
Study on the Wear Performance of Surface Alloy Coating of Inner Lining Pipe under Different Load and Mineralization Conditions

 , , ,
, , ,
Abstract
1. Introduction
2. Experimental Section
2.1. Materials
2.2. Experimental Procedure
2.2.1. Friction and Wear Experiment
2.2.2. Scanning Electron Microscope
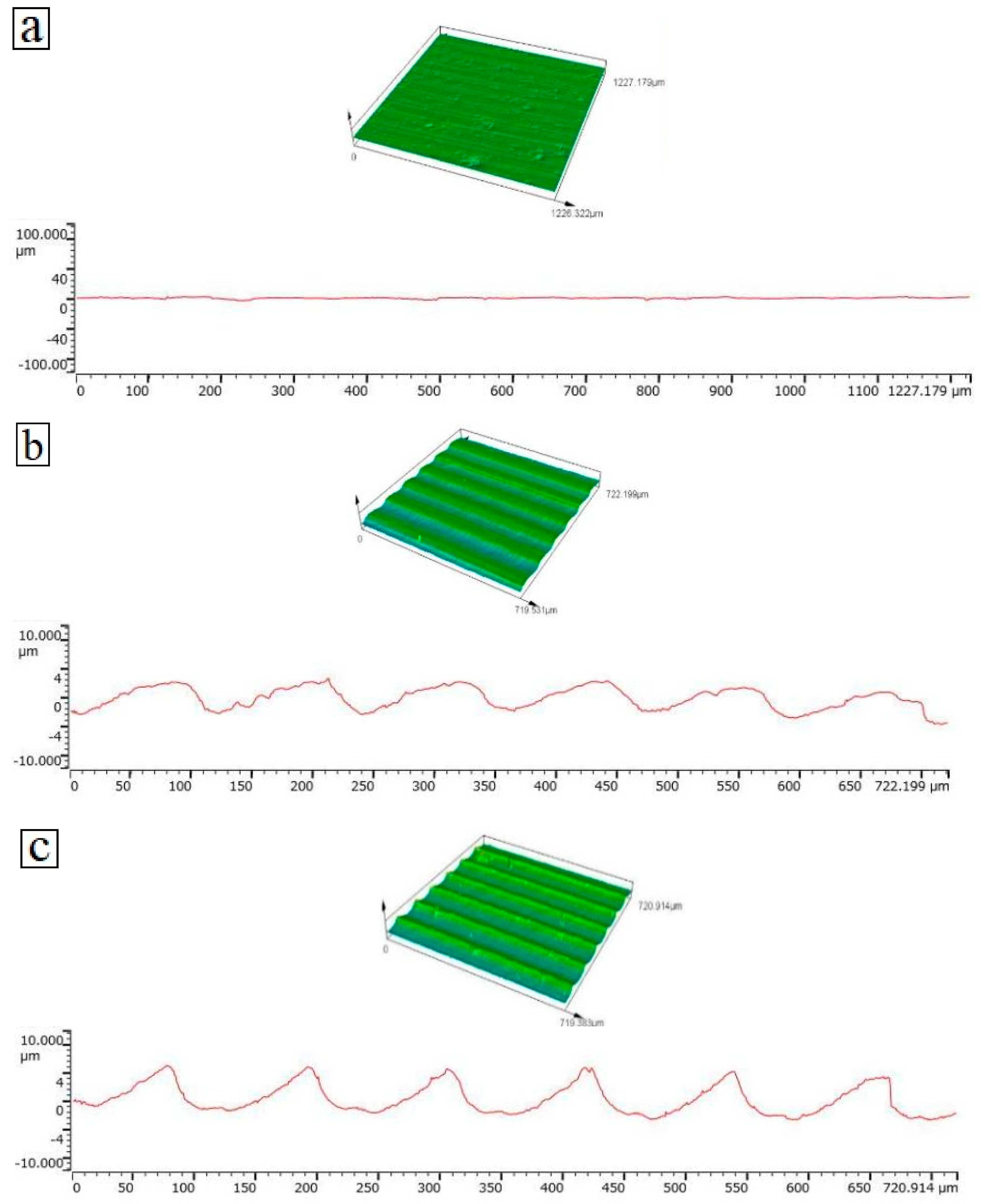
2.2.3. Three-Dimensional Confocal Microscopy Analysis
3. Results
3.1. The Influence of Different Environmental Media on Wear Performance
3.2. The Influence of Different Test Loads on Wear Performance
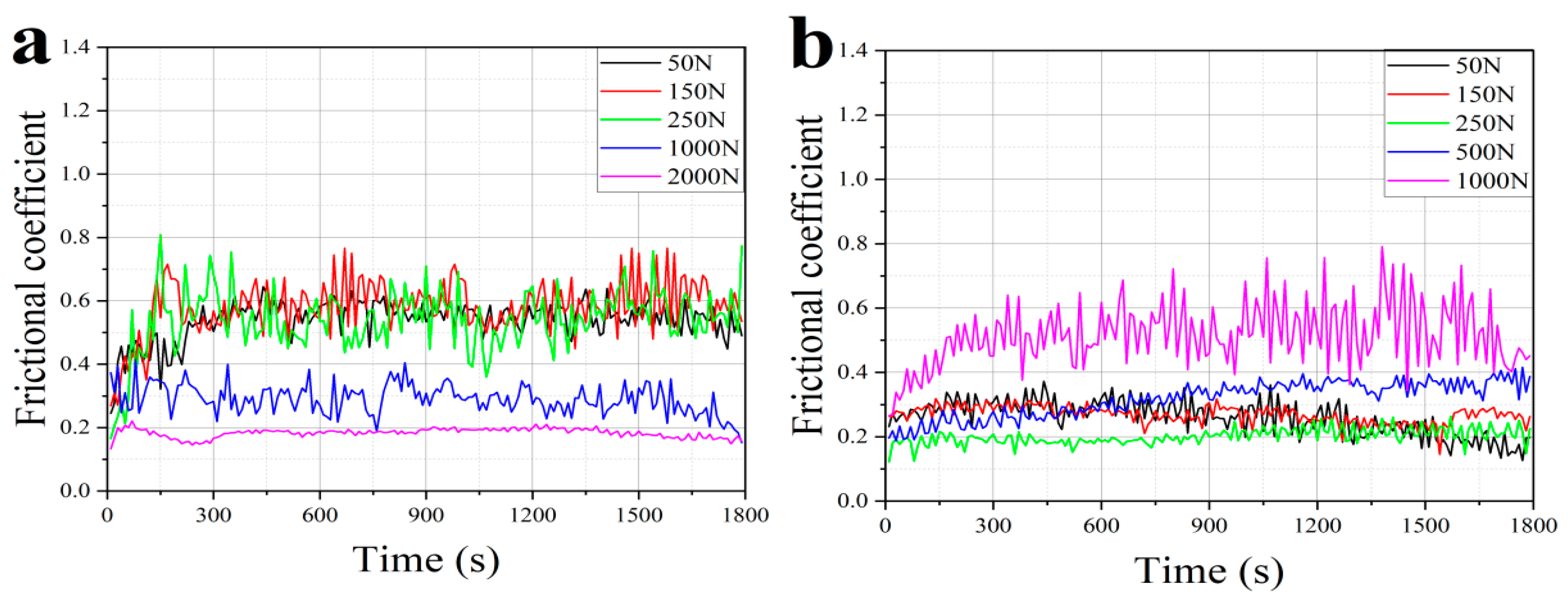
3.2.1. Under Dry-Friction Conditions
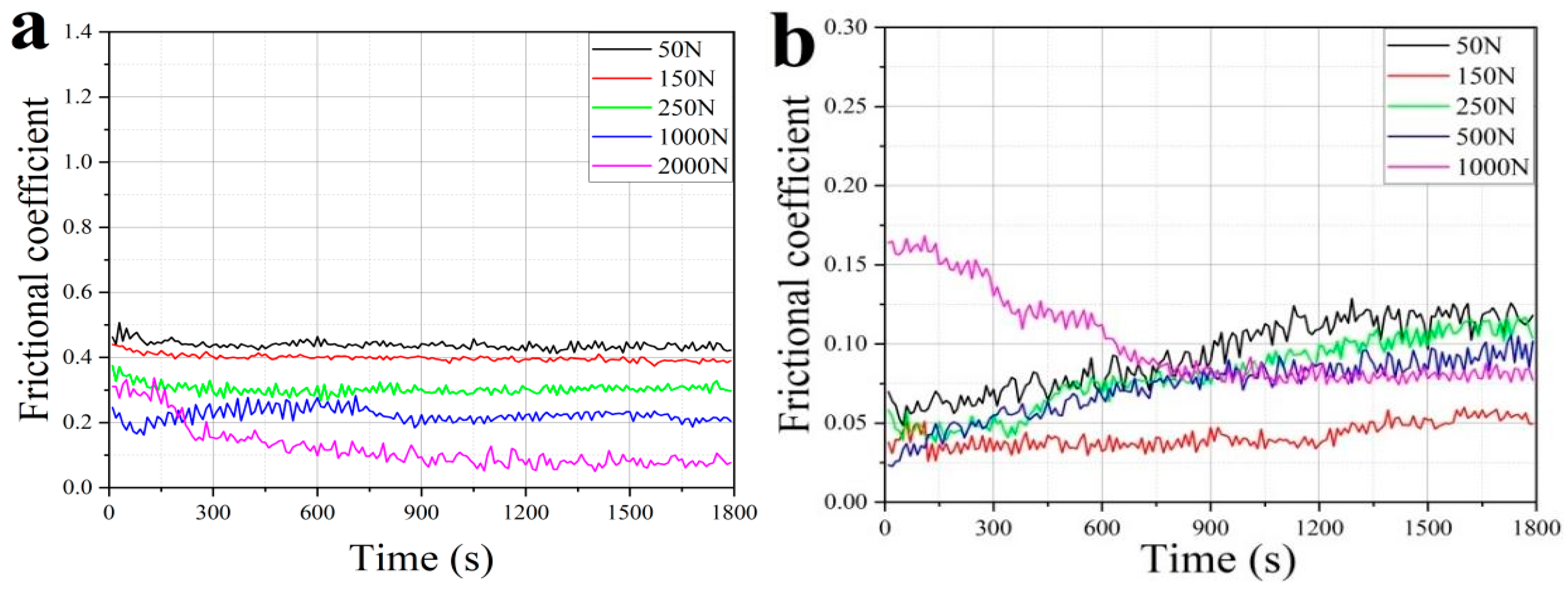
3.2.2. Under Aqueous Solution Environment
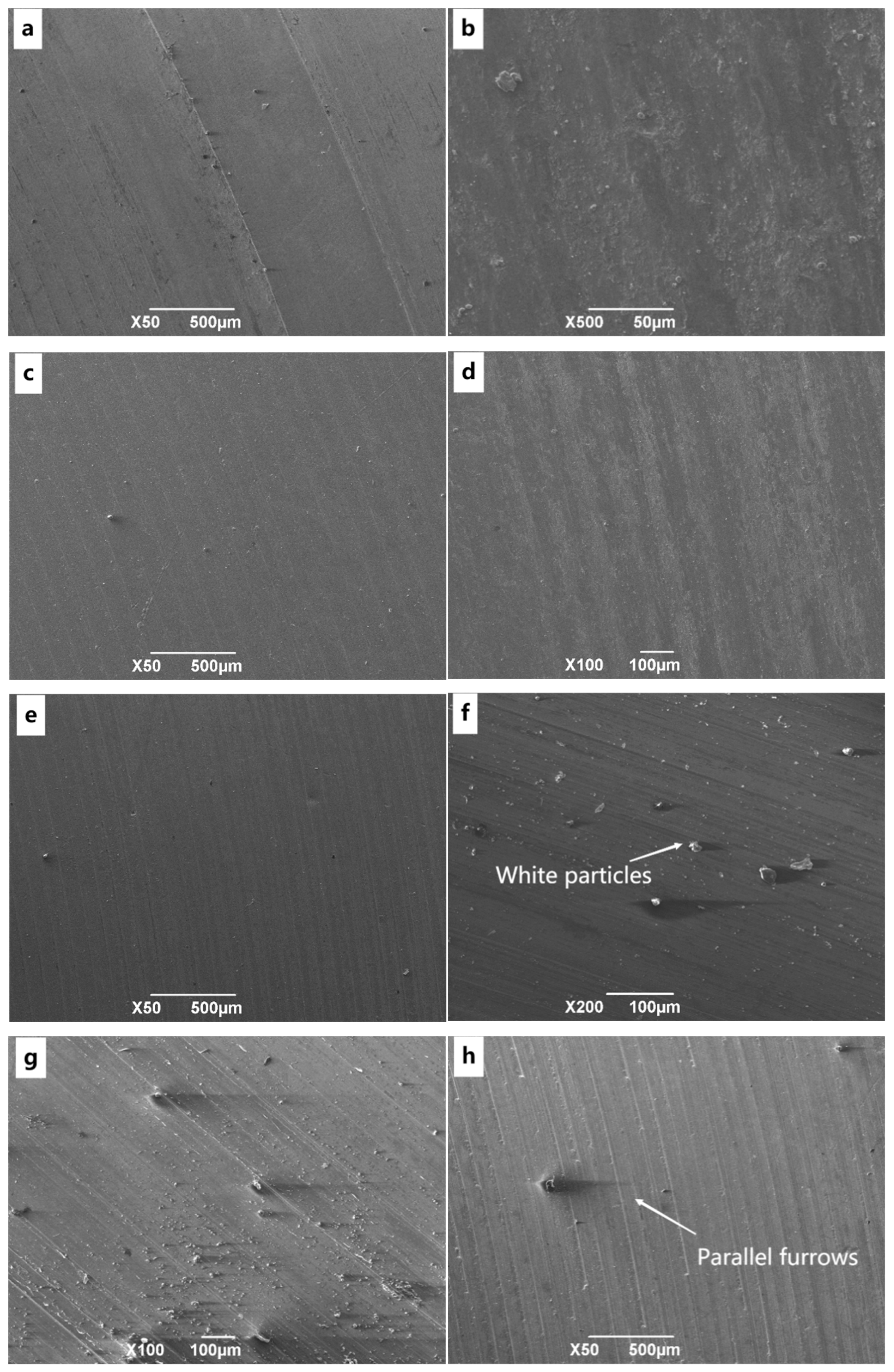
3.3. Analysis of Wear Mechanism
4. Conclusions
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Askari, M.; Aliofkhazraei, M.; Afroukhteh, S. A comprehensive review on internal corrosion and cracking of oil and gas pipelines. J. Nat. Gas Sci. Eng. 2019, 71, 102971. [Google Scholar] [CrossRef]
- Tao, R.; Nan, Z.J.; Wen, S.; Kang, X.Q. Analysis Method of Sucker Rod Centralizer Spacing in Three-Dimensional Hole; Atlantis Press: Dordrecht, The Netherlands, 2016; pp. 163–167. [Google Scholar]
- Trausmuth, A.; Kronberger, M.; Raghuram, H.; Rojacz, H.; Badisch, E.; Ripoll, M.R. Tribocorrosion performance of Fe-base and Ni-base wear resistant coatings in CO2 anoxic environments. Corros. Sci. 2022, 196, 110035. [Google Scholar] [CrossRef]
- Treiberg, T.; Furr, B. Wireless Sensor Technology to Monitor Rod Rotator Performance. In Proceedings of the SPE Artificial Lift Conference and Exhibition-Americas, Galveston, TX, USA, 20–24 August 2022. [Google Scholar]
