
The Effects of Nozzle Inclination, Area Ratio, and Side-Hole Aspect Ratio on the Flow Behavior in Mold

Abstract
:1. Introduction
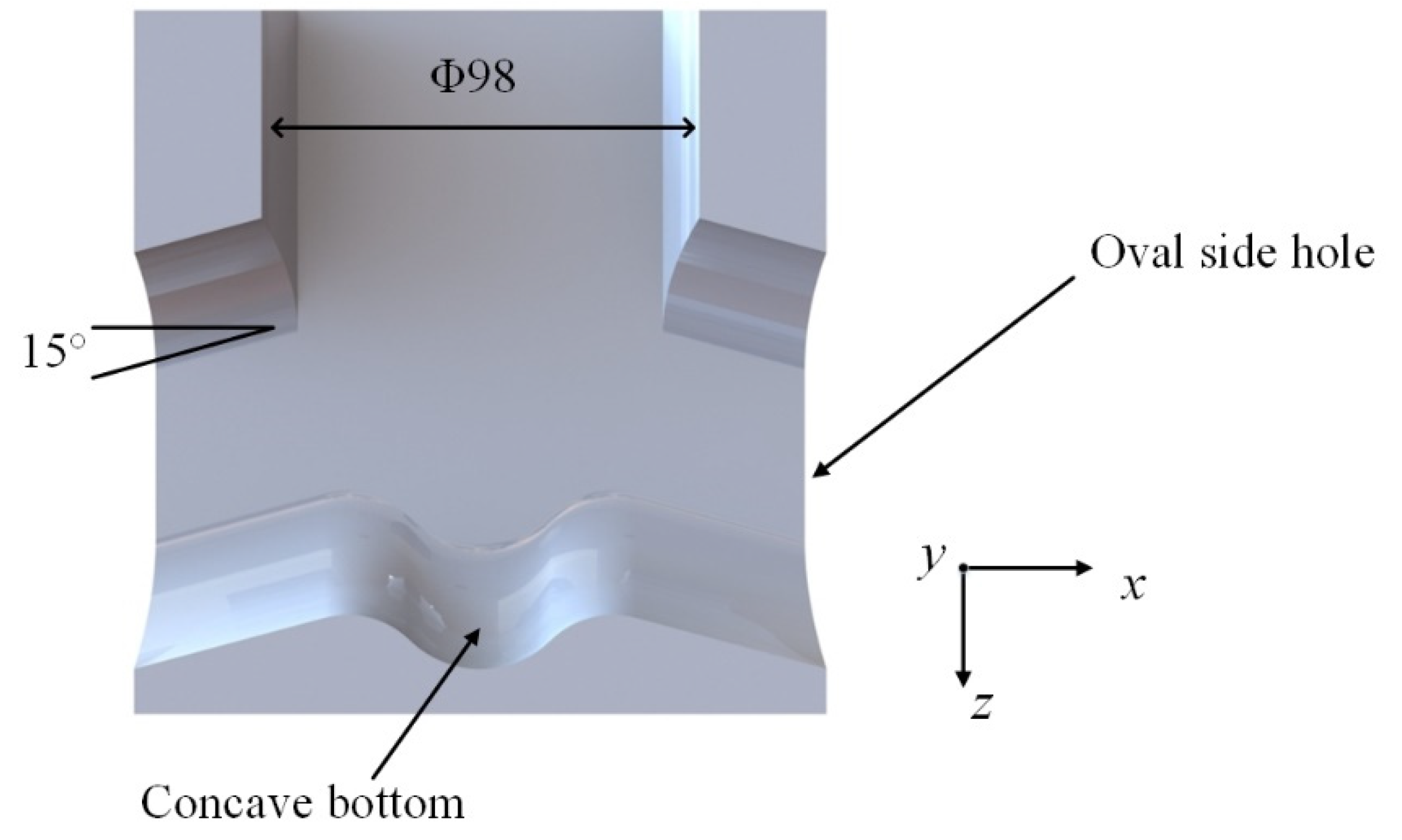
2. Description of Nozzle
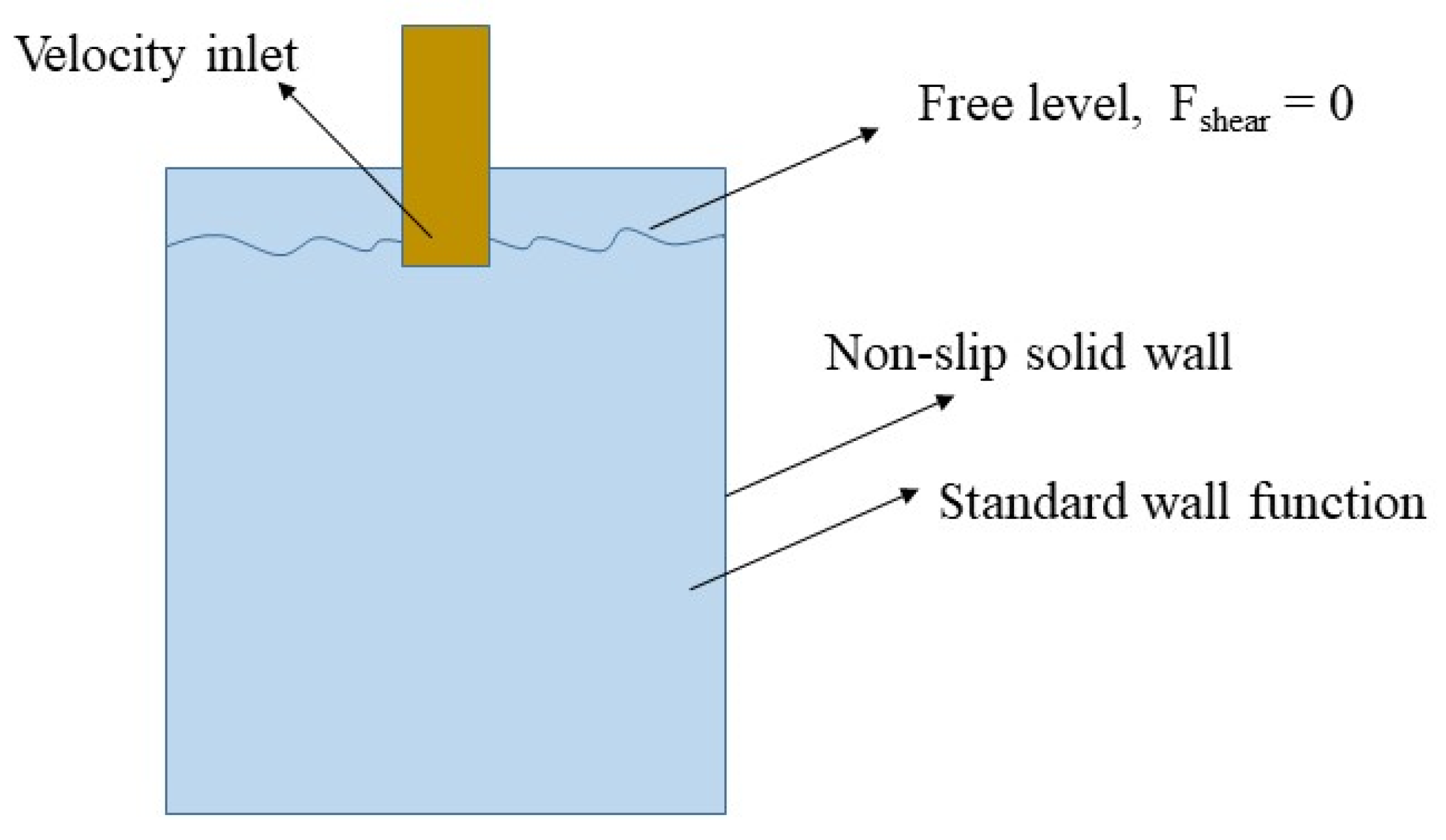
3. Fluid Model
4. Results and Discussion
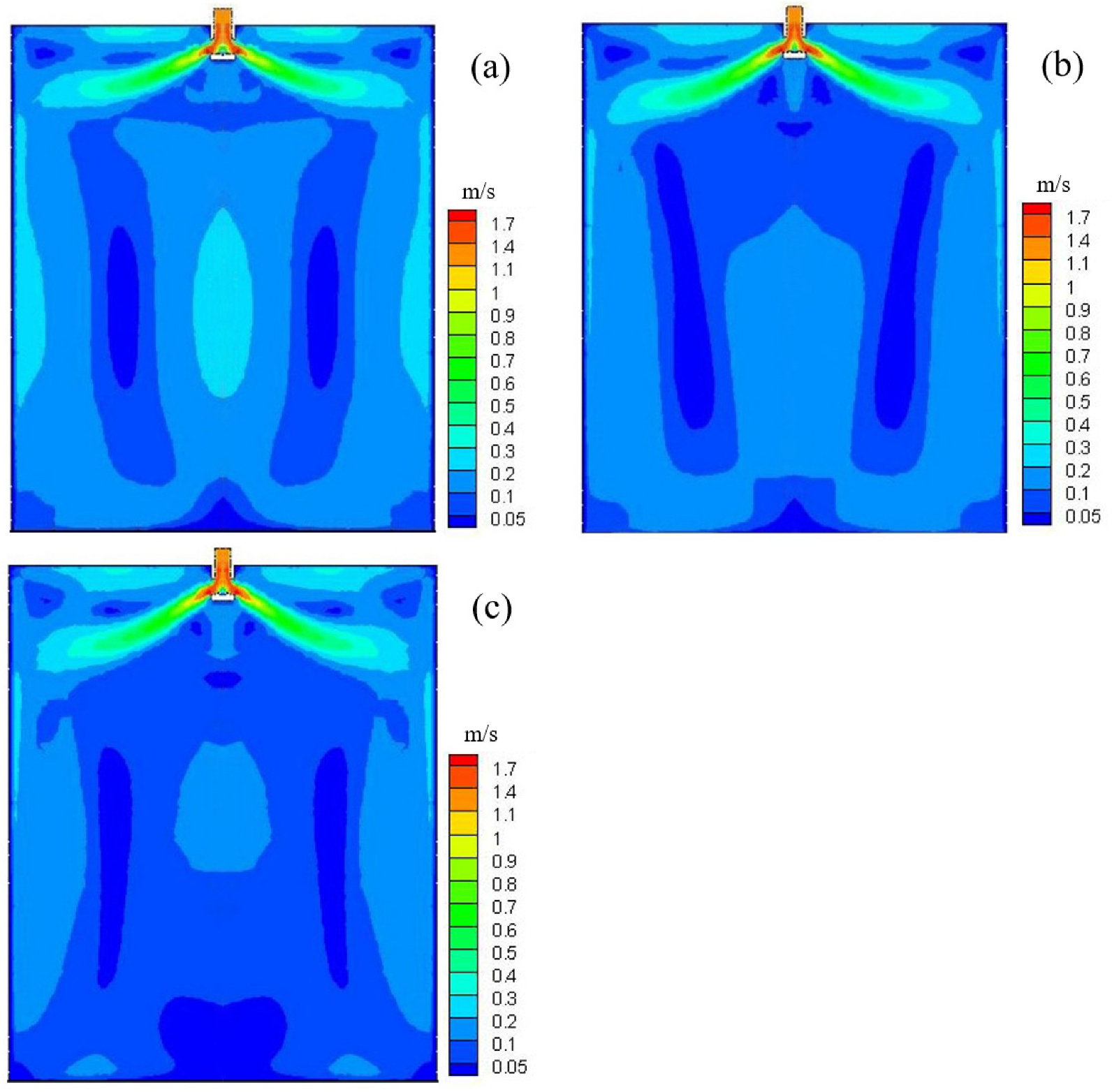
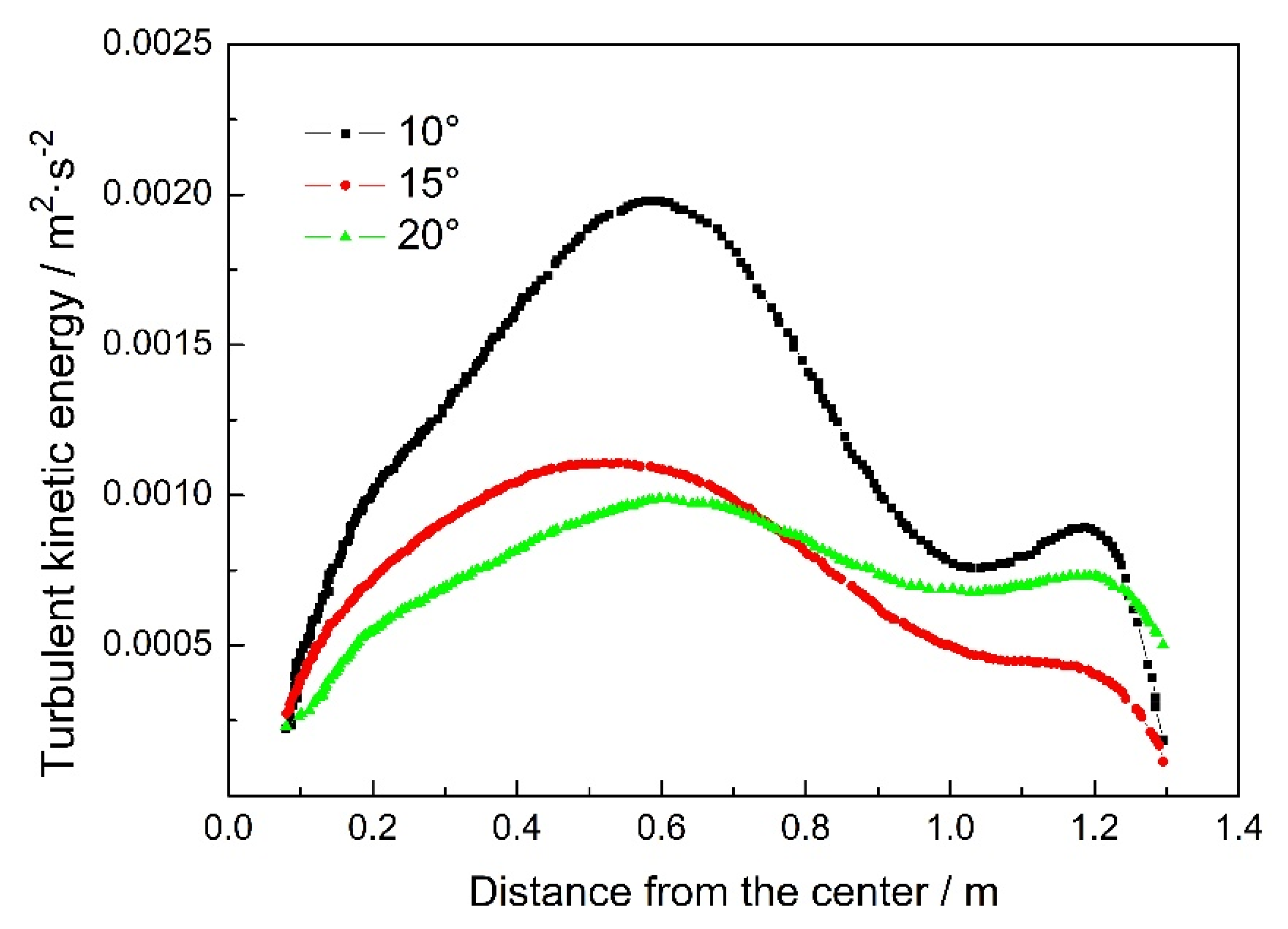
4.1. Flow Field Characteristics of Different Nozzle Angles
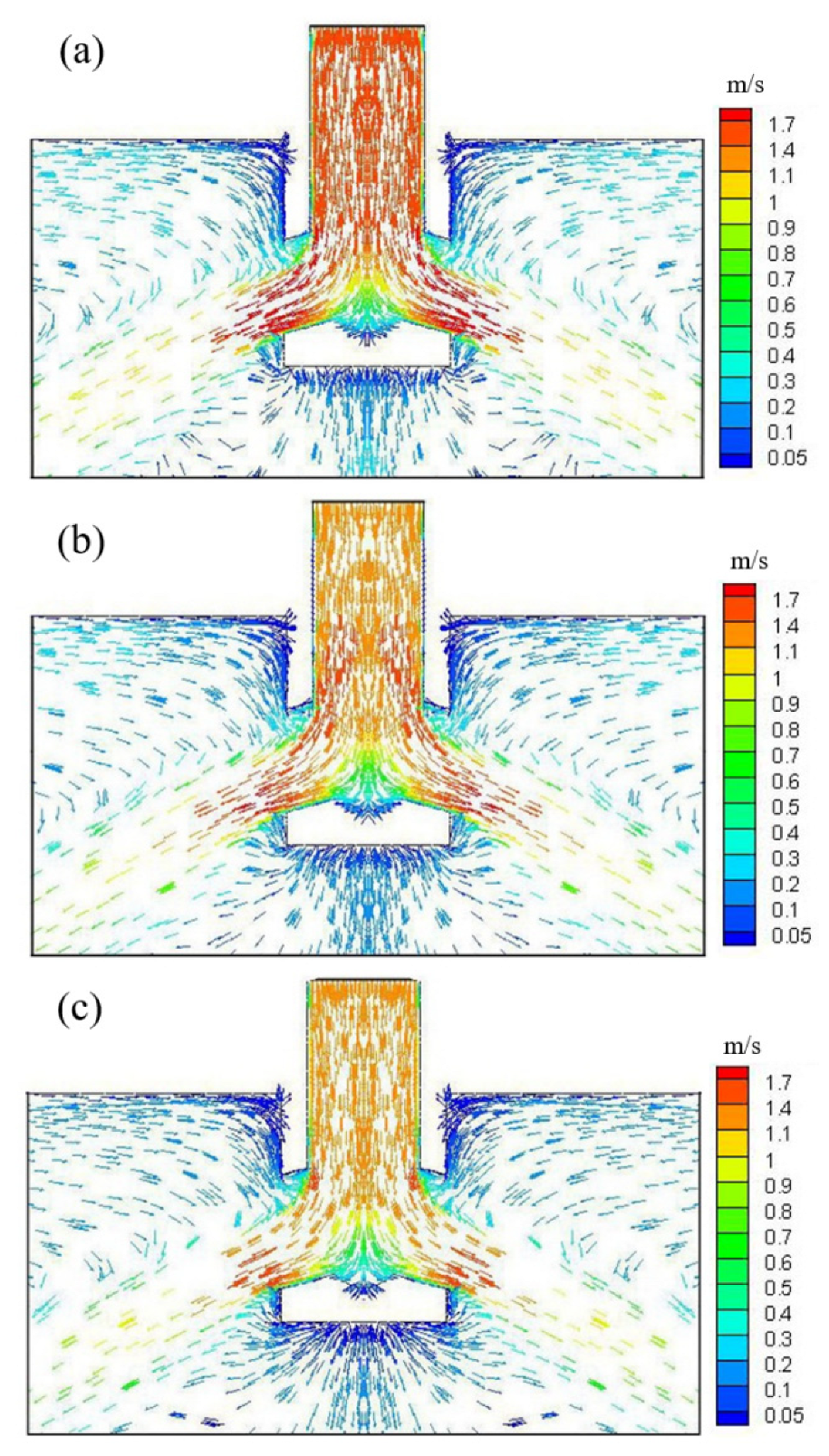
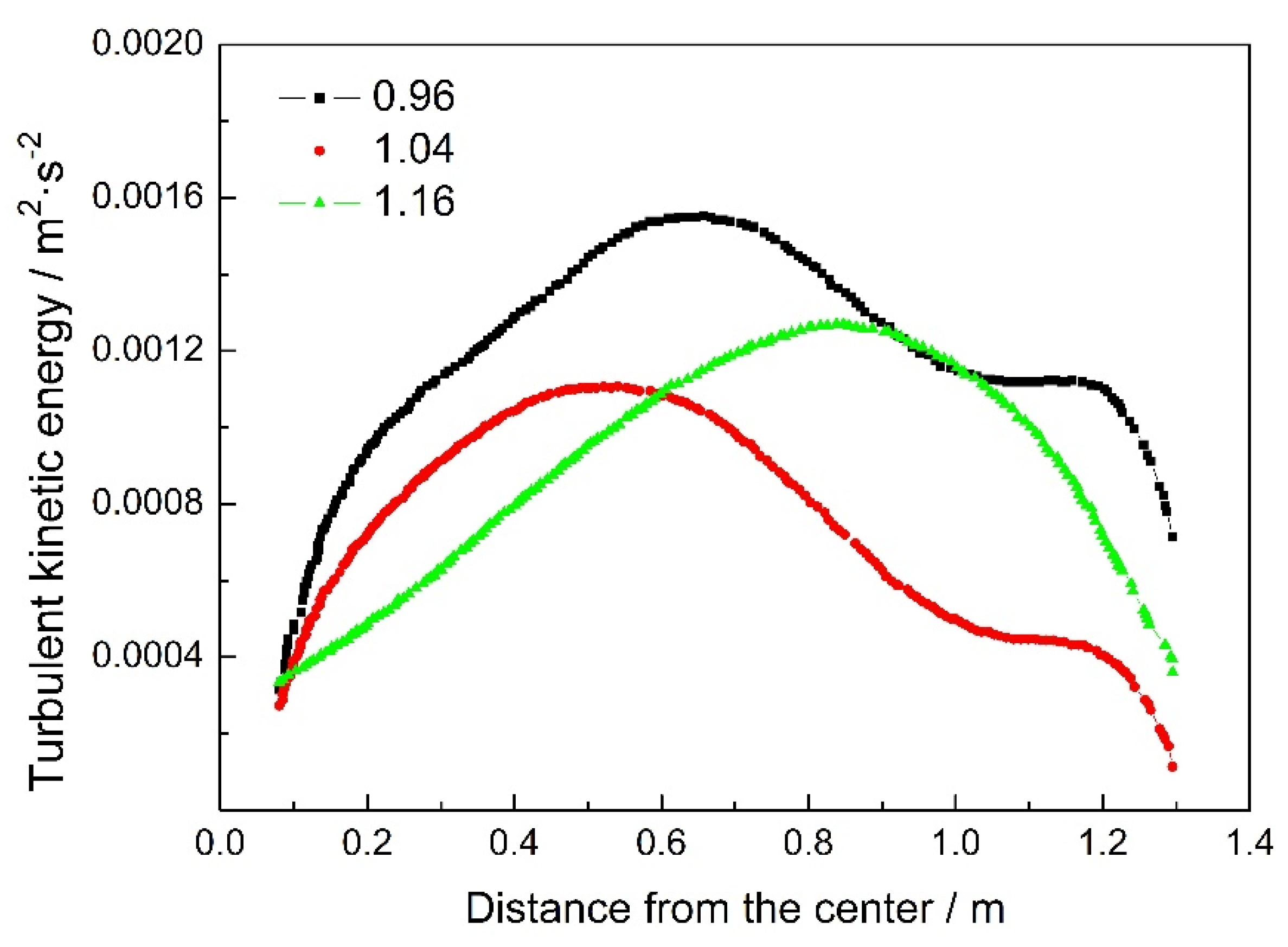
4.2. Flow Field Characteristics of Different Nozzle Area Ratios
4.3. Flow Field Characteristics of Different Side-Hole Aspect Ratios
4.4. Heat Transfer and Solidification
5. Conclusions
- (1)
- When the nozzle angle increased from 10° to 20°, the impact points of the narrow surface were 0.402 m, 0.476 m, and 0.554 m away from the meniscus, respectively.
- (2)
- When the area ratio increased from 0.96 to 1.16, the inner diameter and side-hole area of the nozzle increased, which resulted in a significant decrease of the speed of high-temperature liquid steel flowing out of the nozzle.
- (3)
