
Investigation on the Performance of Modified Corn Stalk Fiber AC-13 Asphalt Mixture

Abstract
:1. Introduction
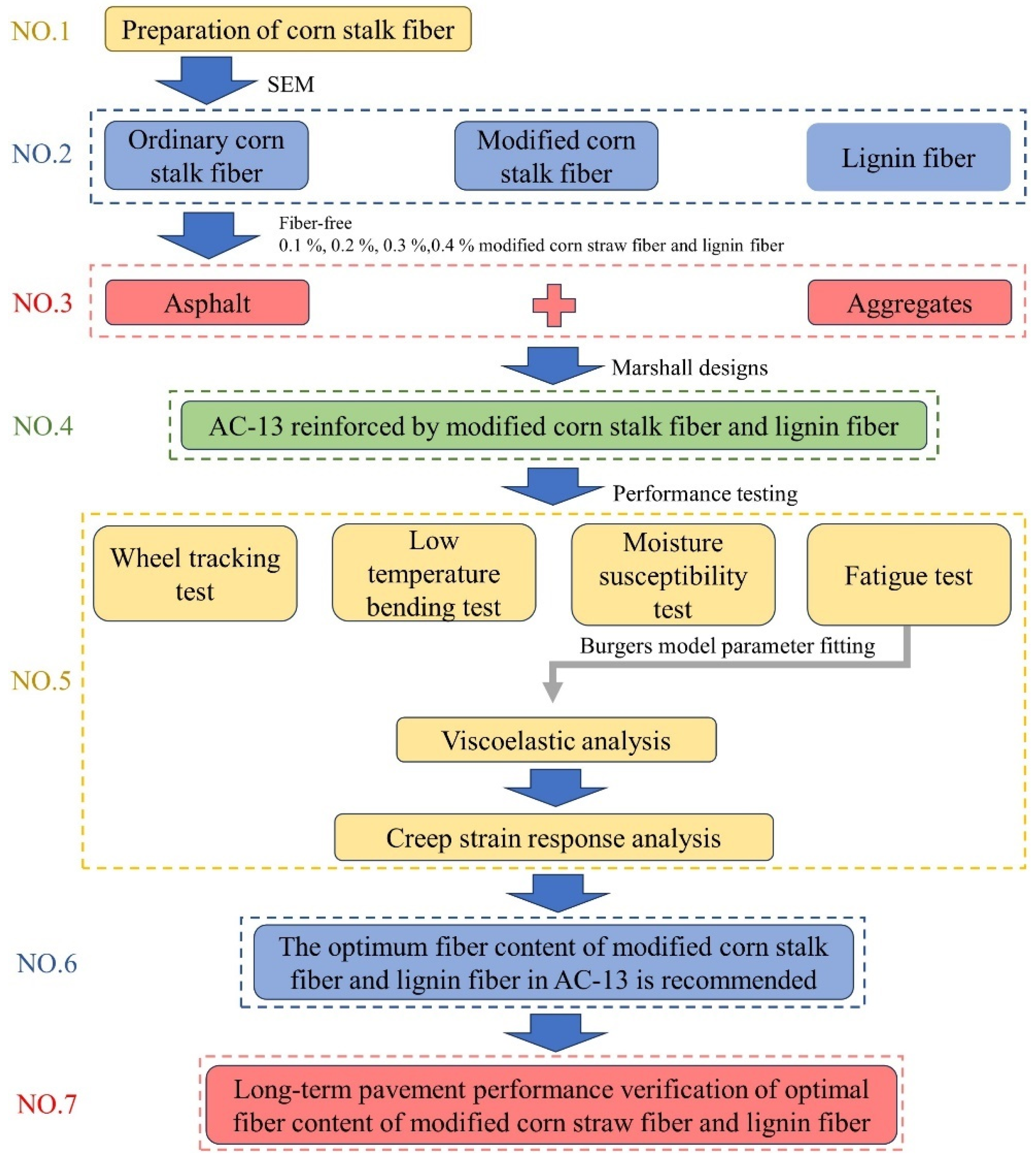
2. Raw Material Performance and Mix Design
