methodology, B.L.; software, B.L.; validation, S.W. and S.H.; investigation, B.X.; writing—original draft preparation, B.L.; writing—review and editing, B.L.; visualization, B.L.; supervision, L.Y. and Y.G. All authors have read and agreed to the published version of the manuscript.
Funding
Financial support from the National Natural Science Foundation of China (No. 52174328) and Natural Science Foundation of Jiangsu Province (No. BK20200869) and the Fundamental Research Funds for the Central Universities of Central South University (No. 1053320213408) are gratefully acknowledged.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Toulouevski, Y.N.; Zinurov, I.Y. (Eds.) Innovation in Electric Arc Furnaces: Scientific Basis for Selection; Springer: Berlin/Heidelberg, Germany, 2013; pp. 1–24. [Google Scholar]
- He, F.; Zhang, L. Prediction model of end-point phosphorus content in BOF steelmaking process based on PCA and BP neural network. J. Process Control. 2018, 66, 51–58. [Google Scholar] [CrossRef]
- Liu, Q.; Wang, B.; Wang, Z.; Wang, B.; Xie, F.; Chang, J. Fine Production in Steelmaking Plants. Mater. Today Proc. 2015, 2, S348–S357. [Google Scholar] [CrossRef]
- De Oliveira Campos, L.D.; Gardin, P.; Vincent, S.; Caltagirone, J.P. Mass Transfer Prediction between Liquid Steel and Slag in Steelmaking Processes. In Proceedings of the 7th International Conference on Modelling and Simulation of Metallurgical Processes in Steelmaking, Qingdao, China, 16–18 August 2017; 2017; pp. 120–123. [Google Scholar]
- Morales, A.T. Thermodynamics and Kinetics of Manganese Smelting in Steelmaking. Doctoral Dissertation, Carnegie Mellon University, Pittsburgh, PA, USA, 1994. [Google Scholar]
- Sarkar, R.; Gupta, P.; Basu, S.; Ballal, N.B. Dynamic Modeling of LD Converter Steelmaking: Reaction Modeling Using Gibbs’ Free Energy Minimization. Met. Mater. Trans. A 2015, 46, 961–976. [Google Scholar] [CrossRef]
- Shukla, A.K.; Deo, B.; Millman, S.; Snoeijer, B.; Overbosch, A.; Kapilashrami, A. An Insight into the Mechanism and Kinetics of Reactions In BOF Steelmaking: Theory vs Practice. Steel Res. Int. 2010, 81, 940–948. [Google Scholar] [CrossRef]
- Wang, B.H.; Yang, L.Z.; Guo, Y.F. Present situation composition forecast in EAF steelmaking and influence of molten bath stirring. China Metall. 2017, 12, 1–7. [Google Scholar]
- Wei, G.; Wang, Y.; Zhu, R.; Yang, L. Influence of Desulfurization with Fe2O3 on the Reduction of Nickel Converter Slag. Materials 2020, 13, 2423. [Google Scholar] [CrossRef]
- Feng, K.; Xu, A.; He, D.; Yang, L. Case-based Reasoning Method based on Mechanistic Model Correction for Predicting Endpoint Sulfur Content of Molten Iron in KR Desulfurization. Ironmak. Steelmak. 2020, 47, 799. [Google Scholar] [CrossRef]
- Widomski, P.; Zwierzchowski, M.; Barełkowski, A.; Tympalski, M. Case Study of the Effect of Precoating on the Decarburization of the Surface Layer of Forged Parts during the Hot Die Forging Process. Materials 2021, 14, 422. [Google Scholar] [CrossRef]
- Wei, G.-S.; Zhu, R.; Yang, L.; Tang, T. Hybrid Modeling for Endpoint Carbon Content Prediction in EAF Steelmaking. Mater. Process. Fundam. 2018, 2018, 211–224. [Google Scholar] [CrossRef]
