
Impact of Hot Isostatic Pressing Temperature on Tensile Properties of TA15 Titanium Alloy Produced via Laser Powder Bed Fusion
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
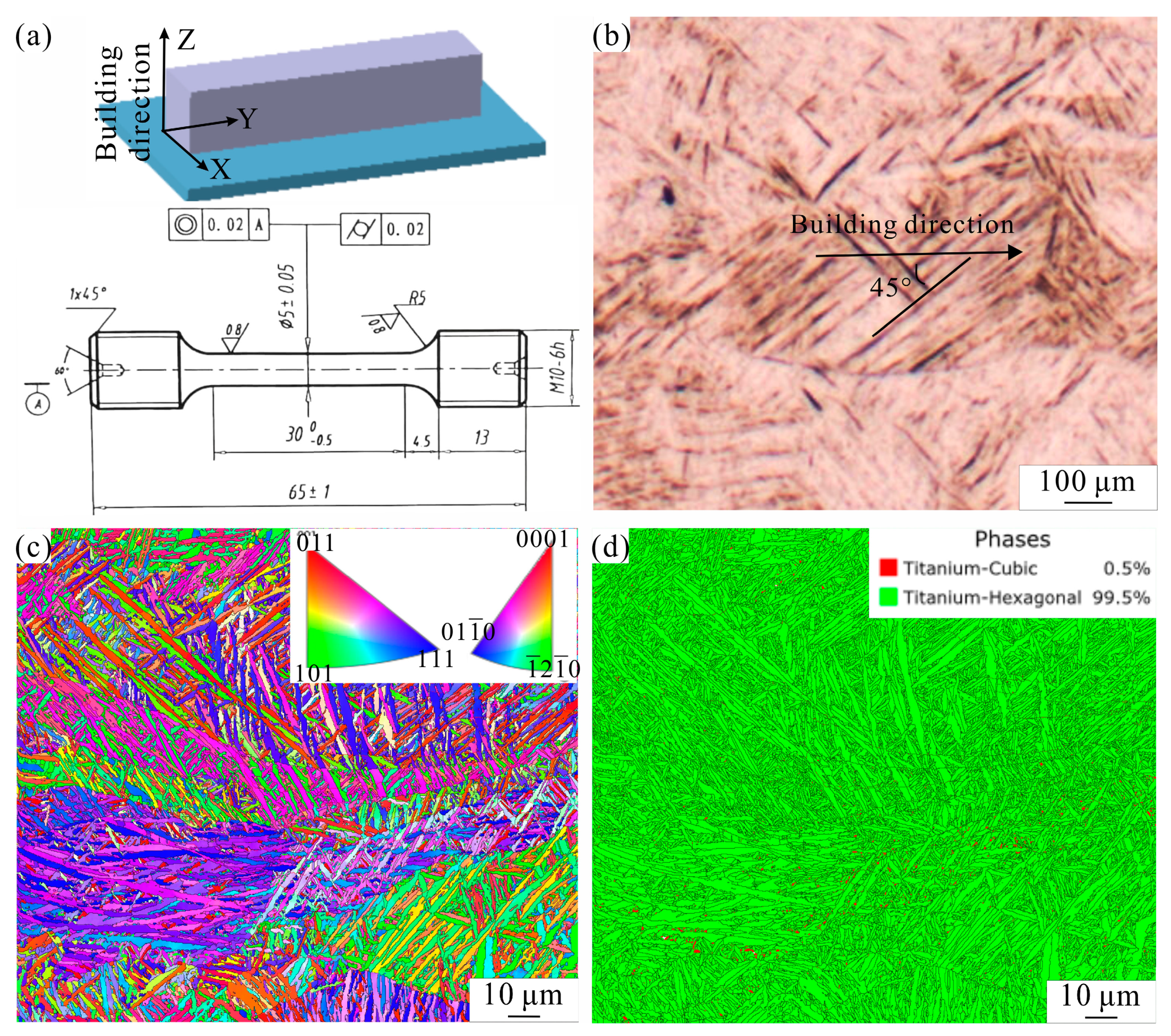