2.1. Raw Material Properties
2.1.1. Asphalt
2.1.2. Aggregates
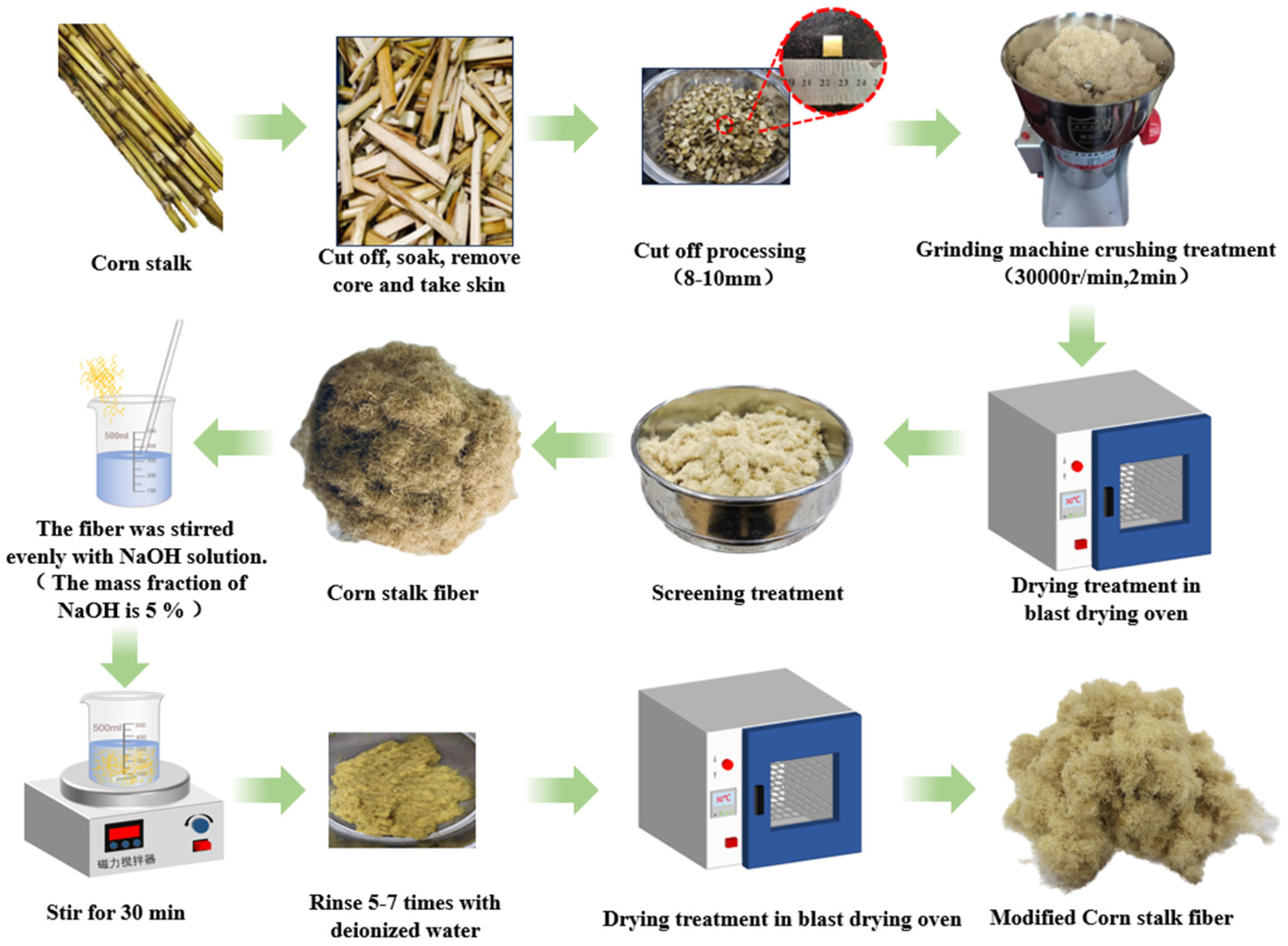
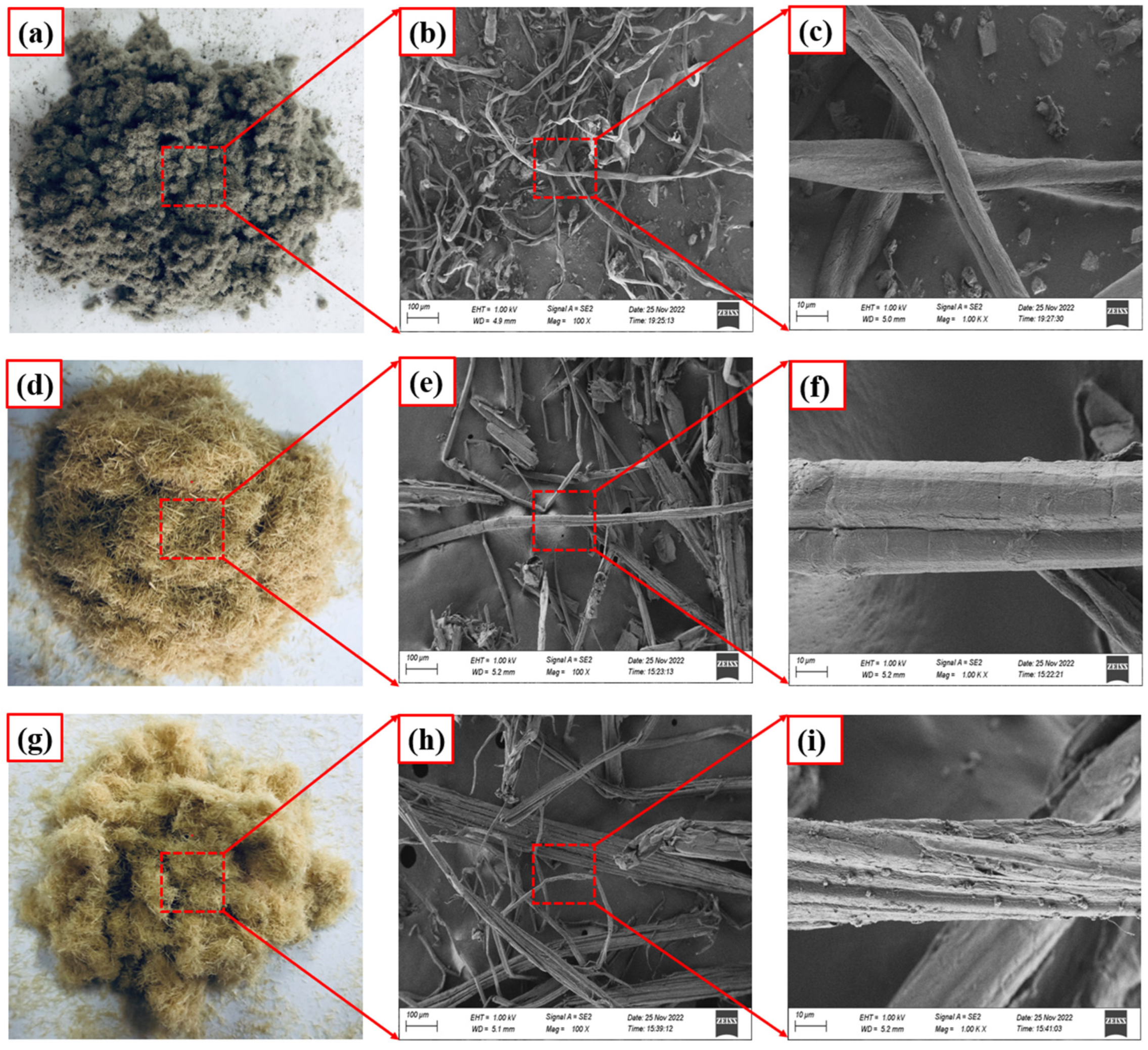
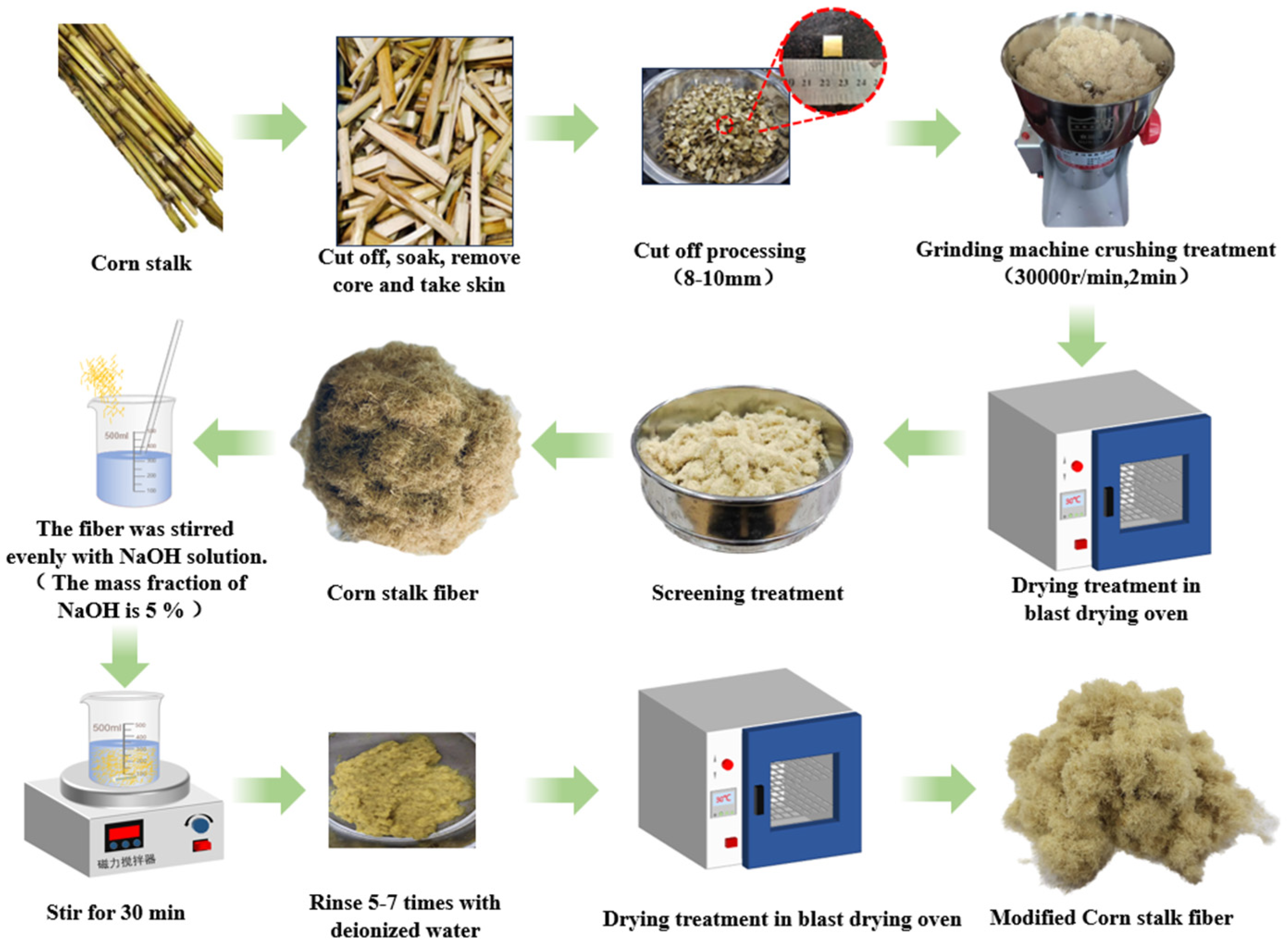
