
Influence of Scanning Strategy and Post-Treatment on Cracks and Mechanical Properties of Selective-Laser-Melted K438 Superalloy

Abstract
:1. Introduction
2. Experiments
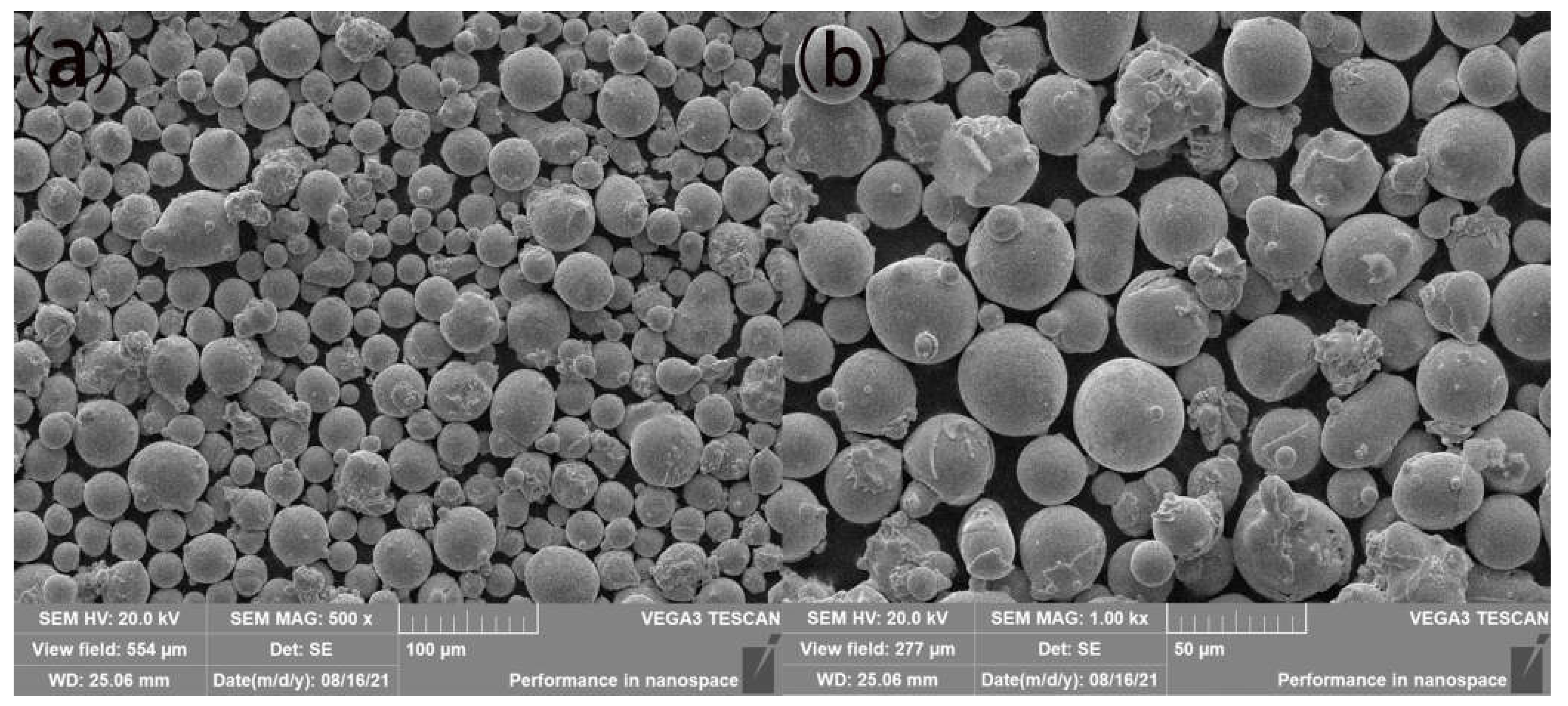
2.1. Fabrication of K438 Alloy
2.2. Experimental Parameters
2.3. Characterization
3. Results and Discussion
3.1. Density
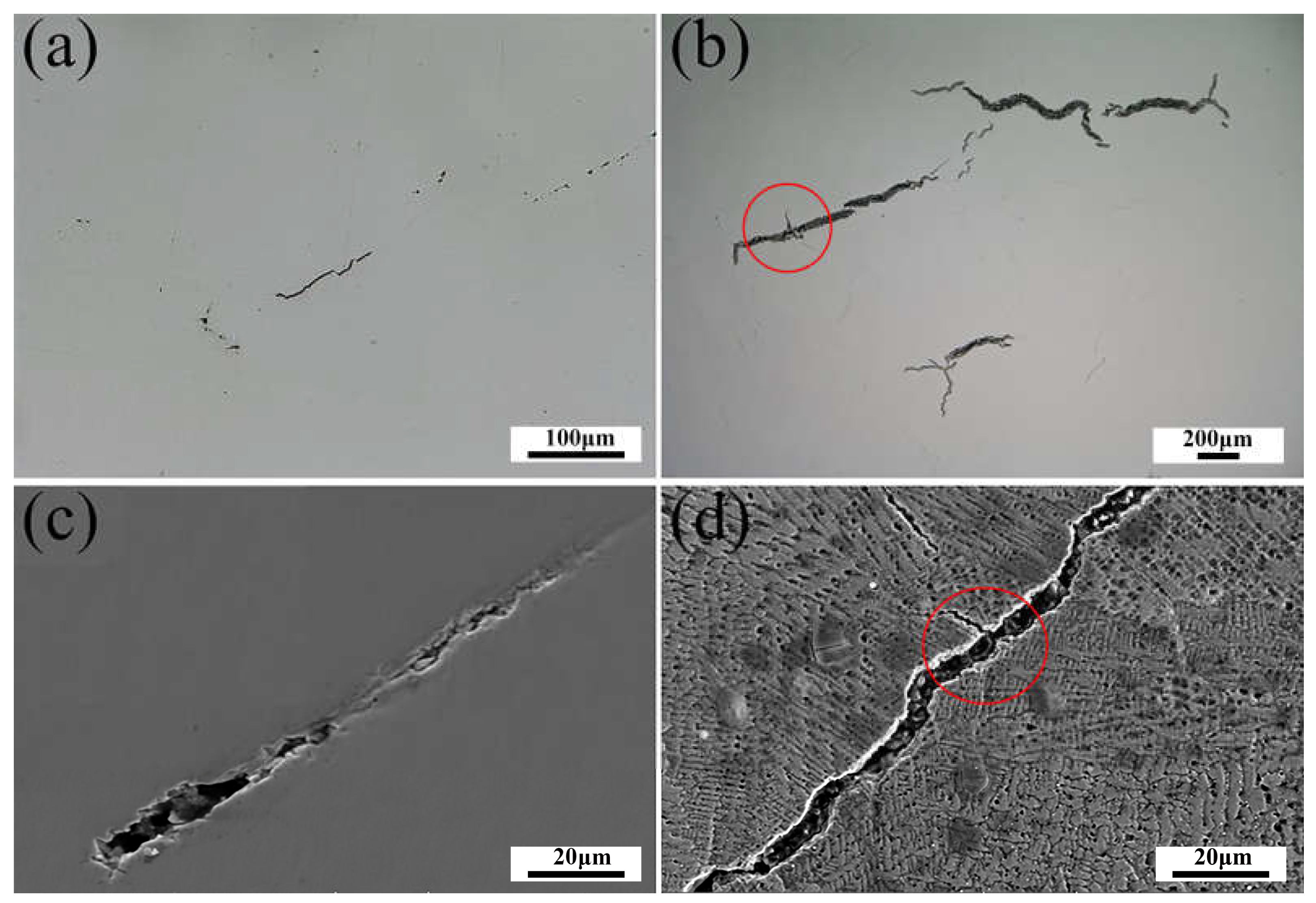
