
Increase in Wear Resistance of Traction Wheel via Chromizing: A Study Combining Experiments and Simulations
 ,
,
Abstract
:
1. Introduction
2. Materials and Methods
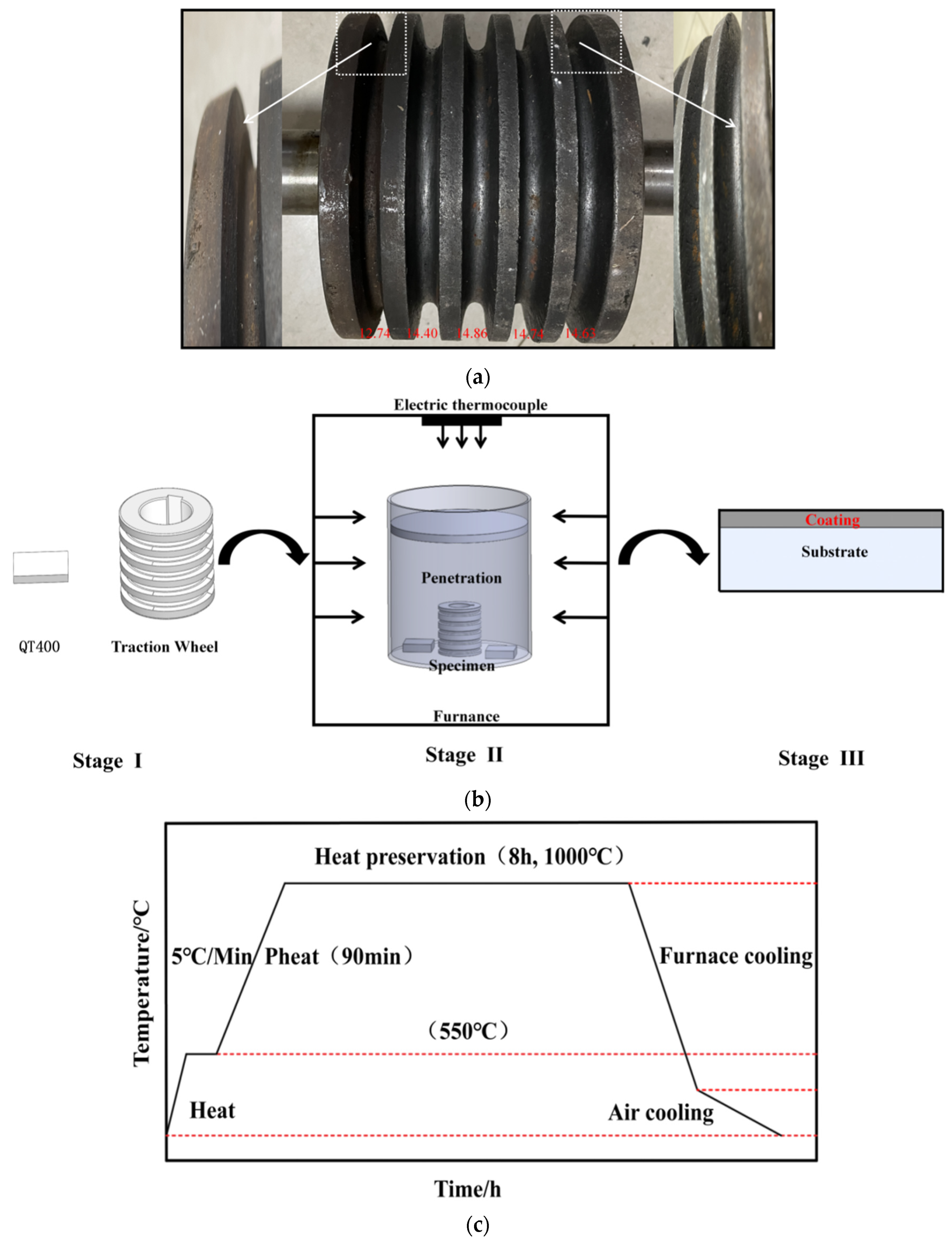
2.1. Experimental Material
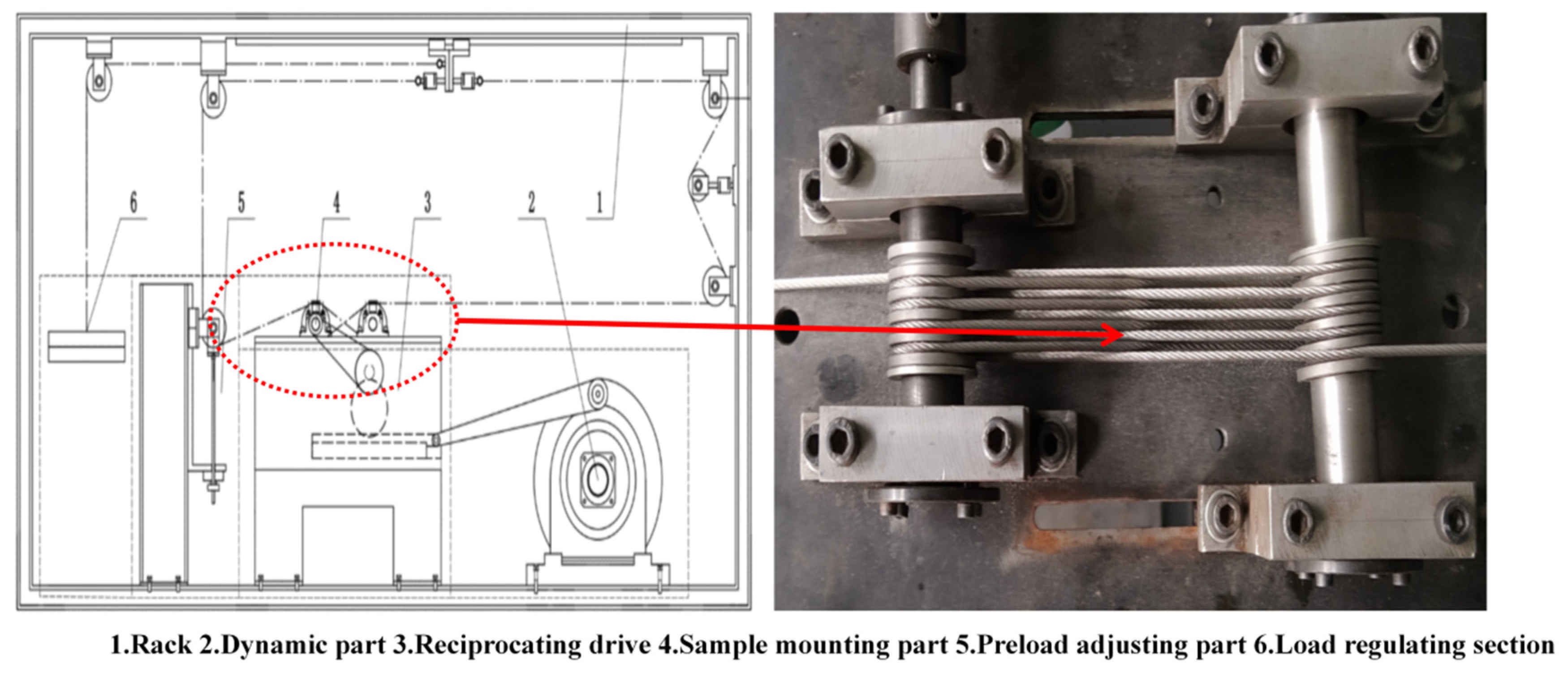
2.2. Experimental Method
3. Results
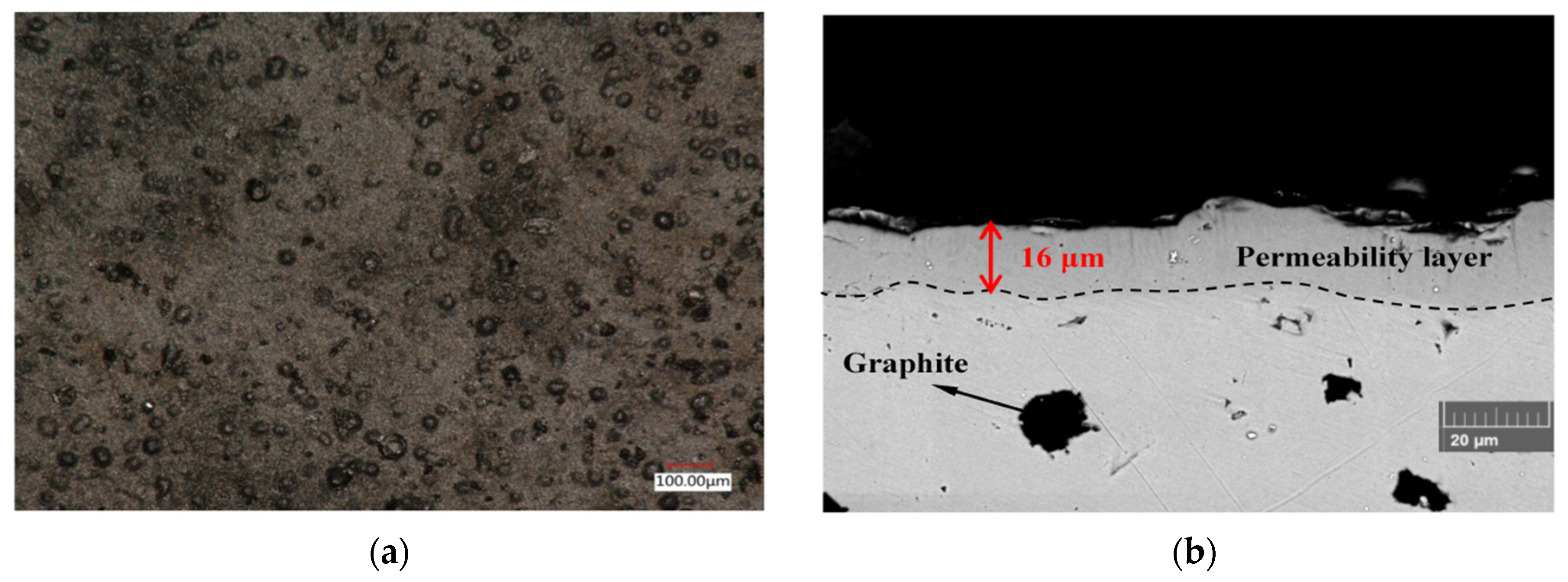
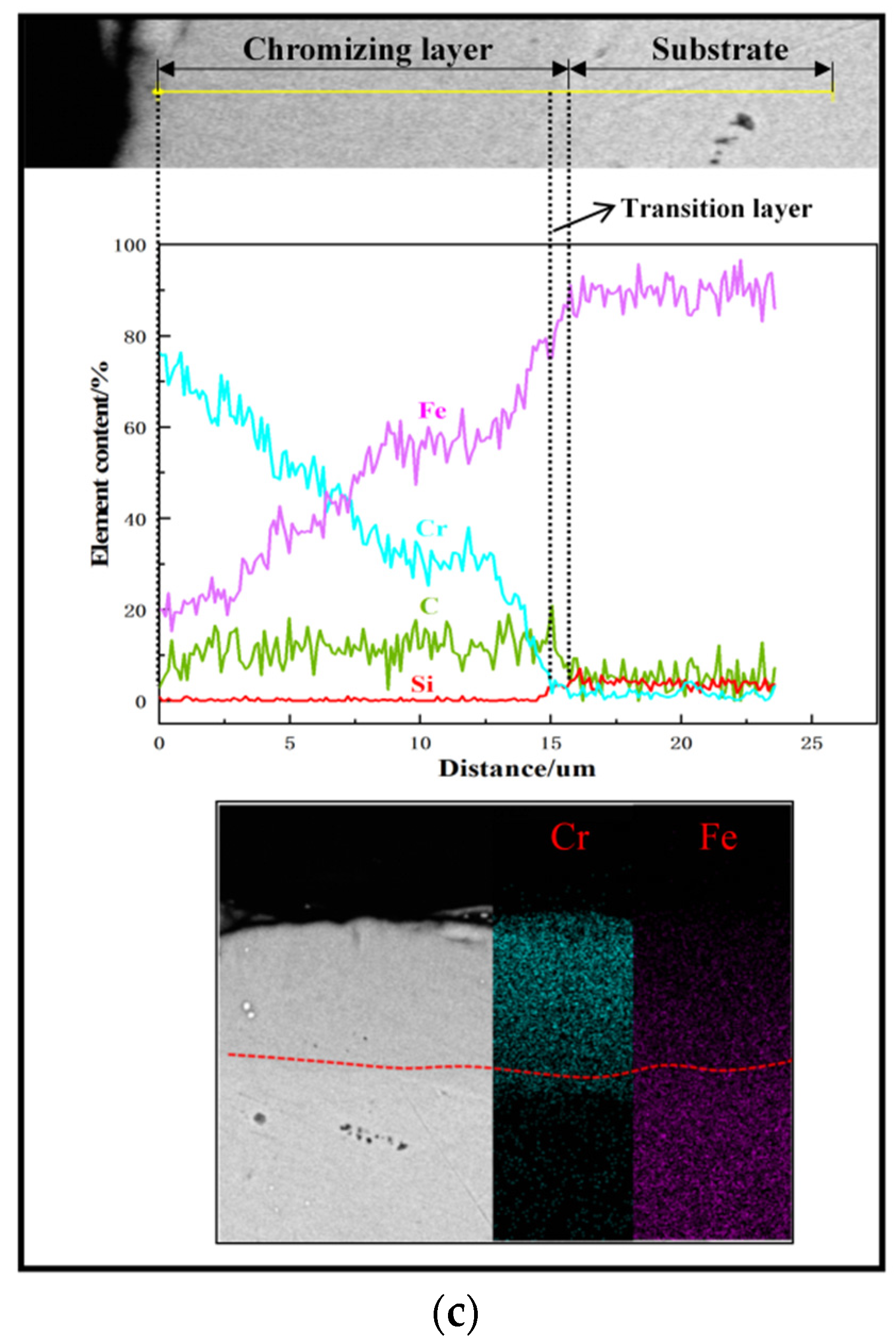
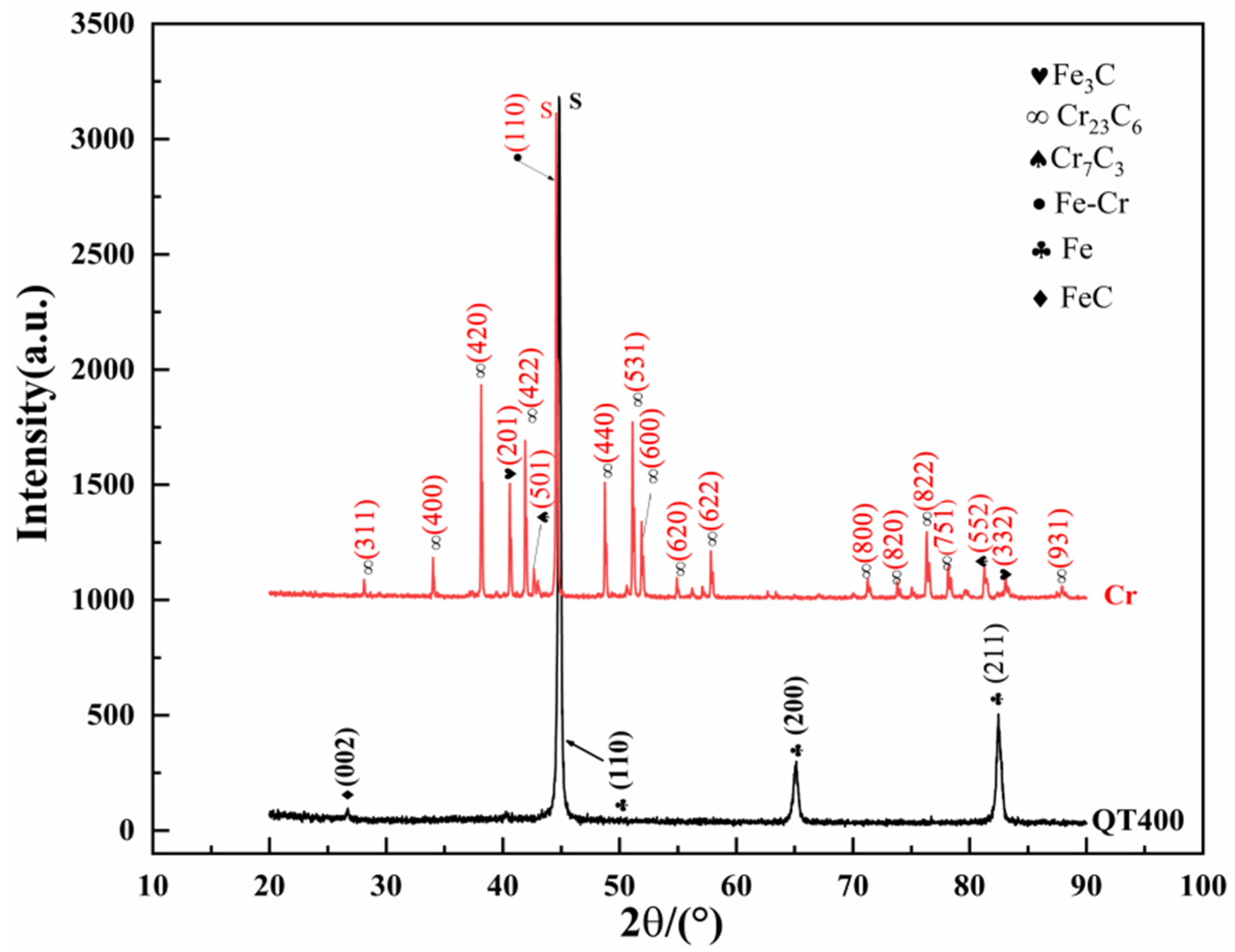
3.1. Microstructure of Chrome Coating
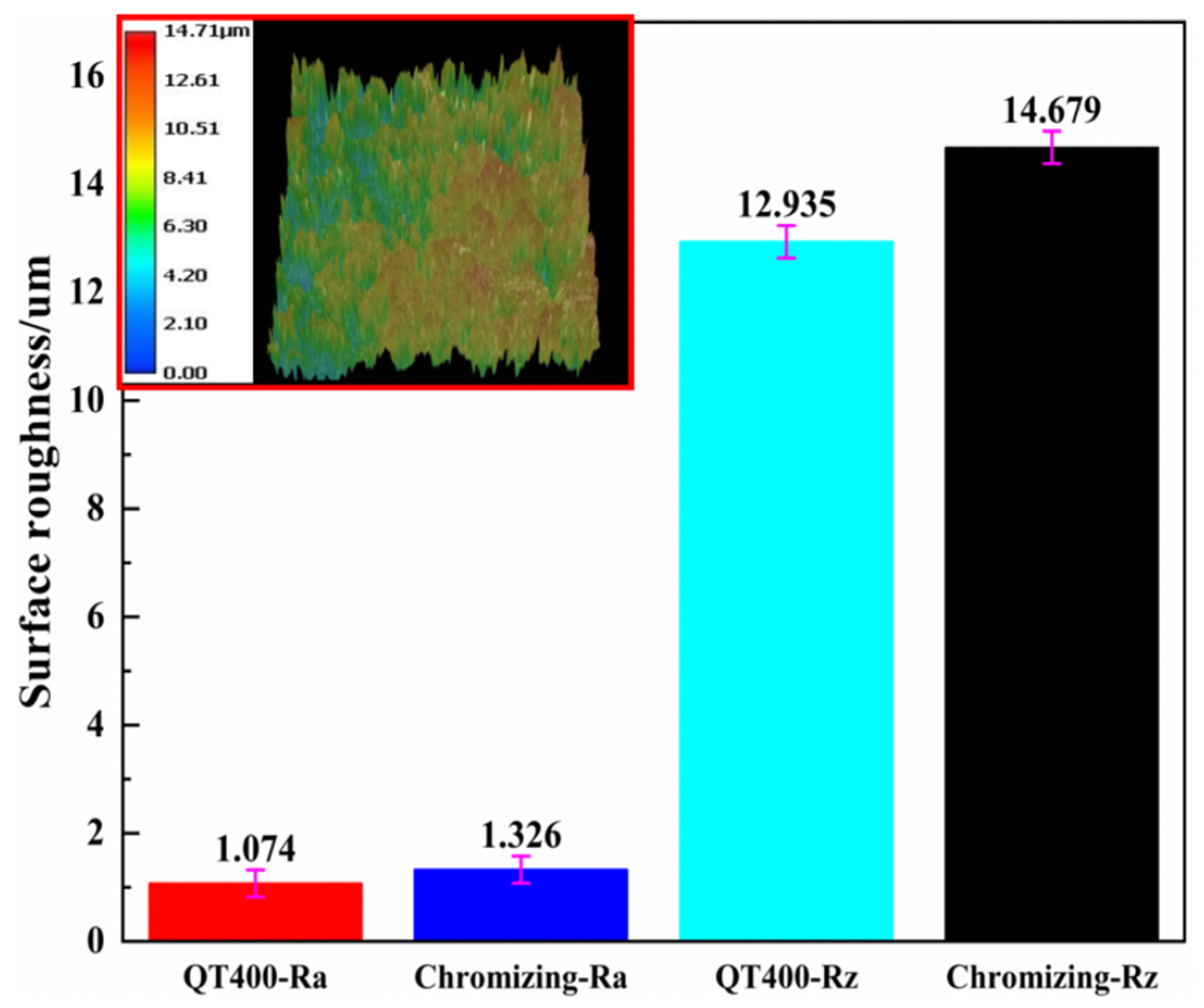
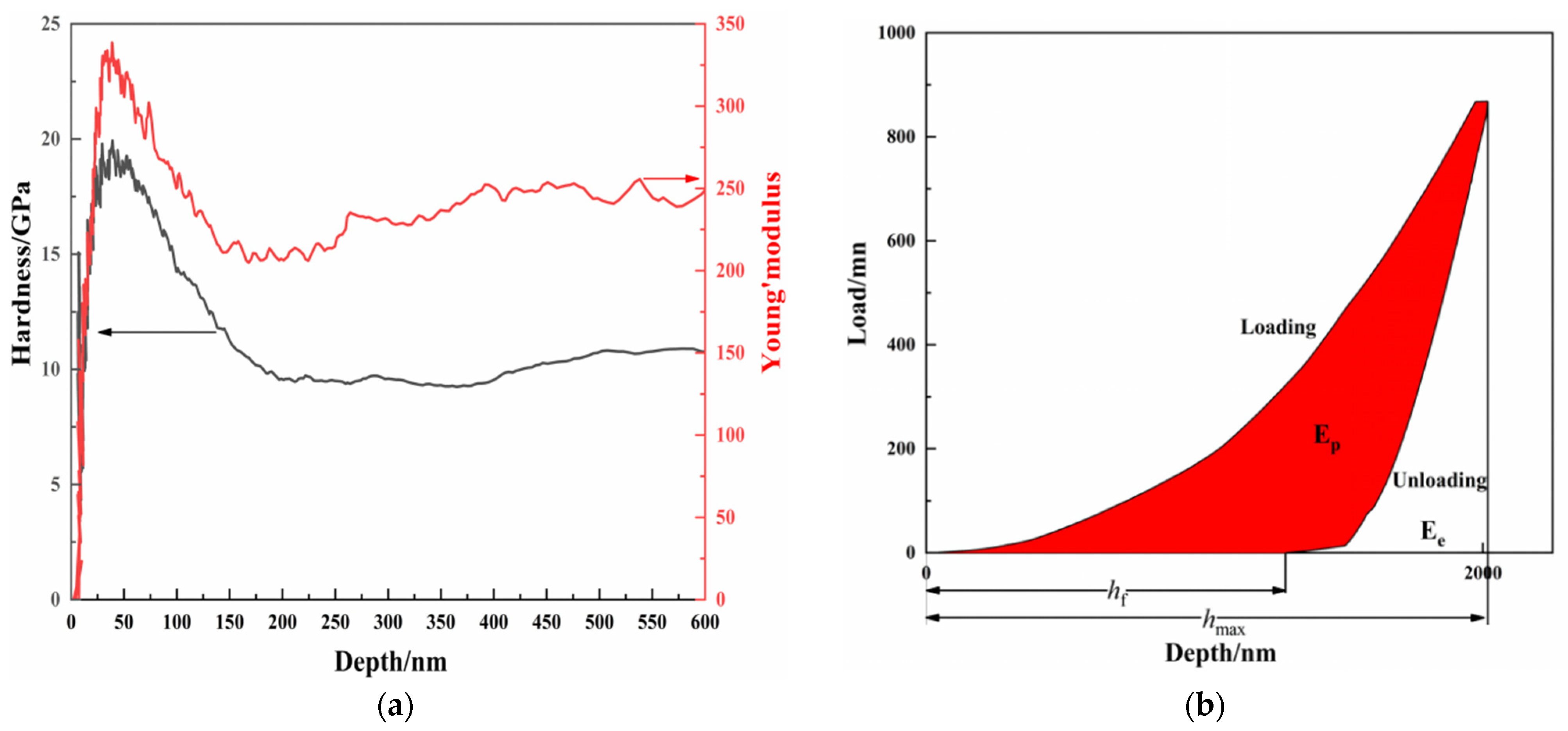
3.2. Mechanical Properties of Chrome Coatings
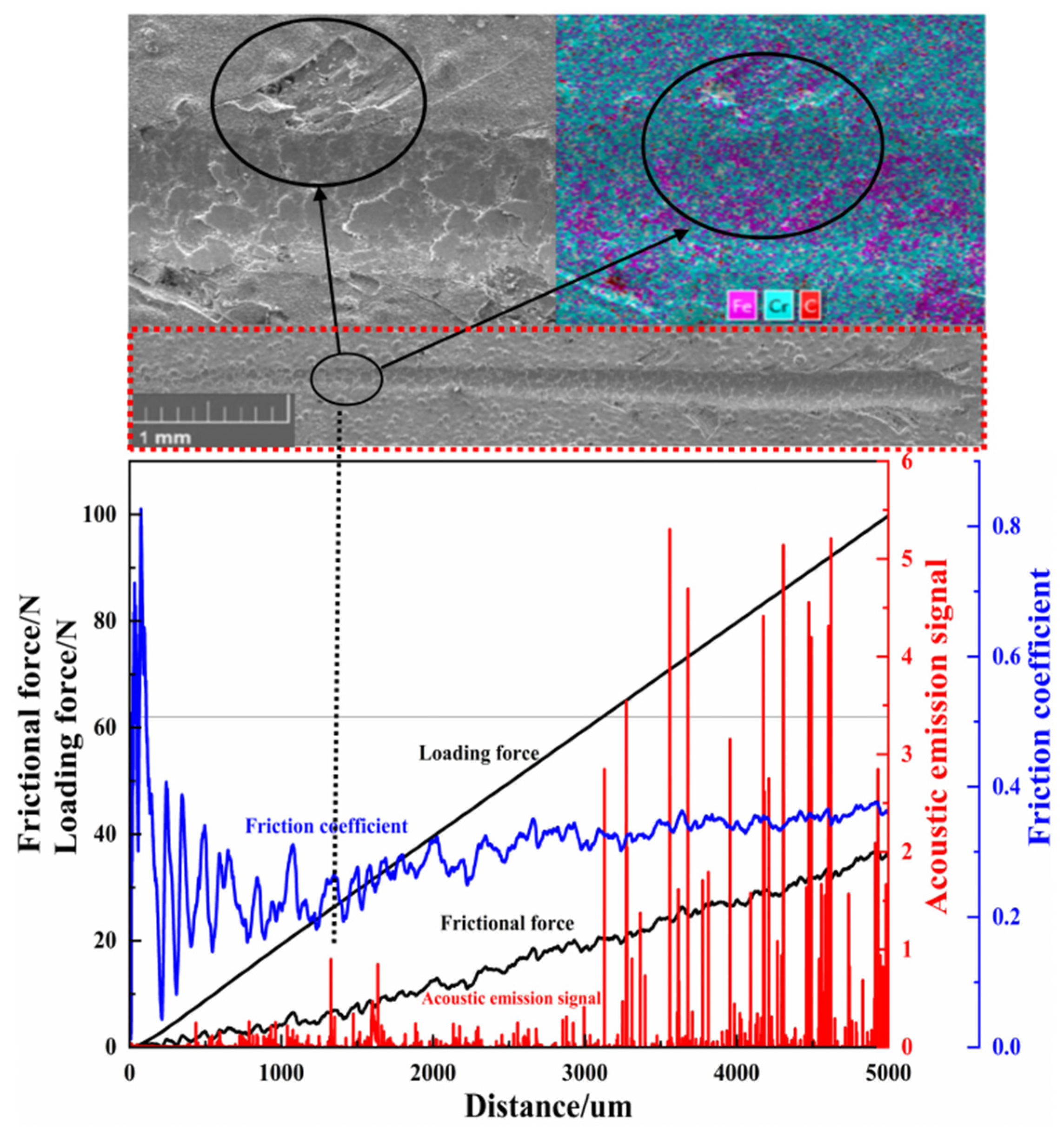
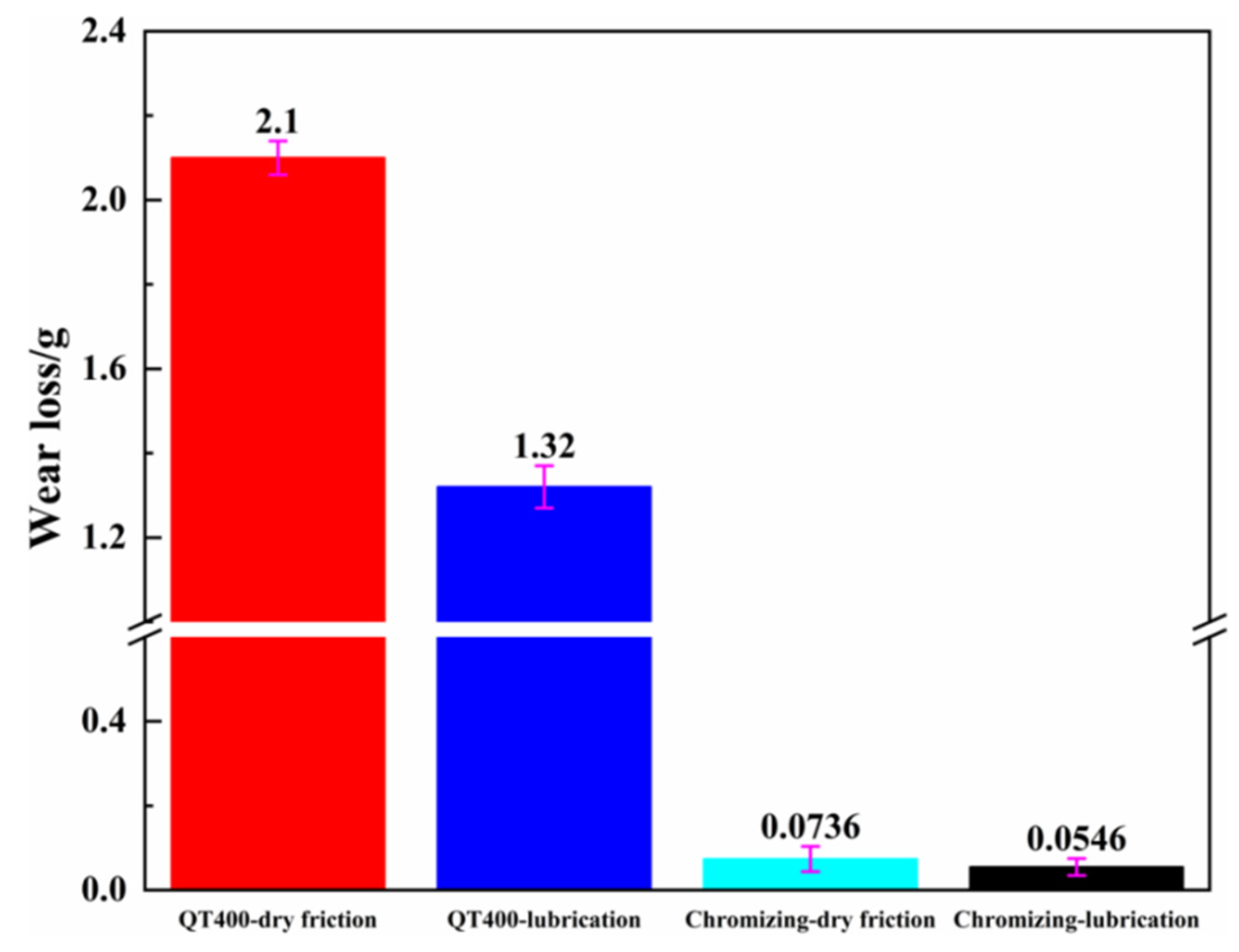
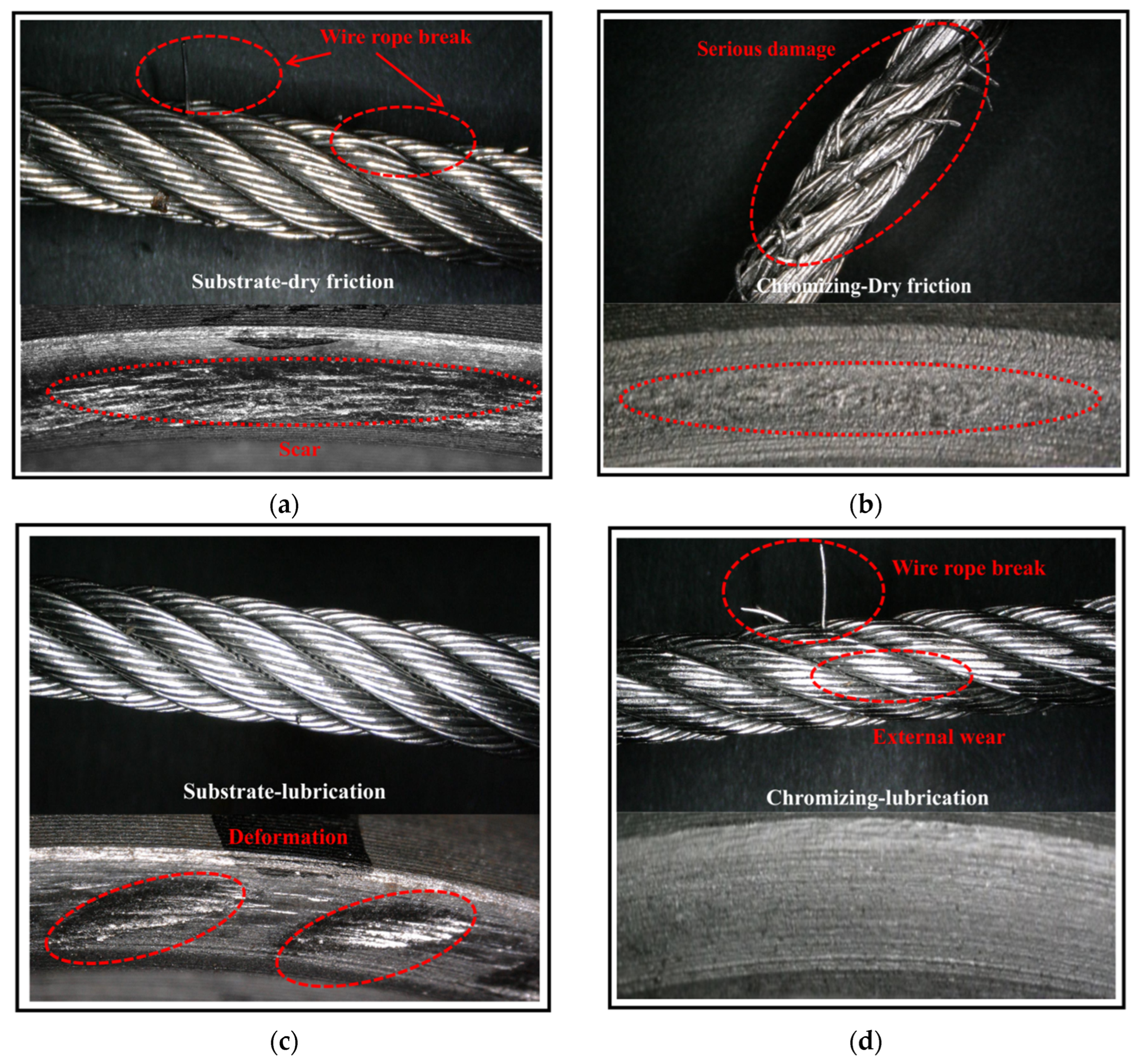
3.3. Friction Properties and Wear Resistance
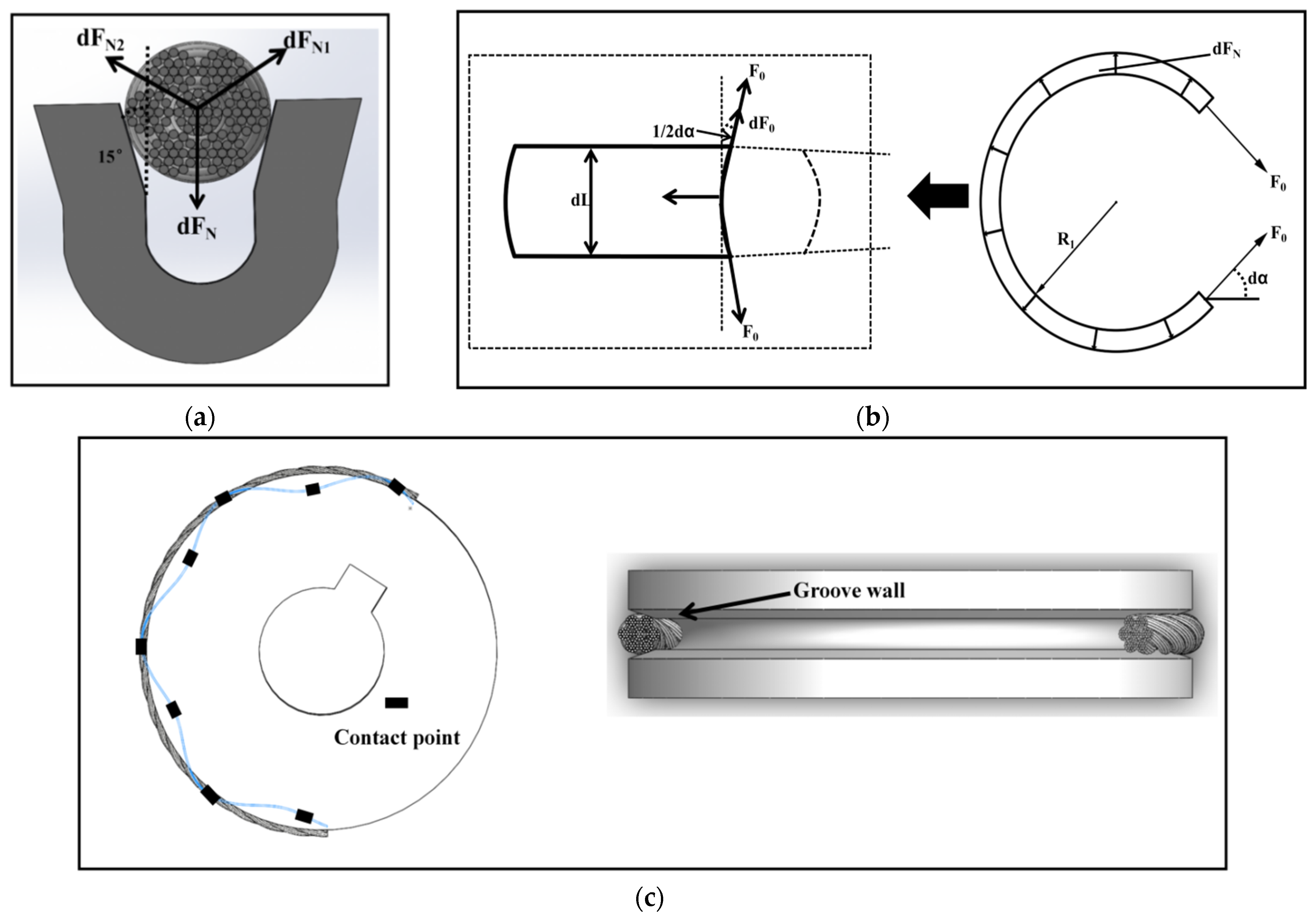
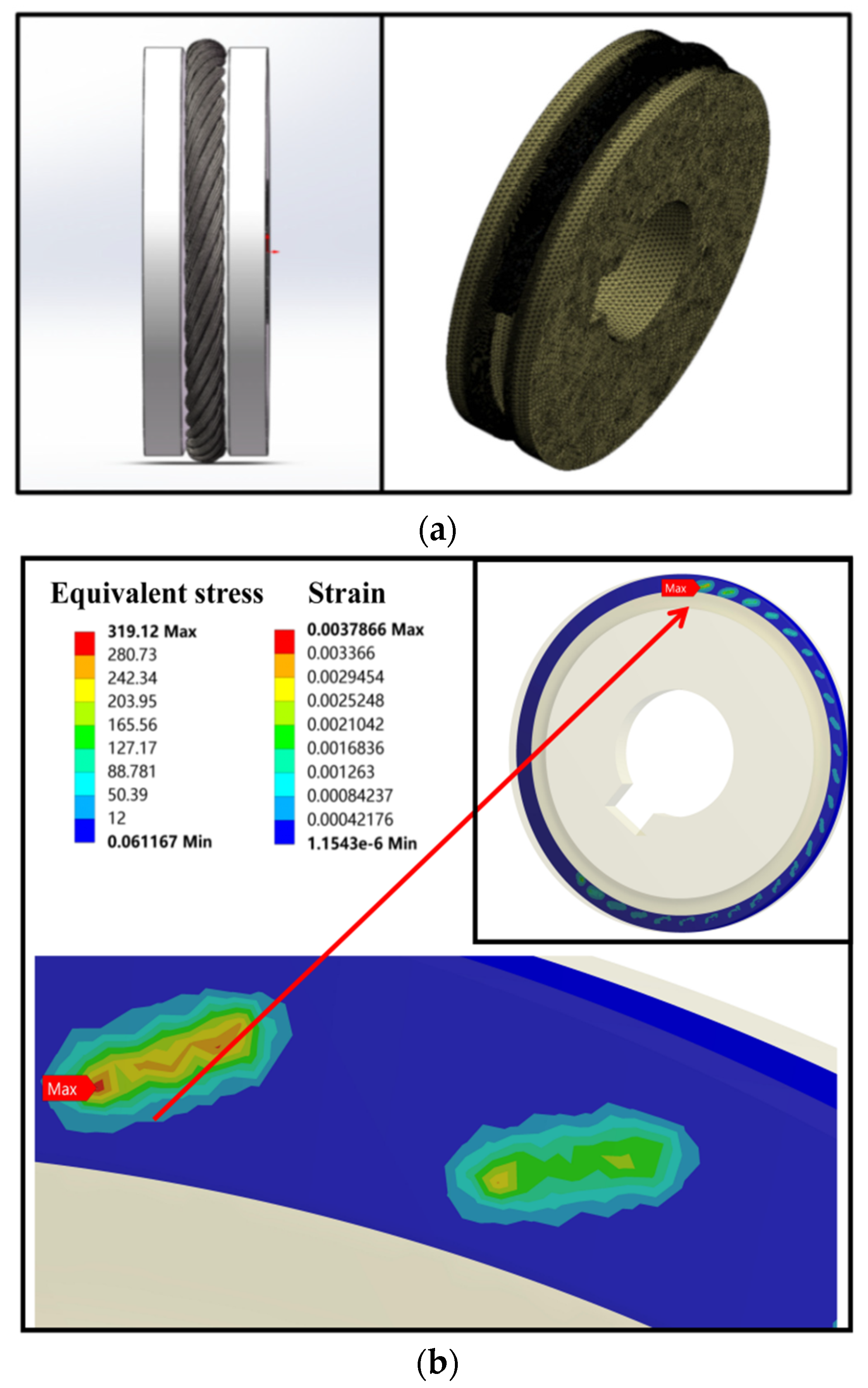
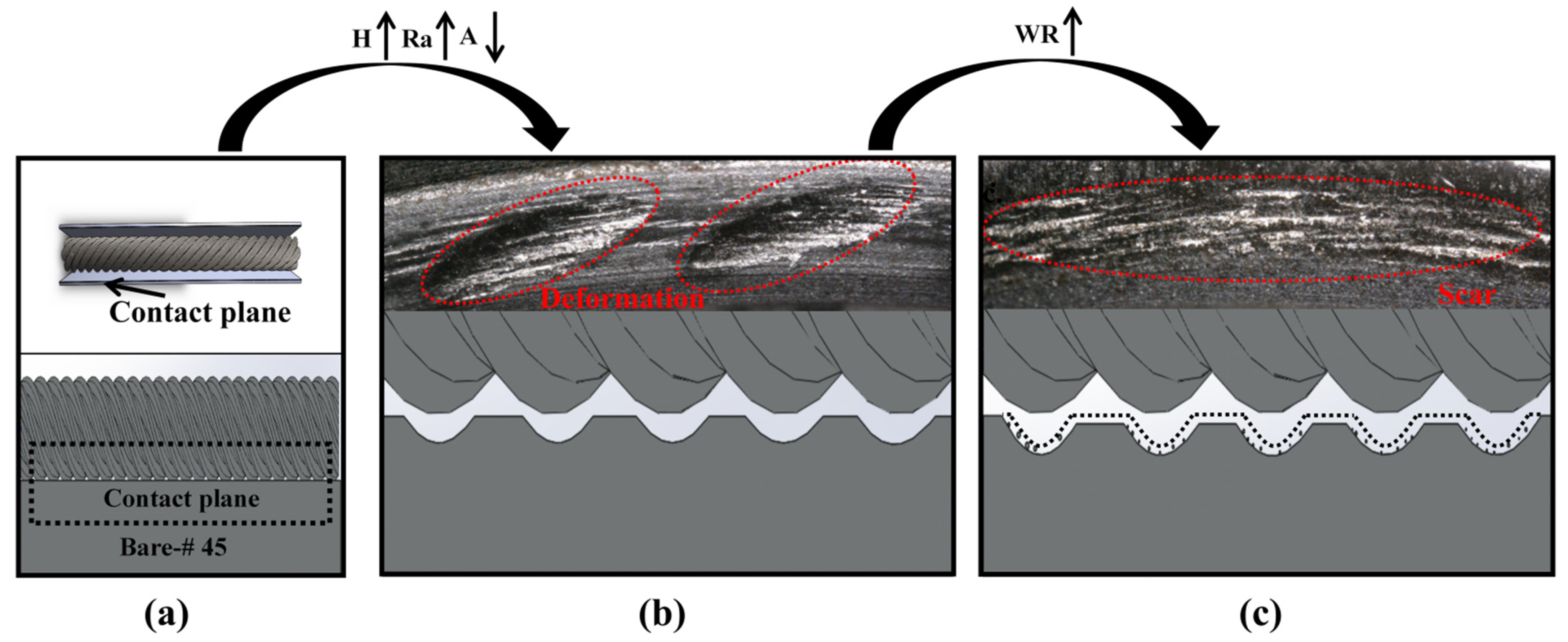
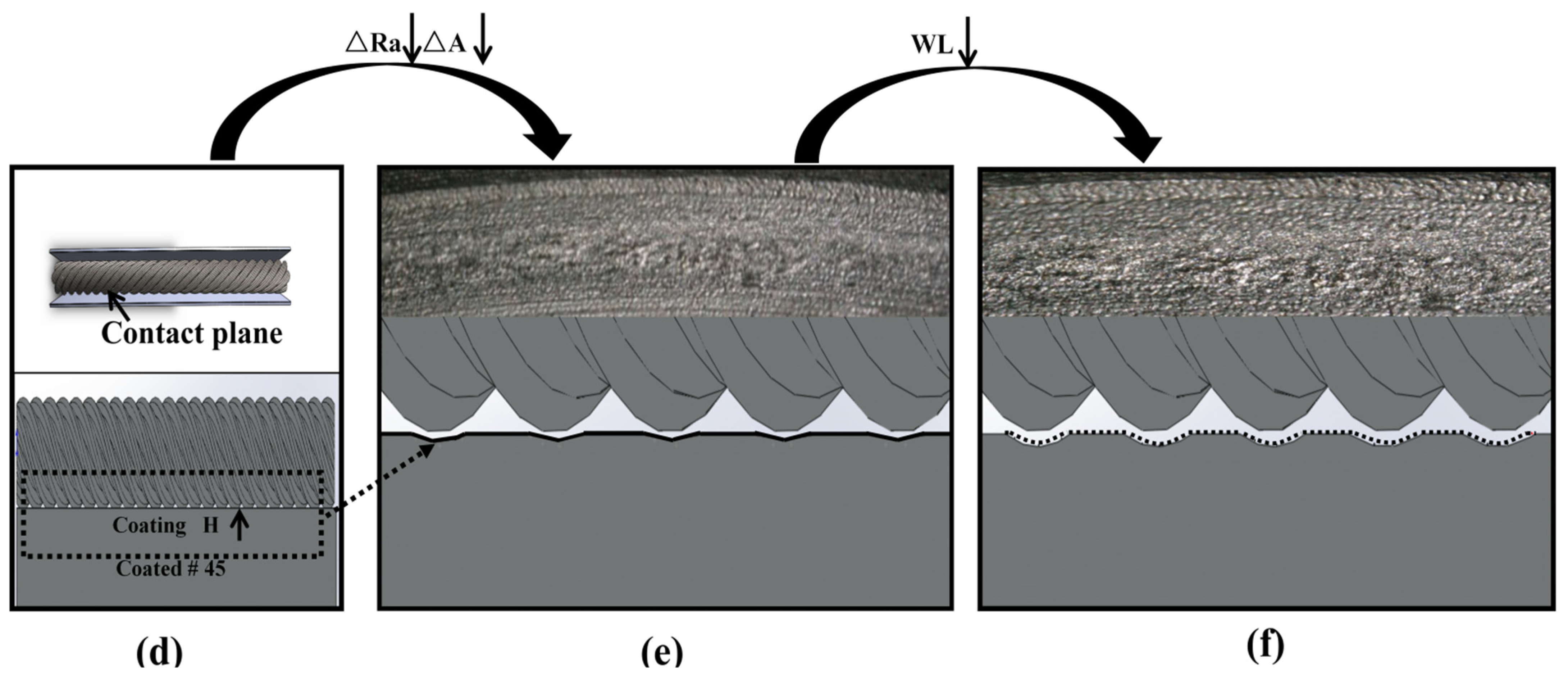
3.4. Mechanism of Enhanced Wear-Resistance Based on FEA
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, S. Characteristics Analysis and Experimental Research on Driving Wheel Set of Self-Propelled Double-Track Orchard Transport. Ph.D. Thesis, Huazhong Agricultural University, Wuhan, China, 2012. [Google Scholar]
- Li, S.; Hou, J.; Wan, Q.; Qiao, A.; Li, W.; Xin, Z.; Liu, X.; Zhang, Z. Friction and wear of driving rope wheel of traction mountain orchard transport. Ransactions Chin. Soc. Agric. Eng. 2021, 37, 71–78. [Google Scholar]
