
Plasma Spraying NiCoCrAlY-Cr2O3-AgMo Coatings: Fabrication and Tribological Mechanisms


Abstract
:1. Introduction
2. Experiment and Details
2.1. Preparation of NiCoCrAlY-Cr2O3-AgMo Coating
2.2. Friction and Wear Tests
3. Results and Discussion
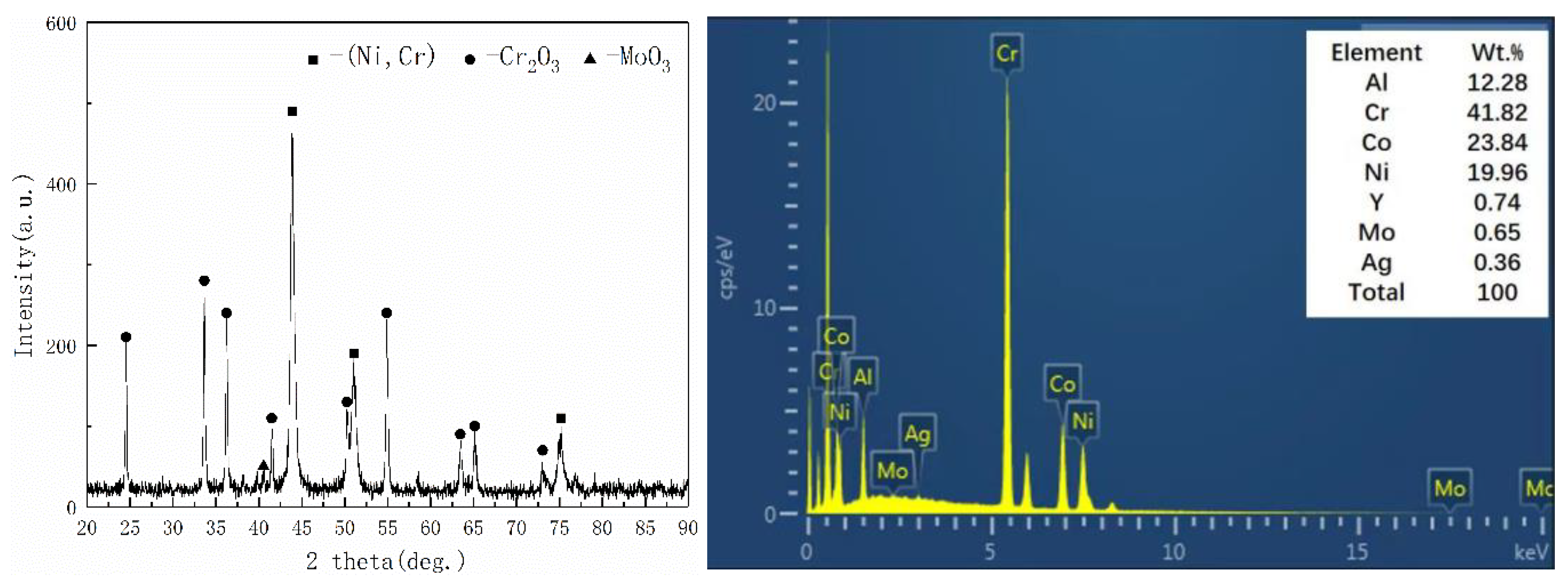
3.1. Morphology and Compositional Analysis of NiCoCrAlY-Cr2O3-AgMo Coating
3.2. Room Temperature Tribological Performance