- Zhang, Q.; Wang, X.L.; Wei, L.; Xiao, Z.M.; Yue, Q.B.; Zhu, Y. Buckling of a twisted rod with centralizers in a tubing. J. Pet. Sci. Eng. 2021, 204, 108731. [Google Scholar] [CrossRef]
- Carpenter, C. Fiberglass-Lined Tubing Helps Prevent Asphaltene Deposition in Oil Wells. J. Pet. Technol. 2021, 73, 55–56. [Google Scholar] [CrossRef]
- Langbauer, C.; Hartl, M.; Gall, S.; Volker, L.; Decker, C.; Koller, L.; Hönig, S. Development and Efficiency Testing of Sucker Rod Pump Downhole Desanders. SPE Prod. Oper. 2020, 35, 406–421. [Google Scholar] [CrossRef]
- Ye, K.X.; Li, F.; Jin, Z.; Chen, J.F.; Li, Z.L. Effect of SiO2 on microstructure and mechanical properties of composite ceramic coatings prepared by centrifugal-SHS process. Ceram. Int. 2021, 47, 12833–12842. [Google Scholar] [CrossRef]
- Edappillikulangara Chinnappan, R.; Telang, M.; Quttainah, R.; Radhakrishnan, G.; Fernandes, A.; Rajendran, K. First Time Worldwide Application of Glass Reinforced Epoxy Lined Tubing for Prevention of Asphaltene Deposition on Tubing in Oil Wells-A Case Study from Kuwait. In Proceedings of the International Petroleum Technology Conference, Virtual, 23–25 March 2021. [Google Scholar]
- Askari, M.; Aliofkhazraei, M.; Jafari, R.; Hamghalam, P.; Hajizadeh, A. Downhole corrosion inhibitors for oil and gas production-a review. Appl. Surf. Sci. Adv. 2021, 6, 100128. [Google Scholar] [CrossRef]
- Carpenter, C. High-Density Polyethylene Liner Safeguards against Corrosion and Wear. J. Pet. Technol. 2020, 72, 60–61. [Google Scholar] [CrossRef]
- Zhao, R.D.; Li, J.Y.; Tao, Z.; Liu, M.; Shi, J.F.; Xiong, C.M.; Huang, H.X.; Sun, C.Y.; Zhang, Y.F.; Zhang, X.W. Research and Application of Rod/Tubing Wearing Prediction and Anti-Wear Method in Sucker Rod Pumping Wells. In Proceedings of the SPE Middle East Oil and Gas Show and Conference, Manama, Bahrain, 18–21 March 2019. [Google Scholar]
