
In Situ Measurement of the Machining State in Small-Diameter Drilling by Acoustic Emission Sensing


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
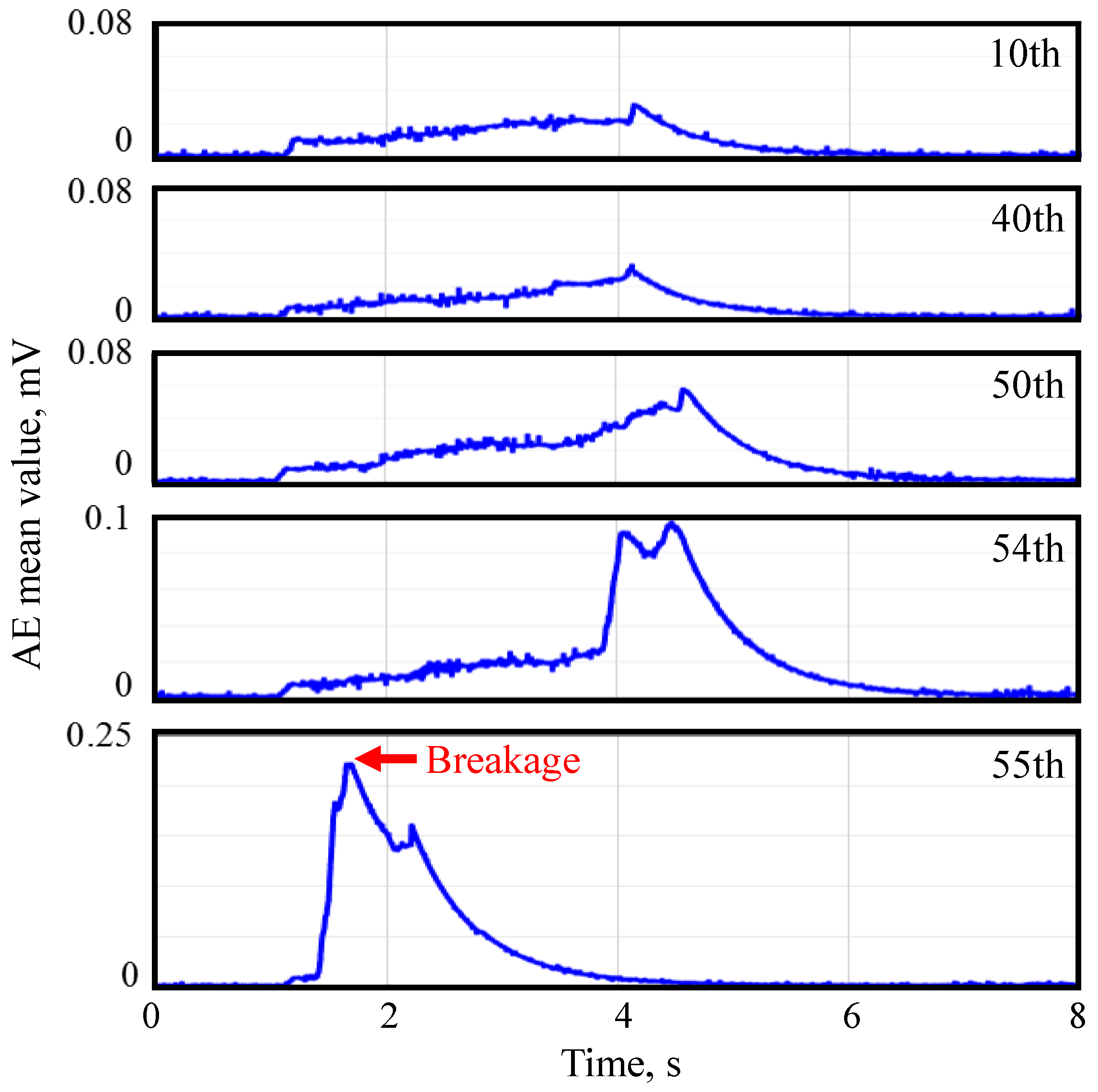
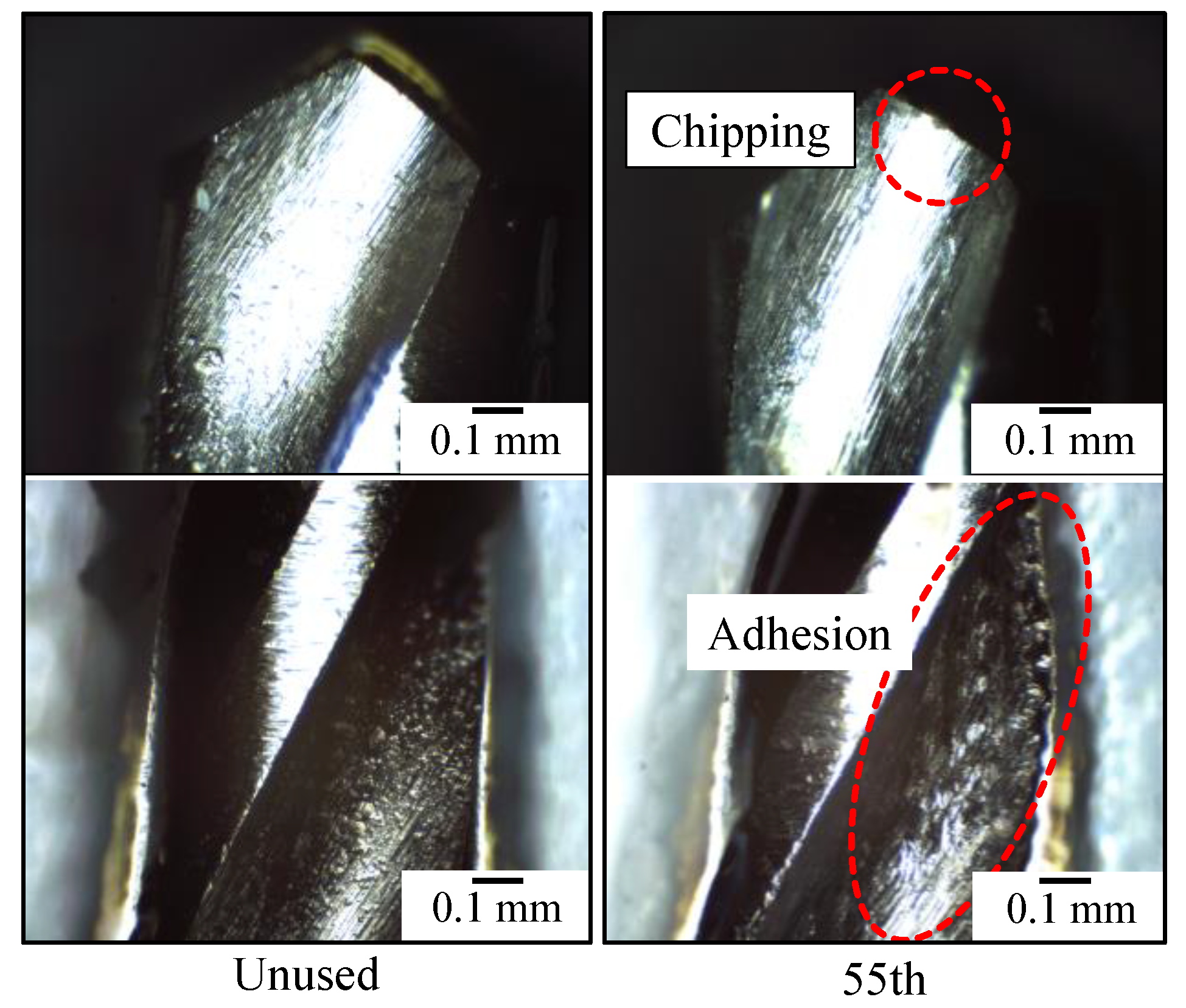
3.1. AE Signal Changes and Machining State in Uncoated Drill Bits
3.2. AE Signal Changes and Machining State of Coated Drills
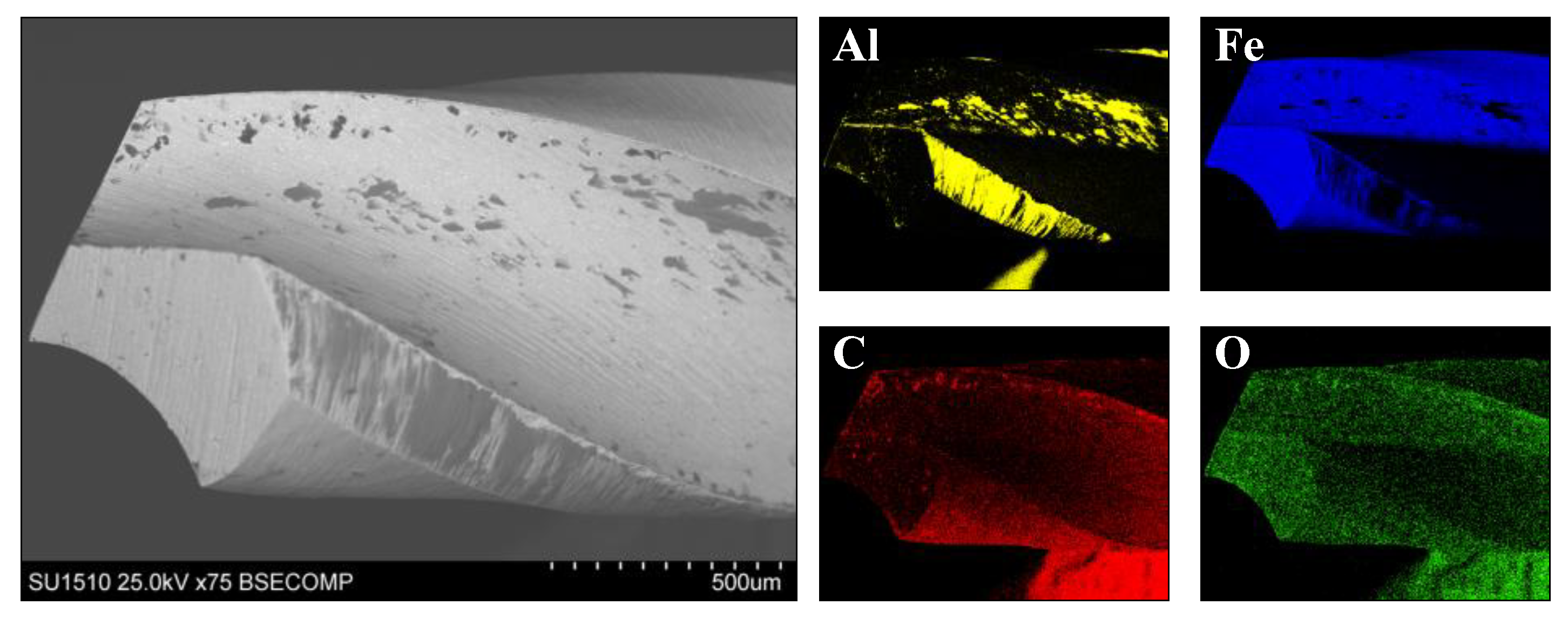
3.3. Detailed Surface Analysis of Drill Bits by Scanning Electron Microscopy–Energy Dispersive X-ray Spectroscopy
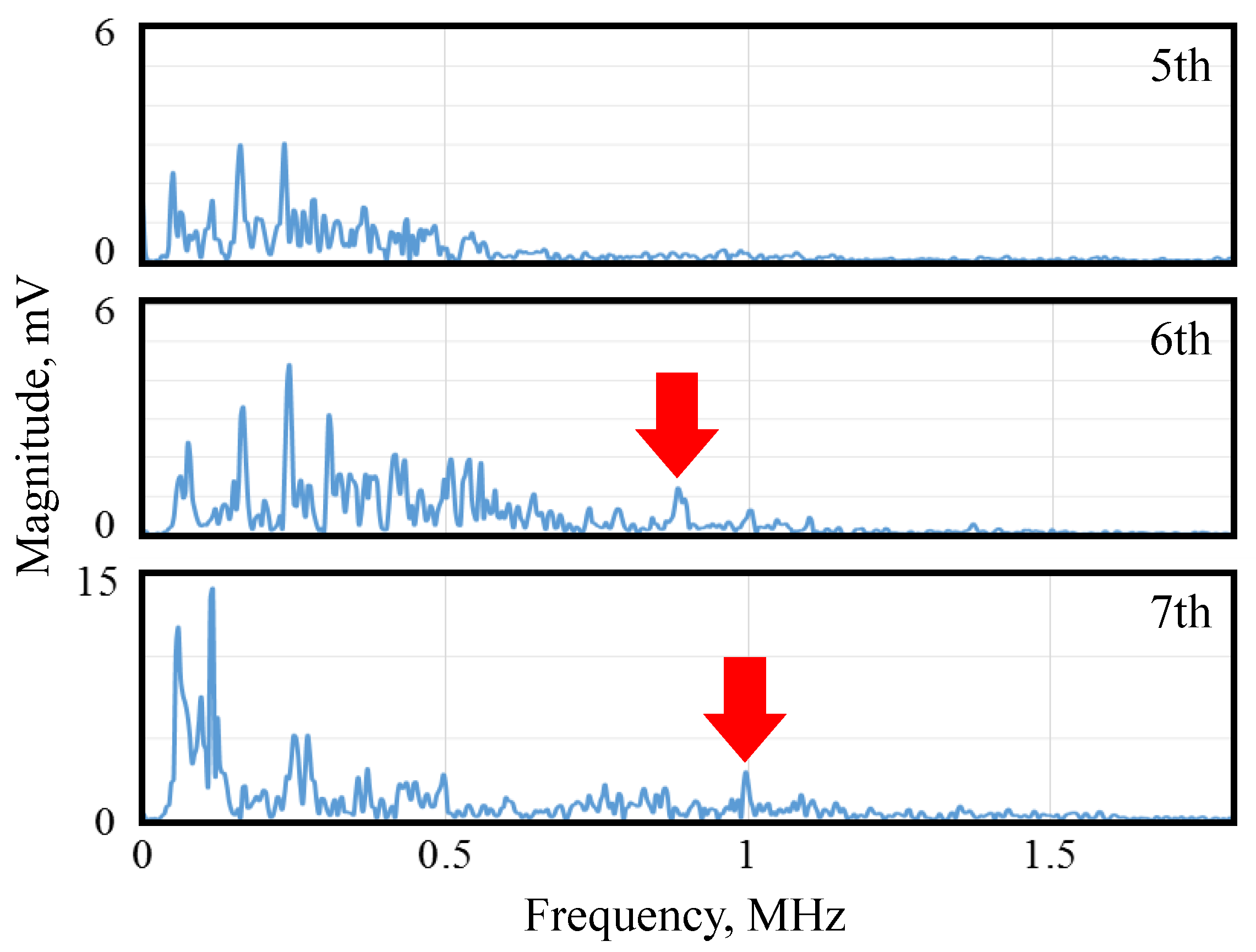
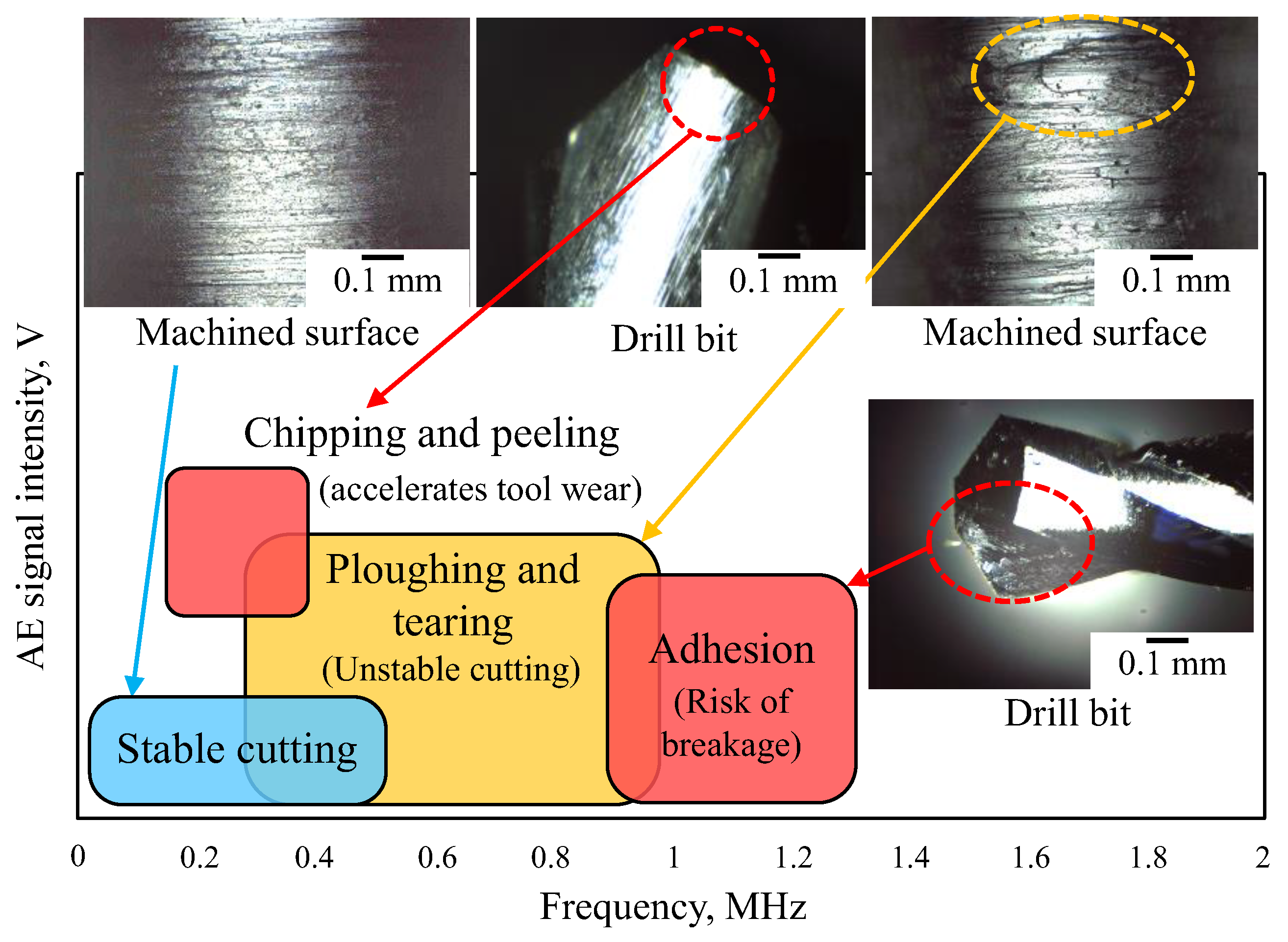
3.4. Correlation Map Based on AE Frequency for In Situ Measurements of the Machining State in Small-Diameter Drilling
