
Tribochemistry of Transfer Layer Evolution during Friction in HiPIMS W-C and W-C:H Coatings in Humid Oxidizing and Dry Inert Atmospheres

 , ,
, ,
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Coating Preparation
2.2. Structure and Mechanical Properties
2.3. Friction Tests and Characterization
2.4. Modeling of the Reaction Products during Friction
3. Results
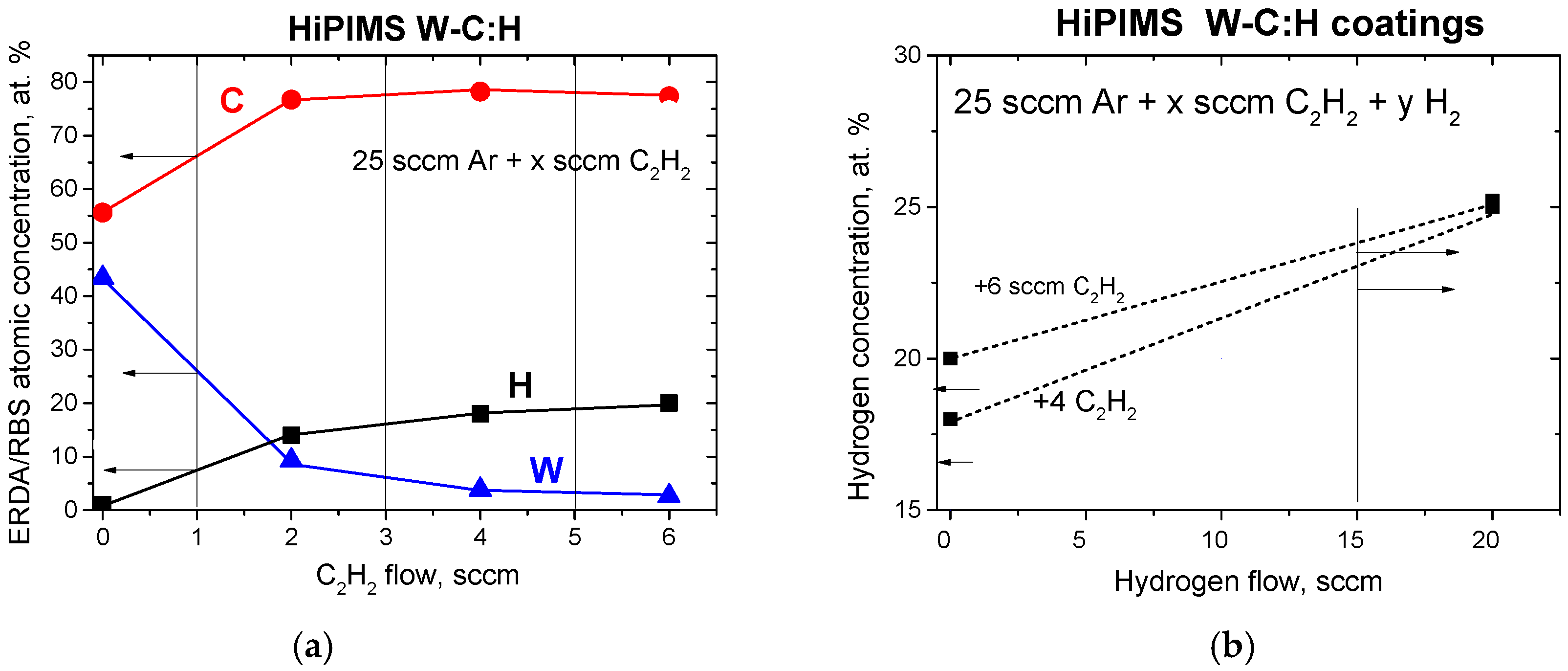
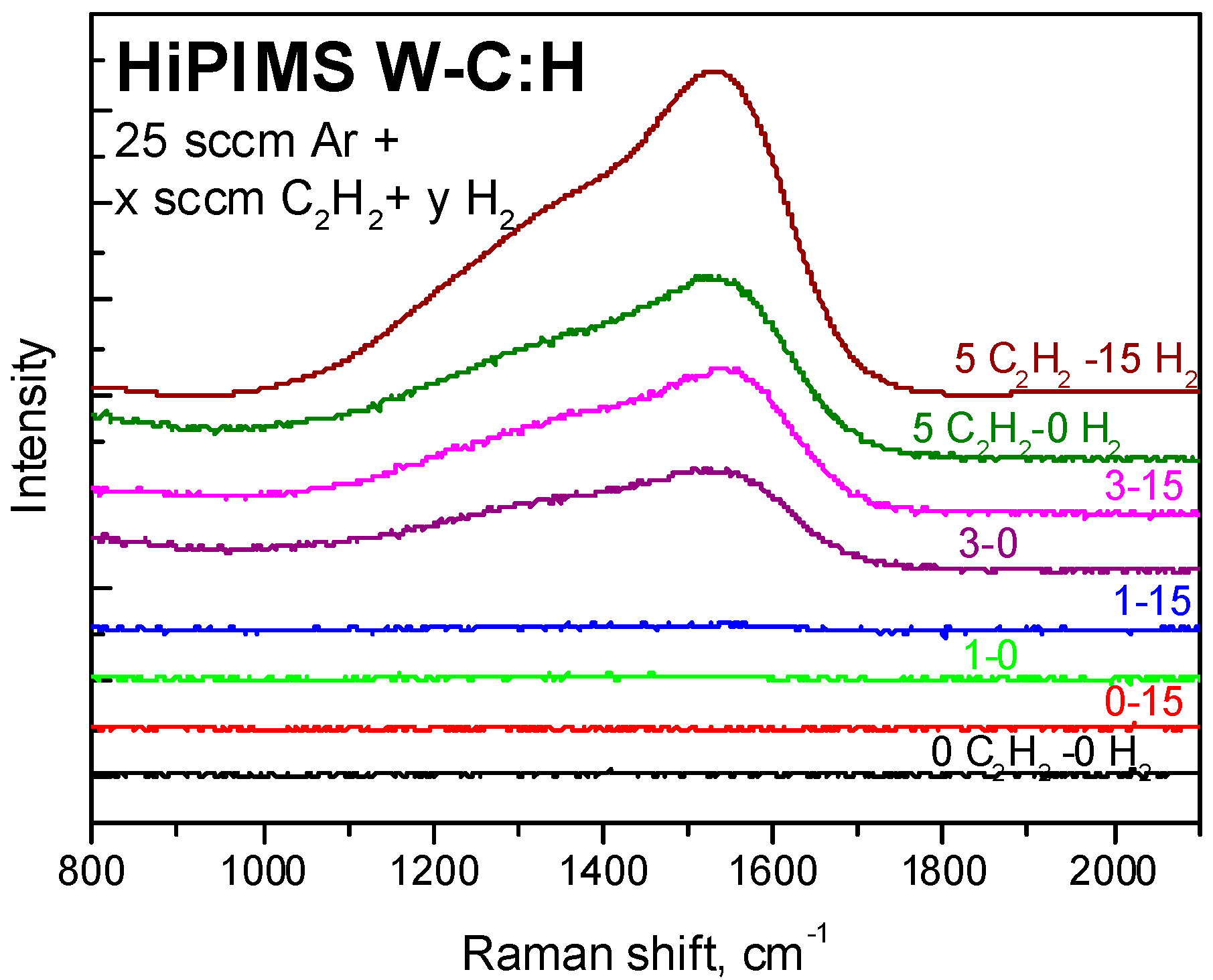