- Yuan, P.; Mao, Z.-Z.; Wang, F.-L. Endpoint Prediction of EAF Based on Multiple Support Vector Machines. J. Iron Steel Res. Int. 2007, 14, 20–24. [Google Scholar] [CrossRef]
- Zhang, S.; Mao, X.; Mao, X. The research of end-point prediction based on combination model of electric arc furnace. In Proceedings of the 5th IEEE Conference on Industrial Electronics and Applicationsis, Taichung, Taiwan, 15–17 June 2010; pp. 1531–1536. [Google Scholar] [CrossRef]
- Liu, C.; Tang, L.; Liu, J. A Stacked Autoencoder With Sparse Bayesian Regression for End-Point Prediction Problems in Steelmaking Process. IEEE Trans. Autom. Sci. Eng. 2020, 17, 550–561. [Google Scholar] [CrossRef]
- Liu, K.; Liu, L.; Ping, H.; Shen, J.-X.; Sun, Y.-X.; Meng, L. Study on prediction of end point carbon content and temperature in EAF steelmaking by incremental model. Metall. Ind. Autom. 2007, 31, 5–8. [Google Scholar]
- Yuan, P.; Wang, F.L.; Mao, Z.Z. CBR Based Endpoint Prediction of EAF. J. Northeast. Univ. 2011, 32, 1673–1676. [Google Scholar]
- Zhu, Y.P.; Zhao, X.D.; Xu, S.L. Predictive Model for BOF Steelmaking using RBF Neural Network. Appl. Mech. Mater. 2011, 58, 1214–1218. [Google Scholar] [CrossRef]
- Wang, G.; Kong, X.; Zhang, Z.; Zhao, W.; Gao, S.; Xu, X. Based on BP network terminal quality prediction for BOF steelmaking process. In Proceedings of the 2010 Chinese Control and Decision Conference, Xuzhou, China, 26–28 May 2010; pp. 2663–2667. [Google Scholar] [CrossRef]
- Torquato, M.F.; Martinez-Ayuso, G.; Fahmy, A.A.; Sienz, J. Multi-Objective Optimization of Electric Arc Furnace Using the Non-Dominated Sorting Genetic Algorithm II. IEEE Access 2021, 9, 149715–149731. [Google Scholar] [CrossRef]
- Kačur, J.; Flegner, P.; Durdán, M.; Laciak, M. Prediction of Temperature and Carbon Concentration in Oxygen Steelmaking by Machine Learning: A Comparative Study. Appl. Sci. 2022, 12, 7757. [Google Scholar] [CrossRef]
- Wang, Z.; Bao, Y.; Gu, C. Convolutional neural network-based method for predicting oxygen content at the end point of converter. Steel Res. Int. 2022. [Google Scholar] [CrossRef]
- Kordos, M.; Blachnik, M.; Wieczorek, T. Temperature Prediction in Electric Arc Furnace with Neural Network Tree. In Artificial Neural Networks and Machine Learninge ICANN; Springer: Berlin/Heidelberg, Germany, 2011; pp. 71–78. [Google Scholar] [CrossRef]
- Fernandez, J.M.M.; Cabal, V.A.; Montequin, V.R.; Balsera, J.V. Online estimation of electric arc furnace tap temperature by using fuzzy neural networks. Eng. Appl. Artif. Intel. 2008, 21, 1001–1012. [Google Scholar] [CrossRef]
- Wang, F.; Jin, Z.; Zhu, Z. Modeling and Prediction of Electric Arc Furnace Based on Neural Network and Chaos Theory. In Advances in Neural Networkse ISNN; Springer: Berlin/Heidelberg, Germany, 2005; pp. 819–826. [Google Scholar]
- Ansari, O.; Chattopadhyaya, S.; Ghose, J.; Sharma, S.; Kozak, D.; Li, C.; Wojciechowski, S.; Dwivedi, S.P.; Kilinc, H.C.; Królczyk, J.B.; et al. Productivity Enhancement by Prediction of Liquid Steel Breakout during Continuous Casting Process in Manufacturing of Steel Slabs in Steel Plant Using Artificial Neural Network with Backpropagation Algorithms. Materials 2022, 15, 670. [Google Scholar] [CrossRef]