- Below 0.5 MHz: caused by cutting phenomena (increases due to the occurrence of the ploughing and tearing of the machined surfaces).
- Between 0.15 and 0.4 MHz: caused by the generation of micro-chipping (decline in the sharpness of the drill bit) and a peeling phenomenon during chip ejection accompanying the adhesion of chips to the bit’s rake face (accelerating tool wear).
- Around 1 MHz: caused by the adhesion of workpiece material to the drill bit (can be used to predict the breakage of drill bits).
4. Conclusions
- The amplitude of the AE signal tended to increase as the small-diameter drill bit approached breakage.
- AE signals with a high-frequency component of around 1 MHz were detected when the adhesion of a workpiece material (which causes breakage) occurred at the cutting edge of the small-diameter drill bit.
- Features of the frequency spectrum of AE signal waveforms (AE frequency components) showed a similar trend regardless of the presence or absence of a coating on the small-diameter drill bit.
- By measuring changes in the AE signal amplitude and the AE frequency components, the state of the sharpness of small-diameter drill bits can be evaluated with a high degree of accuracy.
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Correction Statement
References
- Kagermann, H.; Lukas, W.D.; Wahlster, W. Industrie 4.0: Mit dem Internet der Dinge auf dem Weg zur 4. Industriellen Revolution. (Press Release) VDI Nachrichten, Nr.13. 