- Sun, X.; Ji, X.; Li, W.; Zhang, L.; Song, Y. Dynamic Simulation Analysis of Carbon-Steel Hybrid Sucker Rod String in Vertical and Directional Wells. Math. Probl. Eng. 2022, 2022, e5239355. [Google Scholar] [CrossRef]
- Nickell, I.A. Surface Diagnostics and Analysis in Optimization Technologies for Sucker Rod Pump Lifted Oil and Gas Wells. In Proceedings of the SPE Artificial Lift Conference and Exhibition-Americas, Virtual, 12 November 2020. [Google Scholar]
- Langbauer, C.; Fruhwirth, R.K.; Volker, L. Sucker Rod Anti-Buckling System: Development and Field Application. SPE Prod. Oper. 2021, 36, 327–342. [Google Scholar]
- Moreno, G.A.; Garriz, A.E. Sucker rod string dynamics in deviated wells. J. Pet. Sci. Eng. 2020, 184, 106534. [Google Scholar] [CrossRef]
- Kang, Y.; Li, S.Y.; Zhang, K.Q.; Wang, Y.W. Synergy of hydrophilic nanoparticle and nonionic surfactant on stabilization of carbon dioxide-in-brine foams at elevated temperatures and extreme salinities. Fuel 2021, 288, 119624. [Google Scholar]
- Zhai, W.Y.; Pu, B.W.; Sun, L.; Wang, Y.R.; Dong, H.; Gao, Q.; He, L.; Gao, Y.M. Influence of molybdenum content and load on the tribological behaviors of in-situ Cr3C2-20 wt % Ni composites. J. Alloys Compd. 2020, 826, 154180. [Google Scholar] [CrossRef]
- Zhai, W.Y.; Pu, B.W.; Sun, L.; Dong, H.; Wang, Y.R.; He, L.; Gao, Y.M. Influence of Ni content on the microstructure and mechanical properties of chromium carbide-nickel composites. Ceram. Int. 2020, 46, 8754–8760. [Google Scholar] [CrossRef]