3.2. Distribution and Types of Cracks
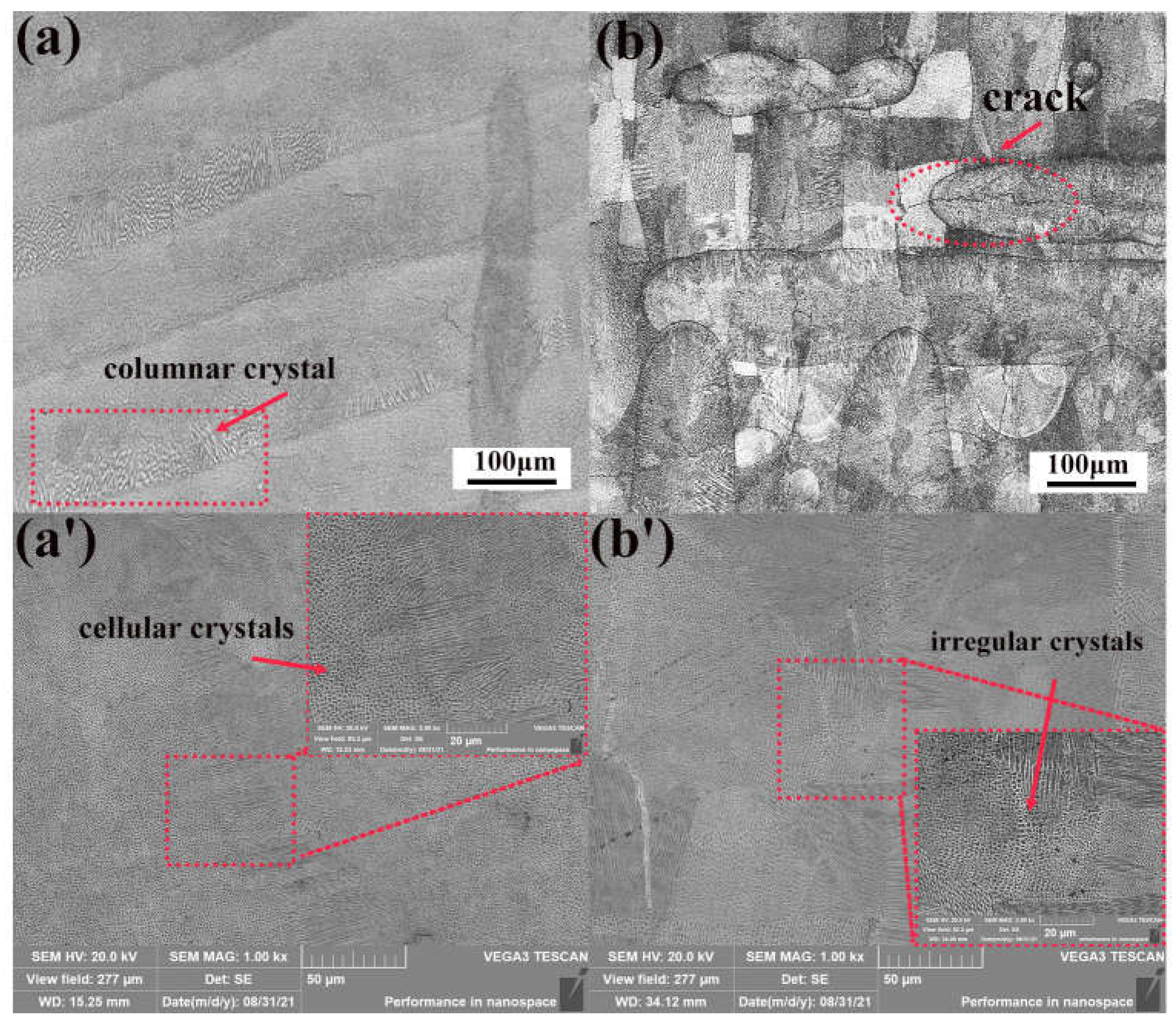
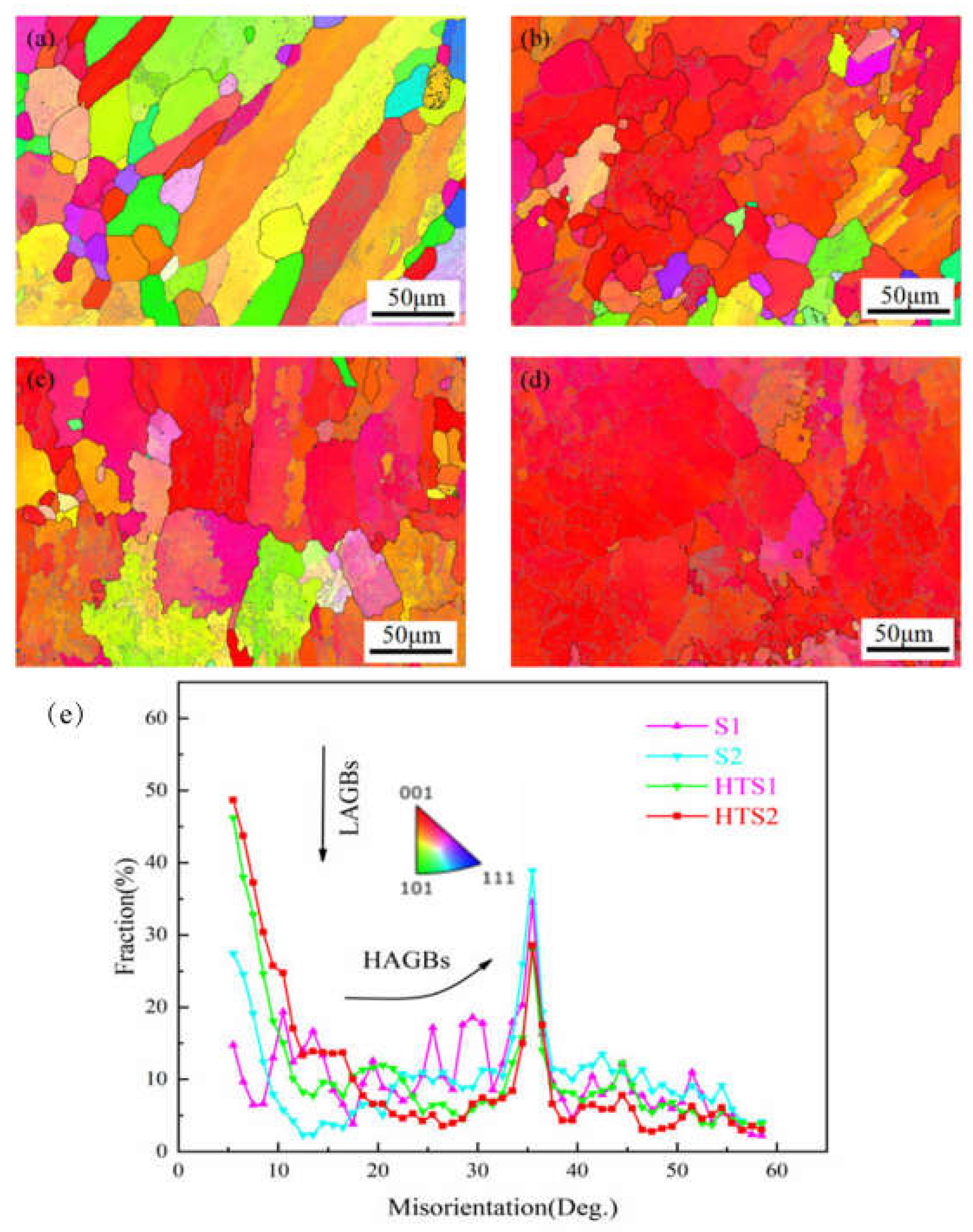
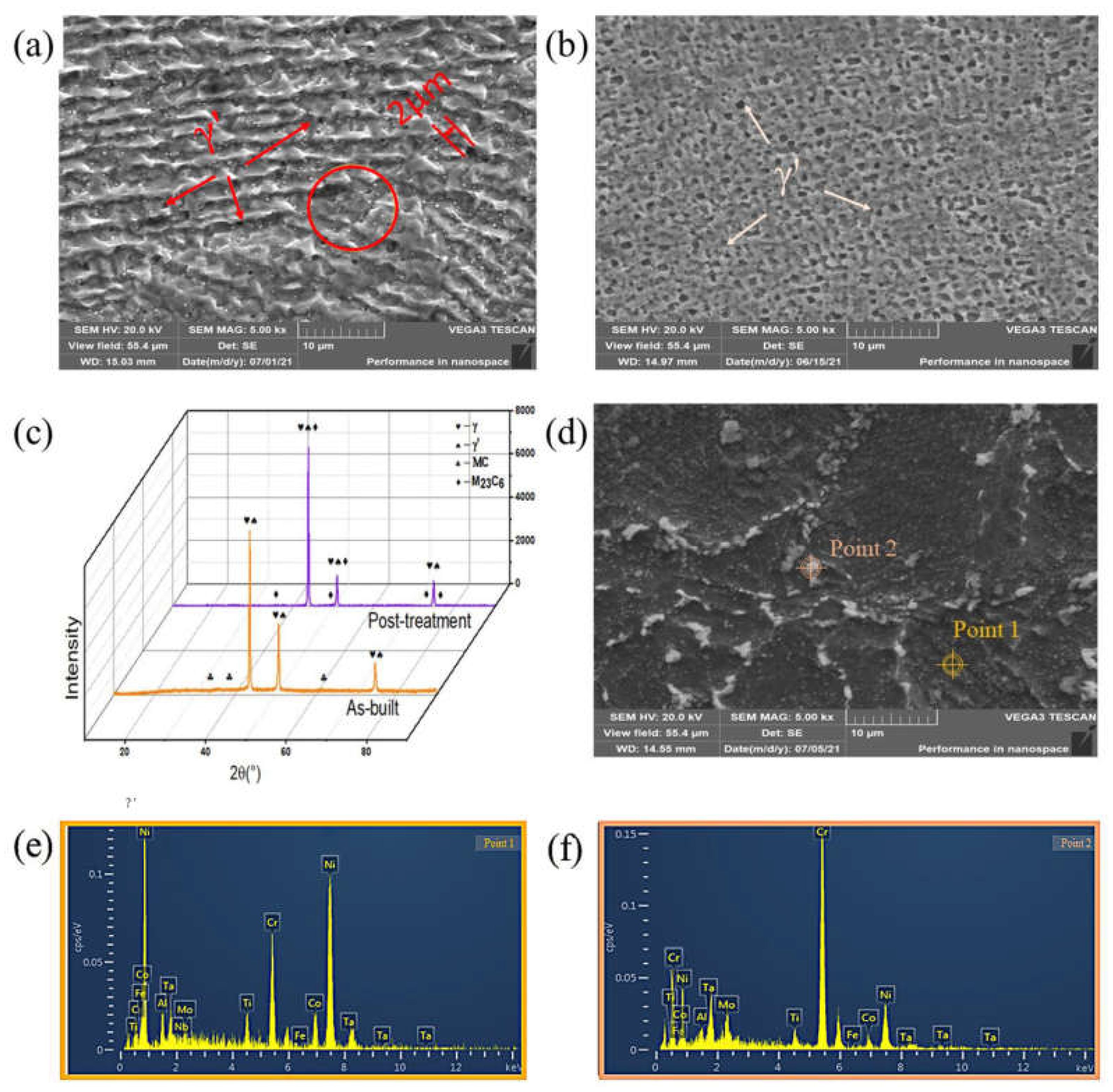
3.3. Microstructure Characterization
3.4. Mechanical Properties
3.4.1. Nanoindentation
3.4.2. Tensile Properties
5. Conclusions
- (1)
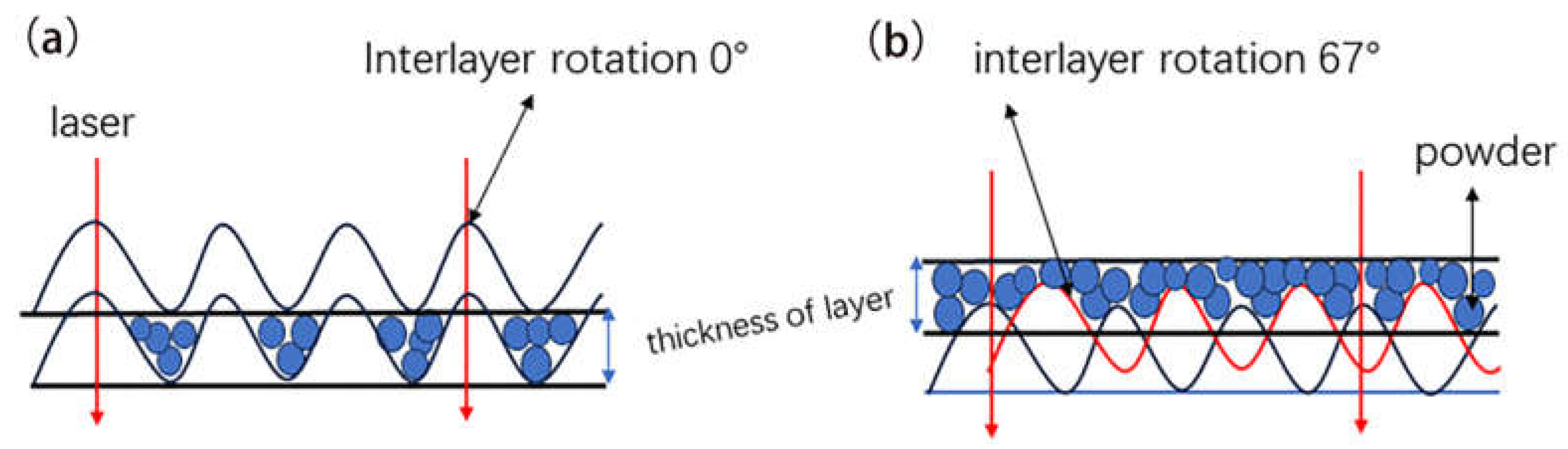
- Under the ‘back-and-forth’ scanning strategy, the material achieved