3.1. Microstructure of L-PBF-Fabricated Specimens
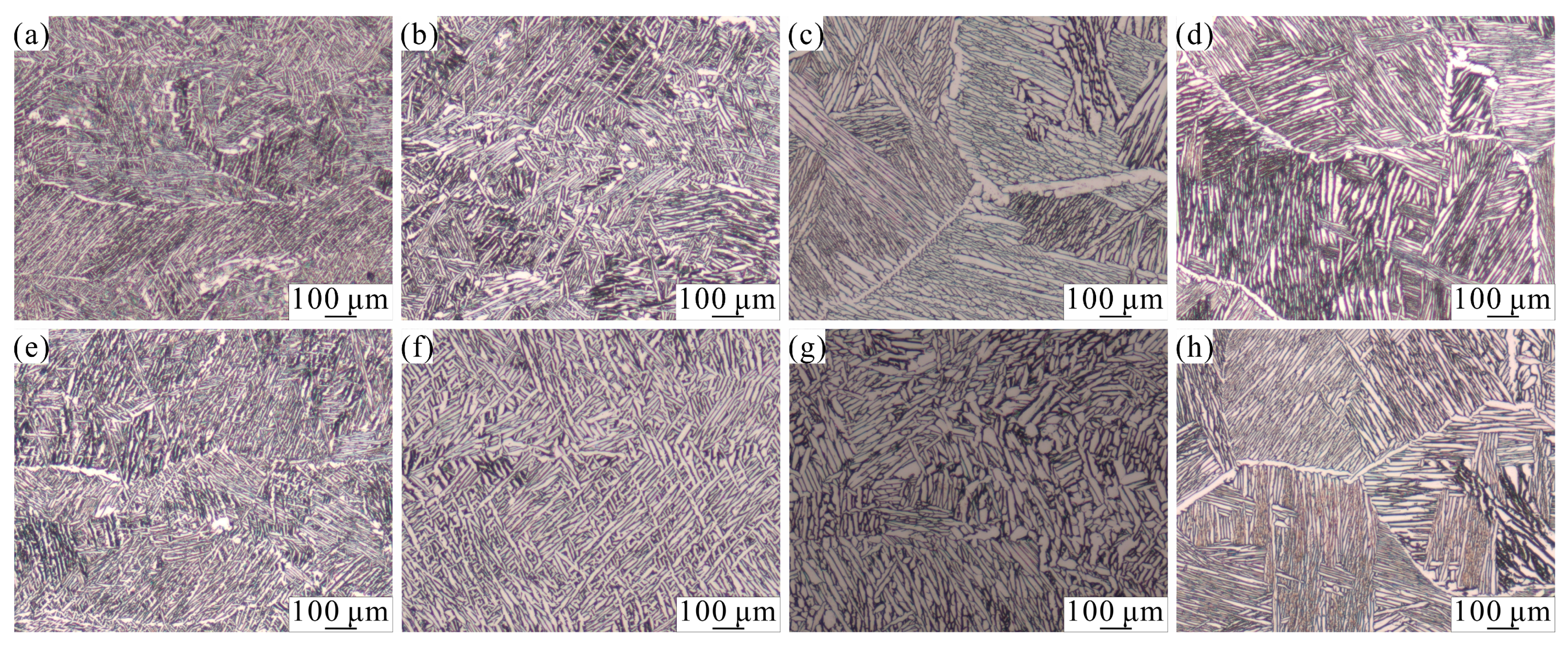
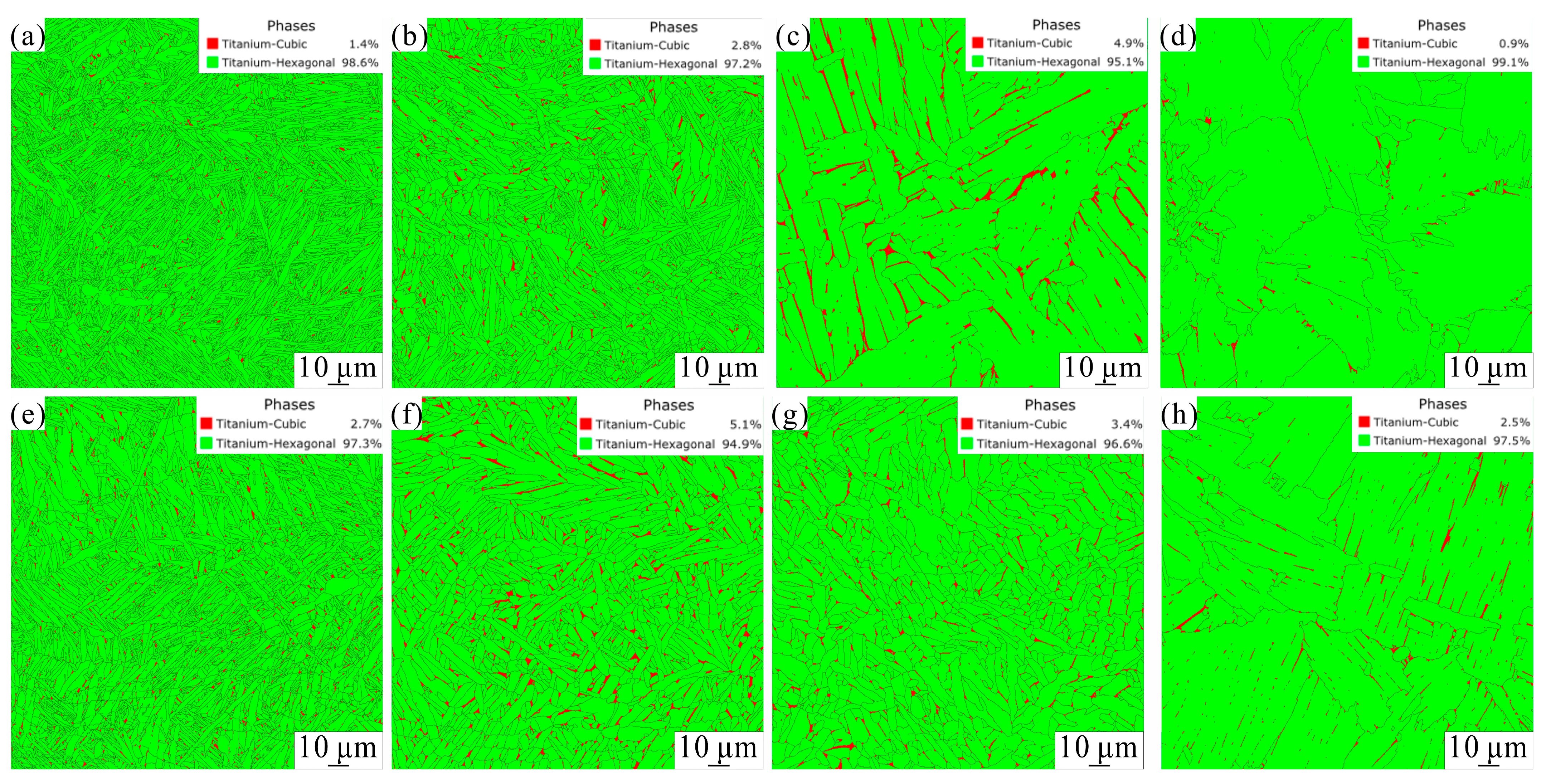
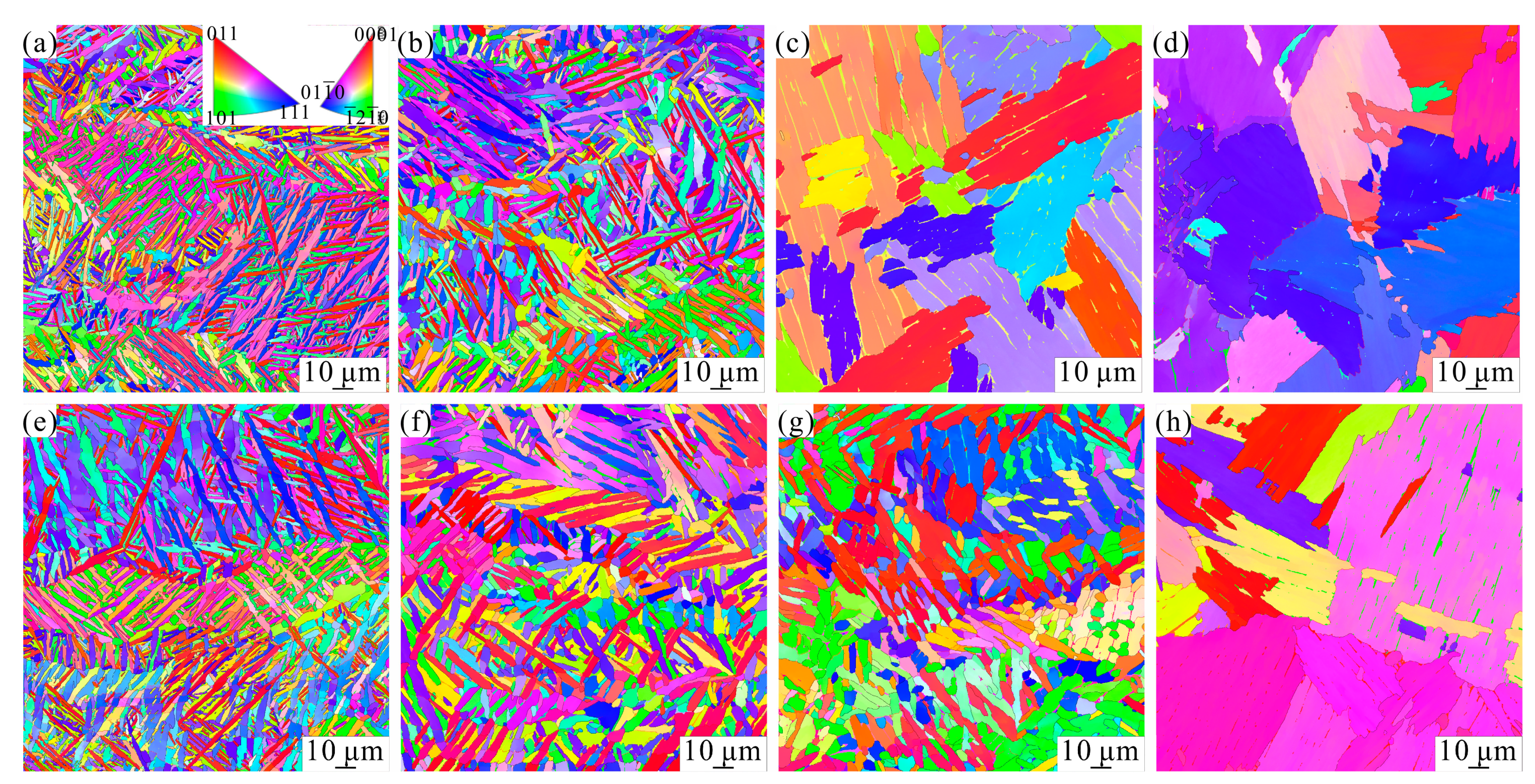
3.2. Microstructure Evolution
3.2.1. Heat Treatment