- Pu, H. Theoretical Research and Life Estimation of Non-Rotating Wire Rope for Crane. Ph.D. Thesis, South China University of Technology, Guangzhou, China, 2012. [Google Scholar]
- Zhang, D.; Ge, S.; Qiang, Y. Research on the fatigue and fracture behavior due to the fretting wear of steel wire in hoisting rope. Wear 2003, 255, 1233–1237. [Google Scholar] [CrossRef]
- Xing, J. Design and Simulation of Self-Propelled Double-Track Orchard Transport with Large Slope. Master’s Thesis, Huazhong Agricultural University, Wuhan, China, 2012. [Google Scholar]
- Wang, D.; Zhang, D.; Wang, S.; Ge, S. Finite element analysis of hoisting rope and fretting wear evolution and fatigue life estimation of steel wires. Eng. Fail. Analy. 2013, 27, 173–193. [Google Scholar] [CrossRef]
- Chen, H.; Zhang, H.; Xu, W. Analysis of wear Causes of steel wire rope in mine Hoisting. Sur. Technol. 2009, 38, 85–86. [Google Scholar]
- Zhang, J.; Wang, D.; Zhang, D.; Ge, S.; Wang, D. Dynamic torsional characteristics of mine hoisting rope and its internal spiral components. Tribol. Int. 2017, 109, 182–191. [Google Scholar] [CrossRef]
- Zhou, Z.; Yuan, W.; Fang, T.; Fu, Q. High temperature wear resistance of cobalt-based cladding layer surfacing on H13 steel. Key Eng. Mater. 2019, 815, 81–88. [Google Scholar] [CrossRef]