- When the aspect ratio increased from 1.47 to 1.84, the vortex center and narrow surface impact position in the upper and lower recirculation zones first moved downward and then upward, and the variation range was mainly the same. When the aspect ratio was 1.47, the maximum turbulent kinetic energy of the free surface reached 0.00141 m2 s−2. Finally, when the aspect ratio was 1.67 and 1.84, a slight difference existed, and the maximum turbulent kinetic energy was almost 0.00095 m2 s−2.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| SEN | Submerged entry nozzle |
| v | Velocity vector |
| ρ | Density |
| t | Time |
| p | Pressure |
| F | External volume force |
| τ | Stress tensor |
| I | Unit tensor |
| cρ | Specific heat capacity |
| T | Temperature |
| k | Heat transfer coefficient |
| ST | Viscous dissipation term |
References
- Khan, Z.; Rasheed, H.U.; Khan, I.; Abu-Zinadah, H.; Aldahlan, M.A. Mathematical simulation of casson MHD flow through a permeable moving wedge with nonlinear chemical reaction and nonlinear thermal radiation. Materials 2022, 15, 747. [Google Scholar] [CrossRef] [PubMed]
- Zeeshan. Second law and entropy generation analysis of magnetized viscous fluid flow over a permeable expandable sheet with nonlinear thermal radiation: Brownian and thermophoresis effect. Adv. Mech. Eng. 2022, 14, 1–9. [Google Scholar] [CrossRef]