2011. Available online: https://www.dfki.de/fileadmin/user_upload/DFKI/Medien/News_Media/Presse/Presse-Highlights/vdinach2011a13-ind4.0-Internet-Dinge.pdf (accessed on 18 December 2023).
- Cabinet Office, Government of Japan. The 5th Science and Technology Basic Plan (Translation); Cabinet Office, Government of Japan: Tokyo, Japan, 2016; pp. 9–15. Available online: https://www8.cao.go.jp/cstp/kihonkeikaku/5basicplan_en.pdf (accessed on 18 December 2023).
- Stolterman, E.; Croon Fors, A. Information Technology and the Good Life. In Information Systems Research: Relevant Theory and Informed Practice; Kaplan, B., Truex, D.P., III, Wastell, D., Wood-Harper, A.T., DeGross, J.I., Eds.; Kluwer Academic: Boston, MA, USA, 2004; pp. 687–692. [Google Scholar]
- Kraus, S.; Jones, P.; Kailer, N.; Weinmann, A.; Chaparro-Banegas, N.; Roig-Tierno, N. Digital transformation: An overview of the current state of the art of research. SAGE Open 2021, 11, 1–15. [Google Scholar] [CrossRef]
- Ashton, K. That ‘Internet of Things’ Thing. RFID J. 2009. Available online: https://www.itrco.jp/libraries/RFIDjournal-That%20Internet%20of%20Things%20Thing.pdf (accessed on 18 December 2023).
- Cabinet Office, Government of Japan. Society 5.0. Available online: https://www8.cao.go.jp/cstp/english/society5_0/index.html (accessed on 26 December 2023).
- ASTM E1316; Revision 23B, September 1, 2023: Standard Terminology for Nondestructive Examinations. ASTM International: West Conshohocken, PA, USA, 2023.