the highest density and hardness of 99.74% and 9.61 GPa, respectively. In contrast, the island scanning strategy resulted in a density of 99.34% and hardness of 8.70 GPa. The interlayer rotation of the ‘back-and-forth’ scanning strategy made the molten pool more uniform and dense, thereby improving the density and hardness.
- (2)
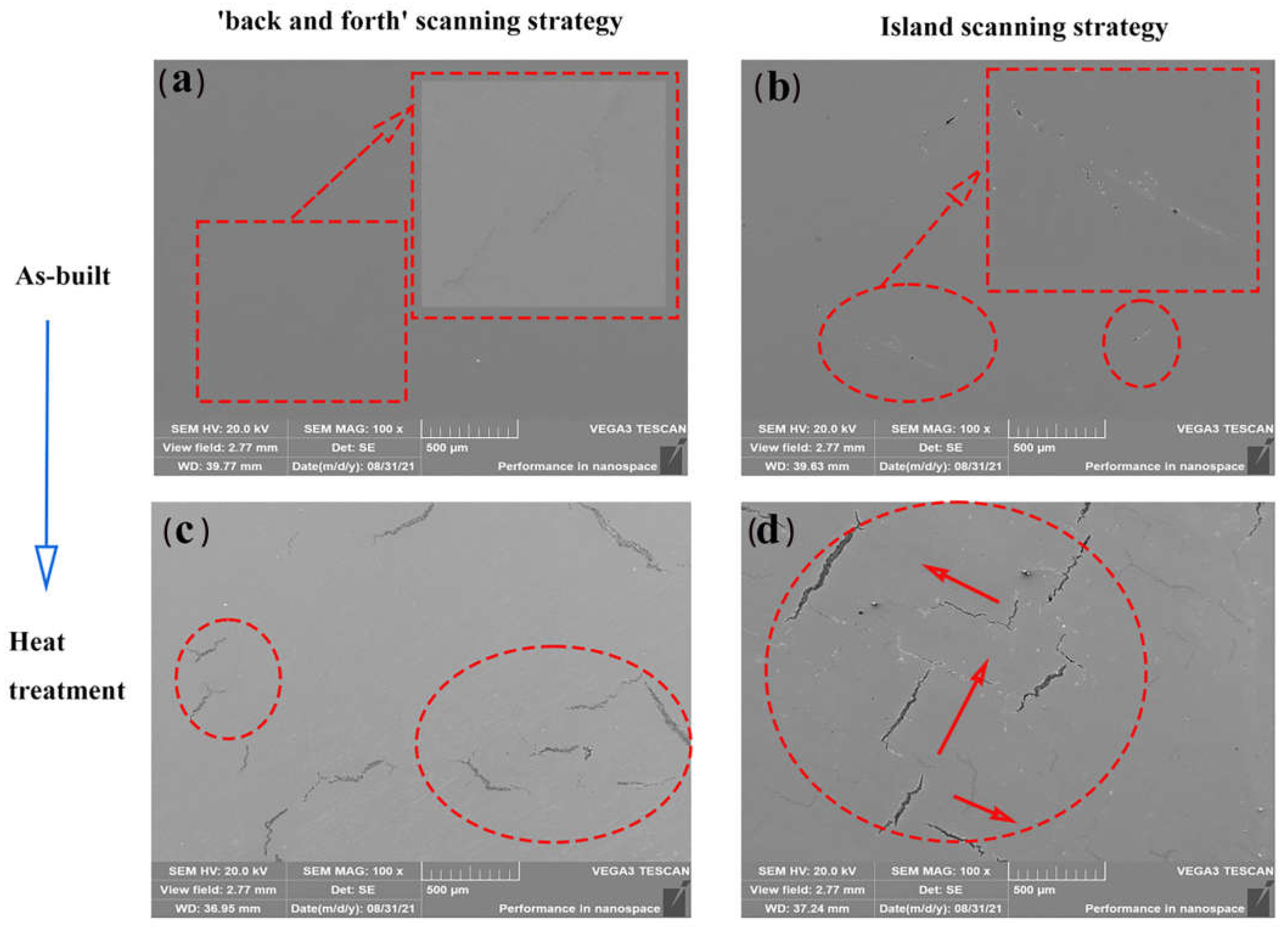