- Wang, L.; Benito, J.A.; Calvo, J.; Cabrera, J.M. Equal Channel Angular Pressing of a TWIP steel: Microstructure and mechanical response. J. Mater. Sci. 2017, 52, 6291–6309. [Google Scholar] [CrossRef]
- Wang, L.; Hao, X.Y.; Su, Q.; Jing, X.Q.; Xi, Y.T.; Lei, W.; Li, S.L.; Yang, D.Y.; Ji, J.T.; Lei, S.B. Ultrasonic Vibration-Assisted Surface Plastic Deformation of a CrCoNi Medium Entropy Alloy: Microstructure Evolution and Mechanical Response. JOM 2022, 74, 4202–4214. [Google Scholar] [CrossRef]
- Ligier, K.; Olejniczak, K.; Napiorkowski, J. Wear of polyethylene and polyurethane elastomers used for components working in natural abrasive environments. Polym. Test. 2021, 100, 107247. [Google Scholar] [CrossRef]
- Barber, H.; Kelly, C.N.; Abar, B.; Allen, N.; Adams, S.B.; Gall, K. Rotational Wear and Friction of Ti-6Al-4V and CoCrMo against Polyethylene and Polycarbonate Urethane. Biotribology 2021, 26, 100167. [Google Scholar] [CrossRef]
- Zhang, H.; Zhao, S.C.; Xin, Z.; Ye, C.L.; Li, Z.; Xia, J.C.; Li, J.R. Mechanism of size effects of a filler on the wear behavior of ultrahigh molecular weight polyethylene. Chin. J. Chem. Eng. 2020, 28, 1950–1963. [Google Scholar] [CrossRef]
- Smith, F.; Brownlie, F.; Hodgkiess, T.; Toumpis, A.; Pearson, A.; Galloway, A.M. Effect of salinity on the corrosive wear be-haviour of engineering steels in aqueous solutions. Wear 2020, 462–463, 203515. [Google Scholar] [CrossRef]
- Alaneme, K.K.; Ajani, I.J.; Oke, S.R. Wear behaviour of titanium based composites reinforced with niobium pentoxide in saline and acidic environments. Heliyon 2023, 9, e13737. [Google Scholar] [CrossRef] [PubMed]
- Figueiredo-Pina, C.G.; Neves, A.A.M.; Neves, B.M. Corrosion-wear evaluation of a UHMWPE/Co–Cr couple in sliding contact under relatively low contact stress in physiological saline solution. Wear 2011, 271, 665–670. [Google Scholar] [CrossRef]