- Hase, A.; Wada, M.; Koga, T.; Mishina, H. The relationship between acoustic emission signals and cutting phenomena in turning process. Int. J. Adv. Manuf. Technol. 2014, 70, 947–955. [Google Scholar] [CrossRef]
- Dudzik, K.; Labuda, W. The possibility of applying acoustic emission and dynamometric methods for monitoring the turning process. Materials 2020, 13, 2926. [Google Scholar] [CrossRef]
- Ferrando Chacón, J.L.; Fernández de Barrena, T.; García, A.; Sáez de Buruaga, M.; Badiola, X.; Vicente, J. A Novel Machine Learning-Based Methodology for Tool Wear Prediction Using Acoustic Emission Signals. Sensors 2021, 21, 5984. [Google Scholar] [CrossRef]
- Tang, K.-E.; Weng, C.-Y.; Cheng, Y.-C.; Liu, C.-W. Typical signal anomaly monitoring and support vector regression-based surface roughness prediction with acoustic emission signals in single-point diamond turning. J. Manuf. Proc. 2024, 112, 126–135. [Google Scholar] [CrossRef]
- Marinescu, I.; Axinte, D. A time–frequency acoustic emission-based monitoring technique to identify workpiece surface malfunctions in milling with multiple teeth cutting simultaneously. Int. J. Mach. Tools Manuf. 2009, 49, 53–65. [Google Scholar] [CrossRef]
- Sio-Sever, A.; Leal-Muñoz, E.; Lopez-Navarro, J.M.; Alzugaray-Franz, R.; Vizan-Idoipe, A.; de Arcas-Castro, G. Non-Invasive estimation of machining parameters during end-milling operations based on acoustic emission. Sensors 2020, 20, 5326. [Google Scholar] [CrossRef]
- Uhlmann, E.; Holznagel, T. Acoustic emission-based process monitoring in the milling of carbon fibre-reinforced plastics. CIRP J. Manuf. Sci. Technol. 2022, 37, 464–476. [Google Scholar] [CrossRef]
- Li, M.; Huang, D.; Han, H.; Yang, X. Chatter Detection and Identification in High-Efficient Robotic Milling CFRP Composites Using Acoustic Emission Technique. Int. J. Precis. Eng. Manuf.-Green Technol. 2023, 10, 1155–1167. [Google Scholar] [CrossRef]
- Mathews, P.G.; Shunmugam, M.S. Condition monitoring in reaming through acoustic emission signals. J. Mater. Process. Technol. 1999, 86, 81–86. [Google Scholar] [CrossRef]
- Kanthababu, M.; Shunmugam, M.S.; Singaperumal, M. Tool condition monitoring in honing process using acoustic emission signals. Int. J. Autom. Control 2008, 2, 99–112. [Google Scholar] [CrossRef]
- Buj-Corral, I.; Álvarez-Flórez, J.; Domínguez-Fernández, A. Effect of Grain Size and Density of Abrasive on Surface Roughness, Material Removal Rate and Acoustic Emission Signal in Rough Honing Processes. Metals 2019, 9, 860. [Google Scholar] [CrossRef]
- Liu, C.-S.; Ou, Y.-J. Grinding wheel loading evaluation by using acoustic emission signals and digital image processing. Sensors 2020, 20, 4092. [Google Scholar] [CrossRef] [PubMed]
- Bi, G.; Liu, S.; Su, S.; Wang, Z. Diamond Grinding Wheel Condition Monitoring Based on Acoustic Emission Signals. Sensors 2021, 21, 1054. [Google Scholar] [CrossRef] [PubMed]
- Tanaka, H.; Sugiyama, T.; Kouno, T. Grinding burn monitoring by high-frequency domain analysis of acoustic emission signal. Int. J. Abras. Technol. 2021, 10, 269. [Google Scholar] [CrossRef]
- Imai, K.; Hase, A. Identification of tribological phenomena in glass grinding by acoustic emission sensing. Tribol. Online 2022, 17, 86–96. [Google Scholar] [CrossRef]
- Wang, S.; Wang, S.; Wang, S.; Zhao, Q. Study on subsurface damage behavior in ductile ultra-precision grinding of sapphire based on acoustic emission signal processing. J. Manuf. Process. 2024, 109, 326–344. [Google Scholar] [CrossRef]
- De Agustina, B.; Marín, M.M.; Teti, R.; Rubio, E.M. Surface Roughness Evaluation Based on Acoustic Emission Signals in Robot Assisted Polishing. Sensors 2014, 14, 21514–21522. [Google Scholar] [CrossRef]