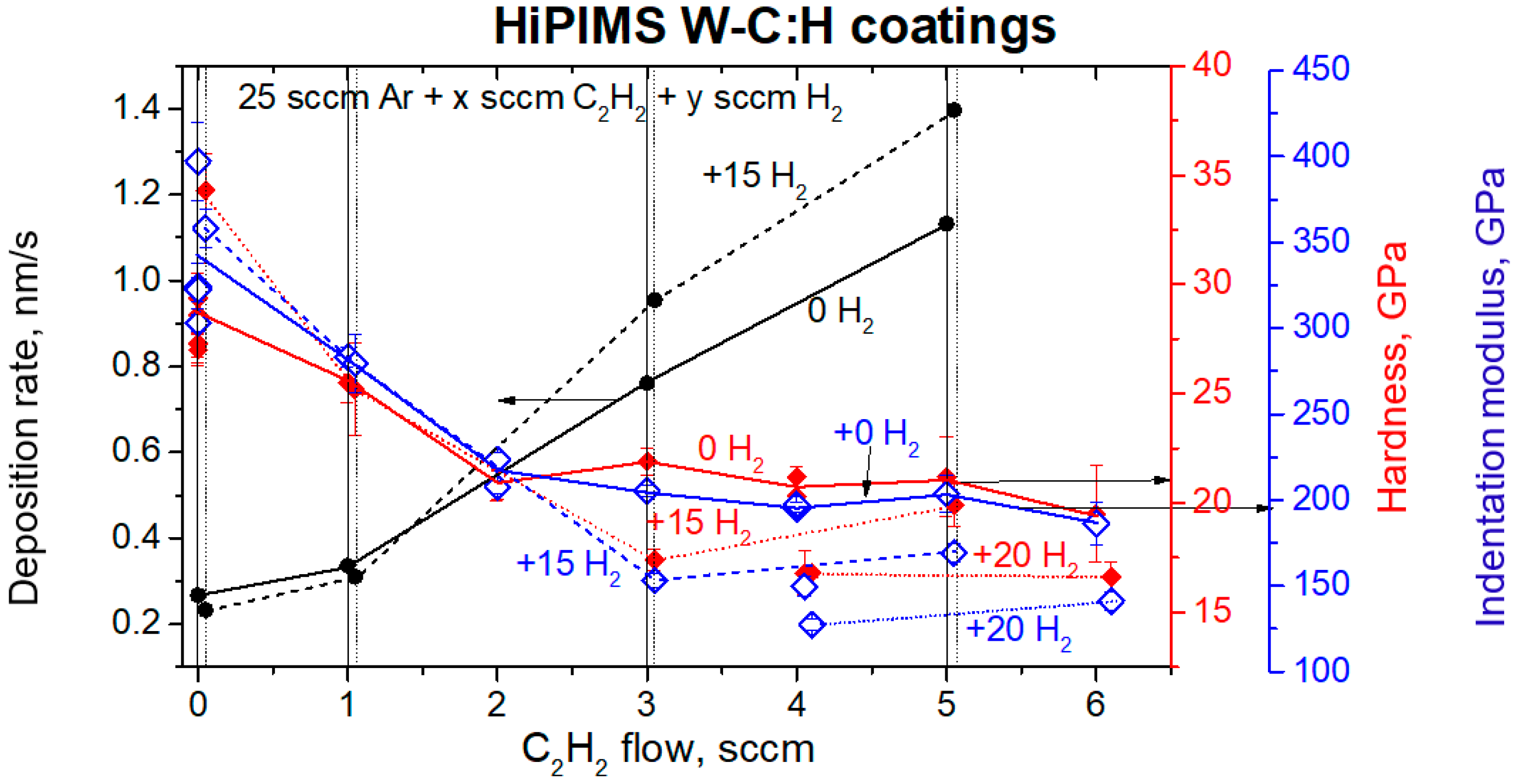
3.1. Structure, Composition and Mechanical Properties of Studied W-C:H Coatings
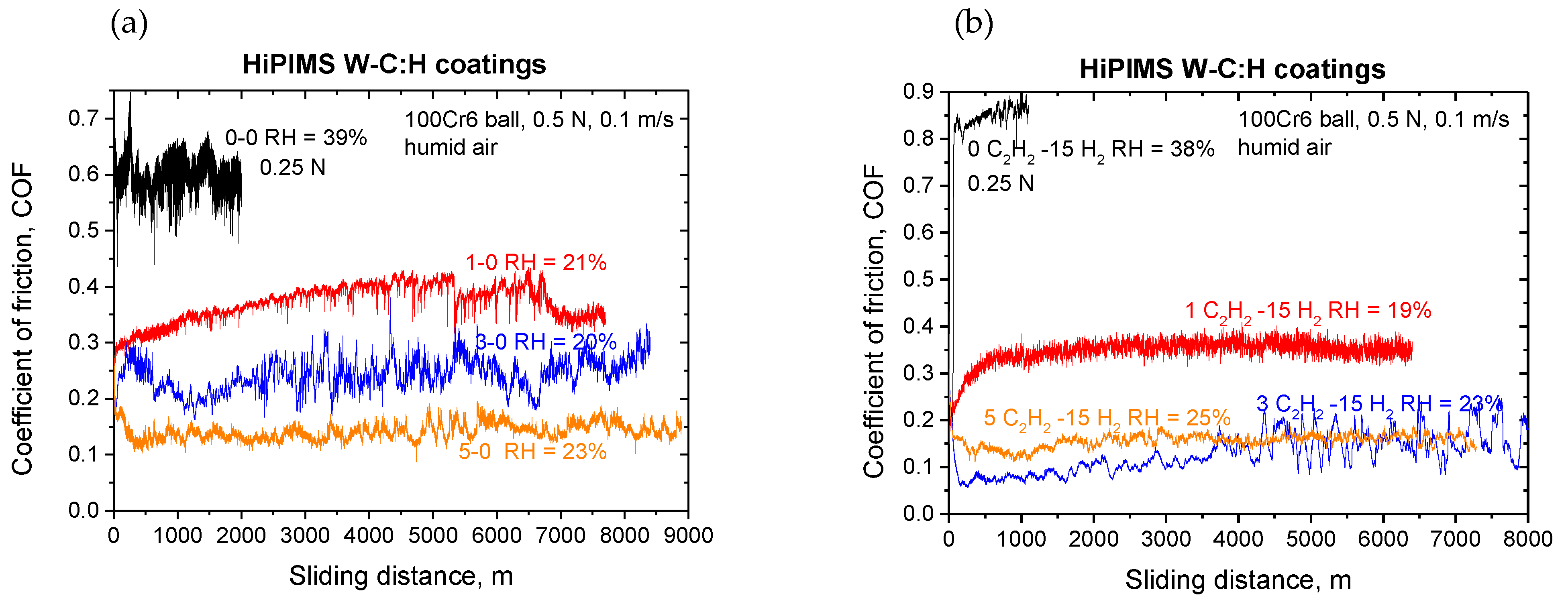
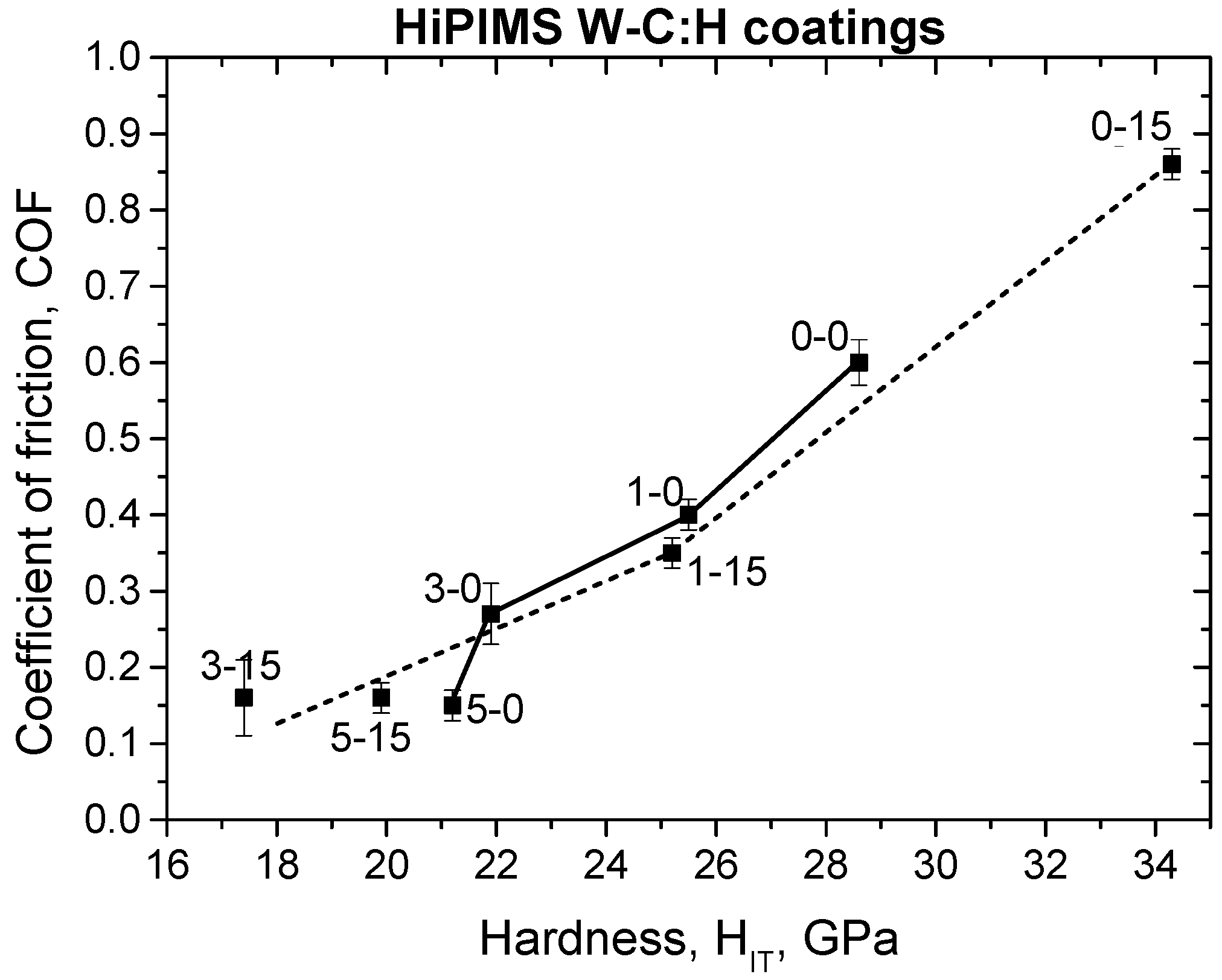
3.2. Friction Behavior in Humid Air
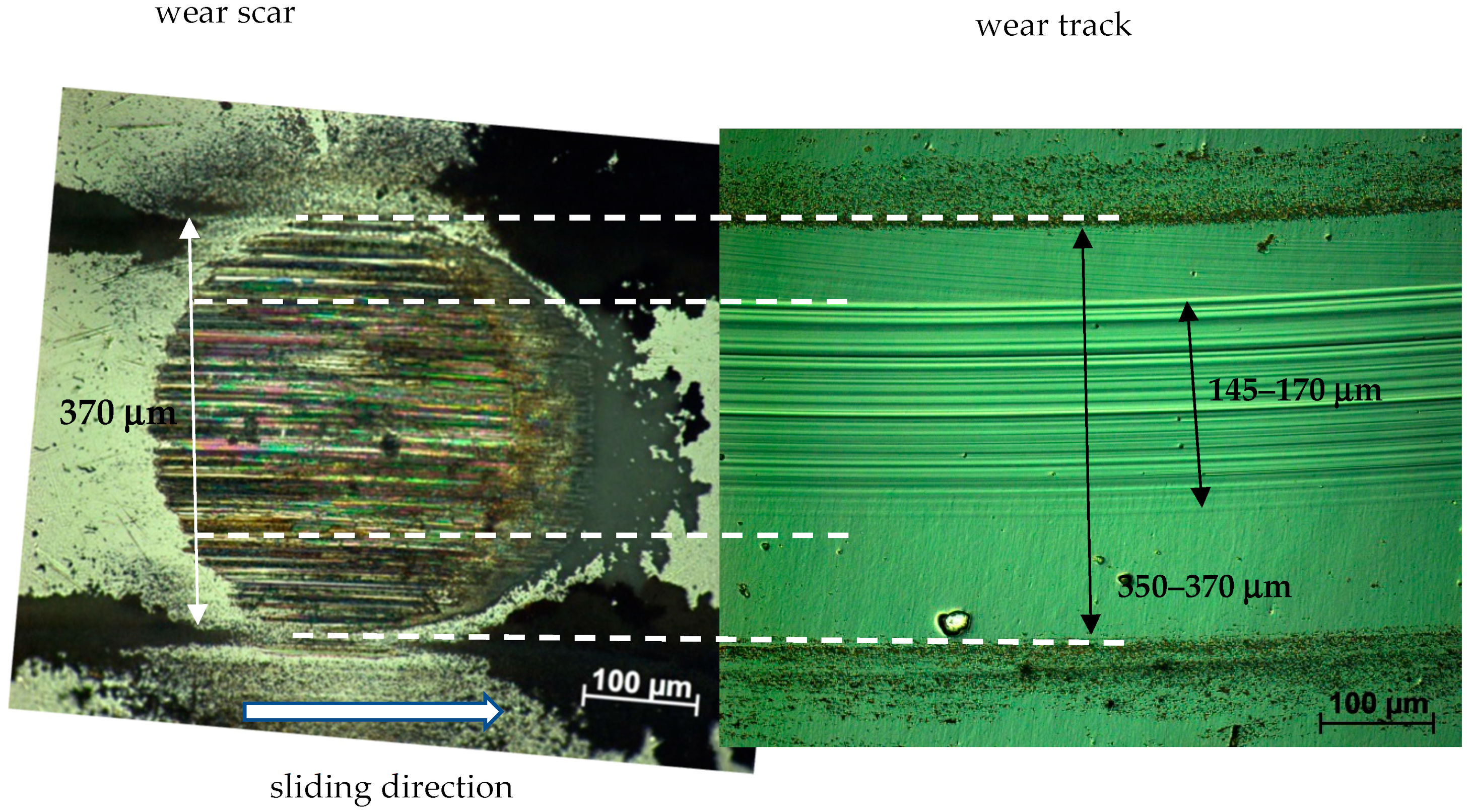
3.2.1. Wear Tracks vs. Wear Scars
3.2.2. Wear Tracks
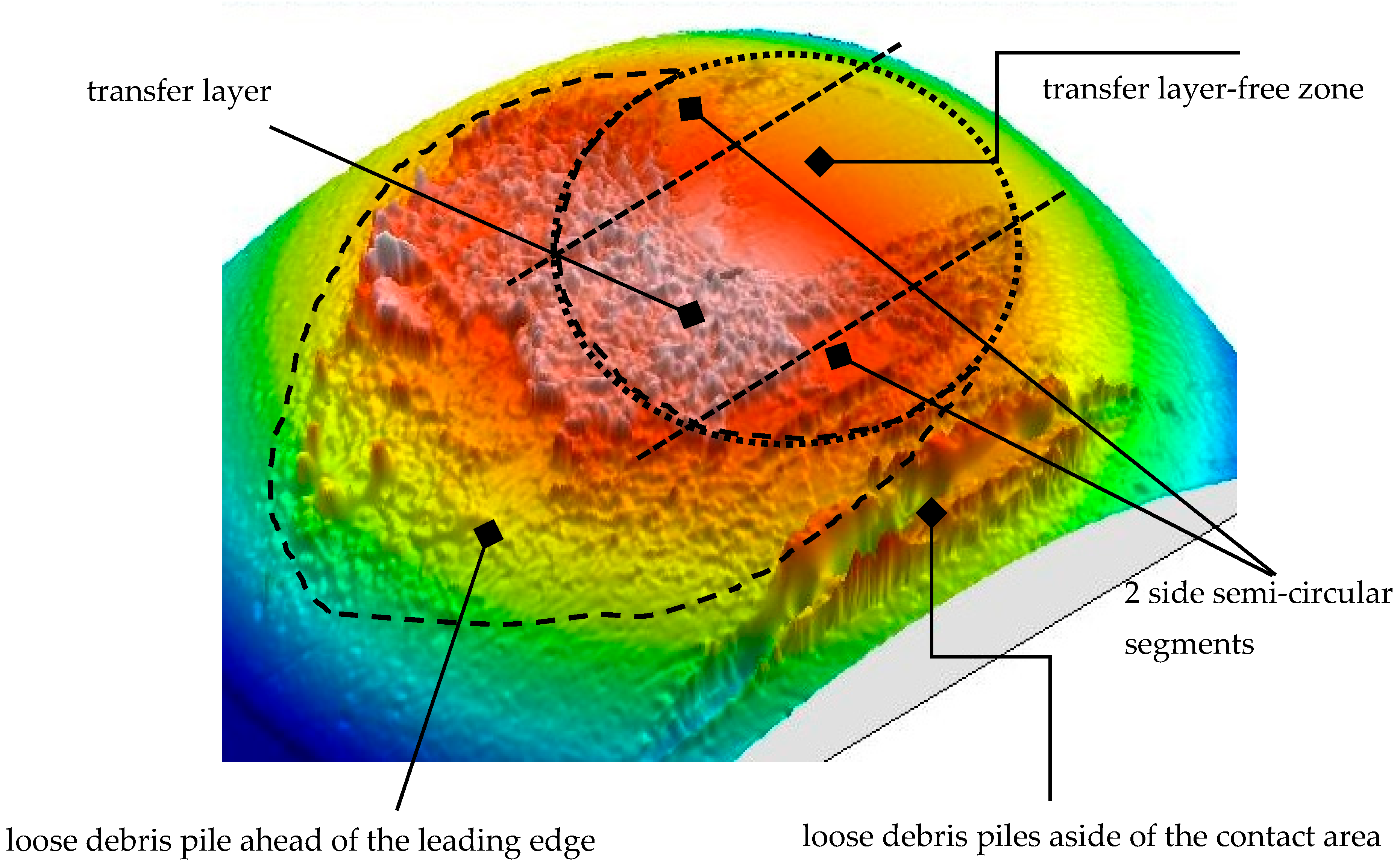
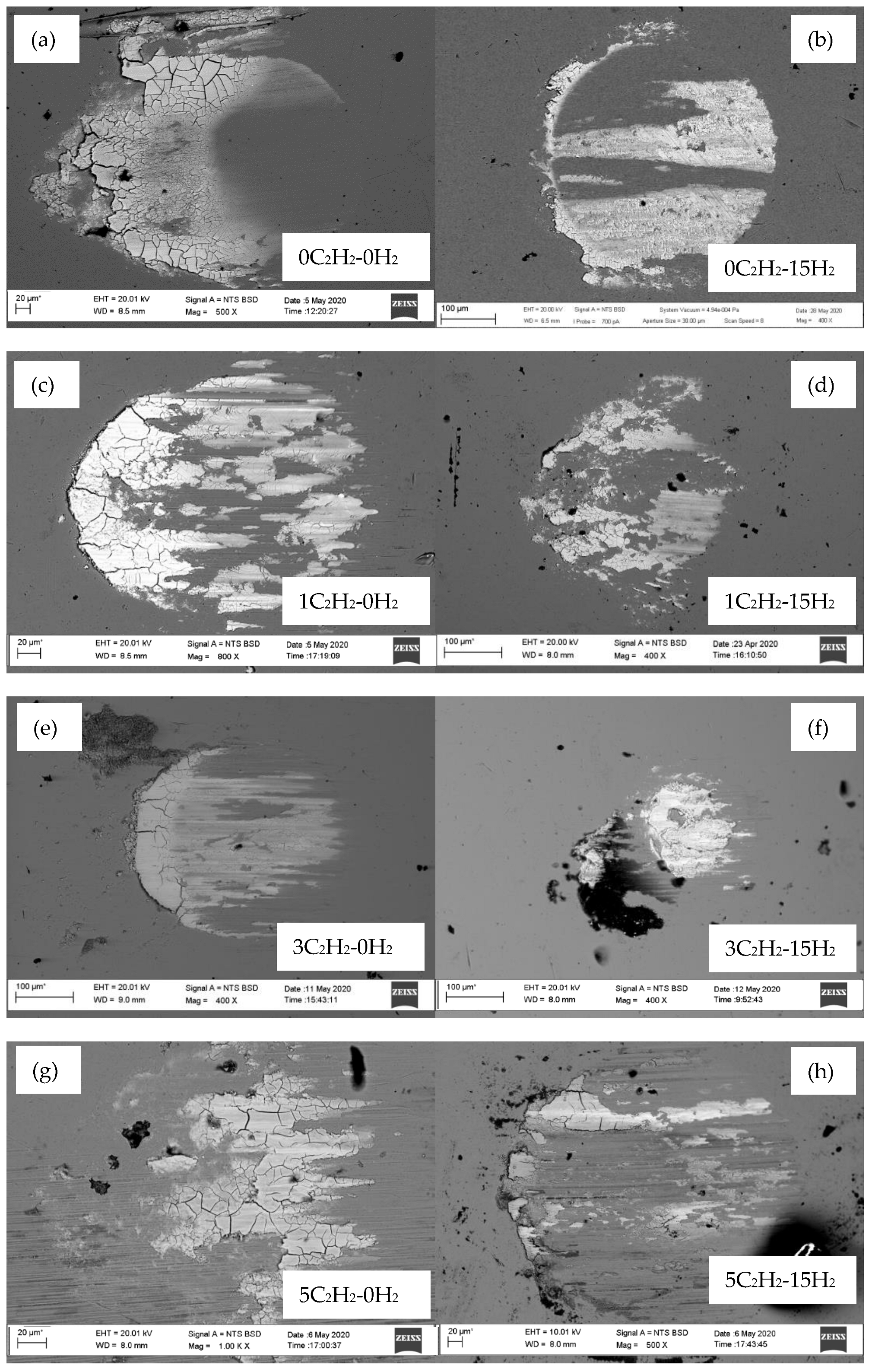
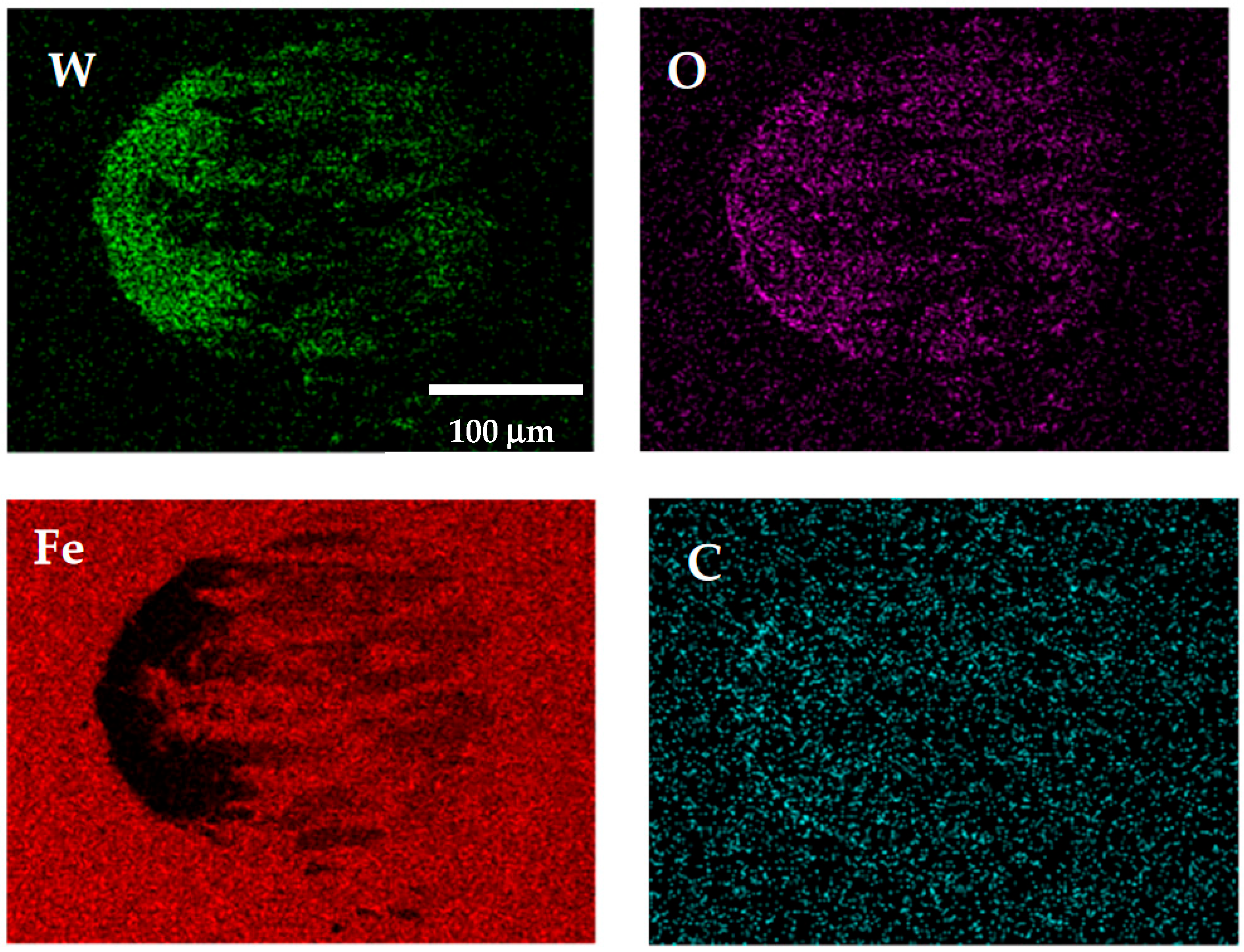