- Hussein, M.; Adesina, A.; Kumar, M.; Sorour, A.A.; Al Aqeeli, N. Investigations of in vitro corrosion, and wear properties of TiN PVD coating on Ti6Al4V alloy for dental application. Key Eng. Mater. 2019, 813, 1–6. [Google Scholar] [CrossRef]
- Chen, K.; Wang, Y.; Wu, G.; Wang, M.; Zhang, Q.; Yao, J. Simulation and experimental study on temperature characteristics of laser quenching based on scanning galvanometer. Surf. Technol. 2020, 49, 262–269. [Google Scholar]
- Ma, C.; Hu, J.; Liu, Y. Research progress of Metal Infiltration technology on Materials surface. J. Chongqing Inst. Technol. 2016, 10, 70–75. [Google Scholar]
- Wan, Q.; Zhu, F.; Liu, X.; Wei, M.; Wang, S.; Meng, L.; Wang, P.; Dong, W. Microstructures and Properties of High-efficiency Egg-breaking Blade after boronizing and Vanadium vanadium treatment. Trans. Chin. Soc. Agric. Eng. 2020, 36, 291–297. [Google Scholar]
- Ganji, O.; Sajjadi, S.A.; Yang, Z.; Mirjalili, M.; Najari, M.R. On the formation and properties of chromium carbide and vanadium carbide coatings produced on W1 tool steel through thermal reactive diffusion (TRD). Ceram. Int. 2020, 46, 25320–25329. [Google Scholar] [CrossRef]
- Taktak, S.; Ulu, S. Wear behaviour of TRD carbide coatings at elevated temperatures. Ind. Lubr. Tribol. 2010, 62, 37–45. [Google Scholar] [CrossRef]
