
Correlation of Tensile Properties of Arc-Sprayed Coatings and Easy Testing Methods

 ,
,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Substrate and Raw Materials
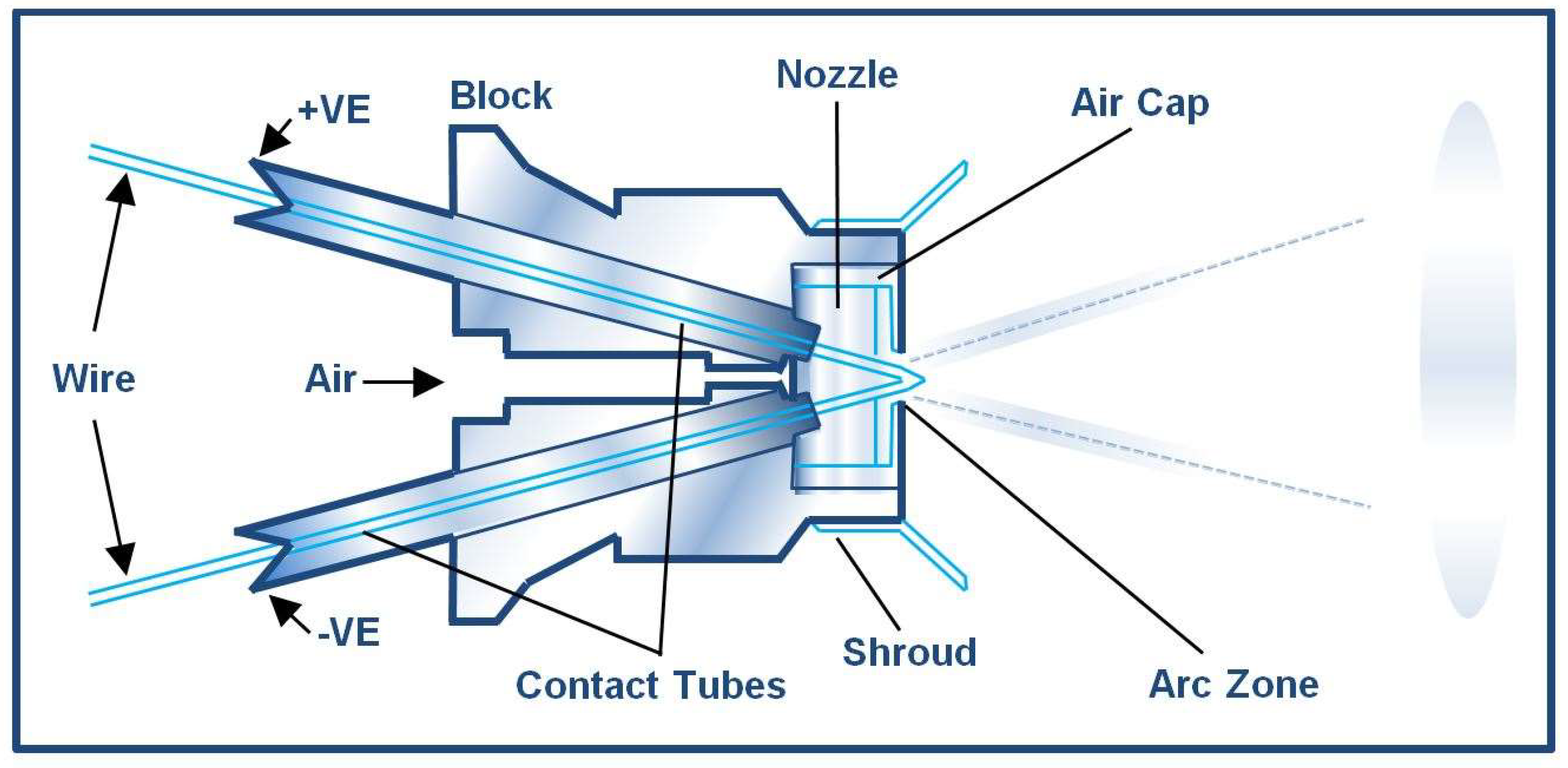
2.2. Spray Process and Parameters
2.3. Microstructural Characterization
2.4. Mechanical Properties
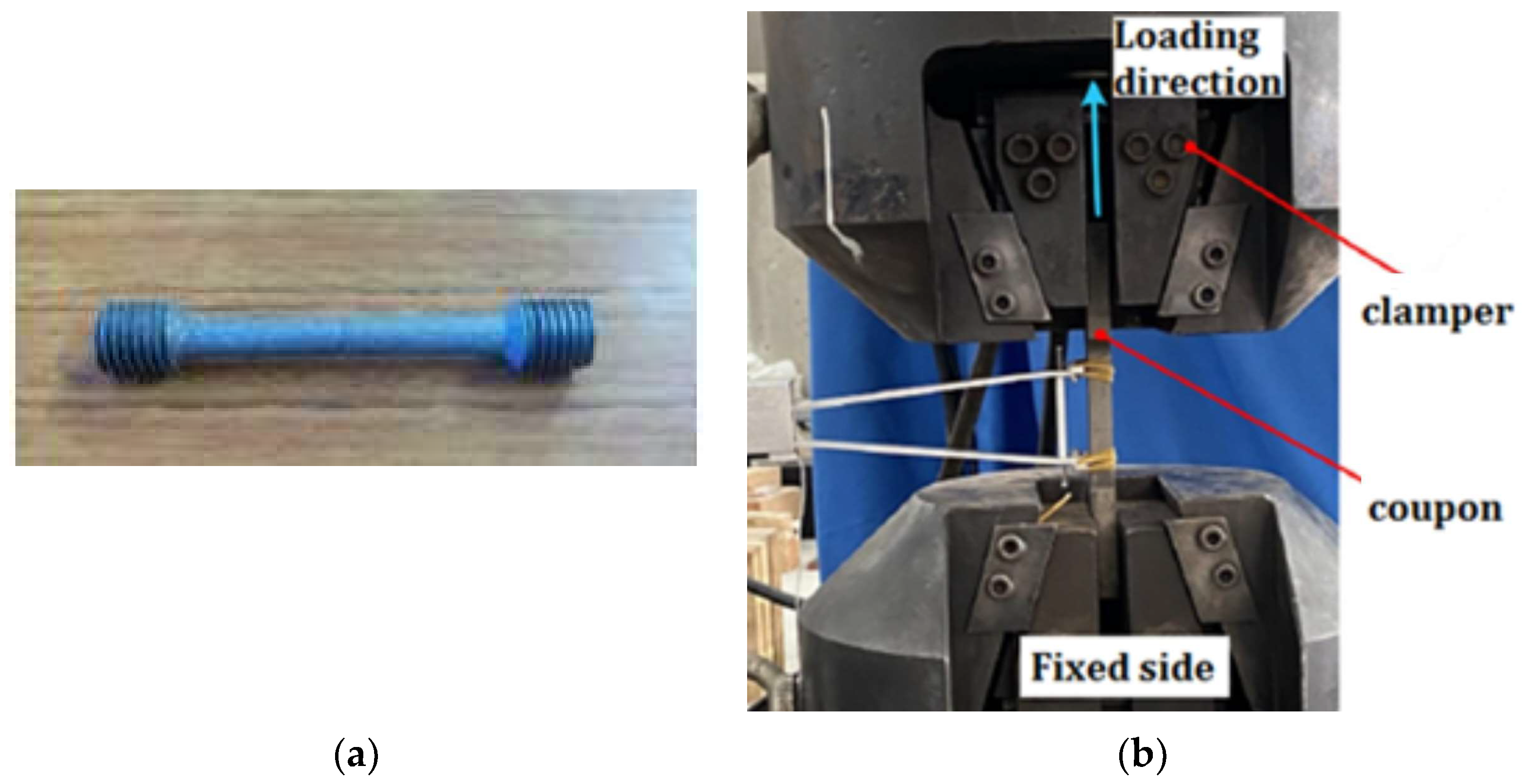
2.4.1. Uniaxial Tensile Test
2.4.2. Hardness and Impact Resistance
3. Results
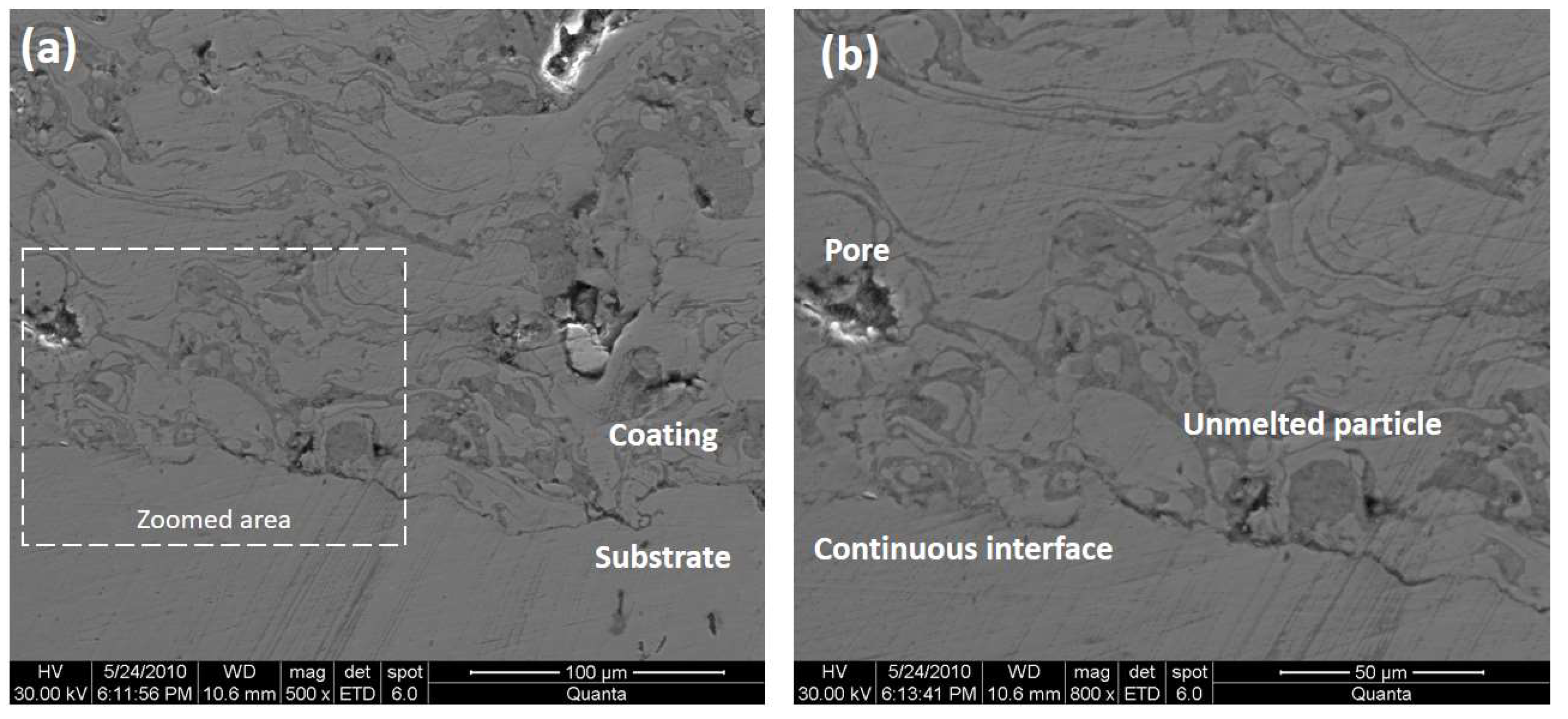
3.1. Microstructural Characterization
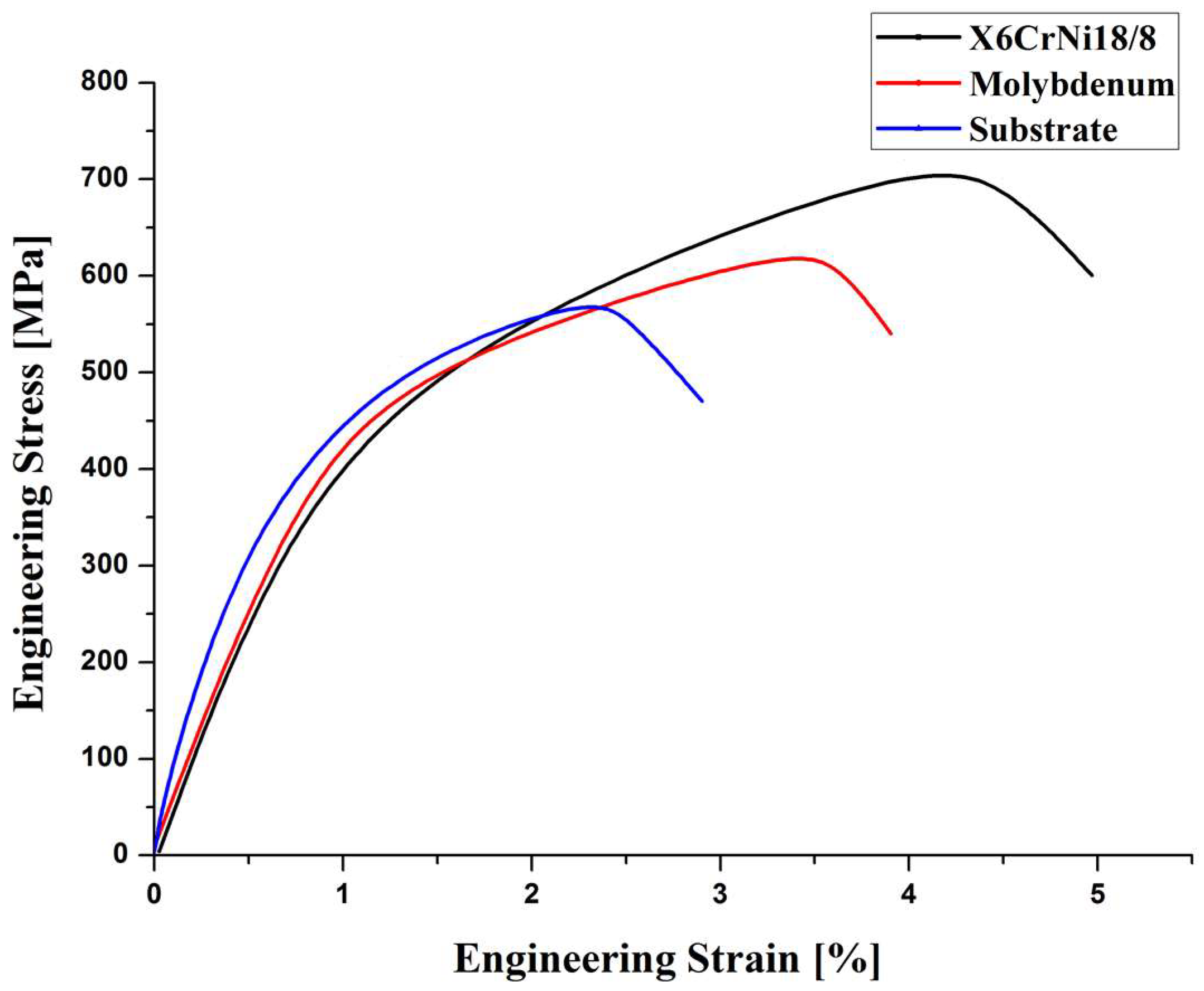
3.2. Mechanical Properties
4. Discussion
5. Conclusions
- -
- Total elongation was dependent on the interface integrity, while the impact resistance was sensible for the level of defects;
- -