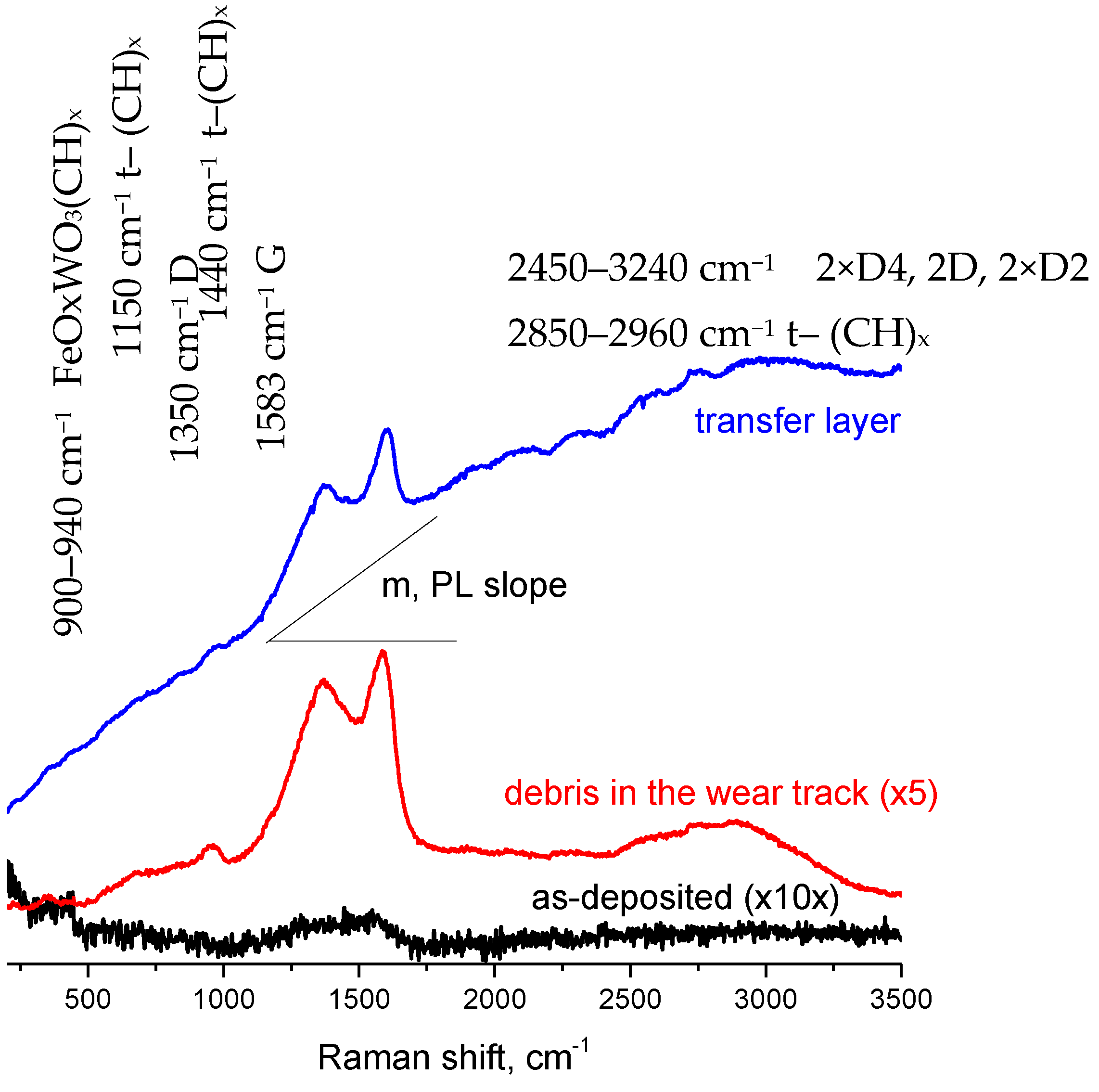
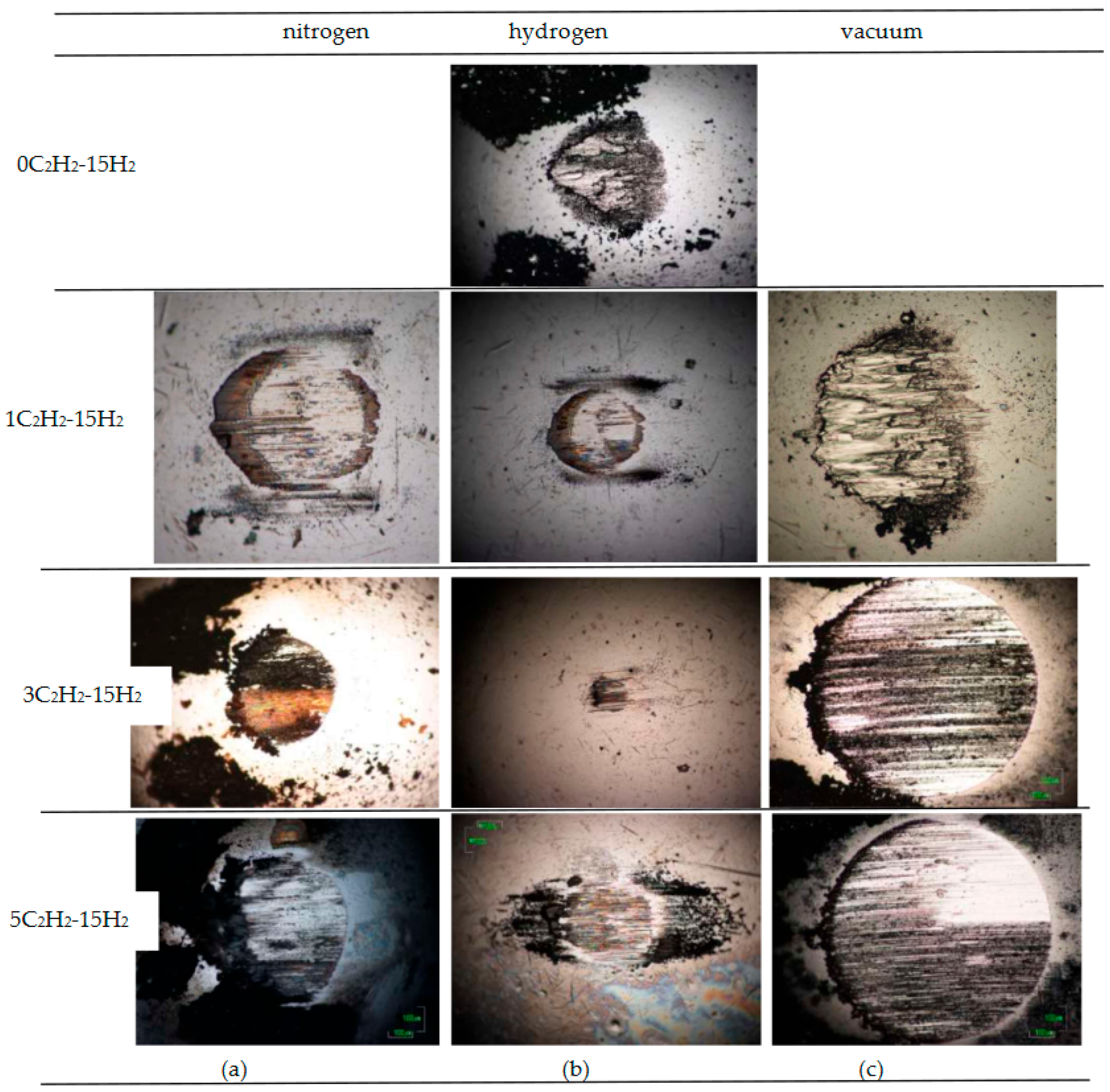
3.2.3. Wear Scars and Transfer Layers
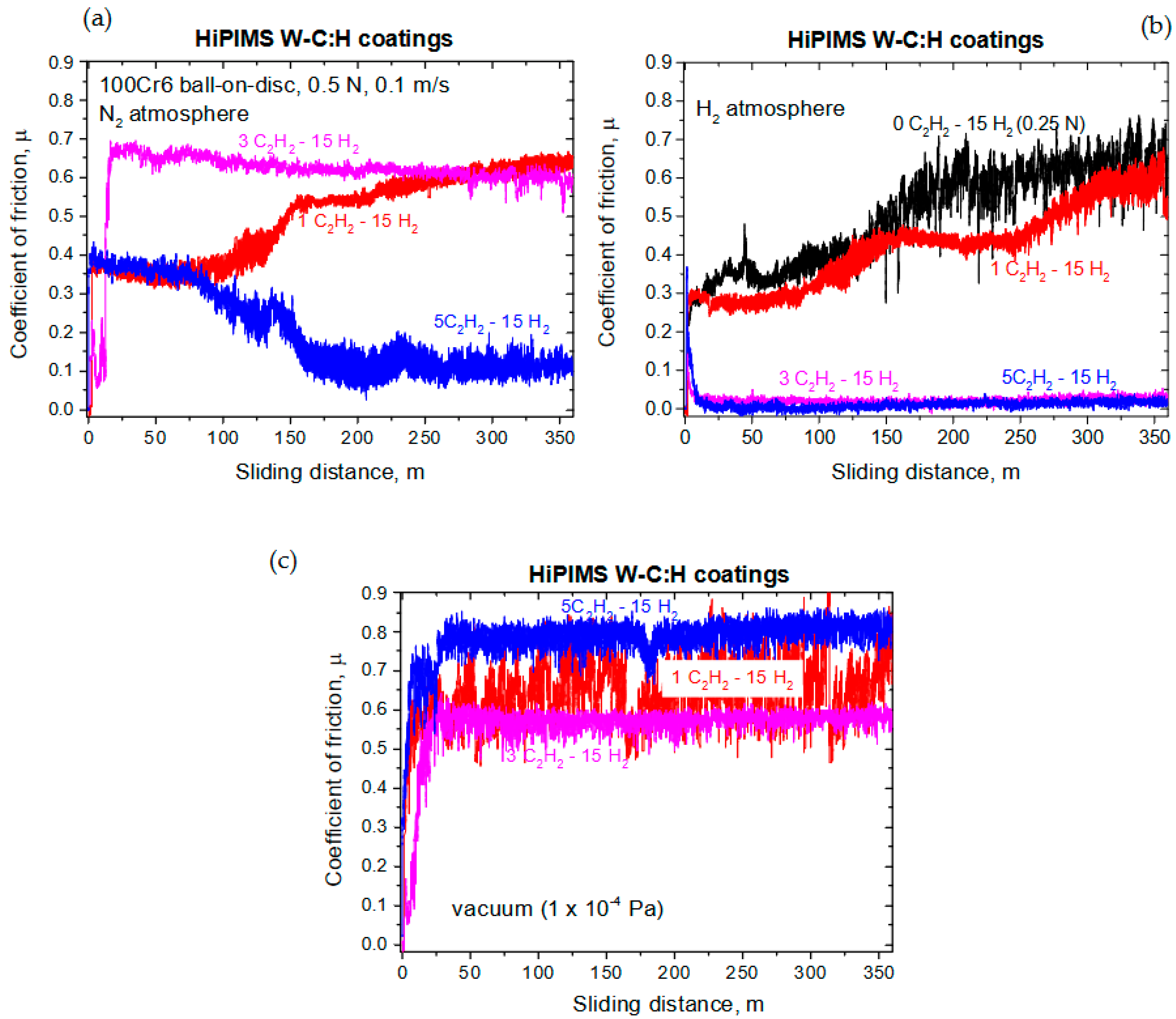
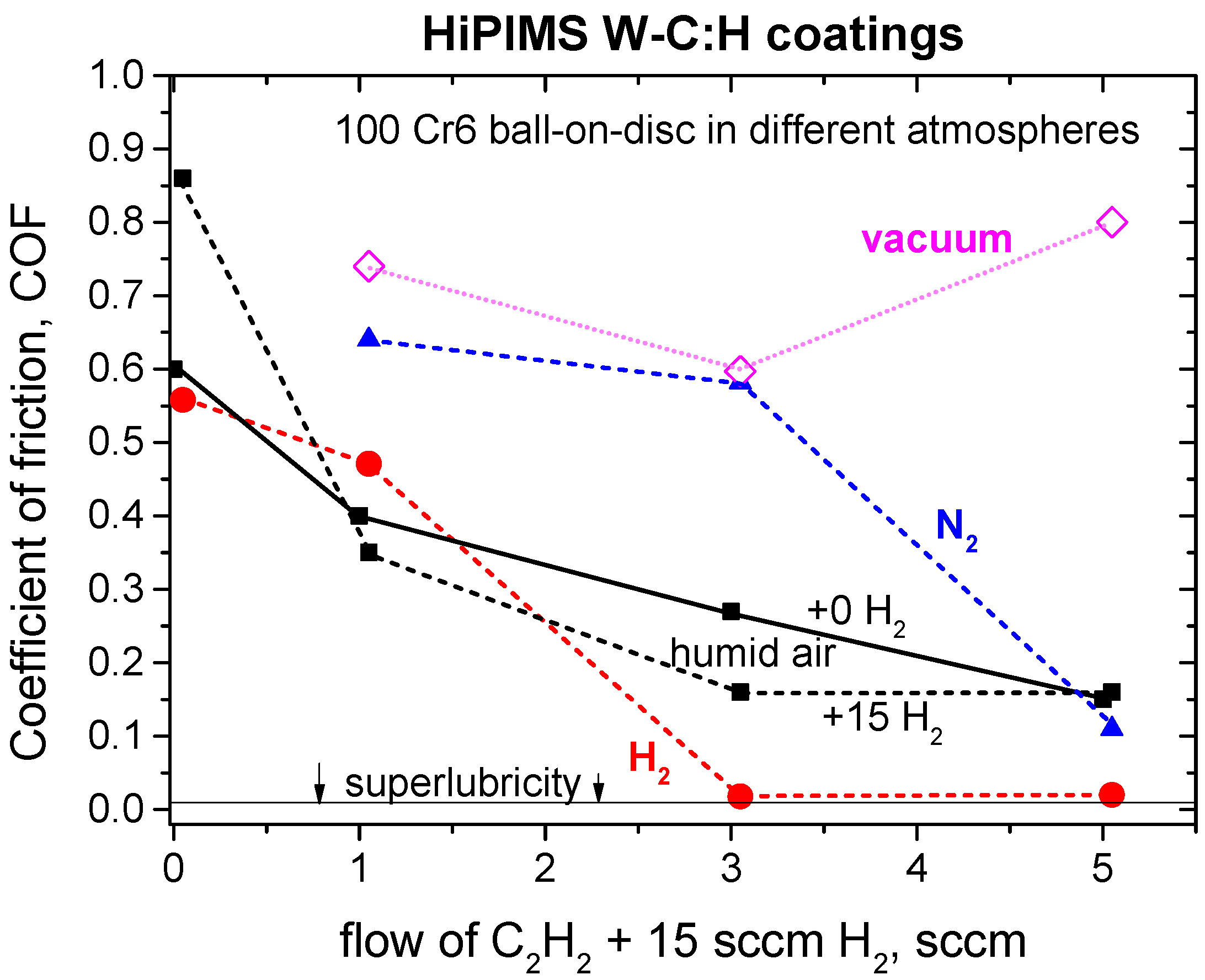
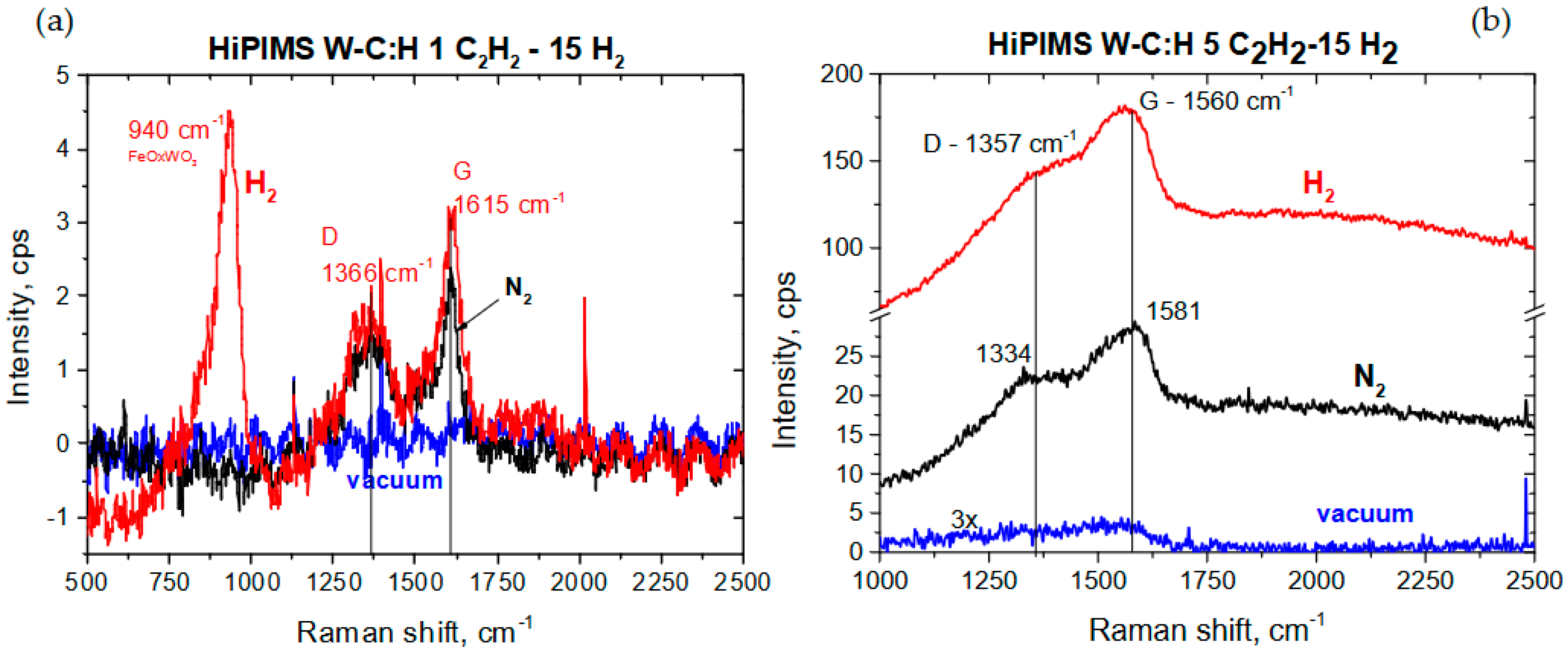
3.3. Friction Tests in Controlled Atmospheres
3.4. Modeling of Mechano(Tribo)Chemical Reactions
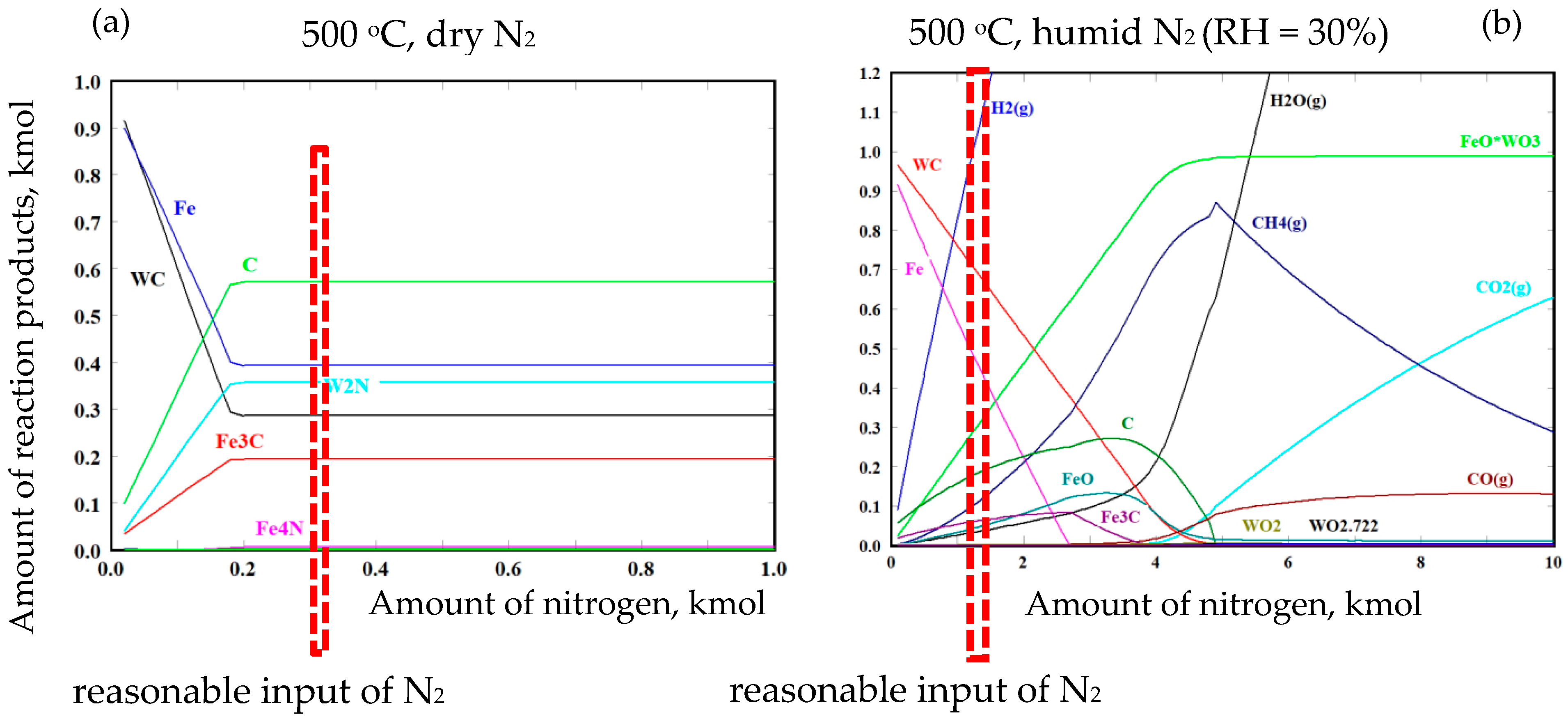
3.4.1. Modeling in Dry vs. Humid Air