- Thomas, B.G. Modeling of the continuous casting of steel—Past, present, and future. Metall. Mater. Trans. B 2002, 33, 795–812. [Google Scholar] [CrossRef]
- Du, F.M.; Chen, C.D.; Zhang, K.G. Fluid characteristics analysis of the lubricating oil film and the wear experiment investigation of the sliding bearing. Coatings 2022, 12, 67. [Google Scholar] [CrossRef]
- Takatani, K.; Tanizawa, Y.; Mizukami, H.; Nishimura, K. Mathematical model for transient fluid flow in a continuous casting mold. ISIJ Int. 2001, 41, 1252–1261. [Google Scholar] [CrossRef]
- Han, S.W.; Cho, H.J.; Jin, S.Y.; Seden, M.; Lee, I.B.; Sohn, I. Effects of simultaneous static and traveling magnetic fields on the molten steel flow in a continuous casting mold. Metall. Mater. Trans. B 2018, 49, 2757–2769. [Google Scholar] [CrossRef]
- Morales, R.D.; Guarneros, J.; Chattopadhyay, K.; Najera-Bastida, A.; Rodriguez, J. Fluid flow control in a billet tundish during steel filling operations. Metals 2019, 9, 394. [Google Scholar] [CrossRef]
- Siddiqui, M.I.H.; Kim, M.H. Two-phase numerical modeling of grade intermixing in a steelmaking tundish. Metals 2019, 9, 40. [Google Scholar] [CrossRef]
- Zeeshan; Rasheed, H.U.; Khan, W.; Khan, I.; Alshammari, N.; Hamadneh, N. Numerical computation of 3D Brownian motion of thin film nanofluid flow of convective heat transfer over a stretchable rotating surface. Sci. Rep. 2022, 12, 2708. [Google Scholar] [CrossRef]
- Zhang, W.; Gao, J.; Rohatgi, P.K.; Zhao, H.; Li, Y. Effect of the depth of the submerged entry nozzle in the mold on heat, flow and solution transport in double-stream-pouring continuous casting. J. Mater. Process. Technol. 2009, 209, 5536–5544. [Google Scholar] [CrossRef]
- Tsukaguchi, Y.; Nakamura, O.; Jnsson, P.R.; Yokoya, S.; Tanaka, T. Design of swirling flow submerged entry nozzles for optimal head consumption between tundish and mold. ISIJ Int. 2007, 47, 1436–1443. [Google Scholar] [CrossRef]
- Najera-Bastida, A.; Morales, R.D.; Garcia-Hernandez, S.; Torres-Alonso, E.; Espino-Zarate, A. Shell thinning phenomena affected by heat transfer, nozzle design and flux chemistry in billets moulds. ISIJ Int. 2010, 50, 830–838. [Google Scholar] [CrossRef]