- Sen, U. Wear properties of niobium carbide coatings performed by pack method on AISI 1040 steel. Thin Solid Film. 2005, 483, 152–157. [Google Scholar] [CrossRef]
- Fan, X.; Yang, Z.; Zhang, C.; Zhang, Y.; Che, H. Evaluation of vanadium carbide coatings on AISI H13 obtained by thermo-reactive deposition/diffusion technique. Surf. Coat. 2010, 205, 641–646. [Google Scholar] [CrossRef]
- Günen, A.; Soylu, B.; Karakas, O. Titanium carbide coating to improve surface characteristic, wear and corrosion resistance of spheroidal graphite cast irons. Surf. Coat. 2022, 437, 279–293. [Google Scholar] [CrossRef]
- Najari, M.R.; Sajjadi, S.A.; Ganji, O. Microstructural evolution and wear properties of chromium carbide coating formed by thermo-reactive diffusion (TRD) process on a cold-work tool steel. Results Surf. Interfaces 2022, 8, 100059. [Google Scholar] [CrossRef]
- Su, X.; Zhao, S.; Hou, J.; Yu, G.; Chen, Y.; Sun, H.; Zhang, P.; Xie, L. Formation of chromium carbide coatings on HT250 steel by thermal diffusion processes in fluoride molten salt bath. Vacuum 2018, 155, 219–223. [Google Scholar] [CrossRef]
- Tan, C.; Zong, X.; Zhou, W.; Cao, H.; Wang, J.; Wang, C.; Peng, J.; Li, Y.; Li, H.; Wang, J.; et al. Insights into the microstructure characteristics, mechanical properties and tribological behaviour of gas-phase chromized coating on GCr15 bearing steel. Surf. Coat. 2022, 443, 215–233. [Google Scholar] [CrossRef]