3.2.2. HIP Treatment
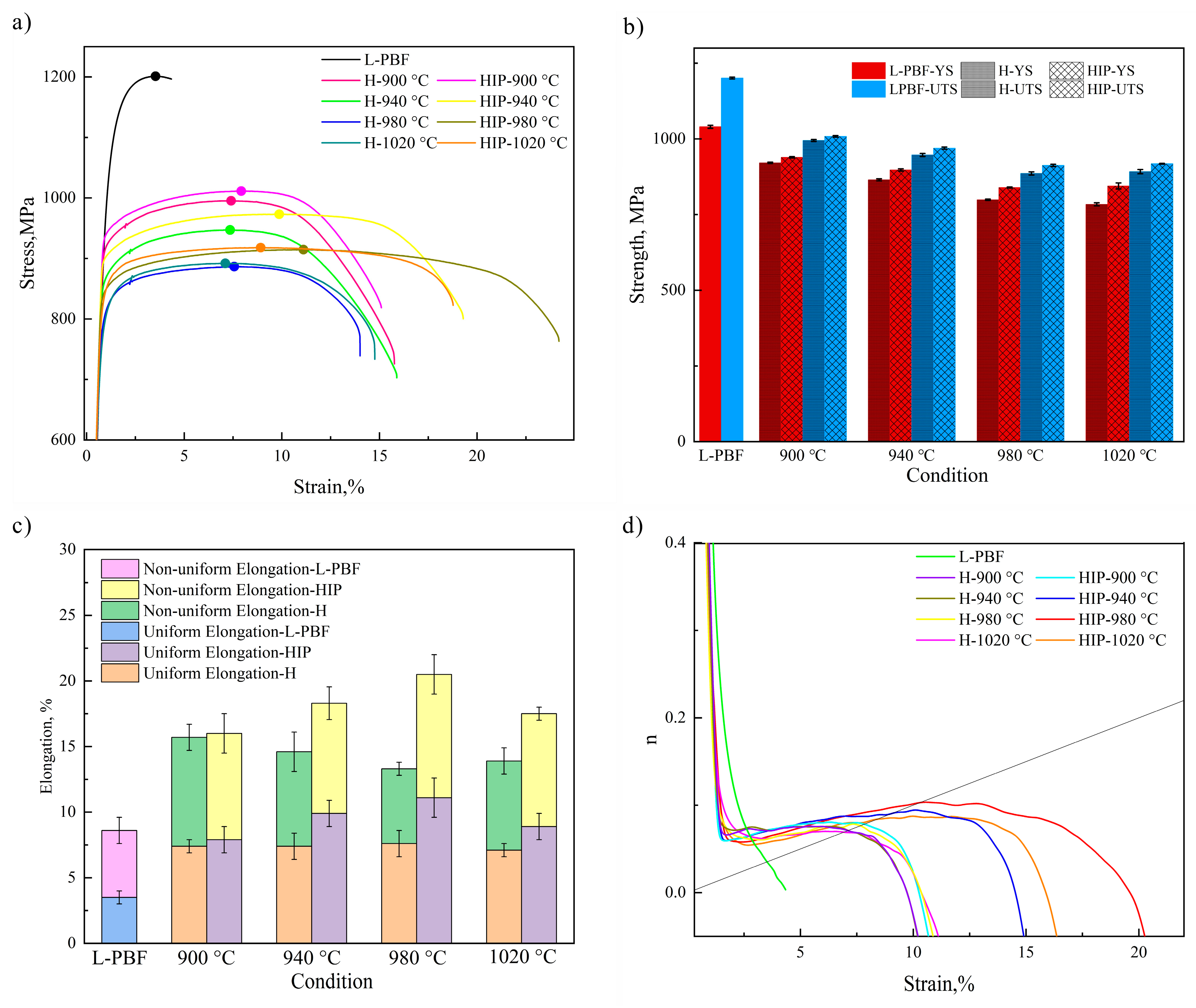
3.3. Tensile Properties
3.4. Fracture Analysis
4. Conclusions
- (1)
- Notable disparities were observed in the microstructure between the heat-treated and HIP-treated specimens within the β phase region. Specifically, the heat-treated specimens exhibited the formation of a distinct Widmanstatten structure at the elevated temperature of 980 °C. In contrast, the microstructure of the HIP-treated specimens was exclusively characterized by the presence of thicker lath α phases. This particular attribute played a pivotal role in augmenting the plasticity, resulting in a staggering increase of up to 20.5%.