- Torren, A.E.; Morales, R.D.; Garcia-Hernandez, S.; Najera-Bastida, A.; Sandoval-Ramos, A. Influence of straight nozzles on fluid flow in mold and billet quality. Metall. Mater. Trans. B 2008, 39, 840–852. [Google Scholar] [CrossRef]
- Wang, C.N.; Wen, L.Y.; Chen, D.F.; Zhang, D.J.; Jin, X. Effect of bottom structure of submerged entry nozzle on flow field and temperature field in continuous casting mold. Iron Steel 2010, 45, 37–42. [Google Scholar] [CrossRef]
- Deng, X.X.; Wang, Q.Q.; Qian, L.; Wang, X.H.; Huang, F.X. Water model optimization of three-port submerged entry nozzle feeding a funnel-shaped thin slab mold. Iron Steel 2012, 47, 26–32. [Google Scholar] [CrossRef]
- Quan, Y.; Thomas, B.G.; Vanka, S.P. Study of transient flow and particle transport in continuous steel caster molds: PartⅠ. Fluid flow. Metall. Mater. Trans. B 2004, 35, 685–702. [Google Scholar] [CrossRef]
- Yang, H.L.; Zhang, X.Z.; Deng, K.; Li, W.; Zhao, L. Mathematical simulation on coupled flow, heat, and solute transport in slab continuous casting process. Metall. Mater. Trans. B 1998, 29, 1345–1356. [Google Scholar] [CrossRef]
- Tripathi, A.; Ajmani, S.K.; Chandra, S. Numerical investigation of bias flow in a slab caster mould. Can. Metall. Q. 2021, 60, 203–214. [Google Scholar] [CrossRef]
