4.2. Thickness of Geopolymer Coatings
The thickness of the coating correlates with the resulting properties of the resulting coating. The requirements placed on the coating are different, e.g., protective function against corrosion, higher abrasion resistance, protection against high temperatures, etc. E.g. for anti-corrosion coatings, the thicker the protective layer, the higher the anti-corrosion protection [
29]. With increasing thickness, some positive properties of the coating may increase, but at the same time, it can also have a negative effect, e.g., changing the dimensions of a machine part when a thick coating can affect the correct function, and, of course, there is also the economic side, when the consumption increases, and with it, the combined cost of the coating and its application. The thickness of the geopolymer liners was measured with a DeFelsko PosiTector 6000 portable coating thickness meter for metal substrates with an FNS type probe with a measurement range of 0–1500 μm accuracy ± (1 μm + 1%) for a coating thickness of 0–50 μm according to ISO 2360.
The thickness of each coating was measured at 20 different locations over the entire surface of the substrate, and the arithmetic mean of the coating thickness with standard deviation was then calculated from these values. The measured values of the thickness of the coatings are given in
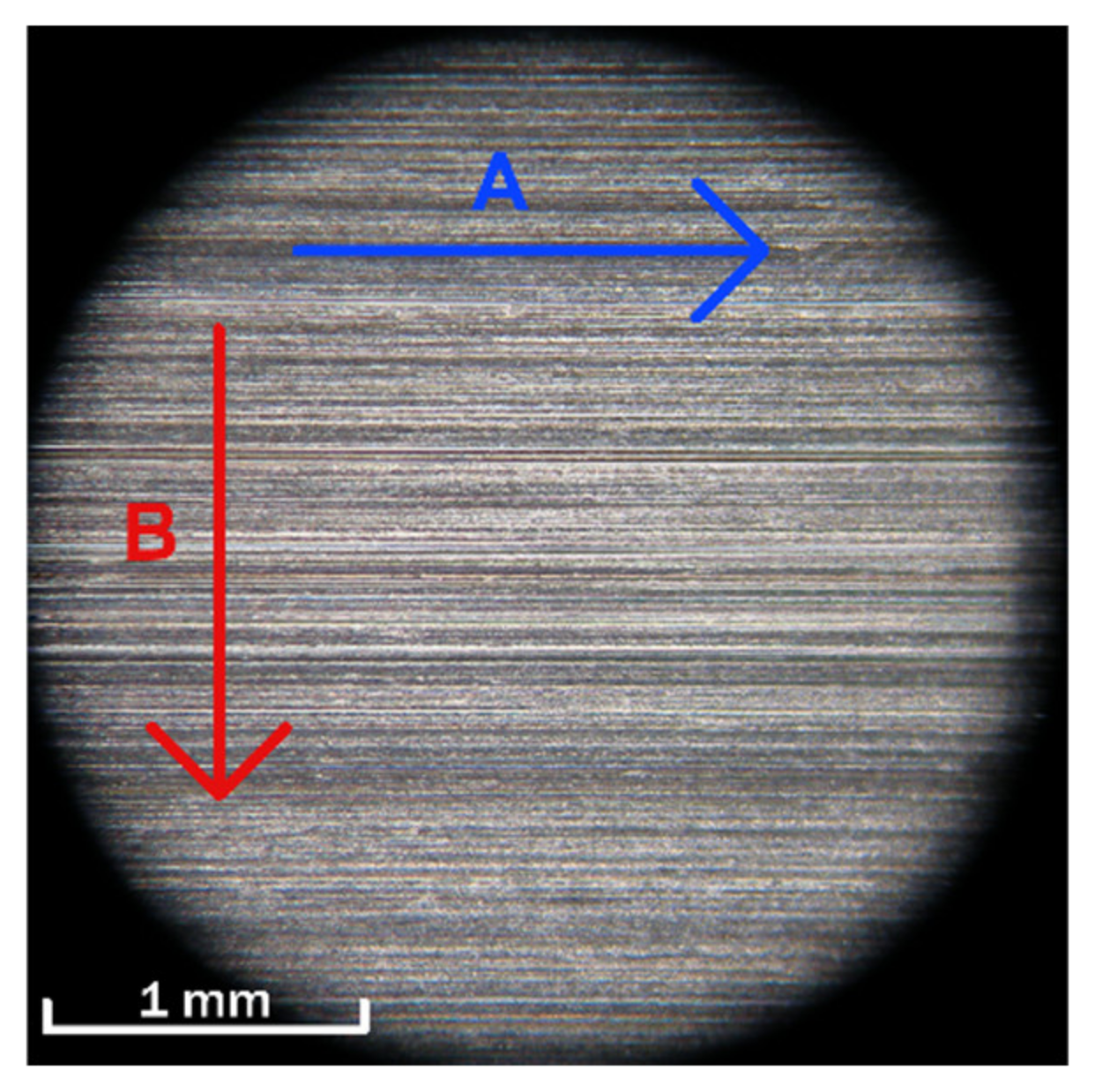
Table 5. The geopolymer suspension is applied in one layer and the table shows that the total thickness of the coatings is in the order of -m units. Samples H and M show a large spread of values. This is due to increased surface roughness in the case of sample H, and defects in the layer in the case of sample M, as shown in
Figure 4. Sample H also reached the highest thickness of 11.1 ± 3.6 μm. Particularly interesting are samples I and J, which reached the lowest thickness and that 2.7 ± 0.7 μm of sample I and 1.5 ± 0.4 μm of sample J. In comparison, for example, to conventional organic anti-corrosion coatings for metal, which reach a thickness of approx. 50 μm more when applied manually with a brush (citation, for example some technical sheet) are very low values.
4.4. Microhardness of Geopolymer Coatings
A very important criterion for evaluating the properties of a coating is its microhardness, which determines its use. In general, the effort is to create very hard coatings on the surface of components (e.g., mechanical components of machines, etc.), which extend the lifetime of the components and improve their mechanical properties [