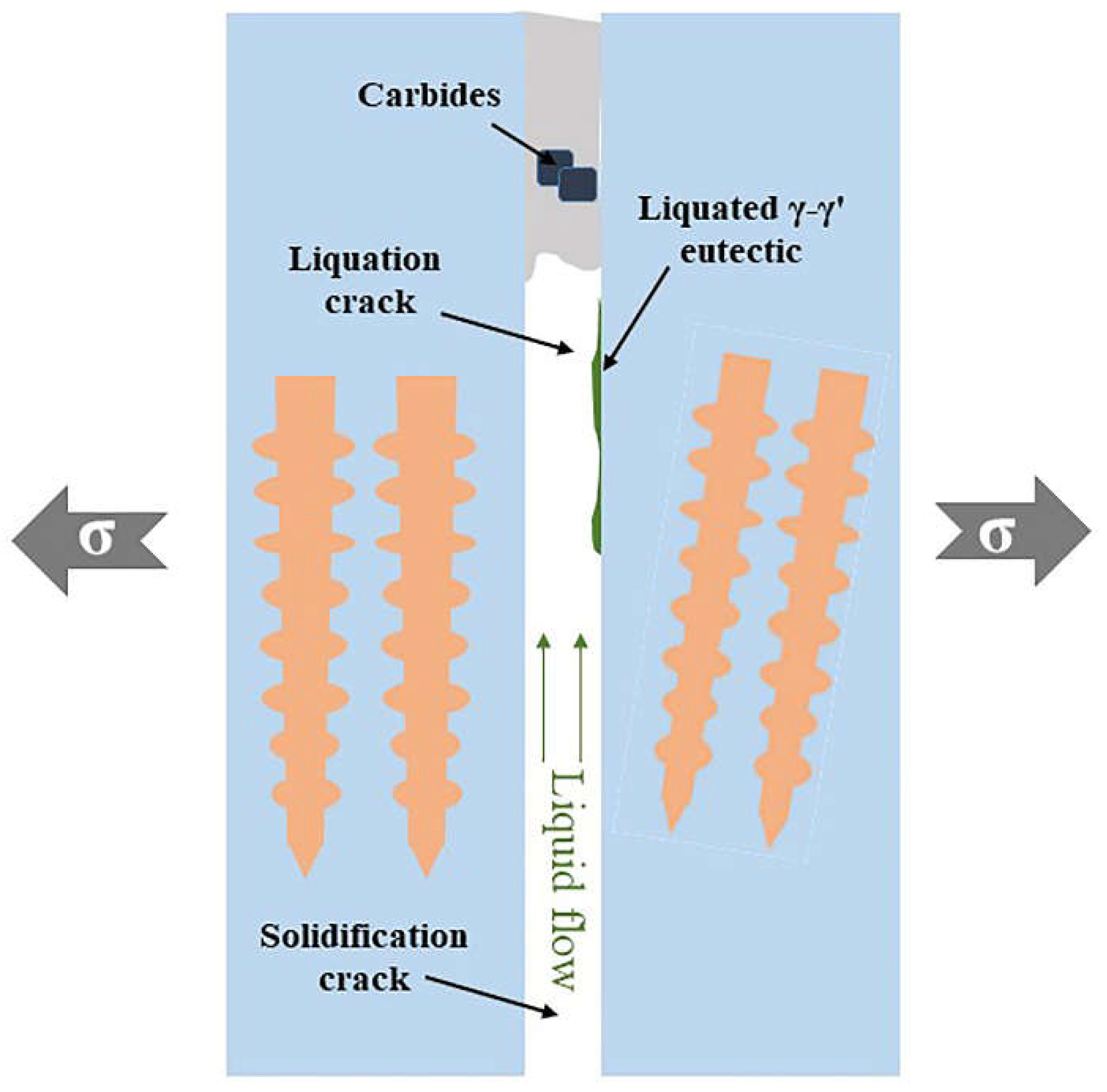
- Liquefaction cracking (LC), solidification cracking (SC), and ductility dip cracking (DDC) were produced during printing. In the two scanning strategies, the interlayer rotation angle of 67° and the partition scanning characteristics helped to reduce the generation of cracks. On the contrary, the longer scanning line length and the overlapping area of the laser easily caused cracks. The scanning vector directly affected the crack vector.
- (3)
- The interlayer rotation of the ‘back-and-forth’ scanning strategy formed a shorter dendritic structure. In contrast, the partition characteristics and diversified heat dissipation directions of the island scanning strategy led to the anisotropy of the grains, and the plasticity reached the highest at 3.24%.