- Bai, H.; Thomas, B.G. Turbulent flow of liquid steel and argon bubbles in slide-gate tundish nozzles: Part II. Effect of operation conditions and nozzle design. Metall. Mater. Trans. B 2001, 32, 269–284. [Google Scholar] [CrossRef]
- Gupta, D.; Chakraborty, S.; Lahiri, A.K. Asymmetry and oscillation of the fluid flow pattern in a continuous casting mould: A water model study. ISIJ Int. 1997, 37, 654–658. [Google Scholar] [CrossRef]
- Thomas, B.G.; Zhang, L. Mathematical modeling of fluid flow in continuous casting. ISIJ Int. 2001, 10, 1181–1193. [Google Scholar] [CrossRef]
- Rasheed, H.U.; AL-Zubaidi, A.; Islam, S.; Saleem, S.; Khan, Z.; Khan, W. Effects of joule heating and viscous dissipation on magnetohydrodynamic boundary layer flow of jeffrey nanofluid over a vertically stretching cylinder. Coatings 2021, 11, 353. [Google Scholar] [CrossRef]
- Zhang, X.W.; Jin, X.L.; Wang, Y.; Deng, K.; Ren, Z.M. Comparison of standard k-ε model and RSM on three dimensional turbulent flow in the SEN of slab continuous caster controlled by slide gate. ISIJ Int. 2011, 51, 581–587. [Google Scholar] [CrossRef]