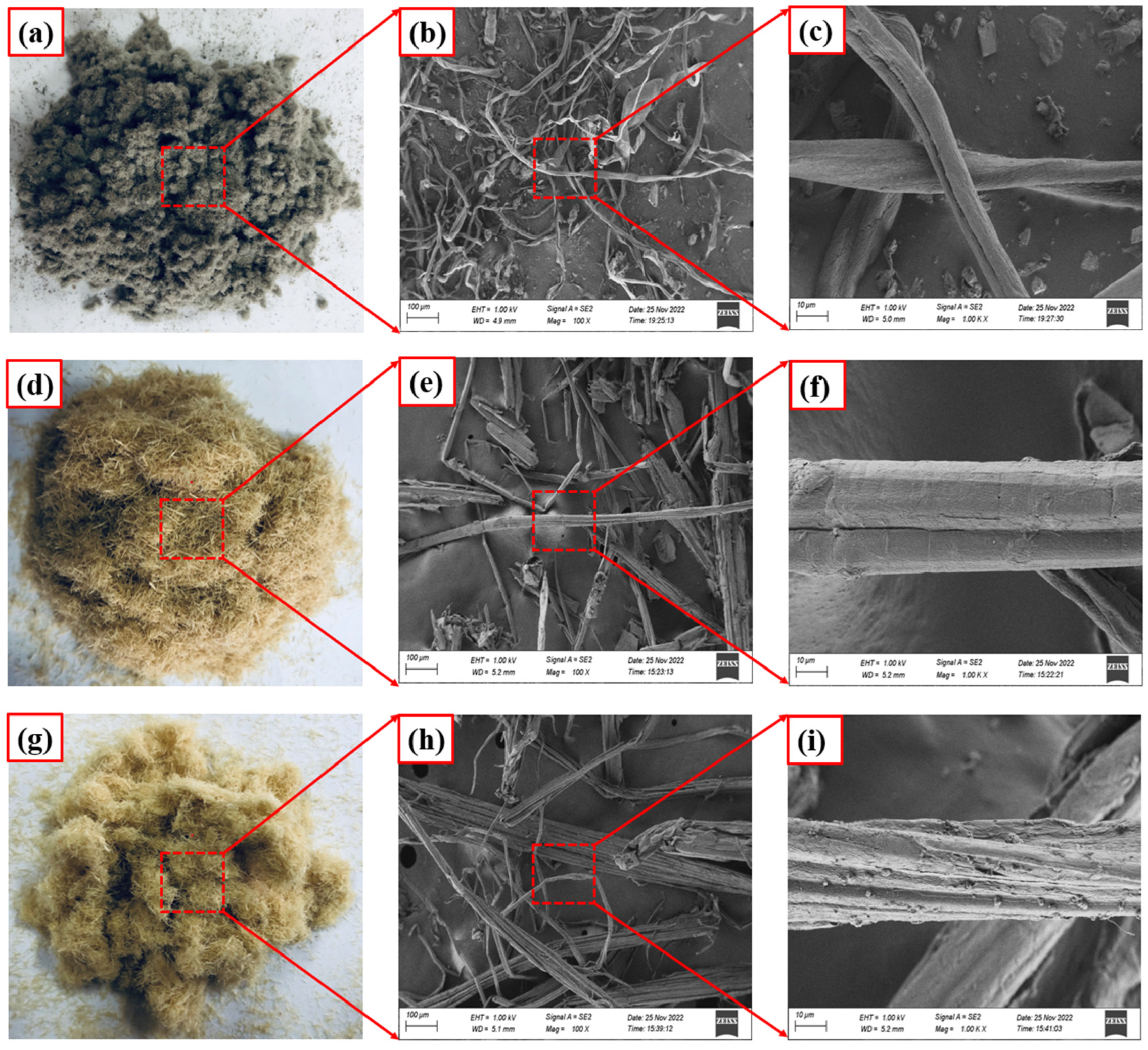
2.1.3. Fiber
2.2. Mix Proportion Design
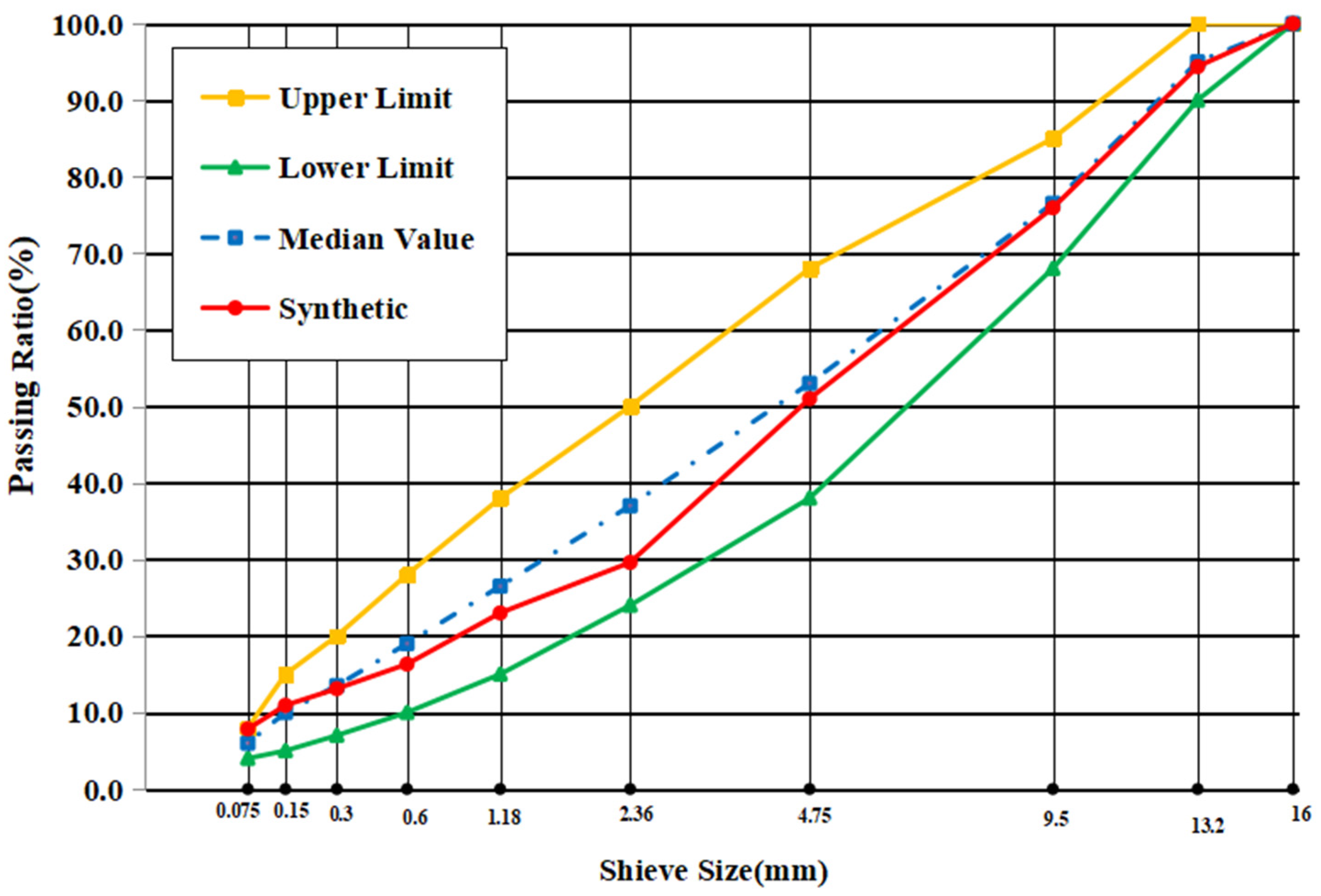
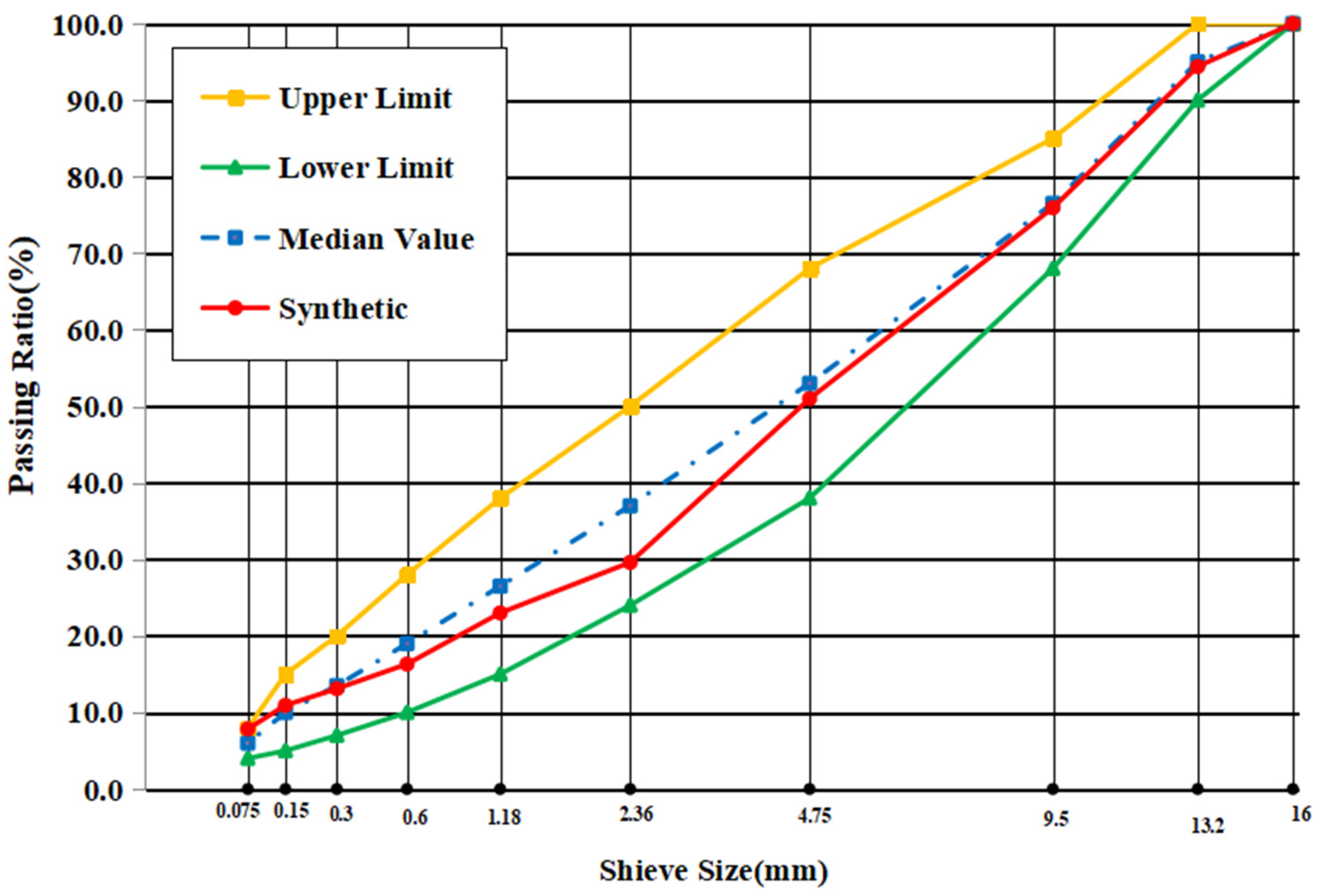