- (4)
- After post-processing, stress was easily released at the crack tip and produced strain-age cracking. The MC phase was decomposed into M23C6 and precipitated at the grain boundary, which reduced the plasticity of the material. The misorientation of grain was reduced, and the secondary γ’ phase precipitated and grew to be uniformly dispersed in the matrix. The highest Young’s modulus (217.44 GPa) and the highest tensile strength (1421.71 MPa) of the material were achieved.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Deng, D.; Eriksson, R.; Peng, R.L.; Moverare, J. On the Dwell-Fatigue Crack Propagation Behavior of a High-Strength Ni-Base Superalloy Manufactured by Selective Laser Melting. Metall. Mater. Trans. A-Phys. Metall. Mater. Sci. 2020, 51, 962–972. [Google Scholar] [CrossRef]
- Lenders, S.; Thoene, M.; Riemer, A.; Niendorf, T.; Troester, T.; Richard, H.A.; Maier, H.J. On the mechanical behaviour of titanium alloy TiAl6V4 manufactured by selective laser melting: Fatigue resistance and crack growth performance. Int. J. Fatigue 2013, 48, 300–307. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Banoth, S.; Li, C.-W.; Hiratsuka, Y.; Kakehi, K. The Effect of Recrystallization on Creep Properties of Alloy IN939 Fabricated by Selective Laser Melting Process. Metals 2020, 10, 1016. [Google Scholar] [CrossRef]
- Cloots, M.; Uggowitzer, P.J.; Wegener, K. Investigations on the microstructure and crack formation of IN738LC samples processed by selective laser melting using Gaussian and doughnut profiles. Mater. Des. 2016, 89, 770–784. [Google Scholar] [CrossRef]
- Sabelkin, V.P.; Cobb, G.R.; Shelton, T.E.; Hartsfield, M.N.; Newell, D.J.; O’Hara, R.P.; Kemnitz, R.A. Mitigation of anisotropic fatigue in nickel alloy 718 manufactured via selective laser melting. Mater. Des. 2019, 182, 108095. [Google Scholar] [CrossRef]
- Wang, Z.; Guan, K.; Gao, M.; Li, X.; Chen, X.; Zeng, X. The microstructure and mechanical properties of deposited-IN718 by selective laser melting. J. Alloys Compd. 2012, 513, 518–523. [Google Scholar] [CrossRef]
- Murr, L.E.; Martinez, E.; Pan, X.M.; Gaytan, S.M.; Castro, J.A.; Terrazas, C.A.; Medina, F.; Wicker, R.B.; Abbott, D.H. Microstructures of Rene 142 nickel-based superalloy fabricated by electron beam melting. Acta Mater. 2013, 61, 4289–4296. [Google Scholar] [CrossRef]
- Liu, G.; Du, D.; Wang, K.; Pu, Z.; Chang, B. Epitaxial growth behavior and stray grains formation mechanism during laser surface re-melting of directionally solidified nickel-based superalloys. J. Alloys Compd. 2021, 853, 157325. [Google Scholar] [CrossRef]
- Divya, V.D.; Munoz-Moreno, R.; Messe, O.M.D.M.; Barnard, J.S.; Baker, S.; Illston, T.; Stone, H.J. Microstructure of selective laser melted CM247LC nickel-based superalloy and its evolution through heat treatment. Mater. Charact. 2016, 114, 62–74. [Google Scholar] [CrossRef]
- Sui, S.; Tan, H.; Chen, J.; Zhong, C.; Li, Z.; Fan, W.; Gasser, A.; Huang, W. The influence of Laves phases on the room temperature tensile properties of Inconel 718 fabricated by powder feeding laser additive manufacturing. Acta Mater. 2019, 164, 413–427. [Google Scholar] [CrossRef]
- Yang, J.; Li, F.; Wang, Z.; Zeng, X. Cracking behavior and control of Rene 104 superalloy produced by direct laser fabrication. J. Mater. Process. Technol. 2015, 225, 229–239. [Google Scholar] [CrossRef]
- Maleki, V.; Omidvar, H.; Rahimipour, M.-r. Effect of gap size on microstructure of transient liquid phase bonded IN-738LC superalloy. Trans. Nonferrous Met. Soc. China 2016, 26, 437–447. [Google Scholar] [CrossRef]
- Pilehrood, A.E.; Omidvar, H.; Shamsipur, A.; Sajuri, Z. Influence of transient liquid phase bonding followed by homogenization on the fatigue lifetimes of inconel 738 at elevated temperature. J. Manuf. Process. 2020, 55, 348–358. [Google Scholar] [CrossRef]
- Egbewande, A.T.; Buckson, R.A.; Ojo, O.A. Analysis of laser beam weldability of Inconel 738 superalloy. Mater. Charact. 2010, 61, 569–574. [Google Scholar] [CrossRef]
- Tang, Y.T.; Ghoussoub, J.N.; Panwisawas, C.; Collins, D.M.; Amirkhanlou, S.; Clark, J.W.; Németh, A.A.; Graham McCartney, D.; Reed, R.C. The effect of heat treatment on tensile yielding response of the new superalloy ABD-900AM for additive manufacturing. In Superalloys 2020, Proceedings of the 14th International Symposium on Superalloys; Springer: Cham, Switzerland, 2020; pp. 1055–1065. [Google Scholar]
- Zhu, L.; Zhu, S.; Wang, F. Hot corrosion behaviour of a Ni plus CrAlYSiN composite coating in Na2SO4-25 wt.% NaCl melt. Appl. Surf. Sci. 2013, 268, 103–110. [Google Scholar] [CrossRef]
- Yu, X.; Song, P.; He, X.; Khan, A.; Huang, T.; Li, C.; Li, Q.; Lu, K.; Chen, K.; Lu, J. Influence of the combined-effect of NaCl and Na2SO4 on the hot corrosion behaviour of aluminide coating on Ni-based alloys. J. Alloys Compd. 2019, 790, 228–239. [Google Scholar] [CrossRef]
- Jalilvand, V.; Omidvar, H.; Shakeri, H.R.; Rahimipour, M.R. A Study on the Effect of Process Parameters on the Properties of Joint in TLP-Bonded Inconel 738LC Superalloy. Metall. Mater. Trans. B-Process Metall. Mater. Process. Sci. 2013, 44, 1222–1231. [Google Scholar] [CrossRef]