- Yazdi, R.; Ghasemi, H.M.; Abedini, M.; Wang, C.; Neville, A. Tribocorrosion behaviour of Ti6Al4V under various normal loads in phosphate buffered saline solution. Trans. Nonferrous Met. Soc. China 2020, 30, 1300–1314. [Google Scholar] [CrossRef]
- Tressia, G.; Sinatora, A. Effect of the normal load on the sliding wear behavior of Hadfield steels. Wear 2023, 520–521, 204657. [Google Scholar] [CrossRef]
- Ali, M.; Hajjar, M.A.; Fisher, J.; Jennings, L.M. Wear and deformation of metal-on-polyethylene hip bearings under edge loading conditions due to variations in component positioning. Biotribology 2023, 33–34, 100238. [Google Scholar] [CrossRef]
- Sun, Q.; Wang, S.J.; Lv, X.R. Effect of load on the stick-slip phenomenon and wear behavior of EPDM. Polym. Test. 2022, 115, 107737. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Specifications | Compressive Strength (MPa) | Tensile Strength (MPa) | Density (g/cm3) | Elongation (%) | Molecular Formula | Molecular Mass (g/mol) |
|---|---|---|---|---|---|---|---|
| Polyethylene | HDPE | 24 | 0.95 | / | / | (C2H4)n | 100,000 |
| PTFE | 60MM | 4 | 2.2 | >15 | >150 | CF3(CF2CF2)nCF3 | 100.02 |
| Nylon | PA6 | >105 | 1.14 | >90 | 20–30 | [-NH-(CH2)5-CO]n | 20,000 |
| Friction Pair | Items | 30,000 mg/L | 50,000 mg/L | 80,000 mg/L | 120,000 mg/L | Dry Friction | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Cladded 45# steel inner liner pipes (disc)–45# steel (pin) | Frictional coefficient | 0.4 | 0.35 | 0.3 | 0.3 | 0.62 | |||||
| Wear rate per hundred kilometres (unit: %) | disc | pin | disc | pin | disc | pin | disc | pin | disc | pin | |
| 2.57 | 1.05 | 2.33 | 1.93 | 2.17 | 2.65 | 2.20 | 2.78 | 4.25 | 3.72 | ||