- Liu, C.-W.; Chen, H.-C.; Lin, S.-C. Acoustic Emission Monitoring System for Hard Polishing of Sapphire Wafer. Sens. Mater. 2019, 31, 2681–2689. [Google Scholar] [CrossRef]
- Kim, H.-J.; Lee, H.-H.; Lee, S.-H. Analysis of Surface Roughness during Surface Polishing of ITO Thin Film Using Acoustic Emission Sensor Monitoring. Coatings 2023, 13, 2086. [Google Scholar] [CrossRef]
- Klocke, F.; Döbbeler, B.; Pullen, T.; Bergs, T. Acoustic emission signal source separation for a flank wear estimation of drilling tools. Procedia CIRP 2019, 79, 57–62. [Google Scholar] [CrossRef]
- Thirukkumaran, K.; Mukhopadhyay, C.K. Acoustic emission signals analysis to differentiate the damage mechanism in the drilling of Al-5%B4C metal matrix composite. Ultrasonics 2022, 124, 106762. [Google Scholar] [CrossRef]
- Zhang, X.; Li, M.; Huang, D. Surface quality and burr characterization during drilling CFRP/Al stacks with acoustic emission monitoring. J. Manuf. Process. 2023, 98, 138–148. [Google Scholar] [CrossRef]
- Gómez, M.P.; Hey, A.M.; Ruzzante, J.E.; D’Attellis, C.E. Tool wear evaluation in drilling by acoustic emission. Phys. Procedia 2010, 3, 819–825. [Google Scholar] [CrossRef]
- Ferrari, G.; Gómez, M.P. Correlation between acoustic emission, thrust and tool wear in drilling. Procedia Mater. Sci. 2015, 8, 693–701. [Google Scholar] [CrossRef]
- Patra, K. Acoustic emission based tool condition monitoring system in drilling. In Proceedings of the World Congress Engineering, London, UK, 6–8 July 2011; Newswood Academic Publishing: Hong Kong, China, 2011; Volume 3, pp. 2126–2130. [Google Scholar]
- Nakano, T.; Koresawa, H.; Narahara, H. Tool condition monitoring method by anomaly segmentation of time-frequency images using acoustic emission in small hole drilling. J. Adv. Mech. Des. Syst. Manuf. 2023, 17, 3-00133. [Google Scholar] [CrossRef]
- Mirifar, S.; Kadivar, M.; Azarhoushang, B. First steps through intelligent grinding using machine learning via integrated acoustic emission sensors. J. Manuf. Mater. Process. 2020, 4, 35. [Google Scholar] [CrossRef]
- Twardowski, P.; Tabaszewski, M.; Wiciak-Pikuła, M.; Felusiak-Czyryca, A. Identification of tool wear using acoustic emission signal and machine learning methods. Precis. Eng. 2021, 72, 738–744. [Google Scholar] [CrossRef]
- Asiltürk, İ.; Kuntoğlu, M.; Binali, R.; Akkuş, H.; Salur, E. A comprehensive analysis of surface roughness, vibration, and acoustic emissions based on machine learning during hard turning of AISI 4140 steel. Metals 2023, 13, 437. [Google Scholar] [CrossRef]
- Ahmed, M.; Kamal, K.; Ratlamwala, T.A.H.; Hussain, G.; Alqahtani, M.; Alkahtani, M.; Alatefi, M.; Alzabidi, A. Tool health monitoring of a milling process using acoustic emissions and a ResNet deep learning model. Sensors 2023, 23, 3084. [Google Scholar] [CrossRef]
- Hase, A.; Mishina, H.; Wada, M. Correlation between features of acoustic emission signals and mechanical wear mechanisms. Wear 2012, 292–293, 144–150. [Google Scholar] [CrossRef]
- Hase, A.; Wada, M.; Mishina, H. Scanning electron microscope observation study for identification of wear mechanism using acoustic emission technique. Tribol. Int. 2014, 72, 51–57. [Google Scholar] [CrossRef]
- Hutton, D.V.; Yu, Q. On the Effects of a Built-Up Edge on Acoustic Emission in Metal Cutting. ASME J. Eng. Ind. 1990, 112, 184–189. [Google Scholar] [CrossRef]
- Hase, A.; Mishina, H.; Wada, M. Microscopic study on the relationship between AE signal and wear amount. Wear 2013, 308, 142–147. [Google Scholar] [CrossRef]
- Hase, A. Early detection and identification of fatigue damage in thrust ball bearings by an acoustic emission technique. Lubricants 2020, 8, 37. [Google Scholar] [CrossRef]
- Zhang, Z.; Li, G.; Wang, H.; Xu, B.; Piao, Z.; Zhu, L. Investigation of rolling contact fatigue damage process of the coating by acoustics emission and vibration signals. Tribol. Int. 2012, 47, 25. [Google Scholar] [CrossRef]