- (2)
- In heat-treated specimens, an upward trend in temperature from 900 °C to 1020 °C led to a gradual decrease in UTS (995 MPa, 947 MPa, 886 MPa, and 892 MPa), YS (921 MPa, 865 MPa, 799 MPa, and 784 MPa). The elongation (15.7%, 14.6%, and 13.3%) diminished as the temperature increased from 900 °C to 980 °C. At 1020 °C, the elongation slightly increased to 13.9%. The HIP-treated specimens showcased a declining trend in UTS (1008.5 MPa, 947 MPa, 886 MPa, and 892 MPa) and YS (939 MPa, 897.5 MPa, 839.5 MPa, and 844.5 MPa) with an increase in HIP treatment temperature from 900 °C to 980 °C, after which they experienced a slight increment upon further elevation to 1020 °C. The elongation (16%, 18.3%, and 20.5%) demonstrated a remarkable improvement from 900 °C to 980 °C. At 1020 °C, the elongation decreased to 17.5%.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, Y.; Zhang, S.; Zou, Z.; Shi, Y. Achieving an ideal combination of strength and plasticity in additive manufactured Ti–6.5Al–2Zr–1Mo–1V alloy through the development of tri-modal microstructure. Mater. Sci. Eng. A 2022, 840, 142944. [Google Scholar] [CrossRef]
- Liu, J.; Li, Y.; Zhu, Y.; Yang, Y.; Zhang, R.; Zhang, Z.; Huang, A.; Zhang, K. Enhancing high-temperature strength and ductility in laser powder bed fusion Ti–6.5Al–2Zr–1Mo–1V alloy via heat treatment optimization. Mater. Sci. Eng. A 2022, 859, 144201. [Google Scholar] [CrossRef]
- Rovetta, R.; Ginestra, P.; Ferraro, R.M.; Zohar-Hauber, K.; Giliani, S.; Ceretti, E. Building Orientation and Post Processing of Ti6Al4V Produced by Laser Powder Bed Fusion Process. J. Manuf. Mater. Process. 2023, 7, 43. [Google Scholar] [CrossRef]
- Rahulan, N.; Sharma, S.S.; Rakesh, N.; Sambhu, R. A short review on mechanical properties of SLM titanium alloys based on recent research works. Mater. Today Proc. 2022, 54, 451–456. [Google Scholar] [CrossRef]
- Voisin, T.; Calta, N.P.; Khairallah, S.A.; Forien, J.B.; Balogh, L.; Cunningham, R.W.; Rollett, A.D.; Wang, Y.M. Defects-dictated tensile properties of selective laser melted Ti-6Al-4V. Mater. Des. 2018, 158, 113–126. [Google Scholar]
- Bedmar, J.; de la Pezuela, J.; Riquelme, A.; Torres, B.; Rams, J. Impact of Remelting in the Microstructure and Corrosion Properties of the Ti6Al4V Fabricated by Selective Laser Melting. Coatings 2022, 12, 284. [Google Scholar] [CrossRef]
- Yeganeh, M.; Shahryari, Z.; Talib Khanjar, A.; Hajizadeh, Z.; Shabani, F. Inclusions and Segregations in the Selective Laser-Melted Alloys: A Review. Coatings 2023, 13, 1295. [Google Scholar]
- Zheng, X.; Wang, K.; Zhang, C.; Xin, R.; Liu, Q. Evolution mechanism of lamellar α and interlayered β during hot compression of TC21 titanium alloy with a widmanstatten structure. Chin. J. Aeronaut. 2022, 35, 475–483. [Google Scholar] [CrossRef]
- Ponnusamy, P.; Sharma, B.; Masood, S.H.; Rashid, R.A.R.; Rashid, R.; Palanisamy, S.; Ruan, D. A study of tensile behavior of SLM processed 17-4 PH stainless steel. Mater. Today Proc. 2021, 45, 4531–4534. [Google Scholar] [CrossRef]
- Zhao, D.L.; Han, C.J.; Li, Y.; Li, J.J.; Zhou, K.; Wei, Q.S.; Liu, J.; Shi, Y.S. Improvement on mechanical properties and corrosion resistance of titanium-tantalum alloys in-situ fabricated via selective laser melting. J. Alloys Compd. 2019, 804, 288–298. [Google Scholar] [CrossRef]