- Yield strength and hardness could be correlated. The value of this relationship (constraint factor) depends on the microstructure. Comparing other values reported in the literature showed that the testing details are critical to assertively conclude the use of the constraint factor determined from tests performed with coated substrates. Hardness applied with high loads seems suitable to estimate the resistance of coatings for structural parts.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bhattacharya, A.K.; Nix, W.D. Analysis of elastic and plastic deformation associated with indentation testing of thin films on substrates. Int. J. Solids Struct. 1988, 24, 1287–1298. [Google Scholar] [CrossRef]
- Matthews, A.; Leyland, A.; Holmberg, K.; Ronkainen, H. Design aspects for advanced tribological surface coatings. Surf. Coat. Technol. 1998, 100, 1–6. [Google Scholar] [CrossRef]
- Paredes, R.S.; Amico, S.C.; d’Oliveira, A.S.C.M. The effect of roughness and pre-heating of the substrate on the morphology of aluminium coatings deposited by thermal spraying. Surf. Coat. Technol. 2006, 200, 3049–3055. [Google Scholar] [CrossRef]
- ASTM C633-13; Standard Test Method for Adhesion or Cohesion Strength of Thermal Spray Coatings. ASTM International: West Conshohocken, PA, USA, 2021; pp. 1–8.
- ASTM C1624-22; Standard Test Method for Adhesion Strength and Mechanical Failure Modes of Ceramic Coatings by Quantitative Single Point Scratch Testing. ASTM International: West Conshohocken, PA, USA, 2022; pp. 1–29.
- Ashby, M.F.; Jones, D.R.H. Engineering Materials 1: An Introduction to Properties, Applications and Design, 1st ed.; Elsevier: Amsterdam, The Netherlands, 2012; Volume 1. [Google Scholar]
- Pintaude, G. Hardness as an indicator of material strength: A critical review. Crit. Rev. Solid State Mater. Sci. 2022, in press. [Google Scholar] [CrossRef]
- Li, H.F.; Duan, Q.Q.; Zhang, P.; Zhang, Z.F. The Relationship between Strength and Toughness in Tempered Steel: Trade-Off or Invariable? Adv. Eng. Mater. 2019, 21, 1801116. [Google Scholar] [CrossRef]
- Gärtner, F.; Stoltenhoff, T.; Voyer, J.; Kreye, H.; Riekehr, S.; Kocak, M. Mechanical properties of cold-sprayed and thermally sprayed copper coatings. Surf. Coat. Technol. 2006, 200, 6770–6782. [Google Scholar] [CrossRef]
- ISO 6892-1:2019; Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature. ISO: Geneva, Switzerland, 2019; pp. 1–78.