2.2.1. Design of Gradation Composition for Mineral Aggregate
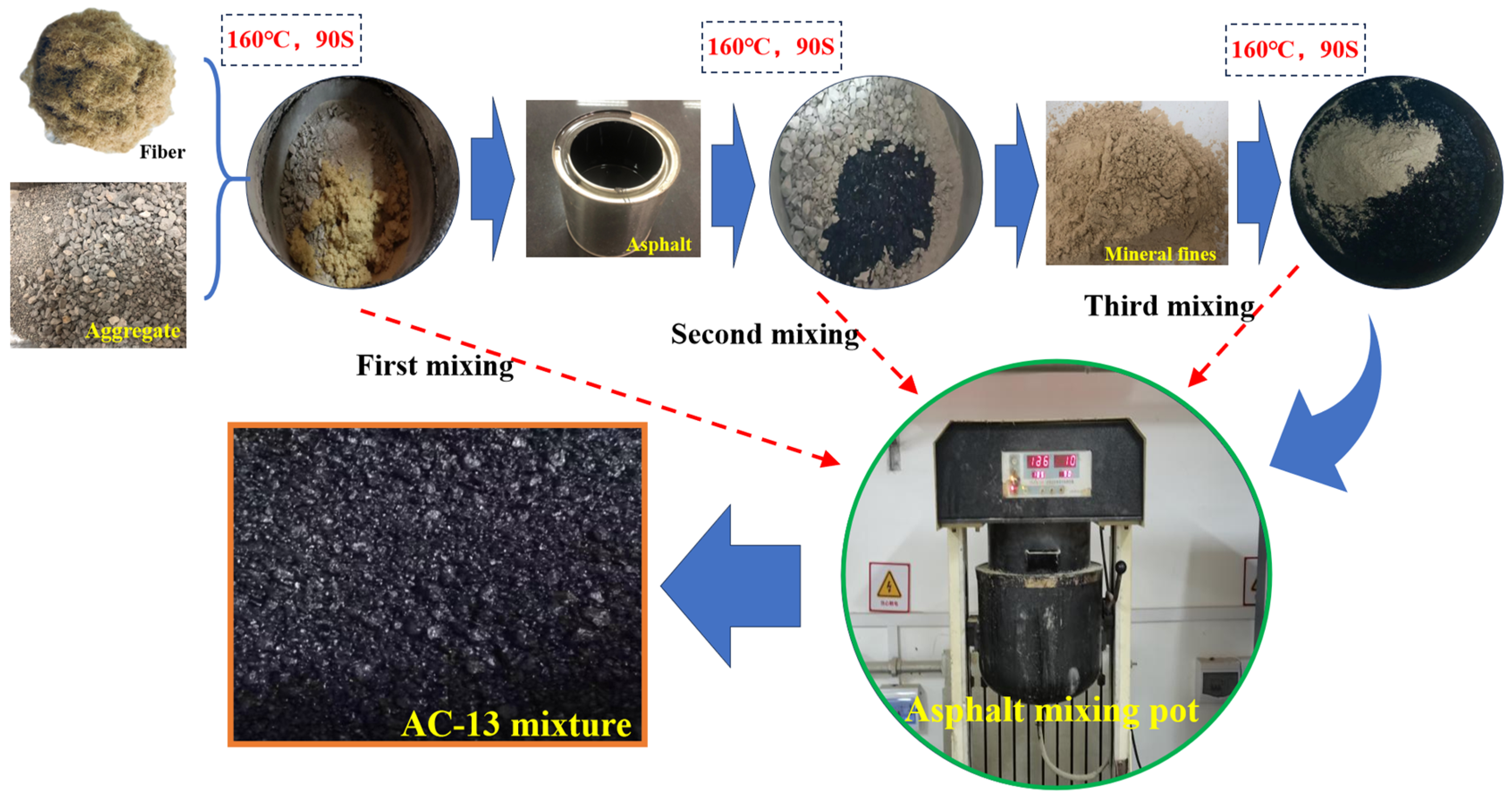
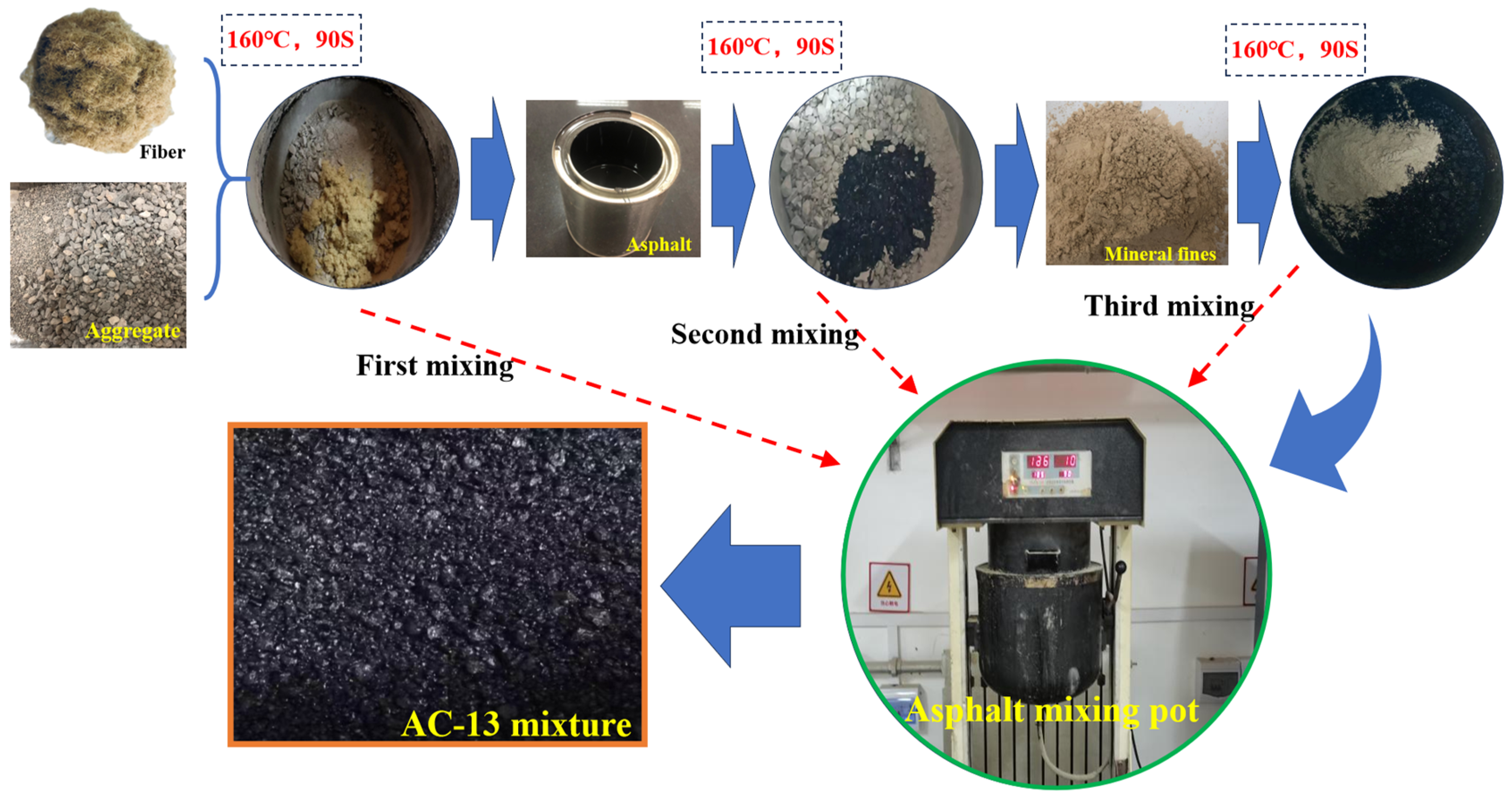
2.2.2. Fiber Asphalt Mixture Mixing Process