- Takatani, K. Effects of electromagnetic brake and meniscus electromagnetic stirrer on transient molten steel flow at meniscus in a continuous casting mold. ISIJ Int. 2003, 6, 915–922. [Google Scholar] [CrossRef]
- Li, B.K.; Tsukihashi, F. Effects of electromagnetic brake on vortex flows in thin slab continuous casting mold. ISIJ Int. 2006, 12, 1833–1838. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number of Grid | Maximum Free-Surface Turbulent Kinetic Energy | Deviation |
|---|---|---|
| 75,684 | 0.00136 | - |
| 195,634 | 0.00179 | 0.00037 |
| 380,523 | 0.00201 | 0.00022 |
| 456,951 | 0.00204 | 0.00003 |
| 506,587 | 0.00205 | 0.00001 |
| Item | Value |
|---|---|
| Mold length | 900 mm |
| Depth of level | 100 mm |
| Immersion depth of nozzle | 130 mm |
| Casting speed | 0.8 m·min−1 |
| Steel density Steel viscosity | 7200 kg·m−3 0.0055 kg·m−1·s−1 |
| Nozzle Inclination | Upper Vortex Center | Lower Vortex Center |
|---|---|---|
| 10° | (0.579 m,−0.195 m) | (0.599 m,−1.650 m) |
| 15° | (0.590 m,−0.247 m) | (0.613 m,−1.860 m) |
| 20° | (0.661 m,−0.261 m) | (0.642 m,−1.510 m) |
| Nozzle Area Ratio | Upper Vortex Center | Lower Vortex Center | Impact Points of the Narrow Surface |
|---|---|---|---|