| Cladded 45# steel inner liner pipes (disc)–nylon (pin) | Frictional coefficient | 0.14 | 0.16 | 0.18 | 0.14 | 0.25 | |||||
| Wear rate per hundred kilometres (unit: %) | disc | pin | disc | pin | disc | pin | disc | pin | disc | pin | |
| 1.47 | 2.53 | 1.52 | 6.01 | 1.69 | 7.82 | 1.75 | 10.15 | 3.24 | 12.24 | ||
| Cladded 45# steel inner liner pipes (disc)–PTFE (pin) | Frictional coefficient | 0.06 | 0.08 | 0.07 | 0.03 | 0.14 | |||||
| Wear rate per hundred kilometres (unit: %) | disc | pin | disc | pin | disc | pin | disc | pin | disc | pin | |
| 0.58 | 168.68 | 0.63 | 183.35 | 0.54 | 211.42 | 0.60 | 236.54 | 2.41 | 208.92 | ||
| Cladded 45# steel inner liner pipes (disc)–surface alloy coating (pin) | Frictional coefficient | 0.08 | 0.1 | 0.09 | 0.11 | 0.42 | |||||
| Wear rate per hundred kilometres (unit: %) | disc | pin | disc | pin | disc | pin | disc | pin | disc | pin | |
| 1.35 | 10.36 | 1.61 | 18.36 | 1.54 | 22.77 | 1.88 | 25.81 | 4.41 | 16.92 | ||
| Friction Pair | Items | 50 N | 150 N | 250 N | 500 N | 1000 N | 2000 N | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Cladded 45# steel inner liner pipes (disc)–45# steel (pin) | Frictional coefficient | 0.55 | 0.55 | 0.6 | / | 0.2 | 0.2 | ||||||
| Wear rate per hundred kilometres (unit: %) | disc | pin | disc | pin | disc | pin | disc | pin | disc | pin | disc | pin | |
| 2.54 | 3.54 | 3.12 | 3.89 | 4.25 | 3.72 | / | / | 8.71 | 14.93 | 12.47 | 22.87 | ||
| Cladded 45# steel inner liner pipes (disc)–nylon (pin) | Frictional coefficient | 0.3 | 0.28 | 0.2 | 0.35 | 0.4 | / | ||||||
| Wear rate per hundred kilometres (unit: %) | disc | pin | disc | pin | disc | pin | disc | pin | disc | pin | disc | pin | |
| 2.04 | 2.63 | 2.98 | 12.24 | 3.24 | 13.69 | 8.45 | 24.20 | 10.78 | 37.63 | / | / | ||