3.3. High-Temperature Tribological Performance
3.4. Wear Mechanism Analysis
4. Conclusions
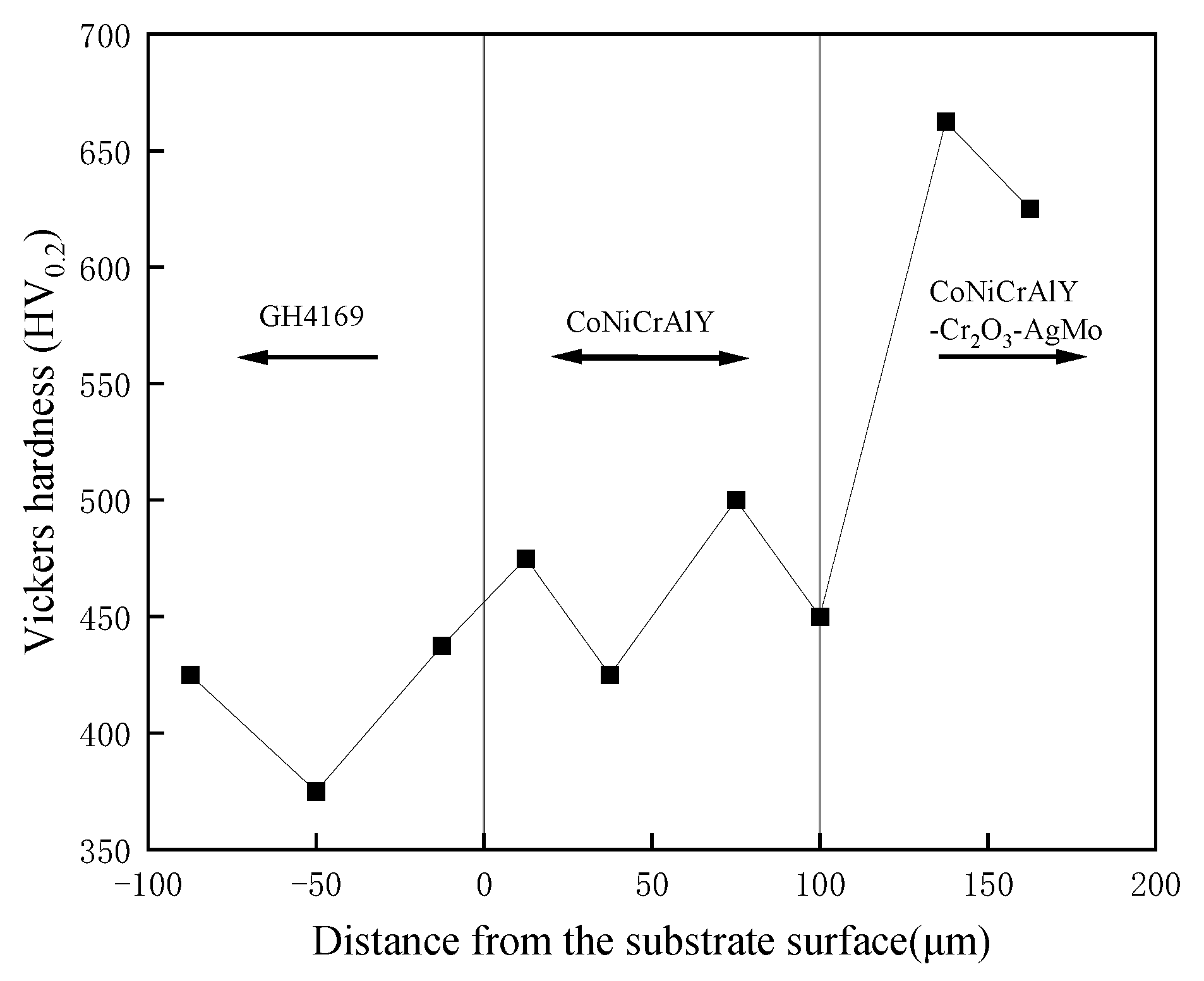
- The cross-sectional hardness distribution of the NiCoCrAlY-Cr2O3-AgMo coating demonstrated a gradient structure. The hardness gradually increased from the GH4169 substrate to the NiCoCrAlY-Cr2O3-AgMo coating. The average hardness of the GH4169 