- Roshani, G.H.; Nazemi, E.; Roshani, M.M. Flow regime independent volume fraction estimation in three-phase flows using dual-energy broad beam technique and artificial neural network. Neural Comput. Appl. 2016, 28, 1265–1274. [Google Scholar] [CrossRef]
- Alshawarghi, H.; Elkamel, A.; Moshiri, B.; Hourfar, F. Predictive models and detection methods applicable in water detection framework for industrial electric arc furnaces. Comput. Chem. Eng. 2019, 128, 285–300. [Google Scholar] [CrossRef]
- He, F.; He, D.-F.; Xu, A.-J.; Wang, H.-B.; Tian, N.-Y.; Tian, N.-Y. Hybrid Model of Molten Steel Temperature Prediction Based on Ladle Heat Status and Artificial Neural Network. J. Iron Steel Res. Int. 2014, 21, 181–190. [Google Scholar] [CrossRef]
- Sun, Y.-J.; Zhang, S.; Miao, C.-X.; Li, J.-M. Improved BP Neural Network for Transformer Fault Diagnosis. J. China Univ. Min. Technol. 2007, 17, 138–142. [Google Scholar] [CrossRef]
- Sattari, M.A.; Roshani, G.H.; Hanus, R.; Nazemi, E. Applicability of time-domain feature extraction methods and artificial intelligence in two-phase flow meters based on gamma-ray absorption technique. Measurement 2021, 168, 108474. [Google Scholar] [CrossRef]
- Malinovsky, V. Comparative analysis of freigjt transport prognoses results provided by transport system model and neural network. Neural Netw. World 2021, 31, 239–259. [Google Scholar] [CrossRef]
- el Hindi, K.; Mousa, A.A. Smoothing decision boundaries to avoid overfitting in neural network training. Neural Netw. World 2021, 21, 311–325. [Google Scholar] [CrossRef]
- Manojlović, V.; Kamberović, Ž.; Korać, M.; Dotlić, M. Machine learning analysis of electric arc furnace process for the evaluation of energy efficiency parameters. Appl. Energy 2021, 307, 118209. [Google Scholar] [CrossRef]
- Kadrolkar, A.; Dogan, N. The Decarburization Kinetics of Metal Droplets in Emulsion Zone. Met. Mater. Trans. A 2019, 50, 2912–2929. [Google Scholar] [CrossRef]
- Yang, Z.S.; Yang, L.Z.; Ting, C.; Chen, F.; Zheng, F.Q.; Wang, S. Fluid flow characteristic of EAF molten steel with different bottom-blowing gas flow rate distributions. ISIJ Int. 2020, 60, 1957–1967. [Google Scholar] [CrossRef]
- Rout, B.K.; Brooks, G.; Rhamdhani, M.A.; Li, Z.; Schrama, F.N.H.; Overbosch, A. Dynamic Model of Basic Oxygen Steelmaking Process Based on Multizone Reaction Kinetics: Modeling of Decarburization. Met. Mater. Trans. A 2018, 49, 1022–1033. [Google Scholar] [CrossRef]
- Lee, B.; Sohn, I. Effect of hot metal on decarburization in the eaf and dissolved sulfur, phosphorous, and nitrogen content in the steel. ISIJ Int. 2015, 55, 491–499. [Google Scholar] [CrossRef]
- Matsuura, H.; Tsukihashi, F. Conversion of CO2 Gas to CO Gas by the Utilization of Decarburization Reaction during Steelmaking Process. ISIJ Int. 2015, 55, 413–418. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, L.; Zhao, X.; Lei, S.; Dong, Q. Mathematical Model for Decarburization Process in RH Refining Process. ISIJ Int. 2014, 54, 1560–1569. [Google Scholar] [CrossRef]
- Fujii, T. Effect of carbon in molten steel and gaseous oxygen on the rate of decarbonization: Kinetics of decarbonization in molten steel iii. Tetsu Hagane 2009, 45, 1248–1254. [Google Scholar] [CrossRef][Green Version]











Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).