| Cladded 45# steel inner liner pipes (disc)–PTFE (pin) | Frictional coefficient | 0.1 | 0.15 | / | / | / | / | ||||||
| Wear rate per hundred kilometres (unit: %) | disc | pin | disc | pin | disc | pin | disc | pin | disc | pin | disc | pin | |
| 1.72 | 87.32 | 2.41 | 208.92 | / | / | / | / | / | / | / | / | ||
| Cladded 45# steel inner liner pipes (disc)–surface alloy coating (pin) | Frictional coefficient | 0.2 | 0.43 | 0.42 | / | 0.5 | 0.55 | ||||||
| Wear rate per hundred kilometres (unit: %) | disc | pin | disc | pin | disc | pin | disc | pin | disc | pin | disc | pin | |
| 2.78 | 11.52 | 3.87 | 16.45 | 4.41 | 16.92 | / | / | 8.02 | 25.52 | 10.54 | 32.15 | ||
| Friction Pair | Items | 50 N | 150 N | 250 N | 500 N | 1000 N | 2000 N | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Cladded 45# steel inner liner pipes (disc)–45# steel (pin) | Frictional coefficient | 0.45 | 0.38 | 0.3 | / | 0.2 | 0.1 | ||||||
| Wear rate per hundred kilometres (unit: %) | disc | pin | disc | pin | disc | pin | disc | pin | disc | pin | disc | pin | |
| 2.48 | 3.38 | 3.01 | 3.68 | 4.06 | 3.85 | / | / | 8.31 | 12.41 | 11.82 | 21.78 | ||
| Cladded 45# steel inner liner pipes (disc)–nylon (pin) | Frictional coefficient | 0.1 | 0.04 | 0.12 | 0.08 | 0.1 | / | ||||||
| Wear rate per hundred kilometres (unit: %) | disc | pin | disc | pin | disc | pin | disc | pin | disc | pin | disc | pin | |
| 1.82 | 3.78 | 2.68 | 10.84 | 3.00 | 12.78 | 7.86 | 20.78 | 9.23 | 32.33 | / | / | ||
| Cladded 45# steel inner liner pipes (disc)–PTFE (pin) | Frictional coefficient | 0.05 | 0.05 | / | / | / | / | ||||||
| Wear rate per hundred kilometres (unit: %) | disc | pin | disc | pin | disc | pin | disc | pin | disc | pin | disc | pin | |