| 0.96 | (0.665 m,−0.229 m) | (0.628 m,−1.445 m) | −0.482 m |
| 1.04 | (0.590 m,−0.247 m) | (0.613 m,−1.860 m) | −0.476 m |
| 1.16 | (0.746 m,−0.244 m) | (0.622 m,−1.379 m) | −0.468 m |
| Side-Hole Aspect Ratio | Upper Vortex Center | Lower Vortex Center | Impact Points of the Narrow Surface |
|---|---|---|---|
| 1.47 | (0.637 m,−0.206 m) | (0.607 m,−1.539 m) | −0.358 m |
| 1.67 | (0.590 m,−0.247 m) | (0.613 m,−1.860 m) | −0.476 m |
| 1.84 | (0.607 m,−0.228 m) | (0.559 m,−1.701 m) | −0.398 m |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Du, F.; Li, T.; Zheng, G. The Effects of Nozzle Inclination, Area Ratio, and Side-Hole Aspect Ratio on the Flow Behavior in Mold. Coatings 2022, 12, 815. https://doi.org/10.3390/coatings12060815
Du F, Li T, Zheng G. The Effects of Nozzle Inclination, Area Ratio, and Side-Hole Aspect Ratio on the Flow Behavior in Mold. Coatings. 2022; 12(6):815. https://doi.org/10.3390/coatings12060815
Chicago/Turabian StyleDu, Fengming, Tianyi Li, and Gengtao Zheng. 2022. "The Effects of Nozzle Inclination, Area Ratio, and Side-Hole Aspect Ratio on the Flow Behavior in Mold" Coatings 12, no. 6: 815. https://doi.org/10.3390/coatings12060815