- Fernandes, F.A.P.; Heck, S.C.; Picon, C.A.; Totten, G.E.; Casteletti, L.C. Wear and corrosion resistance of pack chromised carbon steel. Surf. Eng. 2012, 28, 313–317. [Google Scholar] [CrossRef]
- Kurt, B.; Kucuk, Y.; Sabri, G. Microabrasion wear behavior of VC and CrC coatings deposited by thermoreactive diffusion technique. Tribol. Trans. 2014, 57, 345–352. [Google Scholar] [CrossRef]
- Song, E. Experimental Study on TD Chromizing of Hot Working Die Materials. Master’s Thesis, Wuhan University of Technology, Wuhan, China, 2007. [Google Scholar]
- Zhao, X. Study on chromizing Mechanism of Low temperature Solid Powder. Master’s Thesis, Shandong University, Jinan, China, 2011. [Google Scholar]
- Song, B.; Wang, H.; Cui, W.; Liu, H.; Yang, T. Distributions of stress and deformation in a braided wire rope subjected to torsional loading. J. Strain Anal. Eng. Des. 2018, 54, 3–12. [Google Scholar] [CrossRef]
- Polcar, T.; Vitu, T.; Cvrcek, L.; Vyskocil, J.; Cavaleiro, A. Effects of carbon content on the high temperature friction and wear of chromium carbonitride coatings. Tribol. Int. 2010, 43, 1228–1233. [Google Scholar] [CrossRef]
- Zeng, J.; Hu, J.; Yang, X.; Xu, H.; Li, H.; Guo, N. Evolution of the microstructure and properties of pre-boronized coatings during pack-cementation chromizing. Coatings 2020, 10, 159. [Google Scholar] [CrossRef]