substrate was 413.92 HV0.2, the average hardness of the CoNiCrAlY bonding layer region was 467.60 HV0.2, and the average microhardness of the NiCoCrAlY-Cr2O3-AgMo coating cross-section was 643.22 HV0.2.
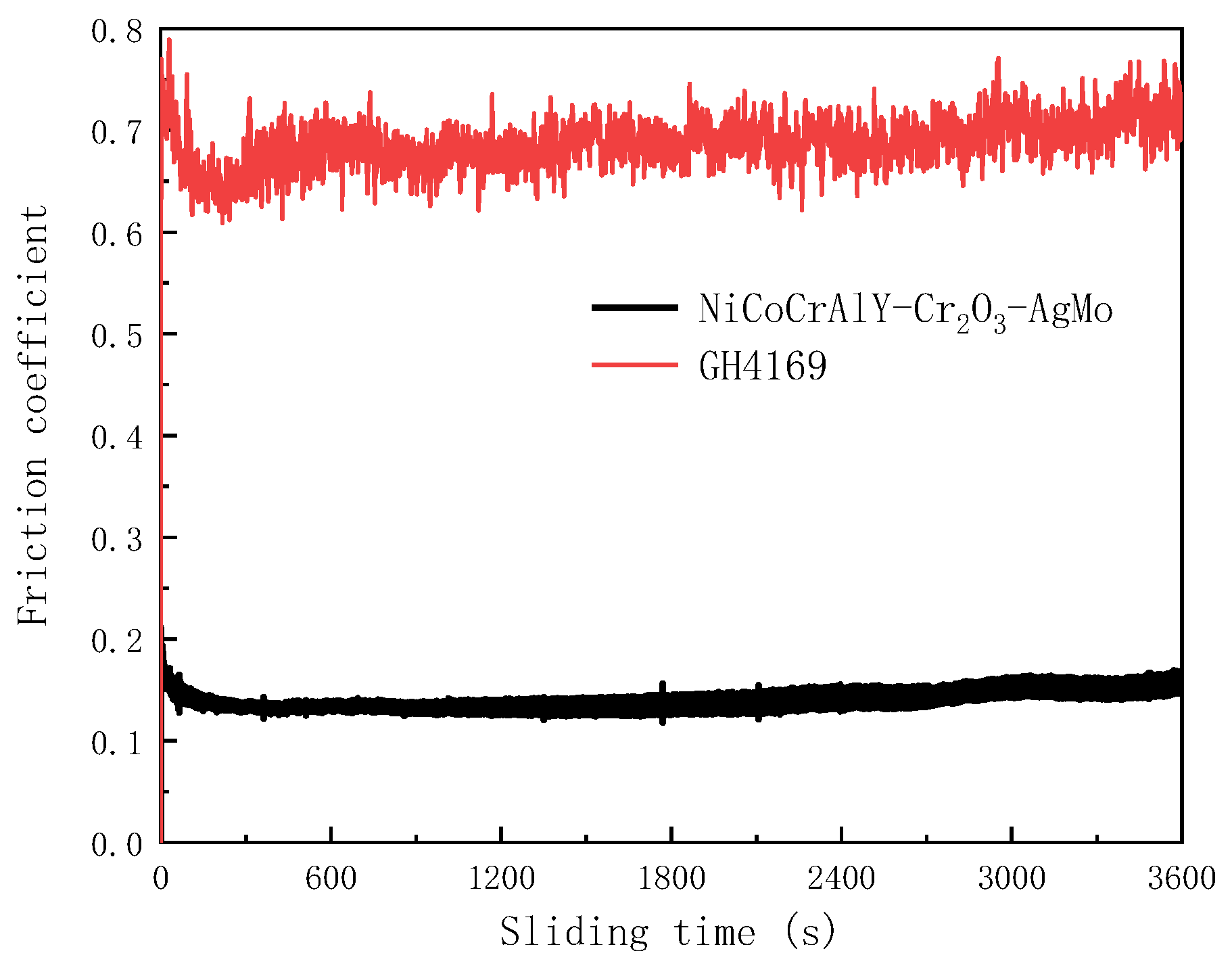
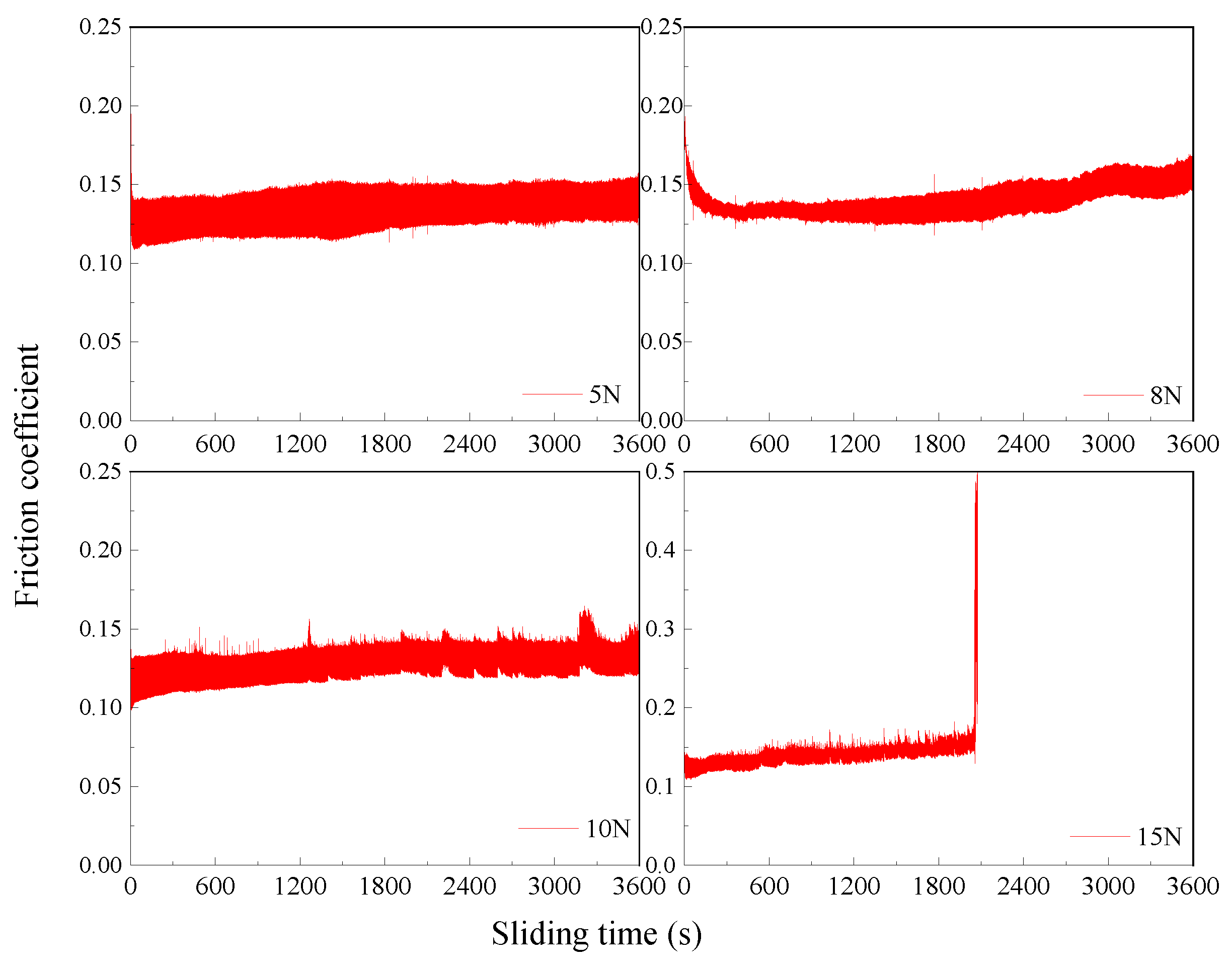
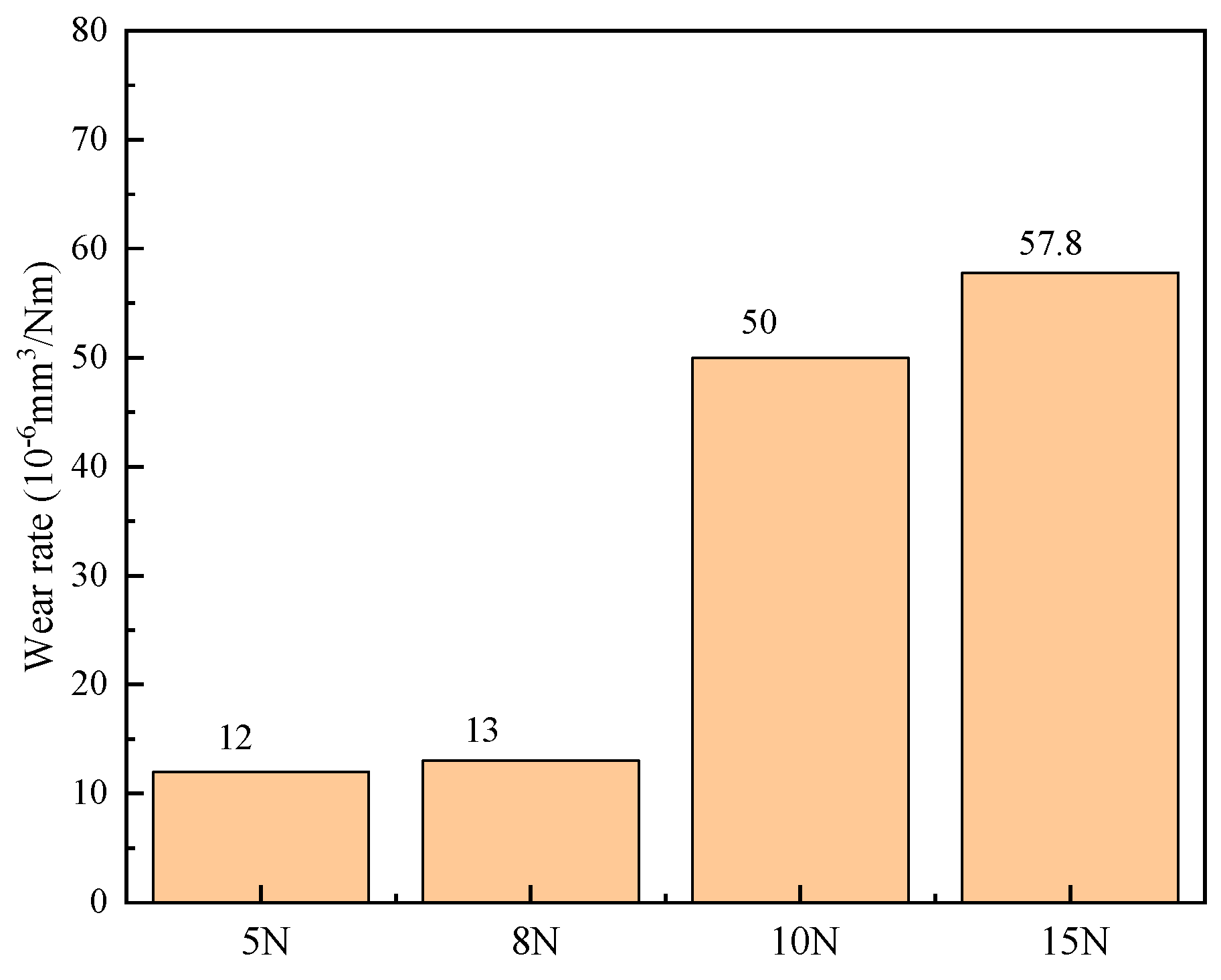
- At room temperature and under 8 N load, the average COF of the coating was 0.139, which is a 77.13% reduction compared to the COF of the uncoated GH4169 substrate (0.608). The wear scar of the wear-resistant coating was smooth, and its main wear forms were abrasive wear and adhesive wear. At the same time, the wear rate of the GH605 pin against the NiCoCrAlY-Cr2O3-AgMo coating was reduced by 99.58% compared to that of the GH4169, indicating good wear resistance.