- Riahi, A.R.; Alpas, A.T. Adhesion of AA5182 aluminum sheet to DLC and TiN coatings at 25 °C and 420 °C. Surf. Coat. Technol. 2007, 202, 1055–1061. [Google Scholar] [CrossRef]
- Subhedar, D.G.; Chauhan, K.V.; Patel, D.A. An experimental investigation of TiN coating on cutting force and surface finish in milling of aluminium. Mater. Today Proc. 2022, 59, 161–165. [Google Scholar] [CrossRef]
- D’Addona, D.M.; Raykar, S.J. Thermal Modeling of Tool Temperature Distribution during High Pressure Coolant Assisted Turning of Inconel 718. Materials 2019, 12, 408. [Google Scholar] [CrossRef]
- Xiangyu, Z.; Wang, D.; Peng, Z. Effects of high-pressure coolant on cooling mechanism in high-speed ultrasonic vibration cutting interfaces. Appl. Therm. Eng. 2023, 233, 121125. [Google Scholar] [CrossRef]
- Sun, Y.-J.; Gong, H.; Gui, S.-Y.; Yuan, S.-M.; Wang, Y. Towards understanding the cutting temperature in ultrasonic vibration-assisted drilling based on the dynamic contact characteristics between the cutting edge and workpiece. Ultrasonics 2023, 135, 107131. [Google Scholar] [CrossRef] [PubMed]
- Sasahara, H.; Goto, M.; Takahashi, W.; Yamamoto, H.; Muraki, T. Chip Adhesion and Tool Wear in Driven Rotary Cutting of Stainless Steel. In Proceedings of the ASME 2017 12th International Manufacturing Science and Engineering Conference collocated with the JSME/ASME 2017 6th International Conference on Materials and Processing, Volume 3: Manufacturing Equipment and Systems 2017, Los Angeles, CA, USA, 4–8 June 2017; p. V003T04A022. [Google Scholar] [CrossRef]
- Hase, A. Study on monitoring and control of machining process by acoustic emission technique. In Proceedings of the 9th International Conference on Leading Edge Manufacturing in the 21st Century (LEM21) 2017, Hiroshima, Japan, 13–17 November 2017; Japan Society of Mechanical Engineers: Tokyo, Japan, 2017; p. 156. [Google Scholar]
- Barry, J.; Byrne, G. Chip Formation, Acoustic Emission and Surface White Layers in Hard Machining. CIRP Ann. 2002, 51, 65–70. [Google Scholar] [CrossRef]
- Hase, A. A study on AE signals during micro cutting by in situ observation of metal cutting. In Proceedings of the Progress in Acoustic Emission XVIII: Proceeding 23rd International Acoustic Emission Symp, Kyoto, Japan, 5–8 December 2016; Japanese Society for Non-Destructive Inspection: Tokyo, Japan, 2016; pp. 55–60. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| AE sensor (frequency band) | Wideband-type (0.5–4.0 MHz) |
| AE amplification factor | 50 dB |
| AE band-pass filter | High-pass filter: 50 kHz Low-pass filter: through |
| Tool material | High-speed steel (SD), uncoated/TiN coated |
| Workpiece material | Aluminium alloy (A6063) |
| Rotation speed | 6500 rpm |
| Cutting speed | 18.8 m/min |
| Feed rate | 162 mm/min |
| Feed | 0.025 mm/rev |
| Atmosphere | Wet cutting (mineral-oil-based lubricant) at room temperature in the open air |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hase, A. In Situ Measurement of the Machining State in Small-Diameter Drilling by Acoustic Emission Sensing. Coatings 2024, 14, 193. https://doi.org/10.3390/coatings14020193
Hase A. In Situ Measurement of the Machining State in Small-Diameter Drilling by Acoustic Emission Sensing. Coatings. 2024; 14(2):193. https://doi.org/10.3390/coatings14020193
Chicago/Turabian StyleHase, Alan. 2024. "In Situ Measurement of the Machining State in Small-Diameter Drilling by Acoustic Emission Sensing" Coatings 14, no. 2: 193. https://doi.org/10.3390/coatings14020193
APA StyleHase, A. (2024). In Situ Measurement of the Machining State in Small-Diameter Drilling by Acoustic Emission Sensing. Coatings, 14(2), 193. https://doi.org/10.3390/coatings14020193