- Aufa, A.N.; Hassan, M.Z.; Ismail, Z. Recent advances in Ti-6Al-4V additively manufactured by selective laser melting for biomedical implants: Prospect development. J. Alloys Compd. 2022, 896, 163072. [Google Scholar]
- Wu, X.P.; Zhang, D.Y.; Guo, Y.W.; Zhang, T.; Liu, Z.Y. Microstructure and mechanical evolution behavior of LPBF (laser powder bed fusion)-fabricated TA15 alloy. J. Alloys Compd. 2021, 873, 159639. [Google Scholar] [CrossRef]
- Cai, C.; Song, B.; Xue, P.; Wei, Q.; Yan, C.; Shi, Y. A novel near α-Ti alloy prepared by hot isostatic pressing: Microstructure evolution mechanism and high temperature tensile properties. Mater. Des. 2016, 106, 371–379. [Google Scholar] [CrossRef]
- Li, P.; Warner, D.H.; Pegues, J.W.; Roach, M.D.; Shamsaei, N.; Phan, N. Investigation of the mechanisms by which hot isostatic pressing improves the fatigue performance of powder bed fused Ti-6Al-4V. Int. J. Fatigue 2019, 120, 342–352. [Google Scholar] [PubMed]
- Liu, Z.; Li, R.; Chen, D.; Sun, Y.; He, B.; Zou, Y. Enhanced tensile ductility of an additively manufactured near-α titanium alloy by microscale shear banding. Int. J. Plast. 2022, 157, 103387. [Google Scholar]
- Xu, L.; Guo, R.P.; Bai, C.G.; Lei, J.F.; Yang, R. Effect of Hot Isostatic Pressing Conditions and Cooling Rate on Microstructure and Properties of Ti-6Al-4V Alloy from Atomized Powder. J. Mater. Sci. Technol. 2014, 30, 1289–1295. [Google Scholar] [CrossRef]
- Yu, H.C.; Li, F.Z.; Wang, Z.M.; Zeng, X.Y. Fatigue performances of selective laser melted Ti-6Al-4V alloy: Influence of surface finishing, hot isostatic pressing and heat treatments. Int. J. Fatigue 2019, 120, 175–183. [Google Scholar] [CrossRef]
- Cai, C.; Gao, X.; Teng, Q.; Kiran, R.; Liu, J.; Wei, Q.; Shi, Y. Hot isostatic pressing of a near α-Ti alloy: Temperature optimization, microstructural evolution and mechanical performance evaluation. Mater. Sci. Eng. A 2021, 802, 140426. [Google Scholar] [CrossRef]
- Li, R.; Wang, H.; He, B.; Li, Z.; Zhu, Y.; Zheng, D.; Tian, X.; Zhang, S. Effect of α texture on the anisotropy of yield strength in Ti–6Al–2Zr–1Mo–1V alloy fabricated by laser directed energy deposition technique. Mater. Sci. Eng. A 2021, 824, 141771. [Google Scholar]
- Wang, Y.; Xue, X.; Kou, H.; Chang, J.; Yin, Z.; Li, J. Improvement of microstructure homogenous and tensile properties of powder hot isostatic pressed TA15 titanium alloy via heat treatment. Mater. Lett. 2022, 311, 131585. [Google Scholar] [CrossRef]
- Huang, S.; Sun, B.B.; Guo, S.Q. Microstructure and property evaluation of TA15 titanium alloy fabricated by selective laser melting after heat treatment. Opt. Laser Technol. 2021, 144, 107422. [Google Scholar]
- Lv, Z.J.; Li, H.F.; Che, L.D.; Chen, S.; Zhang, P.J.; He, J.; Wu, Z.F.; Niu, S.T.; Li, X.Y. Effects of HIP Process Parameters on Microstructure and Mechanical Properties of Ti-6Al-4V Fabricated by SLM. Metals 2023, 13, 991. [Google Scholar] [CrossRef]
- Vilaro, T.; Colin, C.; Bartout, J.D. As-Fabricated and Heat-Treated Microstructures of the Ti-6Al-4V Alloy Processed by Selective Laser Melting. Metall. Mater. Trans. A 2011, 42, 3190–3199. [Google Scholar] [CrossRef]