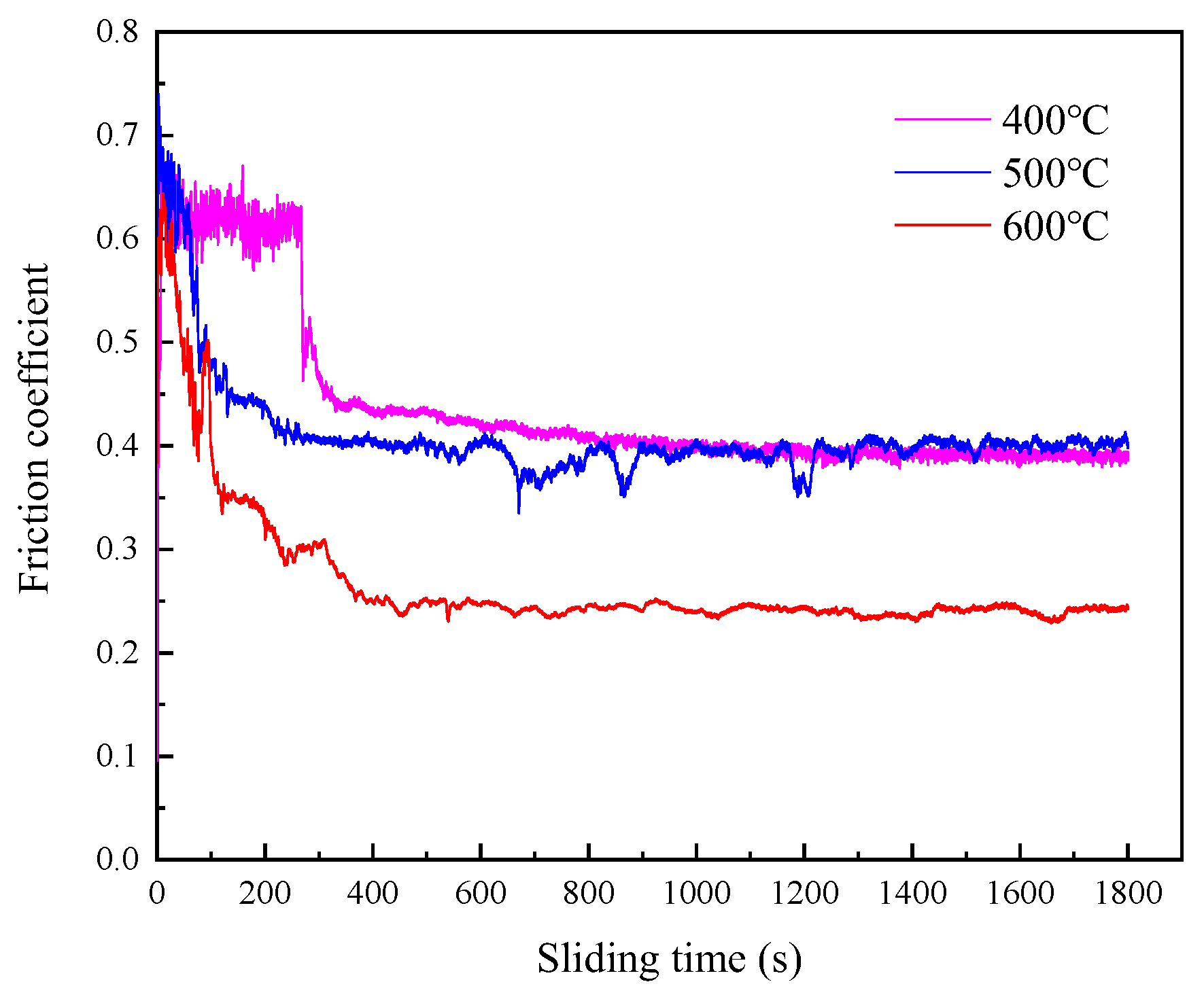
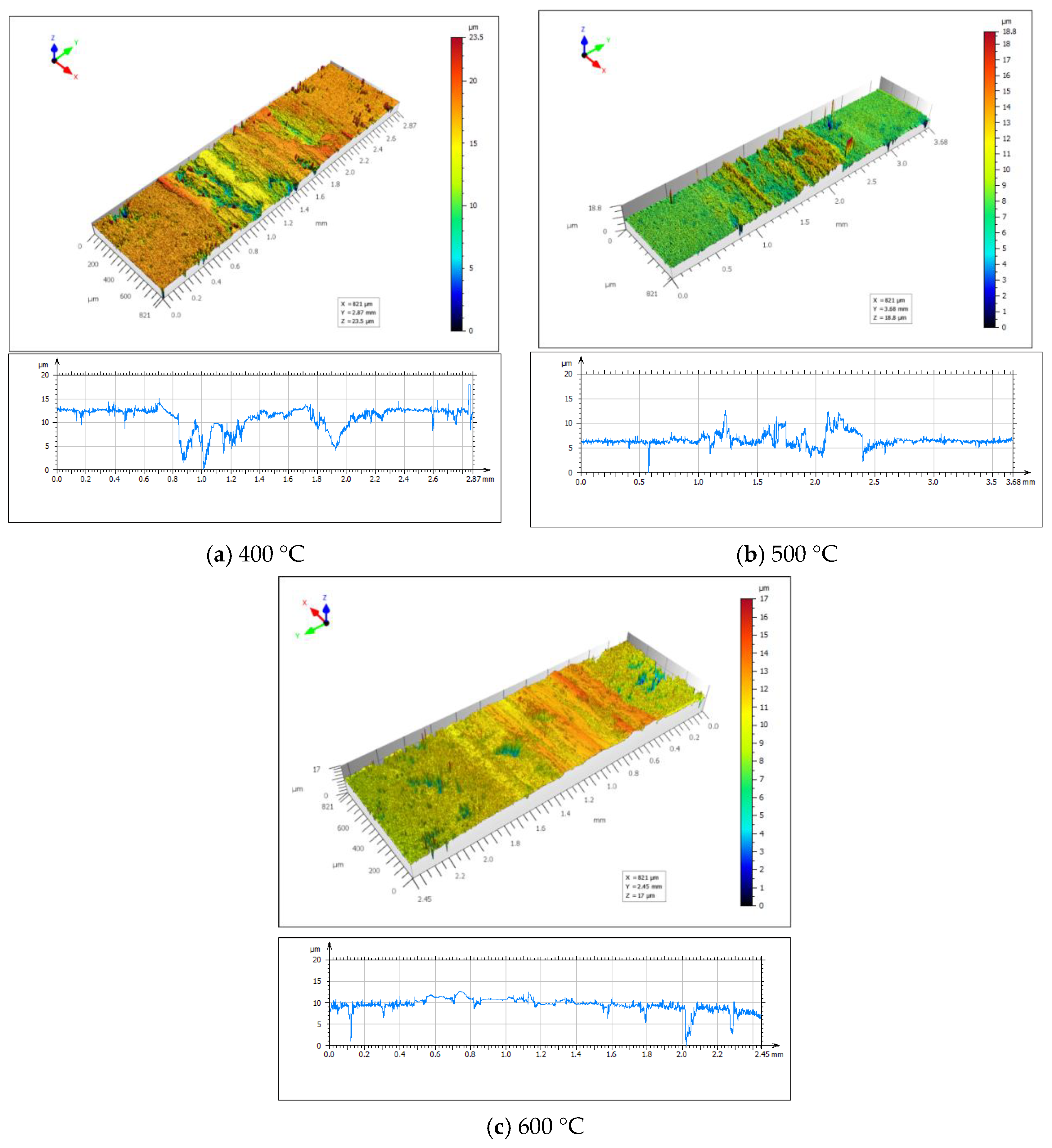
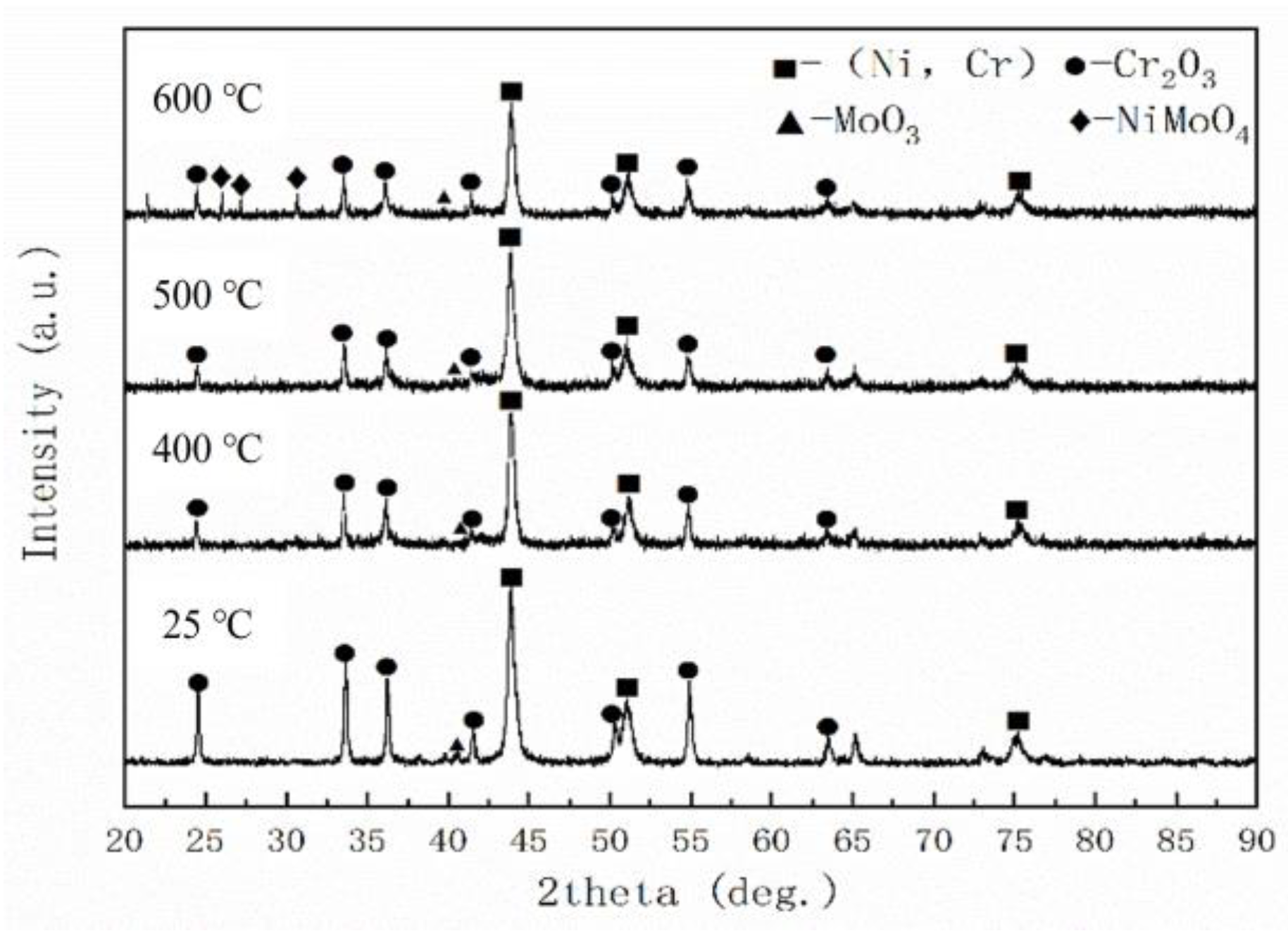
- The high-temperature tribological test results under 400~600 °C demonstrated that the COF of the NiCoCrAlY-Cr2O3-AgMo coating decreased with the increase in temperature. At 600 °C, NiMoO4 was generated on the friction surface, which played a lubricating role and reduced the COF from 0.438 at 400 °C to 0.268. The wear rate of the GH605 pin was reduced to 2.78 × 10−6 mm3/N·m. The wear rate of the GH605 pin was lower than that of the uncoated GH4169 at room temperature in the temperature range of room temperature to 600 °C.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Braun, M.J.; Pierson, H.M.; Kudriavtsev, V.V. Finger Seal Solid Modeling Design and Some Solid/Fluid Interaction Considerations. Tribol. Trans. 2003, 46, 566–575. [Google Scholar] [CrossRef]
- Proctor, M.P.; Kumar, A.; Delgado, I.R. High-Speed, High-Temperature Finger Seal Test Results. In Proceedings of the AIAA/ASME/SAE/ASEE Joint Propulsion Conference and Exhibit (38th), Indianapolis, Indiana, 7–10 July 2002. [Google Scholar]
- Voevodin, A.A.; Muratore, C.; Aouadi, S.M. Hard coatings with high temperature adaptive lubrication and contact thermal management: Review. Surf. Coat. Technol. 2014, 257, 247–265. [Google Scholar] [CrossRef]
- Hu, J.J.; Muratore, C.; Voevodin, A.A. Silver diffusion and high-temperature lubrication mechanisms of YSZ–Ag–Mo based nanocomposite coatings. Compos. Sci. Technol. 2007, 67, 336–347. [Google Scholar] [CrossRef]
- Dellacorte, C.; Sliney, H.E. Tribological properties of PM212—A high temperature, self-lubricating, powder metallurgy composite. Lubr. Eng. 1990, 47, 298–303. [Google Scholar]
- Dellacorte, C.; Edmonds, B.J. NASA PS400: A New Temperature Solid Lubricant Coating for High Temperature Wear Applications. NASA/TM 2009-21567,, 1 August 2009. [Google Scholar]
- Stanford, M.K.; Yanke, A.M.; DellaCorte, C. Thermal Effects on a Low Cr Modification of PS304 Solid Lubricant Coating. NASA/TM 2004-213111, 1 June 2004. [Google Scholar]