2.2.3. Determination of Optimum Asphalt–Aggregate Ratio of Asphalt Mixture
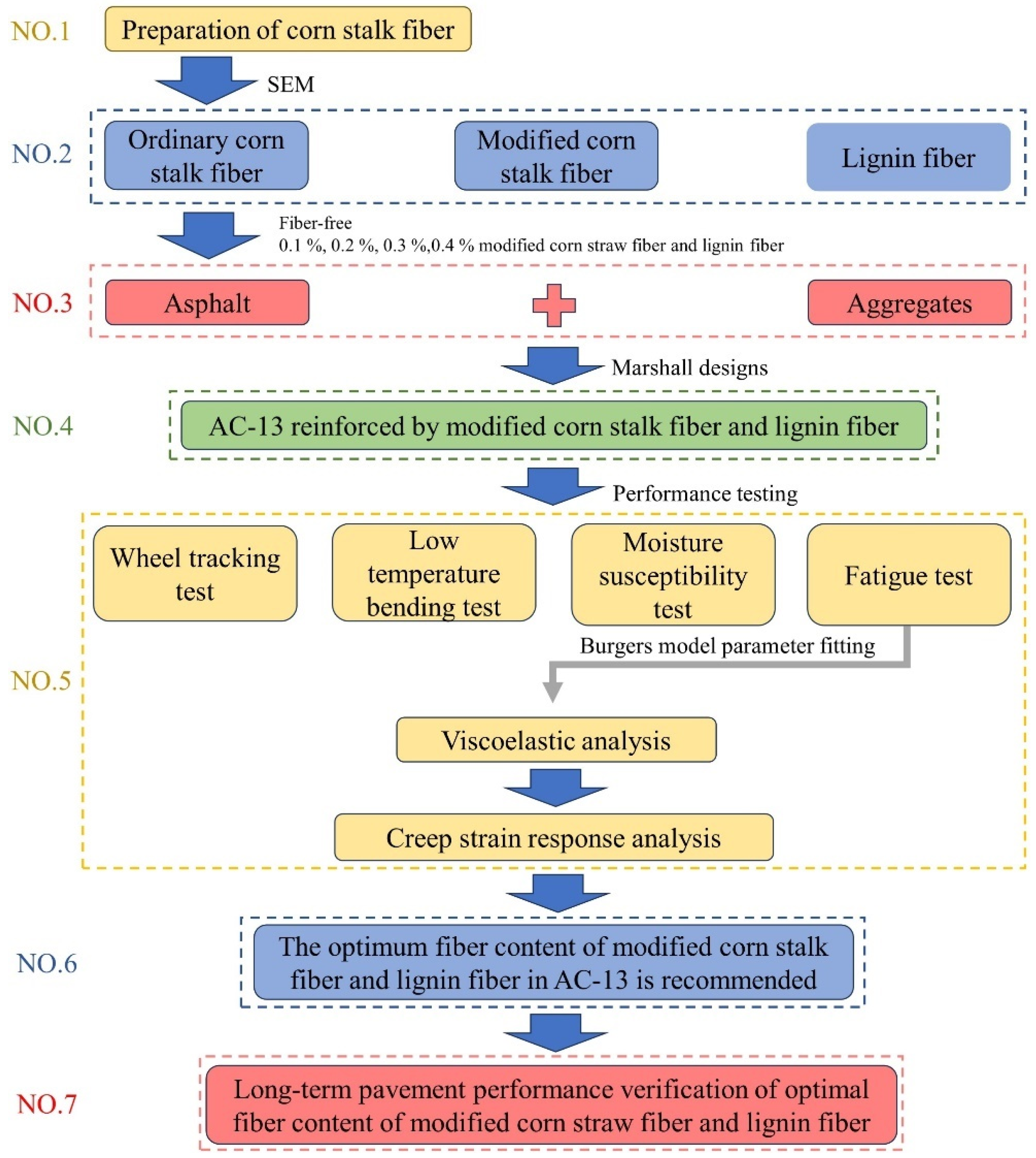
2.3. Test Scheme
2.3.1. Wheel Tracking Test
2.3.2. Low-Temperature Bending Test