- ISO 179-2:2020; Plastics—Determination of Charpy Impact Properties—Part 2: Instrumented Impact Test. ISO: Geneva, Switzerland, 2020; pp. 1–23.
- Ozgurluk, Y. Investigation of oxidation and hot corrosion behavior of molybdenum coatings produced by high-velocity oxy-fuel coating method. Surf. Coat. Technol. 2022, 444, 128641. [Google Scholar] [CrossRef]
- Bradai, M.A.; Braccini, M.; Ati, A.; Bounar, N.; Benabbas, A. Microstructure and adhesion of 100Cr6 steel coatings thermally sprayed on a 35CrMo4 steel substrate. Surf. Coat. Technol. 2008, 202, 4538–4543. [Google Scholar] [CrossRef]
- Al-Ghonamy, A.I.; Ramadan, M.; Fathy, N.; Hafez, K.M.; El-Wakil, A.A. Effect of graphite nodularity on mechanical properties of ductile iron for waterworks fittings and accessories. Int. J. Civil. Environ. Eng. 2010, 10, 1–5. [Google Scholar]
- Ham, G.S.; Kreethi, R.; Kim, H.J.; Yoon, S.H.; Lee, K.A. Effects of different HVOF thermal sprayed cermet coatings on tensile and fatigue properties of AISI 1045 steel. J. Mater. Res. Technol. 2021, 15, 6647–6658. [Google Scholar] [CrossRef]
- Umemoto, M.; Liu, Z.G.; Tsuchiya, K.; Sugimoto, S.; Bepari, M.M.A. Relationship between Hardness and Tensile Properties in Various Single Structured Steels. Mater. Sci. Technol. 2001, 17, 505–511. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Fe |
|---|---|---|---|---|---|
| 0.14 | 0.05 | 1.2 | 0.11 | 0.27 | bal |
| As-Sprayed Materials | C | Ni | Mn | Cr | Mo | Fe | Other |
|---|---|---|---|---|---|---|---|
| X6CrNi18-8 | 0.06 | 8 | 3 | 18 | - | bal | 0.2 |
| Molybdenum | - | - | - | - | 99 | - | 1 |
| Spray Parameters | |
|---|---|
| Pressure | 4 bar |
| Pressure of the air | 3 bar |
| Wire feed speed | 0.06 m/s |
| Generator voltage | 30 V |
| Generator intensity | 100 A |
| Distance projection | 140 mm |
| Angle | 90° |
| Nozzle feed speed | 4 mm/tour |
| Material | Yield Strength, MPa | Total Elongation, % | Hardness, HV25 | Impact Resistance, J/cm2 |
|---|---|---|---|---|
| X6CrNi18-8 coating | 535 ± 4 | 4.48± 0.07 | 248 ± 13 | 4.4 ± 0.8 |
| Mo coating | 430 ± 7 | 3.63± 0.09 | 227 ± 10 | 8 ± 2 |
| Substrate | 332 ± 4 | 2.24 ± 0.03 | 136 ± 8 | n.d. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Idir, A.; Younes, R.; Bradai, M.A.; Sadeddine, A.; Baiamonte, L.; Pintaude, G. Correlation of Tensile Properties of Arc-Sprayed Coatings and Easy Testing Methods. Coatings 2023, 13, 878. https://doi.org/10.3390/coatings13050878
Idir A, Younes R, Bradai MA, Sadeddine A, Baiamonte L, Pintaude G. Correlation of Tensile Properties of Arc-Sprayed Coatings and Easy Testing Methods. Coatings. 2023; 13(5):878. https://doi.org/10.3390/coatings13050878
Chicago/Turabian StyleIdir, Abdelhek, Rassim Younes, Mohand A. Bradai, Abdelhamid Sadeddine, Lidia Baiamonte, and Giuseppe Pintaude. 2023. "Correlation of Tensile Properties of Arc-Sprayed Coatings and Easy Testing Methods" Coatings 13, no. 5: 878. https://doi.org/10.3390/coatings13050878
APA StyleIdir, A., Younes, R., Bradai, M. A., Sadeddine, A., Baiamonte, L., & Pintaude, G. (2023). Correlation of Tensile Properties of Arc-Sprayed Coatings and Easy Testing Methods. Coatings, 13(5), 878. https://doi.org/10.3390/coatings13050878