- Niu, M.; Bi, Q.; Yang, J.; Liu, W. Tribological performance of a Ni3Al matrix self-lubricating composite coating tested from 25 to 1000 °C. Surf. Coat. Technol. 2012, 206, 3938–3943. [Google Scholar] [CrossRef]
- Liu, E.; Bai, Y.; Gao, Y.; Yi, G.; Jia, J. Tribological properties of NiAl-based composites containing Ag3VO4 nanoparticles at elevated temperatures. Tribol. Int. 2014, 80, 25–33. [Google Scholar] [CrossRef]
- An, Y.; Chen, J.; Hou, G.; Zhao, X.; Zhou, H.; Chen, J.; Yan, F. Effect of silver content on tribological property and thermal stability of HVOF-sprayed nickel-based solid lubrication coating. Tribol. Lett. 2015, 58, 34. [Google Scholar] [CrossRef]
- Chen, J.; Zhao, X.; Zhou, H.; Chen, J.; An, Y.; Yan, F. HVOF-sprayed adaptive low friction NiMoAl–Ag coating for tribological application from 20 to 800 °C. Tribol. Lett. 2014, 56, 55–66. [Google Scholar] [CrossRef]
- Giersch, C.P. Goddess on the Frontier: Religion, Ethnicity, and Gender in Southwest China. Pac. Aff. 2018, 91, 149–151. [Google Scholar]
- Xin, B.; Yu, Y.; Zhou, J.; Wang, L.; Ren, S. Effect of copper molybdate on the lubricating properties of NiCrAlY laser clad coating at elevated temperatures. Surf. Coat. Technol. 2017, 313, 328–336. [Google Scholar] [CrossRef]
- Wang, J.-Y.; Shan, Y.; Guo, H.; Li, B.; Wang, W.; Jia, J. Friction and wear characteristics of Hot-pressed NiCr–Mo/MoO3/Ag self-lubrication composites at elevated temperatures up to 900 °C. Tribol. Lett. 2015, 59, 48. [Google Scholar] [CrossRef]
- Zhang, T.; Huang, C.; Lan, H.; Du, L.; Zhang, W. Tribological properties and lubrication mechanisms of a Ag–Mo composite. Lubr. Sci. 2016, 28, 141–156. [Google Scholar] [CrossRef]
- Zhang, T.; Lan, H.; Huang, C.; Du, L.; Zhang, W. Formation mechanism of the lubrication film on the plasma sprayed NiCoCrAlY-Cr2O3-AgMo coating at high temperatures. Surf. Coat. Technol. 2017, 319, 47–54. [Google Scholar] [CrossRef]