- Elhelaly, M.A.; El-Zomor, M.A.; Attia, M.S.; Youssef, A.O. Characterization and kinetics of chromium carbide coatings on AISI O2 tool steel performed by pack cementation. J. Mater. Eng. Perform. 2022, 31, 365–375. [Google Scholar] [CrossRef]
- Zawischa, M.; Makowski, S.; Kuczyk, M.; Weihnacht, V. Comparison of fracture properties of different amorphous carbon coatings using the scratch test and indentation failure method. Surf. Coat. 2022, 435, 128247. [Google Scholar] [CrossRef]
- Anand, M.; Burmistroviene, G.; Tudela, I.; Verbickas, R.; Lowman, G.; Zhang, Y. Tribological evaluation of soft metallic multilayer coatings for wear applications based on a multiple pass scratch test method. Wear 2017, 388, 39–46. [Google Scholar] [CrossRef]
- Mahdavi, A.; Medvedovski, E.; Leal Mendoza, G.; McDonald, A. Corrosion resistance of boronized, aluminized, and chromized thermal diffusion-coated steels in simulated high-temperature recovery boiler conditions. Coatings 2018, 8, 257. [Google Scholar] [CrossRef]
- Martinsen, M.; Hed, K.O.; Diget, J.S.; Lein, H.L. A novel approach for the evaluation of ice release performance of coatings using static friction measurements. J. Coat. Technol. Res. 2021, 18, 665–676. [Google Scholar] [CrossRef]