3.4.2. Modeling in Nitrogen Atmosphere
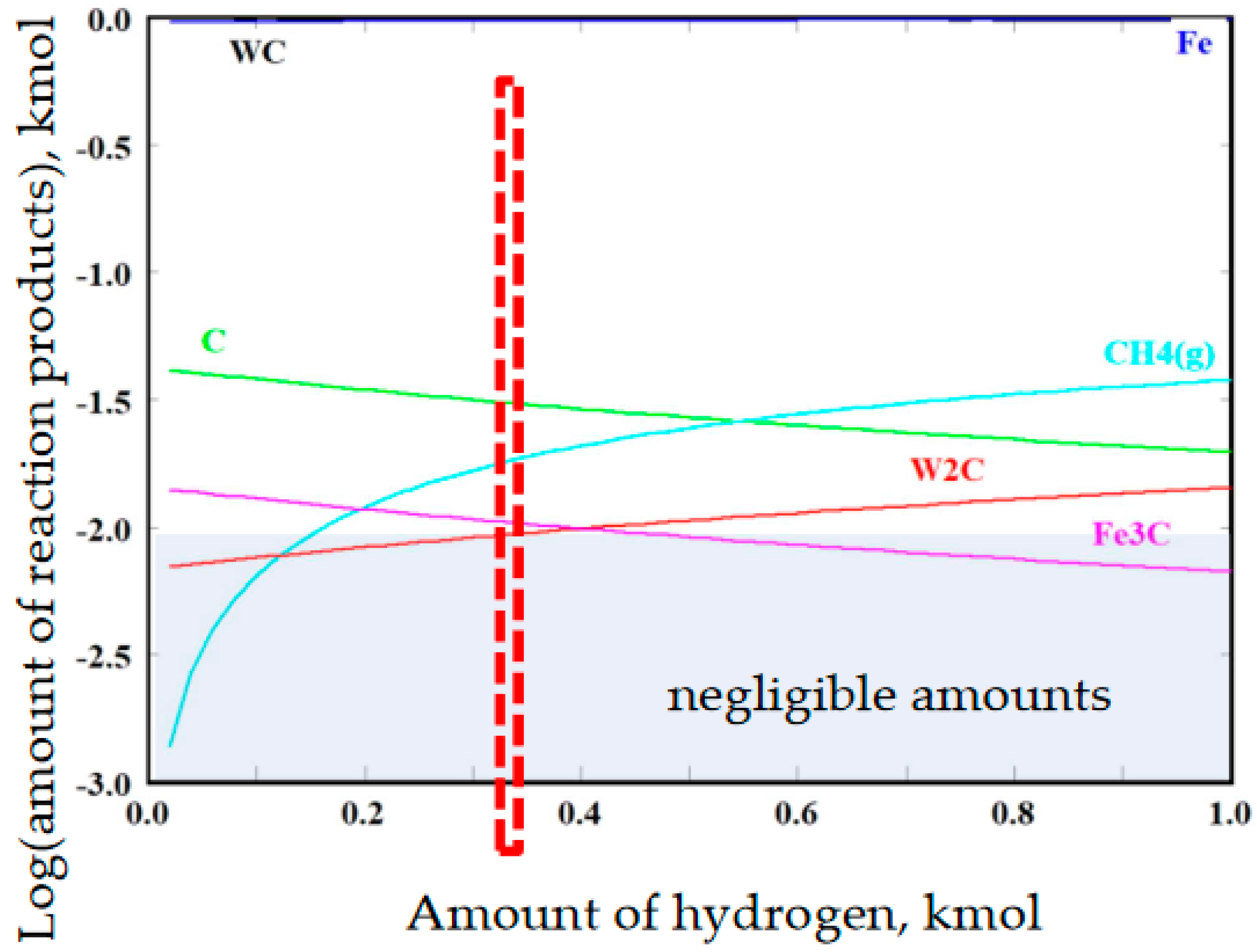
3.4.3. Modeling in Hydrogen Atmosphere
3.4.4. Modeling in Vacuum
4. Discussion
5. Conclusions
- The formation of transfer layer is a common feature in all studied W-C:H systems, regardless of the surrounding atmosphere, and, most probably, it applies also to other systems prone to chemical reactions among tribo-pairs and/or with the environment;