- Ye, Y.; Wei, J.; Zou, G.; Long, W.; Bai, H.; Wu, A.; Liu, L. Microstructure of diffusion-brazing repaired IN738LC superalloy with uneven surface defect gap width. Sci. Technol. Weld. Join. 2017, 22, 617–626. [Google Scholar] [CrossRef]
- Zhong, M.; Sun, H.; Liu, W.; Zhu, X.; He, J. Boundary liquation and interface cracking characterization in laser deposition of Inconel 738 on directionally solidified Ni-based superalloy. Scr. Mater. 2005, 53, 159–164. [Google Scholar] [CrossRef]
- Hollaender, D.; Kulawinski, D.; Weidner, A.; Thiele, M.; Biermann, H.; Gampe, U. Small-scale specimen testing for fatigue life assessment of service-exposed industrial gas turbine blades. Int. J. Fatigue 2016, 92, 262–271. [Google Scholar] [CrossRef]
- Zhang, X.; Chen, H.; Xu, L.; Xu, J.; Ren, X.; Chen, X. Cracking mechanism and susceptibility of laser melting deposited Inconel 738 superalloy. Mater. Des. 2019, 183, 108105. [Google Scholar] [CrossRef]
- Kuhn, F.; Zeismann, F.; Brueckner-Foit, A.; Kadau, K.; Gravett, P. Crack paths in the superalloy IN738 in aged conditions. Eng. Fract. Mech. 2013, 108, 275–284. [Google Scholar] [CrossRef]
- Ramakrishnan, A.; Dinda, G.P. Direct laser metal deposition of Inconel 738. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2019, 740, 1–13. [Google Scholar] [CrossRef]
- Xu, J.; Lin, X.; Zhao, Y.; Guo, P.; Wen, X.; Li, Q.; Yang, H.; Dong, H.; Xue, L.; Huang, W. HAZ Liquation Cracking Mechanism of IN-738LC Superalloy Prepared by Laser Solid Forming. Metall. Mater. Trans. A-Phys. Metall. Mater. Sci. A 2018, 49, 5118–5136. [Google Scholar] [CrossRef]
- Heydari, D.; Fard, A.S.; Bakhshi, A.; Drezet, J.M. Hot tearing in polycrystalline Ni-based IN738LC superalloy: Influence of Zr content. J. Mater. Process. Technol. 2014, 214, 681–687. [Google Scholar] [CrossRef]
- Carter, L.N.; Martin, C.; Withers, P.J.; Attallah, M.M. The influence of the laser scan strategy on grain structure and cracking behaviour in SLM powder-bed fabricated nickel superalloy. J. Alloys Compd. 2014, 615, 338–347. [Google Scholar] [CrossRef]
- Jia, H.; Sun, H.; Wang, H.; Wu, Y.; Wang, H. Scanning strategy in selective laser melting (SLM): A review. Int. J. Adv. Manuf. Technol. 2021, 113, 2413–2435. [Google Scholar] [CrossRef]
- Rashid, R.; Masood, S.H.; Ruan, D.; Palanisamy, S.; Rashid, R.A.R.; Brandt, M. Effect of scan strategy on density and metallurgical properties of 17-4PH parts printed by Selective Laser Melting (SLM). J. Mater. Process. Technol. 2017, 249, 502–511. [Google Scholar] [CrossRef]
- Tang, X.; Zhang, S.; Zhang, C.; Chen, J.; Zhang, J.; Liu, Y. Optimization of laser energy density and scanning strategy on the forming quality of 24CrNiMo low alloy steel manufactured by SLM. Mater. Charact. 2020, 170, 110718. [Google Scholar] [CrossRef]
- Nong, X.D.; Zhou, X.L. Effect of scanning strategy on the microstructure, texture, and mechanical properties of 15-5PH stainless steel processed by selective laser melting. Mater. Charact. 2021, 174, 111012. [Google Scholar] [CrossRef]
- Cao, M.; Zhang, D.; Gao, Y.; Chen, R.; Huang, G.; Feng, Z.; Poprawe, R.; Schleifenbaum, J.H.; Ziegler, S. The effect of homogenization temperature on the microstructure and high temperature mechanical performance of SLM-fabricated IN718 alloy. Mater. Sci. Eng. A 2021, 801, 140427. [Google Scholar] [CrossRef]
- Luo, S.; Huang, W.; Yang, H.; Yang, J.; Wang, Z.; Zeng, X. Microstructural evolution and corrosion behaviors of Inconel 718 alloy produced by selective laser melting following different heat treatments. Addit. Manuf. 2019, 30, 100875. [Google Scholar] [CrossRef]
- Sotov, A.V.; Agapovichev, A.V.; Smelov, V.G.; Kokareva, V.V.; Dmitrieva, M.O.; Melnikov, A.A.; Golanov, S.P.; Anurov, Y.M. Investigation of the IN-738 superalloy microstructure and mechanical properties for the manufacturing of gas turbine engine nozzle guide vane by selective laser melting. Int. J. Adv. Manuf. Technol. 2020, 107, 2525–2535. [Google Scholar] [CrossRef]
- Wongbunyakul, P.; Visuttipitukkul, P.; Wangyao, P.; Lothongkum, G.; Sricharoenchai, P. Effect of Reheat Treatment on Microstructural Refurbishment and Hardness of the As-cast Inconel 738. High Temp. Mater. Process. 2014, 33, 453–461. [Google Scholar] [CrossRef]
- Bhardwaj, T.; Shukla, M. Effect of laser scanning strategies on texture, physical and mechanical properties of laser sintered maraging steel. Mater. Sci. Eng. A 2018, 734, 102–109. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Smurov, I. Selective laser melting technology: From the single laser melted track stability to 3D parts of complex shape. Phys. Procedia 2010, 5, 551–560. [Google Scholar] [CrossRef]
- Tian, Y.; Tomus, D.; Rometsch, P.; Wu, X. Influences of processing parameters on surface roughness of Hastelloy X produced by selective laser melting. Addit. Manuf. 2017, 13, 103–112. [Google Scholar] [CrossRef]
- Amirjan, M.; Sakiani, H. Effect of scanning strategy and speed on the microstructure and mechanical properties of selective laser melted IN718 nickel-based superalloy. Int. J. Adv. Manuf. Technol. 2019, 103, 1769–1780. [Google Scholar] [CrossRef]
- Sharma, R.; Kumar, A. Track-scale simulations of selective laser melting to investigate development and mitigation of thermal stresses. Lasers Manuf. Mater. Process. 2019, 6, 464–492. [Google Scholar] [CrossRef]