- Holmberg, K.; Laukkanen, A.; Ronkainen, H.; Waudby, R.; Stachowiak, G.; Wolski, M.; Podsiadlo, P.; Gee, M.; Nunn, J.; Gachot, G.; et al. Topography orientation effects on friction and wear in sliding DLC and steel contacts, part 3: Experiments under dry and lubricated conditions. Wear 2021, 486, 204093. [Google Scholar] [CrossRef]
- Emrani, A.; Berrada, A.; Bakhouya, M. Modeling and performance evaluation of the dynamic behavior of gravity energy storage with a wire rope hoisting system. J. Energy Storage 2021, 33, 102154. [Google Scholar] [CrossRef]
- Joseph, J.; Haghdadi, N.; Shamlaye, K.; Hodgson, P.; Barnett, M.; Fabijanic, D. The sliding wear behaviour of CoCrFeMnNi and AlxCoCrFeNi high entropy alloys at elevated temperatures—Science Direct. Wear 2019, 428, 32–44. [Google Scholar] [CrossRef]
- Wang, G.; Peng, Y.; Zhu, Z.; Wang, D.; Tang, W.; Chen, G.; Liu, W.; Zhang, Q.; Huang, K. Tribological properties and residual strength of wire rope with different strands during the interlayer-transition stage. Wear 2021, 480, 203930. [Google Scholar] [CrossRef]
- Randall, N.X. The current state-of-the-art in scratch testing of coated systems. Surf. Coat. 2019, 380, 125092. [Google Scholar] [CrossRef]
- Tsigkis, V.; Bashandeh, K.; Lan, P.; Polycarpou, A.A. Tribological behavior of PS400-related tribopairs for space exploration—ScienceDirect. Ribology Int. 2020, 153, 106636. [Google Scholar] [CrossRef]