- The COF would be controlled by shear interactions between (the central parts) of the wear track in the coating and transfer layer adhered to the steel ball;
- The shear forces defining COF would be affected by the composition of the transfer layers, especially by the ratio of ferritungstate and disordered graphitic carbon and level of carbon hydrogenation;
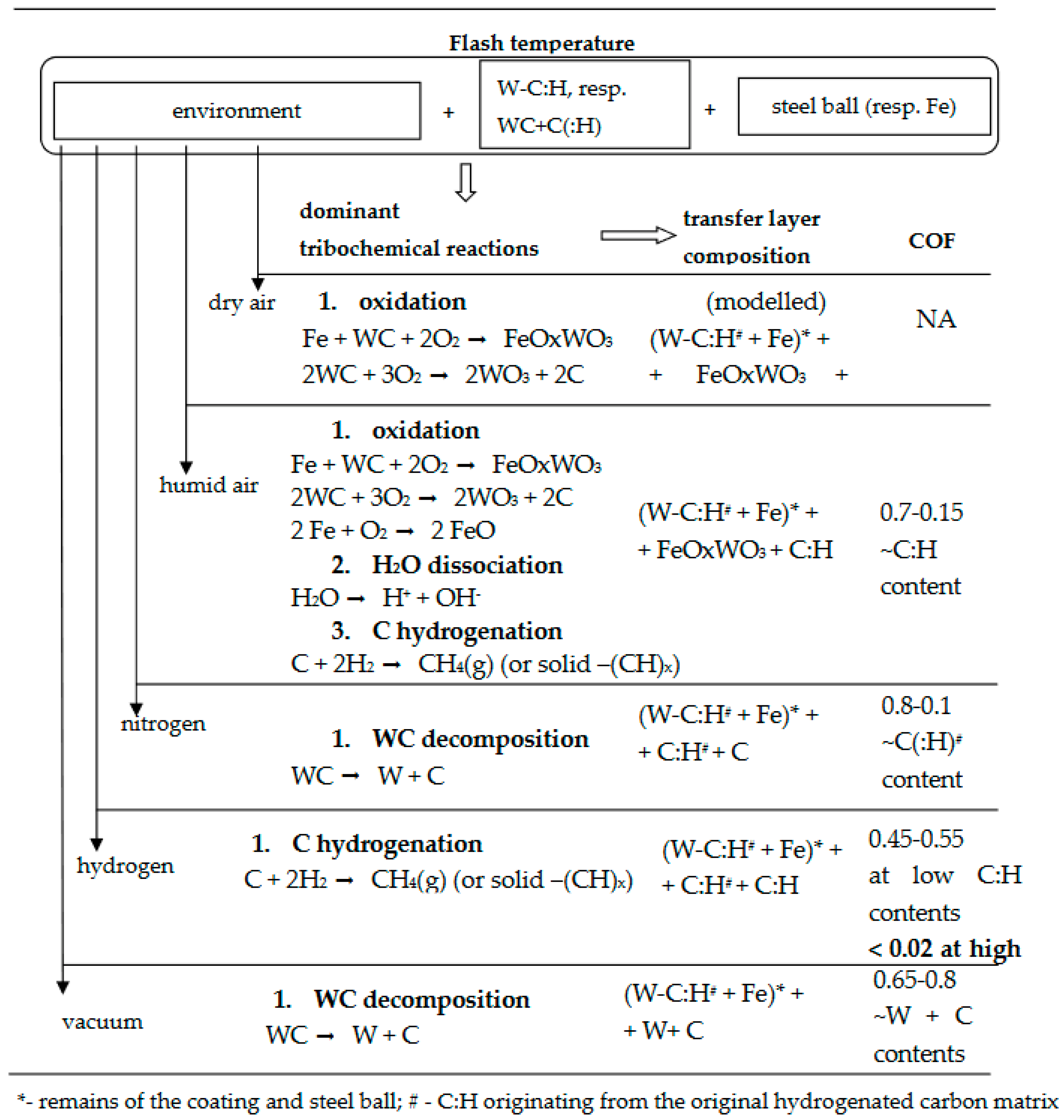
- The test environment controls dominant mechano(tribo)chemical reactions, leading to the formation of transfer layers;
- The dominant mechano(tribo)chemical reactions in the studied W-C:H system include oxidation in oxidative atmosphere and WC decomposition in inert atmosphere;
- Humidity introduces additional reactions, including water-vapor dissociation and the formation of methane, respectively, which are expectations of the hydrogenation of solid C:H. In a hydrogen atmosphere, carbon hydrogenation may occur directly.