- Salman, O.; Brenne, F.; Niendorf, T.; Eckert, J.; Prashanth, K.; He, T.; Scudino, S. Impact of the scanning strategy on the mechanical behavior of 316L steel synthesized by selective laser melting. J. Manuf. Process. 2019, 45, 255–261. [Google Scholar] [CrossRef]
- Liu, Y.; Yang, Y.; Wang, D. A study on the residual stress during selective laser melting (SLM) of metallic powder. Int. J. Adv. Manuf. Technol. 2016, 87, 647–656. [Google Scholar] [CrossRef]
- Promoppatum, P.; Yao, S.-C. Influence of scanning length and energy input on residual stress reduction in metal additive manufacturing: Numerical and experimental studies. J. Manuf. Process. 2020, 49, 247–259. [Google Scholar] [CrossRef]
- Dimitrov, D.; Becker, T.H.; Yadroitsev, I.; Booysen, G. On the impact of different system strategies on the material performance of selective laser melting-manufactured Ti6Al4V components. South Afr. J. Ind. Eng. 2016, 27, 184–191. [Google Scholar] [CrossRef]
- Wang, X.-j.; Liu, L.; Huang, T.-w.; Yang, W.-c.; Yue, Q.-z.; He, C.; Zhang, J.; Fu, H.-z. Grain boundary precipitation behavior in Re-containing nickel-based directionally solidified superalloys with carbon and boron additions. Vacuum 2020, 179, 109483. [Google Scholar] [CrossRef]
- Nippes, E.F.; Grotke, G.; Savage, W.F. Further Studies of the Hot-Ductility of High-Temperature Alloys; Welding Research Council: Shaker Heights, OH, USA, 1957. [Google Scholar]
- Young, G.; Capobianco, T.; Penik, M.; Morris, B.; McGee, J. The mechanism of ductility dip cracking in nickel-chromium alloys. Weld. J. 2008, 87, 31–43. [Google Scholar]
- Wang, L.; Jiang, X.; Zhu, Y.; Ding, Z.; Zhu, X.; Sun, J.; Yan, B. Investigation of performance and residual stress generation of AlSi10Mg processed by selective laser melting. Adv. Mater. Sci. Eng. 2018, 2018, 7814039. [Google Scholar] [CrossRef]
- Sun, X.; Song, W.; Liang, J.; Li, J.; Zhou, Y. Research and development in materials and processes of superalloy fabricated by laser additive manufacturing. Acta Met. Sin 2021, 57, 1471–1483. [Google Scholar]
- Xu, J.; Ding, Y.; Gao, Y.; Wang, H.; Hu, Y.; Zhang, D. Grain refinement and crack inhibition of hard-to-weld Inconel 738 alloy by altering the scanning strategy during selective laser melting. Mater. Des. 2021, 209, 109940. [Google Scholar] [CrossRef]
- Liu, H.; Ushioda, K.; Fujii, H. Elucidation of interface joining mechanism during friction stir welding through Cu/Cu-10Zn interfacial observations. Acta Mater. 2019, 166, 324–334. [Google Scholar] [CrossRef]
- Huo, H.; Liang, Z.; Zhang, A.; Zhang, X.; Zhang, J.; Wang, Y. Anisotropy of mechanical properties of laser-cladding-deposited TC4 titanium alloy containing boron. Chin. J. Lasers 2019, 46, 1202008. [Google Scholar] [CrossRef]
- Zhang, J.; Zhang, A.; Wang, H.; Zhang, X.; Wang, Y. Microstructure and anisotropy of high performance TC4 obtained by micro forging laser cladding deposition. Chin. J. Lasers 2019, 46, 0402009. [Google Scholar] [CrossRef]
- Bieniawski, Z.T. Mechanism of brittle fracture of rock: Part I—Theory of the fracture process. Int. J. Rock Mech. Min. Sci. Geomech. Abstr. 1967, 4, 395–406. [Google Scholar] [CrossRef]
- Kale, A.B.; Singh, J.; Kim, B.-K.; Kim, D.-I.; Choi, S.-H. Effect of initial microstructure on the deformation heterogeneities of 316L stainless steels fabricated by selective laser melting processing. J. Mater. Res. Technol. 2020, 9, 8867–8883. [Google Scholar] [CrossRef]
- Yang, S.; Han, Q.; Yin, Y.; Gao, J.; Zhang, Z.; Gu, Y.; Low, K.W.Q. Effects of micrometer-sized TiB2 on crack mitigation, mechanical and electrochemical performance of a Ni-based alloy fabricated by selective laser melting. Opt. Laser Technol. 2021, 142, 107240. [Google Scholar] [CrossRef]
- Zhang, L.; Song, B.; Fu, J.J.; Wei, S.S.; Yang, L.; Yan, C.Z.; Li, H.; Gao, L.; Shi, Y.S. Topology-optimized lattice structures with simultaneously high stiffness and light weight fabricated by selective laser melting: Design, manufacturing and characterization. J. Manuf. Process. 2020, 56, 1166–1177. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Ta | Mo | W | Ti | Al | Co | Cr | Ni |
|---|---|---|---|---|---|---|---|---|---|
| Content (wt.%) | 0.1–0.2 | 1.5–2.0 | 1.5–2.0 | 2.4–2.8 | 3.0–3.5 | 3.2–3.7 | 8.0–9.0 | 15.5–16.3 | Bal. |
| Sample | Hardness (GPa) | Young’s Modulus (GPa) |
|---|---|---|
| S1 | 9.6 ± 0.2 | 179 ± 3 |
| S2 | 8.7 ± 0.3 | 190 ± 1 |
| HT S1 | 9.1 ± 0.2 | 197 ± 2 |
| HT S2 | 8.2 ± 0.1 | 217 ± 2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, B.; Yan, H.; Xia, Z.; Zhang, P.; Shi, H.; Lu, Q. Influence of Scanning Strategy and Post-Treatment on Cracks and Mechanical Properties of Selective-Laser-Melted K438 Superalloy. Coatings 2024, 14, 414. https://doi.org/10.3390/coatings14040414
Zhang B, Yan H, Xia Z, Zhang P, Shi H, Lu Q. Influence of Scanning Strategy and Post-Treatment on Cracks and Mechanical Properties of Selective-Laser-Melted K438 Superalloy. Coatings. 2024; 14(4):414. https://doi.org/10.3390/coatings14040414
Chicago/Turabian StyleZhang, Bin, Hua Yan, Zhisheng Xia, Peilei Zhang, Haichuan Shi, and Qinghua Lu. 2024. "Influence of Scanning Strategy and Post-Treatment on Cracks and Mechanical Properties of Selective-Laser-Melted K438 Superalloy" Coatings 14, no. 4: 414. https://doi.org/10.3390/coatings14040414