49]. The microhardness was measured on the underlying AlMgSi0.5 substrate and compared with the microhardness of geopolymer coatings G–N. The measurement was performed according to the CSN EN ISO 6507-1 standard on a Mitutoyo HM-220 microhardness tester. A four-sided diamond pyramid with an apex wall angle of 136° was used to measure hardness. The nominal load value was HV 0.1 (100 g, F = 0.981 N), which loaded the sample for 10 s.
The microhardness of the underlying substrate and each coating was measured at 20 different locations over the entire surface of the substrate, and the arithmetic mean of the microhardness with the standard deviation was calculated from these values.
Table 7 shows the measured value of the microhardness of the G–N geopolymer coatings and the underlying substrate, which is graphically shown in
Figure 6. The table also shows the percentage increase/decrease of the microhardness of the G–N geopolymer coatings compared to the underlying substrate, which is graphically shown in
Figure 7.
Microhardness of underlying substrate was 93.6 HV 0.1. For geopolymer layers, almost the same hardness was measured for sample L, as in the case of the underlying substrate, increased by 4%. Sample H shows, as the only geopolymer, a high decrease of microhardness of 57.1 HV 0.1 (decrease −39%). Compound H has the same basic composition as compound G, which reaches a hardness of 115.1 HV 0.1 with an increase of 23%, but compound H additionally contains fine graphite, which does not reach high hardness [
50] and, thus, causes a significant decrease of microhardness. The group of mixtures I, J and M reaches a hardness of 118.4–127.1 HV 0.1, i.e., an increase of 26%–36% compared to AlMgSi0.5. These mixtures contain AlOH
3 and Al
2O
3 particles, where Al
2O
3, in particular, is a very hard material [
51], causing this significant increase of the microhardness of the coating. Mixture K also contains Al
2O
3, only with a different composition of the base matrix compared to the previous suspensions, and reached a hardness of 153.8 HV 0.1, which is an increase of 64% compared to the underlying substrate. The highest measured hardness was achieved by the N suspension at 189.4 HV 0.1 with an increase of 102% compared to the underlying substrate. This mixture again has a different composition of the basic matrix, but as in the previous cases, it contains Al
2O
3.