2.3.3. Moisture Susceptibility Test
2.3.4. Fatigue Test
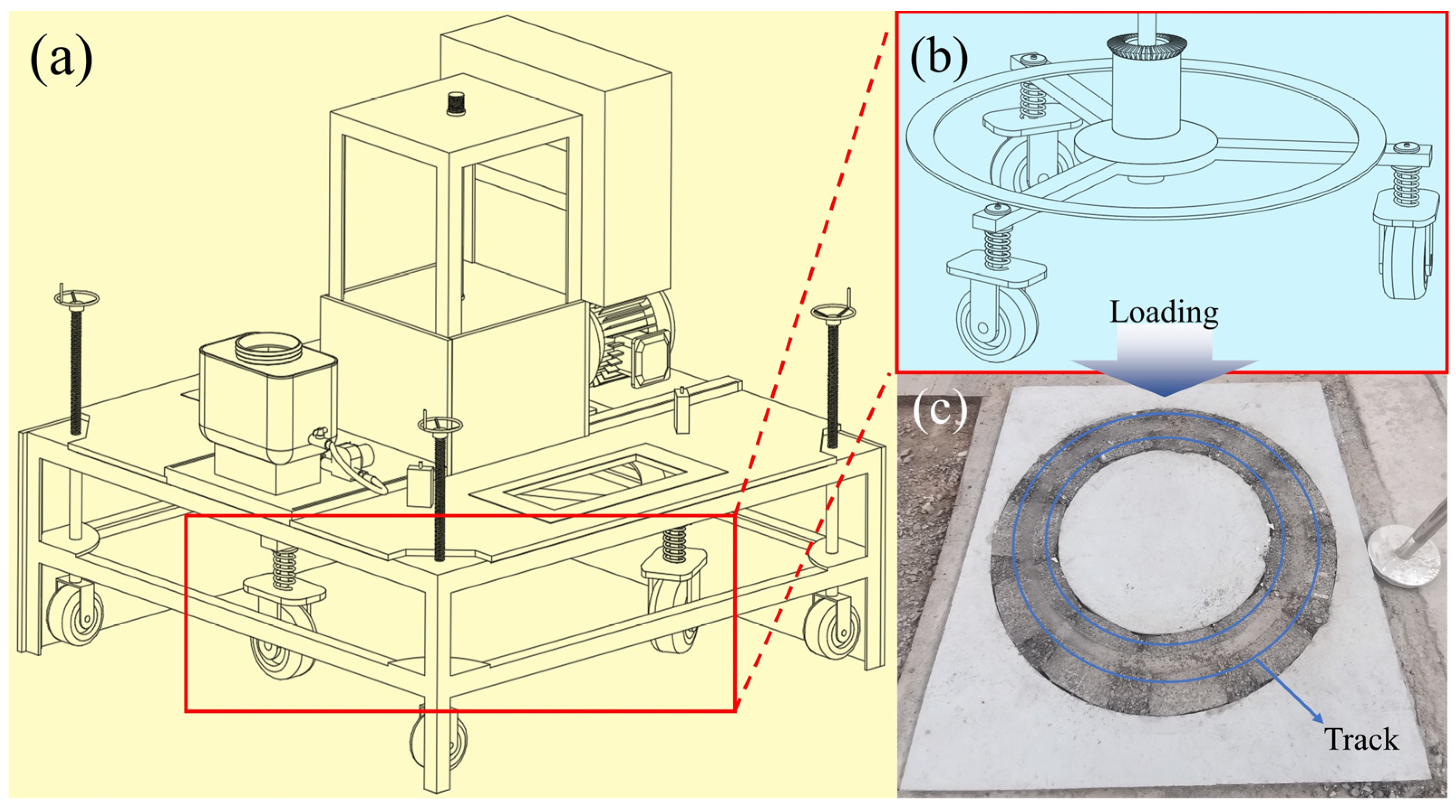
2.3.5. Long-Term Pavement Performance Test
3. Test Results and Discussion
3.1. Road Performance of Fiber Asphalt Mixture