| 1.52 | 80.89 | 2.10 | 197.5 | / | / | / | / | / | / | / | / | ||
| Cladded 45# steel inner liner pipes (disc)–surface alloy coating (pin) | Frictional coefficient | 0.1 | 0.1 | 0.12 | / | 0.2 | 0.15 | ||||||
| Wear rate per hundred kilometres (unit: %) | disc | pin | disc | pin | disc | pin | disc | pin | disc | pin | disc | pin | |
| 2.53 | 9.24 | 3.21 | 15.67 | 4.09 | 16.61 | / | / | 7.23 | 23.94 | 9.07 | 31.16 | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xi, Y.; Bi, Y.; Wang, Y.; Wang, L.; Su, S.; Wang, L.; Ding, L.; Xu, S.; Liu, H.; Xiao, X.; et al. Study on the Wear Performance of Surface Alloy Coating of Inner Lining Pipe under Different Load and Mineralization Conditions. Coatings 2024, 14, 1274. https://doi.org/10.3390/coatings14101274
Xi Y, Bi Y, Wang Y, Wang L, Su S, Wang L, Ding L, Xu S, Liu H, Xiao X, et al. Study on the Wear Performance of Surface Alloy Coating of Inner Lining Pipe under Different Load and Mineralization Conditions. Coatings. 2024; 14(10):1274. https://doi.org/10.3390/coatings14101274
Chicago/Turabian StyleXi, Yuntao, Yucong Bi, Yang Wang, Lan Wang, Shikai Su, Lei Wang, Liqin Ding, Shanna Xu, Haitao Liu, Xinke Xiao, and et al. 2024. "Study on the Wear Performance of Surface Alloy Coating of Inner Lining Pipe under Different Load and Mineralization Conditions" Coatings 14, no. 10: 1274. https://doi.org/10.3390/coatings14101274
APA StyleXi, Y., Bi, Y., Wang, Y., Wang, L., Su, S., Wang, L., Ding, L., Xu, S., Liu, H., Xiao, X., Liu, R., & Ji, J. (2024). Study on the Wear Performance of Surface Alloy Coating of Inner Lining Pipe under Different Load and Mineralization Conditions. Coatings, 14(10), 1274. https://doi.org/10.3390/coatings14101274