- Wang, Q.; Rui, X.; Wang, Q.-J.; Bai, Y.; Du, Z.-Z.; Niu, W.-J.; Wang, W.; Wang, K.-S.; Gao, Y. Bonding and wear behaviors of supersonic plasma sprayed Fe-based coatings on Al-Si alloy substrate. Surf. Coat. 2019, 367, 288–301. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Construction | PW (mm) | L (mm) | N | α |
|---|---|---|---|---|
| 8 × 19S + FC | 6.5 | 130 | 19 | 1.25π |
| Material | Elastic Modulus (GPa) | Density (kg·m−3) | Poisson’s Ratio |
|---|---|---|---|
| QT400 (traction wheel) | 183 | 7850 | 0.3 |
| 316 stainless steel (rope) | 200 | 7850 | 0.28 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, S.; Yang, Z.; Wan, Q.; Hou, J.; Xiao, Y.; Zhang, X.; Gao, R.; Meng, L. Increase in Wear Resistance of Traction Wheel via Chromizing: A Study Combining Experiments and Simulations. Coatings 2022, 12, 1275. https://doi.org/10.3390/coatings12091275
Li S, Yang Z, Wan Q, Hou J, Xiao Y, Zhang X, Gao R, Meng L. Increase in Wear Resistance of Traction Wheel via Chromizing: A Study Combining Experiments and Simulations. Coatings. 2022; 12(9):1275. https://doi.org/10.3390/coatings12091275
Chicago/Turabian StyleLi, Shanjun, Zehua Yang, Qiang Wan, Jianfeng Hou, Yangyi Xiao, Xin Zhang, Rui Gao, and Liang Meng. 2022. "Increase in Wear Resistance of Traction Wheel via Chromizing: A Study Combining Experiments and Simulations" Coatings 12, no. 9: 1275. https://doi.org/10.3390/coatings12091275