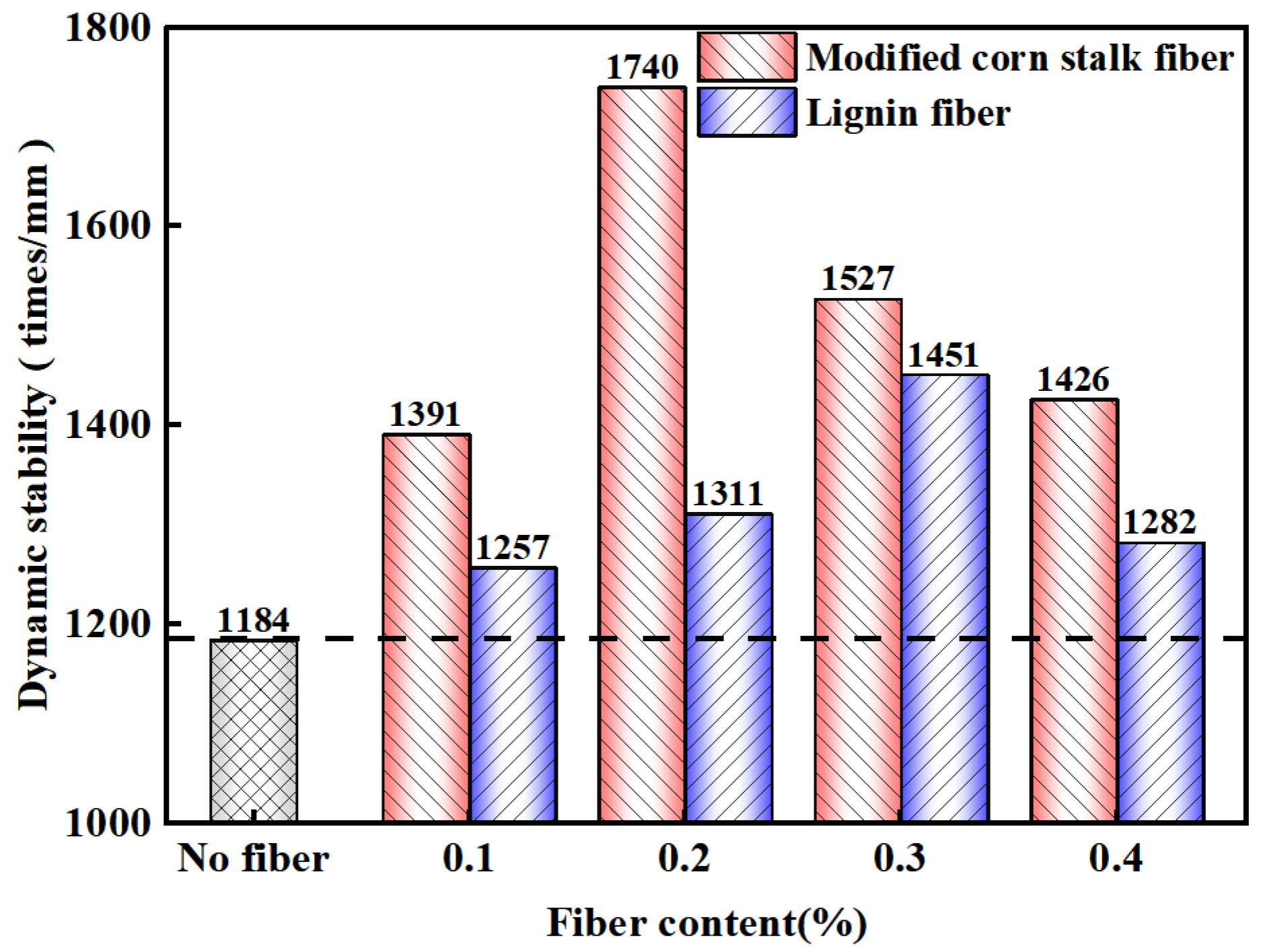
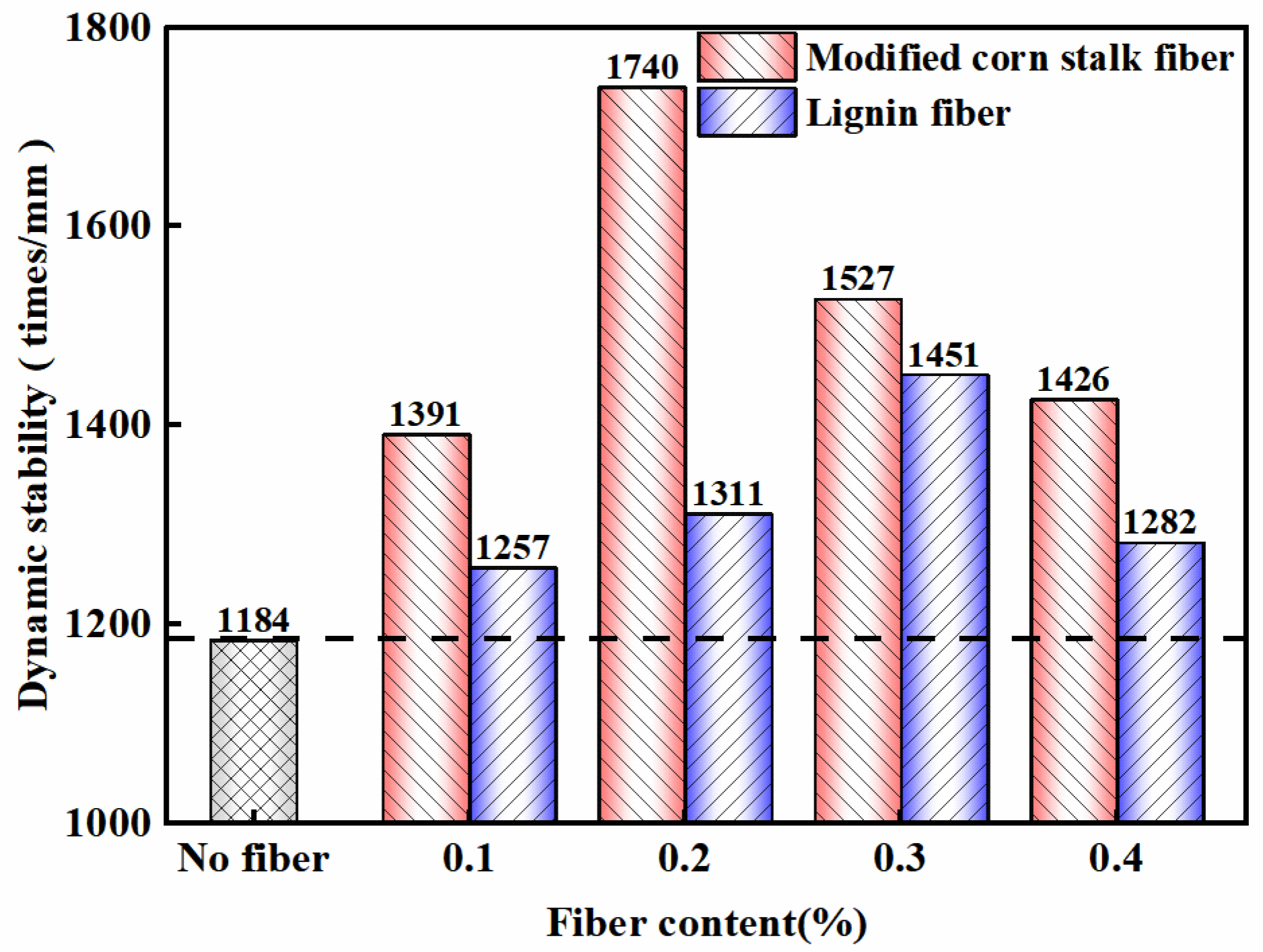
3.1.1. High-Temperature Stability
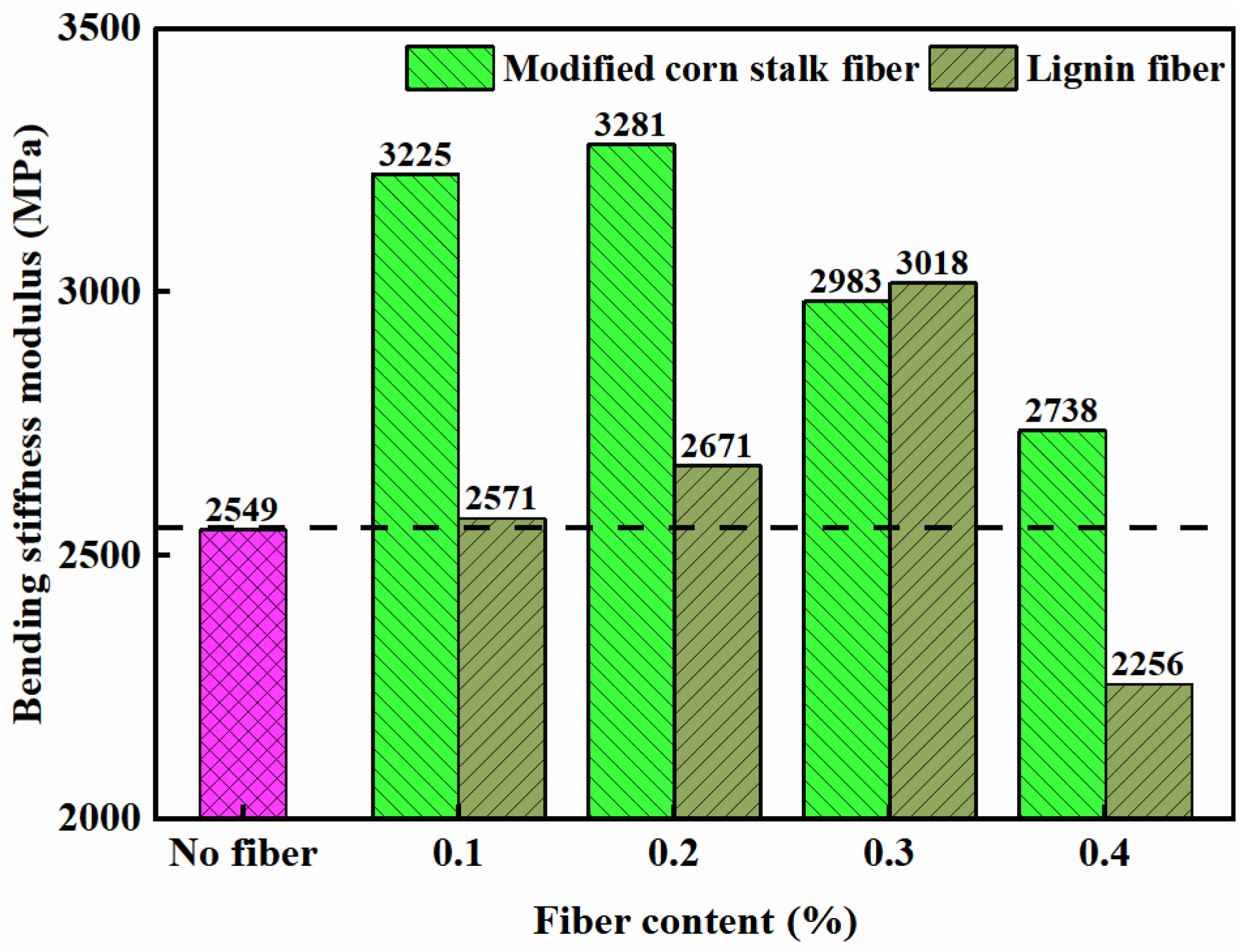