- To explain COFs approaching superlubricity observed in W-C:H coatings in hydrogen, enhanced hydrogenation carbon and the combination of transfer layer and hydrogen passivation models are required.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ronkainen, H.; Koskinen, J.; Likonen, J.; Varjus, S.; Vihersalo, J. Characterization of wear surfaces in dry sliding of steel and alumina on hydrogenated and hydrogen-free carbon films. Diam. Relat. Mater. 1994, 3, 1329–1336. [Google Scholar] [CrossRef]
- Voevodin, A.; O’Neill, J.; Zabinski, J. Tribological performance and tribochemistry of nanocrystalline WC/amorphous diamond-like carbon composites. Thin Solid Film. 1999, 342, 194–200. [Google Scholar] [CrossRef]
- Czyzniewski, A. Deposition and some properties of nanocrystalline WC and nanocomposite WC/a-C:H coatings. Thin Solid Film. 2003, 433, 180–185. [Google Scholar] [CrossRef]
- Liu, Y.; Gubisch, M.; Hild, W.; Scherge, M.; Spiess, L.; Knedlik, C.; Schaefer, J. Nanoscale multilayer WC/C coatings developed for nanopositioning, part II: Friction and wear. Thin Solid Film. 2005, 488, 140–148. [Google Scholar] [CrossRef]
- Kao, W. Microstructure, adhesion and tribological properties of W-C:Hx coatings deposited on M2 and WC substrates. Mater. Sci. Eng. A 2006, 432, 253–260. [Google Scholar] [CrossRef]
- Harlin, P.; Bexell, U.; Olsson, M. Influence of surface topography of arc-deposited TiN and sputter deposited WC/C on the initial material transfer tendency and friction characteristics under dry sliding conditions. Surf. Coat. Technol. 2009, 203, 1748–1755. [Google Scholar] [CrossRef]
- Czyżniewski, A.; Gulbiński, W.; Radnóczi, G.; Szerencsi, M.; Pancielejko, M. Microstructure and mechanical properties of W-C:H coatings deposited by pulsed reactive magnetron sputtering. Surf. Coat. Technol. 2011, 205, 4471–4479. [Google Scholar] [CrossRef]
- Wang, W.; Pelenovich, V.O.; Yousaf, M.; Yan, S.; Bin, H.; Wang, Z.; Tolstogouzov, A.; Kumar, P.; Yang, B.; Fu, D.J. Microstructure, mechanical and tribological properties of WC/a-C:H coatings deposited by cathodic arc ion-plating. Vacuum 2016, 132, 31–39. [Google Scholar] [CrossRef]
- Pu, J.; He, D.; Wang, L. Effects of WC phase contents on the microstructure, mechanical and tribological behaviors of WC/a-C superlattice coatings. Appl. Surf. Sci. 2015, 357, 2039–2047. [Google Scholar] [CrossRef]
- Makowka, M.; Pawlak, W.; Konarski, P.; Wendler, B. Hydrogen content influence on tribological properties of nc-WC/a-C:H coatings. Diam. Relat. Mater. 2016, 67, 16–25. [Google Scholar] [CrossRef]
- Nouvellon, C.; Belchi, R.; Libralesso, L.; Douhéret, O.; Lazzaroni, R.; Snyders, R.; Thiry, D. WC/C:H films synthesized by an hybrid reactive magnetron sputtering/Plasma Enhanced Chemical Vapor Deposition process: An alternative to Cr (VI) based hard chromium plating. Thin Solid Film. 2017, 630, 79–85. [Google Scholar] [CrossRef]
- He, D.; Pu, J.; Wang, L.; Zhang, G.; Wang, Y.; Xue, Q. Investigation of Post-deposition Annealing Effects on Microstructure, Mechanical and Tribological Properties of WC/a-C Nanocomposite Coatings. Tribol. Lett. 2016, 63, 26. [Google Scholar] [CrossRef]
- Abad, M.D.; Muñoz-Márquez, M.; El Mrabet, S.; Justo, A.; Sanchez-Lopez, J.C. Tailored synthesis of nanostructured WC/a-C coatings by dual magnetron sputtering. Surf. Coat. Technol. 2010, 204, 3490–3500. [Google Scholar] [CrossRef] [Green Version]
- Lofaj, F.; Kvetková, L.; Hviščová, P.; Gregor, M.; Ferdinandy, M. Reactive processes in the high target utilization sputtering (HiTUS) W-C based coatings. J. Eur. Ceram. Soc. 2016, 36, 3029–3040. [Google Scholar] [CrossRef]
- Lofaj, F.; Kabátová, M.; Klich, M.; Vaňa, D.; Dobrovodský, J. The comparison of structure and properties in DC magnetron sputtered and HiPIMS W-C:H coatings with different hydrogen content. Ceram. Int. 2019, 45, 9502–9514. [Google Scholar] [CrossRef]
- Lofaj, F.; Kabátová, M.; Klich, M.; Medve, D.; Girman, V. Tribological behavior of hydrogenated W-C/a-C:H coatings deposited by three different sputtering techniques. Cerâmica 2019, 65, 58–69. [Google Scholar] [CrossRef]
- Lofaj, F.; Kabátová, M.; Kvetková, L.; Dobrovodský, J.; Girman, V. Hybrid PVD-PECVD W-C:H coatings prepared by different sputtering techniques: The comparison of deposition processes, composition and properties. Surf. Coat. Technol. 2019, 375, 839–853. [Google Scholar] [CrossRef]
- von Keudell, A.; Meier, M.; Hopf, C. Growth mechanism of amorphous hydrogenated carbon. Diam. Relat. Mater. 2002, 11, 969–975. [Google Scholar] [CrossRef]
- Thiry, D.; De Vreese, A.; Renaux, F.; Colaux, J.L.; Lucas, S.; Guinet, Y.; Paccou, L.; Bousser, E.; Snyders, R. Toward a Better Understanding of the Influence of the Hydrocarbon Precursor on the Mechanical Properties of a-C:H Coatings Synthesized by a Hybrid PECVD/PVD Method. Plasma Process. Polym. 2016, 13, 316–323. [Google Scholar] [CrossRef]
- Erdemir, A.; Eryilmaz, O.; Nilufer, I.; Fenske, G. Effect of source gas chemistry on tribological performance of diamond-like carbon films. Diam. Relat. Mater. 2000, 9, 632–637. [Google Scholar] [CrossRef] [Green Version]
- Lofaj, F.; Kabátová, M.; Dobrovodský, J.; Cempura, G. Hydrogenation and hybridization in hard W-C:H coatings prepared by hybrid PVD-PECVD method with methane and acetylene. Int. J. Refract. Met. Hard Mater. 2020, 88, 105211. [Google Scholar] [CrossRef]
- Lofaj, F.; Kabátová, M.; Kvetková, L.; Dobrovodský, J. The effects of deposition conditions on hydrogenation, hardness and elastic modulus of W-C:H coatings. J. Eur. Ceram. Soc. 2020, 40, 2721–2730. [Google Scholar] [CrossRef]
- El Mrabet, S.; Abad, M.D.; Sanchez-Lopez, J.C. Identification of the wear mechanism on WC/C nanostructured coatings. Surf. Coat. Technol. 2011, 206, 1913–1920. [Google Scholar] [CrossRef]
- Czyzniewski, A. The effect of air humidity on tribological behaviours of W-C:H coatings with different tungsten contents sliding against bearing steel. Wear 2012, 296, 547–557. [Google Scholar] [CrossRef]
- Lofaj, F.; Kabátová, M.; Bureš, R. Transfer layer evolution during friction in HiPIMS W-C coatings. Wear 2021, 486–487, 204123. [Google Scholar] [CrossRef]
- Zhou, S.; Xu, T.; Hu, C.; Wu, H.; Liu, H.; Ma, X. The effect of humidity on friction behavior of HIPIMS W-C:H coatings. Surf. Coat. Technol. 2021, 428, e127899. [Google Scholar]
- Lofaj, F.; Bureš, R.; Kabátová, M.; Tanaka, H.; Sawae, Y. Modelling of tribo-chemical reactions in HiPIMS W-C:H coatings during friction in different environments. Surf. Coat. Technol. 2022, 434, 128238. [Google Scholar] [CrossRef]
- Evaristo, M.; Fernandes, F.; Cavaleiro, A. Room and High Temperature Tribological Behaviour of W-DLC Coatings Produced by DCMS and Hybrid DCMS-HiPIMS Configuration. Coatings 2020, 10, 319. [Google Scholar] [CrossRef] [Green Version]