4.5. Dilatometric Analysis of Geopolymer Coatings
A dilatometric analysis was performed to determine whether geopolymeric coatings affect the thermal expansion of the underlying material. This is an experimental method by means of which we study length changes of the material depending on the temperature, i.e., stretching or shrinking [
8]. The analysis was performed on a Linseis DIL L75 PT Vertical dilatometer. The sample has the shape of a cylinder with a length of 21 mm and a diameter of 8 mm formed by the underlying substrate AlMgSi0.5, which was turned from a 10 mm diameter rod. The samples used the same procedure as in
Section 3.2. Geopolymer suspensions G–N were applied, which were compared with a reference sample from the underlying substrate without a coating (further marked as sample R). The sample is placed in a tube with a holder where it is in contact with the end of the tube and a push rod that transmits the length changes of the sample with changing temperature, as shown in
Figure 8 [
52]. The push rod exerts a constant force on the sample during the measurement. Dilatometric analysis was performed in the temperature range −20–400 °C, when the sample was loaded with a force of 300 mN. The heating rate was 3 °C/min and air was chosen as the protective atmosphere.
The sample loading cycle consists of heating to a given temperature and cooling, which took place twice. The first phase of the cycle, i.e., heating from −20 to 400 °C, was evaluated, as well as the phase after two cycles to determine whether there was a significant change in thermal dilation, for example, by destruction of the coating. Laser microscopy was again used to analyze the surface of the coatings of geopolymeric suspensions after two cycles of loading at a temperature of 400 °C.
From the graph of sample elongation versus temperature in
Figure 9, it follows that the coating on sample G has almost no effect on the change in thermal expansion. We can talk about almost the same course of the curve as for uncoated material. There were no changes or degradation of the coating on the surface of the sample.
The coating on sample H negatively affects the elongation, there is a greater elongation along the entire observed length of the curve. Thermal expansion has increased. If we compare the maximum elongation, it is significantly greater for the coated sample than for the reference sample at a temperature of 400 °C. The increase of elongation is already visible at the first marked point, when the uncoated sample reached an elongation of 105 µm at a temperature of 250 °C, and the coated sample reached this elongation value already at a temperature of 234.7 °C. The difference in elongation at 400 °C is almost 12 µm. The sample also shows cracking of the coating and thickening of the structure, but no visible peeling.
Additionally, sample I shown on
Figure 10 has a negative effect on the elongation of the sample compared to the uncoated one. The maximum elongation of the coated sample occurred at a temperature of 400 °C, and the elongation of 181.91 µm, sample R (uncoated) acquired an elongation value of 180.65 µm at the same temperature. An interesting point is the area where the elongation of 105 µm to 135 µm occurred in both samples, where the shift is noticeable, i.e., the change in elongation at different temperatures. Microscopic analysis shows very strong cracking of the coating and its thickening, but without loss of adhesion. This relative damage does not appear to affect the resulting thermal expansion either negatively or positively.
From the
Figure 10 of the dependence of sample elongation on temperature, it follows that the coating on sample J negatively affects the elongation, similarly to sample H (
Figure 9). The course is linear, but the shift above the reference curve of sample R clearly proves that the coated sample acquires higher elongation values depending on temperature than the uncoated sample. This difference is best observed at the maximum temperature of 400 °C, where the elongation difference is 10.8 µm. Local cracks and local peeling of the coating occur in the surface of the coating.
When comparing sample K and reference sample R shown on
Figure 11, it can be seen from the graph that the change in the coated sample occurs at temperatures of 355 °C, where the break in the curve occurs, and the effect of the coating on the sample, which is only minimal up to this temperature, begins to manifest itself markedly. The maximum elongation value at a temperature of 400 °C was 180.65 µm for the uncoated sample, and this value was reduced to 171.43 µm for the coated sample. The difference in elongation is, therefore, 9.22 µm at a temperature of 400 °C. However, at this temperature, there is severe damage to the coating, which is severely cracked, and there is loss of adhesion and peeling of the coating layer, as shown by microscopic analysis.