- Li, J.; Xiong, D.; Huang, Z.; Kong, J.; Dai, J. Effect of Ag and CeO2 on friction and wear properties of Ni-base composite at high temperature. Wear 2009, 267, 576–584. [Google Scholar] [CrossRef]
- Su, W.; Niu, S.; Huang, Y.; Wang, C.; Wen, Y.; Li, X.; Deng, C.; Deng, C.; Liu, M. Friction and wear properties of plasma-sprayed Cr2O3–BaCrO4 coating at elevated temperatures. Ceram. Int. 2022, 48, 8696–8705. [Google Scholar] [CrossRef]
- Sun, H.; Yi, G.; Wan, S.; Kong, C.; Zhu, S.; Bai, L.; Yang, J. Effect of Cr2O3 addition on mechanical and tribological properties of atmospheric plasma-sprayed NiAl-Bi2O3 composite coatings. Surf. Coat. Technol. 2021, 427, 127818. [Google Scholar] [CrossRef]
- Ray, A.K.; Roy, N.; Kar, A.; Ray, A.K.; Bose, S.C.; Das, G.; Sahu, J.K.; Das, D.K.; Venkataraman, B.; Joshi, S.V.; et al. Mechanical property and characterization of a NiCoCrAlY type metallic bond coat used in turbine blade. Mater. Sci. Eng. 2009, 505, 96–104. [Google Scholar] [CrossRef]
- Chen, Y.; Zhao, X.; Dang, Y.; Xiao, P.; Curry, N.; Markocsan, N.; Nylen, P. Characterization and understanding of residual stresses in a NiCoCrAlY bond coat for thermal barrier coating application. Acta Mater. 2015, 94, 1–14. [Google Scholar] [CrossRef]
- Chen, J.; An, Y.; Yang, J.; Zhao, X.; Yan, F.; Zhou, H.; Chen, J.J.S. Tribological properties of adaptive NiCrAlY–Ag–Mo coatings prepared by atmospheric plasma spraying. Surf. Coat. Technol. 2013, 235, 521–528. [Google Scholar] [CrossRef]
- Aouadi, S.M.; Singh, D.P.; Stone, D.; Polychronopoulou, K.; Nahif, F.; Rebholz, C.; Muratore, C.; Voevodin, A.A. Adaptive VN/Ag nanocomposite coatings with lubricious behavior from 25 to 1000 °C. Acta Mater. 2010, 58, 5326–5331. [Google Scholar] [CrossRef]
- Bai, L.; Yi, G.; Wan, S.; Wang, W.; Sun, H. Comparison of tribological performances of plasma sprayed YSZ, YSZ/Ag, YSZ/MoO3 and YSZ/Ag/MoO3 coatings from 25 to 800 °C. Wear 2023, 526, 204944. [Google Scholar] [CrossRef]