- Erdemir, A. The role of hydrogen in tribological properties of diamond-like carbon films. Surf. Coat. Technol. 2001, 146–147, 292–297. [Google Scholar] [CrossRef]
- Donnet, C.; Grill, A. Friction control of diamond-like carbon coatings. Surf. Coat. Technol. 1997, 94–95, 456–462. [Google Scholar] [CrossRef]
- Fontaine, J.; Donnet, C.; Grill, A.; LeMogne, T. Tribochemistry between hydrogen and diamond-like carbon films. Surf. Coat. Technol. 2001, 146–147, 286–291. [Google Scholar] [CrossRef]
- Erdemir, A.; Bindal, C.; Pagan, J.; Wilbur, P. Characterization of transfer layers on steel surfaces sliding against diamond-like hydrocarbon films in dry nitrogen. Surf. Coat. Technol. 1995, 76–77, 559–563. [Google Scholar] [CrossRef]
- Singer, I.L.; Dvorak, S.D.; Wahl, K.J.; Scharf, T.W. Role of third bodies in friction and wear of protective coatings. J. Vac. Sci. Technol. A Vac. Surf. Film. 2003, 21, S232–S240. [Google Scholar] [CrossRef] [Green Version]
- Scharf, T.W.; Singer, I.L. Monitoring Transfer Films and Friction Instabilities with In Situ Raman Tribometry. Tribol. Lett. 2003, 14, 3–8. [Google Scholar] [CrossRef]
- Liu, Y.A.N.; Meletis, E.I. Evidence of graphitization of diamond-like carbon films during sliding wear. J. Mater. Sci. 1997, 32, 3491–3495. [Google Scholar] [CrossRef]
- Brivio, G.P.; Mulazzi, E. Theoretical analysis of absorption and resonant Raman scattering spectra oftrans-(CH)x. Phys. Rev. B 1984, 30, 876–882. [Google Scholar] [CrossRef]
- Piazza, F.; Golański, A.; Schulze, S.; Relihan, G. Transpolyacetylene chains in hydrogenated amorphous carbon films free of nanocrystalline diamond. Appl. Phys. Lett. 2003, 82, 358–360. [Google Scholar] [CrossRef] [Green Version]
- Ault, A.P.; Zhao, D.; Ebben, C.J.; Tauber, M.J.; Geiger, F.M.; Prather, K.A.; Grassian, V.H. Raman microspectroscopy and vibrational sum frequency generation spectroscopy as probes of the bulk and surface compositions of size-resolved sea spray aerosol particles. Phys. Chem. Chem. Phys. 2013, 15, 6206–6214. [Google Scholar] [CrossRef] [Green Version]
- Hudson, B.S. Polyacetylene: Myth and Reality. Materials 2018, 11, 242. [Google Scholar] [CrossRef] [Green Version]
- Tarassov, M.; Marinov, M.; Konstantinov, L.; Zotov, N. Raman spectroscopy of ferritungstite: Experimental and model spectra. Phys. Chem. Miner. 1994, 21, 63–66. [Google Scholar] [CrossRef]
- Tuinstra, F.; Koenig, J.L. Raman Spectrum of Graphite. J. Chem. Phys. 1970, 53, 1126–1130. [Google Scholar] [CrossRef] [Green Version]
- Sadezky, A.; Muckenhuber, H.; Grothe, H.; Niessner, R.; Pöschl, U. Raman microspectroscopy of soot and related carbonaceous materials: Spectral analysis and structural information. Carbon 2005, 43, 1731–1742. [Google Scholar] [CrossRef]
- Ferrari, A.C.; Robertson, J. Origin of the1150−cm−1Raman mode in nanocrystalline diamond. Phys. Rev. B 2001, 63, 121405. [Google Scholar] [CrossRef]
- Chenhui, Z.; Zhang, C.; Kato, T.; Yang, X.-A.; Wu, S.; Wang, R.; Nosaka, M.; Luo, J. Evolution of tribo-induced interfacial nanostructures governing superlubricity in a-C:H and a-C:H:Si films. Nat. Commun. 2017, 8, 1675. [Google Scholar] [CrossRef] [PubMed]
- Manimunda, P.; Al-Azizi, A.; Kim, S.H.; Chromik, R.R. Shear-Induced Structural Changes and Origin of Ultralow Friction of Hydrogenated Diamond-like Carbon (DLC) in Dry Environment. ACS Appl. Mater. Interfaces 2017, 9, 16704–16714. [Google Scholar] [CrossRef]
- Casiraghi, C.; Piazza, F.; Ferrari, A.; Grambole, D.; Robertson, J. Bonding in hydrogenated diamond-like carbon by Raman spectroscopy. Diam. Relat. Mater. 2005, 14, 1098–1102. [Google Scholar] [CrossRef]
- Choi, J.; Ishii, K.; Kato, T.; Kawaguchi, M.; Lee, W. Structural and mechanical properties of DLC films prepared by bipolar PBII&D. Diam. Relat. Mater. 2011, 20, 845–848. [Google Scholar] [CrossRef]
- Kajdas, C. General approach to mechanochemistry and its relation to tribochemistry. In Tribology in Engineering; Pihtili, H., Ed.; IntechOpen: London, UK, 2013; pp. 209–240. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| W-C:H Coating Modulus | Working Atmosphere/Working Pressure, Pa | Coating/Bond Layer Thickness, nm | Hardness, HIT, GPa | Indentation EIT, GPa |
|---|---|---|---|---|
| 0C2H2-0H2 | 25 sccm Ar/0.5 Pa | 690/380 | 28.6 ± 1.9 29.4 ± 1.6 | 397.3 ± 22.8 324.4 ± 13.3 |
| 0C2H2-15H2 | 25 Ar + 15 sccm H2/0.59 Pa | 600/390 | 34.3 ± 1.7 | 358.2 ± 10.8 |
| 1C2H2-0H2 | 25 Ar + 1 sccm C2H2/0.53 Pa | 867/390 | 25.5 ± 0.9 | 283.3 ± 5.8 |
| 1C2H2-15H2 | 25 Ar + 1 sccm C2H2 + 15 sccm H2/0.62 Pa | 800/390 | 25.2 ± 2.1 | 279.5 ± 16.9 |
| 3C2H2-0H2 | 25 Ar + 3 sccm C2H2/0.57 Pa | 1963/400 | 21.9 ± 0.6 | 205.2 ± 3.4 |
| 3C2H2-15H2 | 25 Ar + 3 sccm C2H2 + 15 sccm H2/0.65 Pa | 2463/385 | 17.4 ± 0.5 | 153.1 ± 4.2 |
| 5C2H2-0H2 | 25 Ar + 5 sccm C2H2/0.59 Pa | 2920/376 | 21.2 ± 1.8 | 203.6 ± 10.5 |
| 5C2H2-15H2 | 25 Ar + 1 sccm C2H2 + 15 sccm H2/0.71 Pa | 3605/345 | 19.9 ± 1.0 | 169.2 ± 5.1 |
| W-C:H Coating | Testing Conditions Load (N)/Humidity (%) | Steady Stage Range (m) | Steady COF |
|---|---|---|---|
| 0C2H2-0H2 | 0.25 N/39% | 80–2000 | 0.60 ± 0.03 |
| 0C2H2-15H2 | 0.25 N/38% | 1200–6400 | 0.86 ± 0.02 |
| 1C2H2-0H2 | 0.5 N/21% | 3300–6800 | 0.40 ± 0.02 |
| 1C2H2-15H2 | 0.5 N/19% | 1200–6400 | 0.35 ± 0.02 |
| 3C2H2-3H2 | 0.5 N/20% | 2300–8400 | 0.27 ± 0.04 |
| 3C2H2-15H2 | 0.5 N/23% | 3700–8200 | 0.16 ± 0.05 |
| 5C2H2-0H2 | 0.5 N/23% | 500–8900 | 0.15 ± 0.02 |
| 5C2H2-15H2 | 0.5 N/25% | 1500–7200 | 0.16 ± 0.02 |
| W-C:H Coating | COF # in Dry H2 | COF # in Dry N2 | COF # in Vacuum |
|---|---|---|---|
| 0C2H2-15H2 | 0.558 * | - | - |
| 1C2H2-15H2 | 0.471 | 0.640 | 0.740 |
| 3C2H2-15H2 | 0.0178 | 0.583 | 0.597 |
| 5C2H2-15H2 | 0.02 | 0.11 | 0.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lofaj, F.; Tanaka, H.; Bureš, R.; Kabátová, M.; Sawae, Y. Tribochemistry of Transfer Layer Evolution during Friction in HiPIMS W-C and W-C:H Coatings in Humid Oxidizing and Dry Inert Atmospheres. Coatings 2022, 12, 493. https://doi.org/10.3390/coatings12040493
Lofaj F, Tanaka H, Bureš R, Kabátová M, Sawae Y. Tribochemistry of Transfer Layer Evolution during Friction in HiPIMS W-C and W-C:H Coatings in Humid Oxidizing and Dry Inert Atmospheres. Coatings. 2022; 12(4):493. https://doi.org/10.3390/coatings12040493
Chicago/Turabian StyleLofaj, František, Hiroyoshi Tanaka, Radovan Bureš, Margita Kabátová, and Yoshinori Sawae. 2022. "Tribochemistry of Transfer Layer Evolution during Friction in HiPIMS W-C and W-C:H Coatings in Humid Oxidizing and Dry Inert Atmospheres" Coatings 12, no. 4: 493. https://doi.org/10.3390/coatings12040493
APA StyleLofaj, F., Tanaka, H., Bureš, R., Kabátová, M., & Sawae, Y. (2022). Tribochemistry of Transfer Layer Evolution during Friction in HiPIMS W-C and W-C:H Coatings in Humid Oxidizing and Dry Inert Atmospheres. Coatings, 12(4), 493. https://doi.org/10.3390/coatings12040493