Sample L on
Figure 11 has a positive effect on reducing the thermal expansion of the material. This property is manifested from a temperature of 135 °C. The linear course of the curve of the dependence of elongation on temperature is similar for both samples, but a decrease of the elongation value is noticeable for the coated sample. This is also proven by the maximum elongation, which reached a value of 176.80 µm for the coated sample at a temperature of 400 °C, while the uncoated reference sample reached a value of 180.65 µm. Here, too, cracking of the coating and its thickening is visible, but without a visible loss of adhesion to the substrate and its peeling.
Figure 12 shown then sample M, like sample G, has no positive or negative influence on the thermal expansion of the underlying substrate. From the microscopic analysis, it follows that there was a complete destruction of the coating, which is strongly cracked with extensive peeling surfaces, which indicates a loss of adhesion of the coating to the substrate, and therefore no influence of the reference sample is observable in the graph of the sample elongation on temperature.
If we compare sample N with the reference sample shown on
Figure 12 and observe the change in elongation depending on temperature, we can say that this coating has a positive effect on thermal expansion. The course is similar to the course of the curve of sample L, but here, the difference is more marked and the break already occurs at a temperature of 100 °C. If we look at the temperature at which the coated sample reached an elongation of 128 µm, i.e., at 315.8 °C, we find that the uncoated sample already reached this elongation at a temperature of 290 °C. The positive effect is underlined by the maximum elongation at 400 °C, which is 180.65 µm for the uncoated sample and only 170.80 µm for the coated sample. The difference is, therefore, 9.84 µm. Strong cracking of the coating layer is also visible here.
For samples G, H, I, J and M, after cyclic loading for two cycles, there were no significant changes or deviations from the first cycle compared to the second cycle, and the curves are almost identical, so it can be said that there is no change in the temperature–temperature dependence of these suspensions’ expansion, either positive or negative, during the second cycle. For clarity, only the graph of the dependence of thermal expansion on temperature during cyclic loading for sample H is shown in
Figure 13.
The first curve of subcooling and heating for sample K was already described in the initial graph, as shown in
Figure 13, but the functionality of the coating during repeated loading is clearly evident from the cyclic thermal load. If we compare the curves with the reference sample without the coating, we see a drastic decrease of the elongation under repeated thermal stress. It is also important to mention the shrinkage value of the sample during subcooling, i.e., at a temperature of −20 °C. The sample with the coating achieved greater shrinkage during subcooling during the second cycle, and if we compare the maximum elongation at a temperature of 400 °C, there is also a noticeable effect of the coating during cyclic thermal loading; a reduction of elongation by almost 10 µm.
Comparison of the curves in the cyclic loading graph of the L sample with the uncoated sample shown on
Figure 14 did not show any appreciable change in elongation. It can be said that the curves almost copy the continuous curves of the uncoated sample. A decrease of elongation, i.e., rather a greater shrinkage, is observable at negative temperatures. Comparison of elongation at 400 °C is of no great significance. However, we can claim, and the curves of the measured values confirm, that the coating caused a slight decrease of thermal expansion during cyclic thermal loading, as these curves move below the curves of the reference sample.
In terms of the increase of elongation depending on the increasing temperature, sample N shows the best values, which reach fascinating values, even during repeated thermal loading. Since there are no fluctuations in the waveforms, it is clear that cracking of the coating has no effect on the functionality of the coating. Practically the entire process shows a decrease of thermal expansion. The linear course, even in values below the reference sample, is very favorable. It is also important to notice what elongation values the sample acquired at a negative temperature of −20 °C. However, the benefit is rather the value of the increase at 400 °C, which is more than 10 µm smaller than that of the reference sample. According to the results, the coating improves its effect on the reduction of thermal expansion after repeated temperature loading, which is a very favorable finding for industrial use.

 ,
, 















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}