- Behera, N.; Ramesh, M.; Rahman, M.R. Elevated temperature wear and friction performance of WC-CoCr/Mo and WC-co/NiCr/Mo coated Ti-6Al-4V alloy. Mater. Charact. 2024, 215, 114207. [Google Scholar] [CrossRef]
- Zhang, P.; Zhao, G.; Wang, W.; Wang, B.; Shi, P.; Qi, G.; Yi, G. Study on the Mechanical and Tribological Properties and the Mechanisms of Cr-Free Ni-Based Self-Lubricating Composites at a Wide Temperature Range. Metals 2020, 10, 268. [Google Scholar] [CrossRef]
- Yang, J.; Jia, J.; Li, X.; Lu, C.; Feng, X. Synergistic lubrication of Ag and Ag2MoO4 nanoparticles anchored in plasma-sprayed YSZ coatings: Remarkably-durable lubricating performance at 800 °C. Tribol. Int. 2021, 153, 106670. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Cr | Ni | Nb | Mo | Al | Ti |
|---|---|---|---|---|---|---|---|
| Wt. (%) | ≤0.060 | 17.0~21.0 | 50.0~55.0 | 5.0~5.50 | 2.80~3.30 | 0.30~0.70 | 0.75~1.15 |
| Fe | Ta | Co | Mn | Si | S | P | |
| Balance | ≤0.10 | ≤1.00 | ≤0.35 | ≤0.35 | ≤0.0020 | ≤0.015 |
| Process Parameter | Value |
|---|---|
| Voltage | 60 V |
| Current | 450 A |
| Powder feed rate | 17 g/min |
| Spray distance | 110 mm |
| Gas flow Ar | 40 L/min |
| Gas flow H2 | 1.2 L/min |
| Element | C | Cr | Ni | W | Mn |
|---|---|---|---|---|---|
| Wt. (%) | 0.05~0.15 | 19.0~21.0 | 9.0~11.0 | 14.0~16.0 | 1.0~2.0 |
| Fe | Si | P | S | Co | |
| ≤3.0 | ≤0.40 | ≤0.040 | ≤0.030 | Balance |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, Y.; Gao, Y.; Zhai, Z.; Zhang, Y.; Zhang, D. Plasma Spraying NiCoCrAlY-Cr2O3-AgMo Coatings: Fabrication and Tribological Mechanisms. Coatings 2024, 14, 1233. https://doi.org/10.3390/coatings14101233
Zhao Y, Gao Y, Zhai Z, Zhang Y, Zhang D. Plasma Spraying NiCoCrAlY-Cr2O3-AgMo Coatings: Fabrication and Tribological Mechanisms. Coatings. 2024; 14(10):1233. https://doi.org/10.3390/coatings14101233
Chicago/Turabian StyleZhao, Yafei, Yanping Gao, Zhaoyang Zhai, Yanchao Zhang, and Dongya Zhang. 2024. "Plasma Spraying NiCoCrAlY-Cr2O3-AgMo Coatings: Fabrication and Tribological Mechanisms" Coatings 14, no. 10: 1233. https://doi.org/10.3390/coatings14101233