- Jiang, J.J.; Ren, Z.H.; Ma, Z.B.; Zhang, T.; Zhang, P.; Zhang, D.Z.; Mao, Z.F. Mechanical properties and microstructural evolution of TA15 Ti alloy processed by selective laser melting before and after annealing. Mater. Sci. Eng. A 2020, 772, 138742. [Google Scholar] [CrossRef]
- Hu, Y.B.; Chen, H.N.; Jia, X.H.; Liang, X.D.; Lei, J.B. Heat treatment of titanium manufactured by selective laser melting: Microstructure and tensile properties. J. Mater. Res. Technol. 2022, 18, 245–254. [Google Scholar] [CrossRef]
- Simonelli, M.; Tse, Y.Y.; Tuck, C. Effect of the build orientation on the mechanical properties and fracture modes of SLM Ti–6Al–4V. Mater. Sci. Eng. A 2014, 616, 1–11. [Google Scholar] [CrossRef]
- Kazantseva, N.; Krakhmalev, P.; Thuvander, M.; Yadroitsev, I.; Vinogradova, N.; Ezhov, I. Martensitic transformations in Ti-6Al-4V (ELI) alloy manufactured by 3D Printing. Mater. Charact. 2018, 146, 101–112. [Google Scholar] [CrossRef]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar]
- Zhang, T.; Liu, C.-T. Design of titanium alloys by additive manufacturing: A critical review. Adv. Powder Mater. 2022, 1, 100014. [Google Scholar]
- Zhang, X.Y.; Fang, G.; Leeflang, S.; Bottger, A.J.; Zadpoor, A.A.; Zhou, J. Effect of subtransus heat treatment on the microstructure and mechanical properties of additively manufactured Ti-6Al-4V alloy. J. Alloys Compd. 2018, 735, 1562–1575. [Google Scholar] [CrossRef]
- Hattal, A.; Mukhtarova, K.; Djemai, M.; Chauveau, T.; Hocini, A.; Fouchet, J.J.; Bacroix, B.; Gubicza, J.; Dirras, G. Effect of hot isostatic pressing on microstructure and mechanical properties of Ti6Al4V-zirconia nanocomposites processed by laser-powder bed fusion. Mater. Des. 2022, 214, 110392. [Google Scholar] [CrossRef]
- de Formanoir, C.; Brulard, A.; Vivès, S.; Martin, G.; Prima, F.; Michotte, S.; Rivière, E.; Dolimont, A.; Godet, S. A strategy to improve the work-hardening behavior of Ti–6Al–4V parts produced by additive manufacturing. Mater. Res. Lett. 2016, 5, 201–208. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ti | Al | Zr | Mo | V | Si | Fe | C | O | H |
|---|---|---|---|---|---|---|---|---|---|
| Bal | 6.32 | 2.04 | 1.29 | 1.75 | 0.01 | 0.02 | 0.006 | 0.05 | 0.0015 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ci, S.; Hu, J.; Cheng, Z.; Liu, Q.; Xie, S.; Cai, X.; Dong, D.; Wang, Q. Impact of Hot Isostatic Pressing Temperature on Tensile Properties of TA15 Titanium Alloy Produced via Laser Powder Bed Fusion. Coatings 2023, 13, 1742. https://doi.org/10.3390/coatings13101742
Ci S, Hu J, Cheng Z, Liu Q, Xie S, Cai X, Dong D, Wang Q. Impact of Hot Isostatic Pressing Temperature on Tensile Properties of TA15 Titanium Alloy Produced via Laser Powder Bed Fusion. Coatings. 2023; 13(10):1742. https://doi.org/10.3390/coatings13101742
Chicago/Turabian StyleCi, Shiwei, Jiaqi Hu, Zonghui Cheng, Qingwei Liu, Suijie Xie, Xiaoye Cai, Dingping Dong, and Qiwei Wang. 2023. "Impact of Hot Isostatic Pressing Temperature on Tensile Properties of TA15 Titanium Alloy Produced via Laser Powder Bed Fusion" Coatings 13, no. 10: 1742. https://doi.org/10.3390/coatings13101742