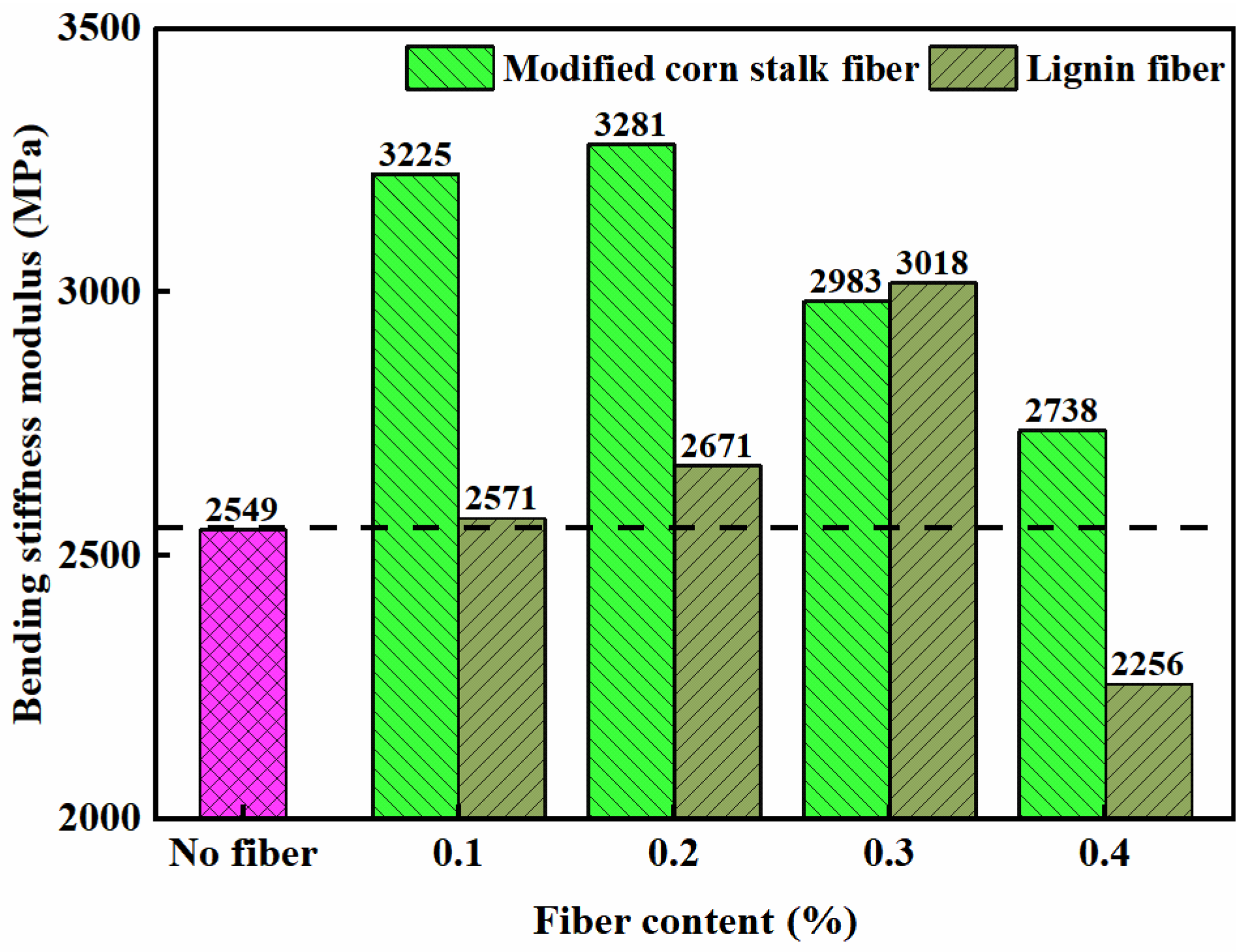
3.1.2. Low-Temperature Crack Resistance
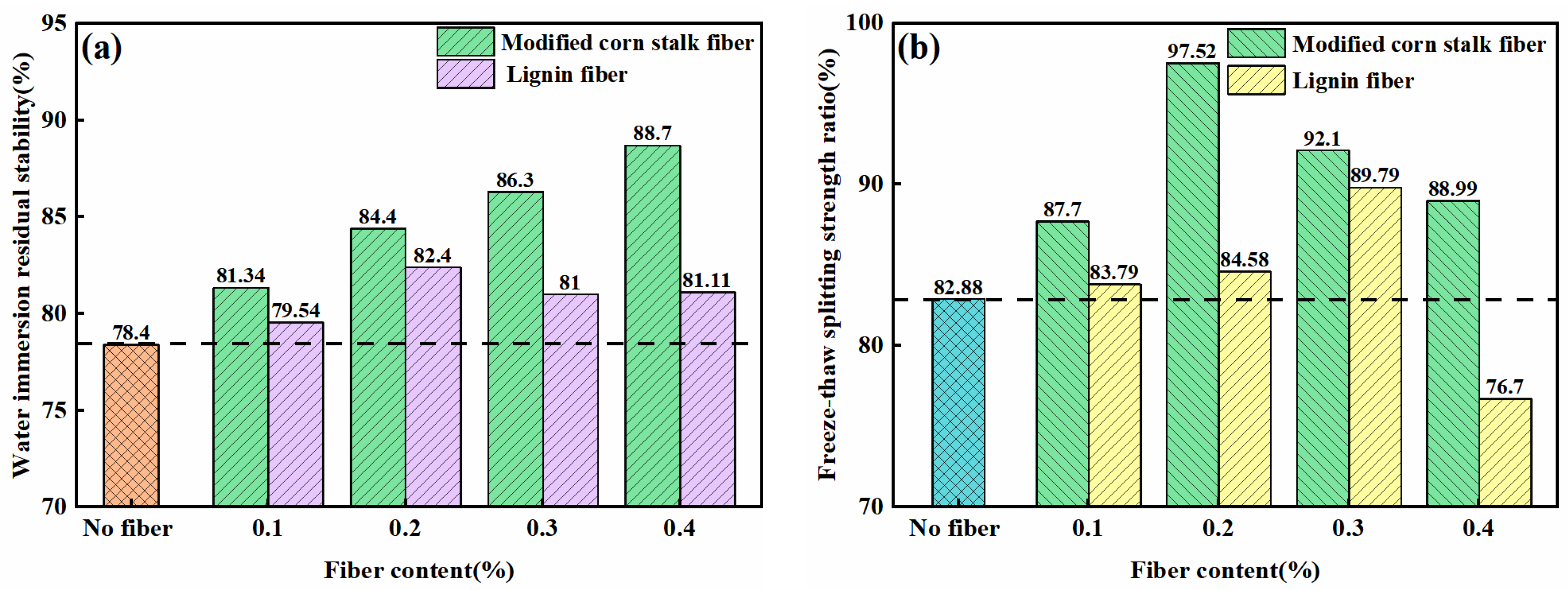
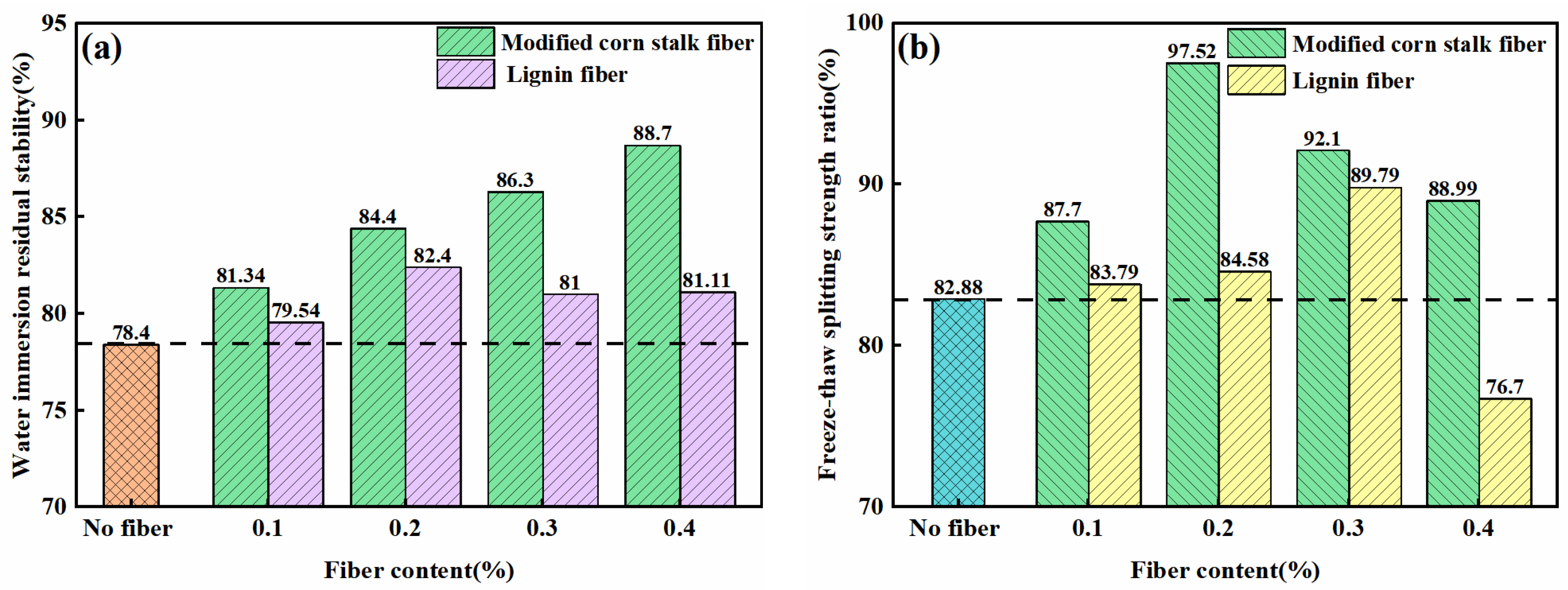
3.1.3. Moisture Susceptibility
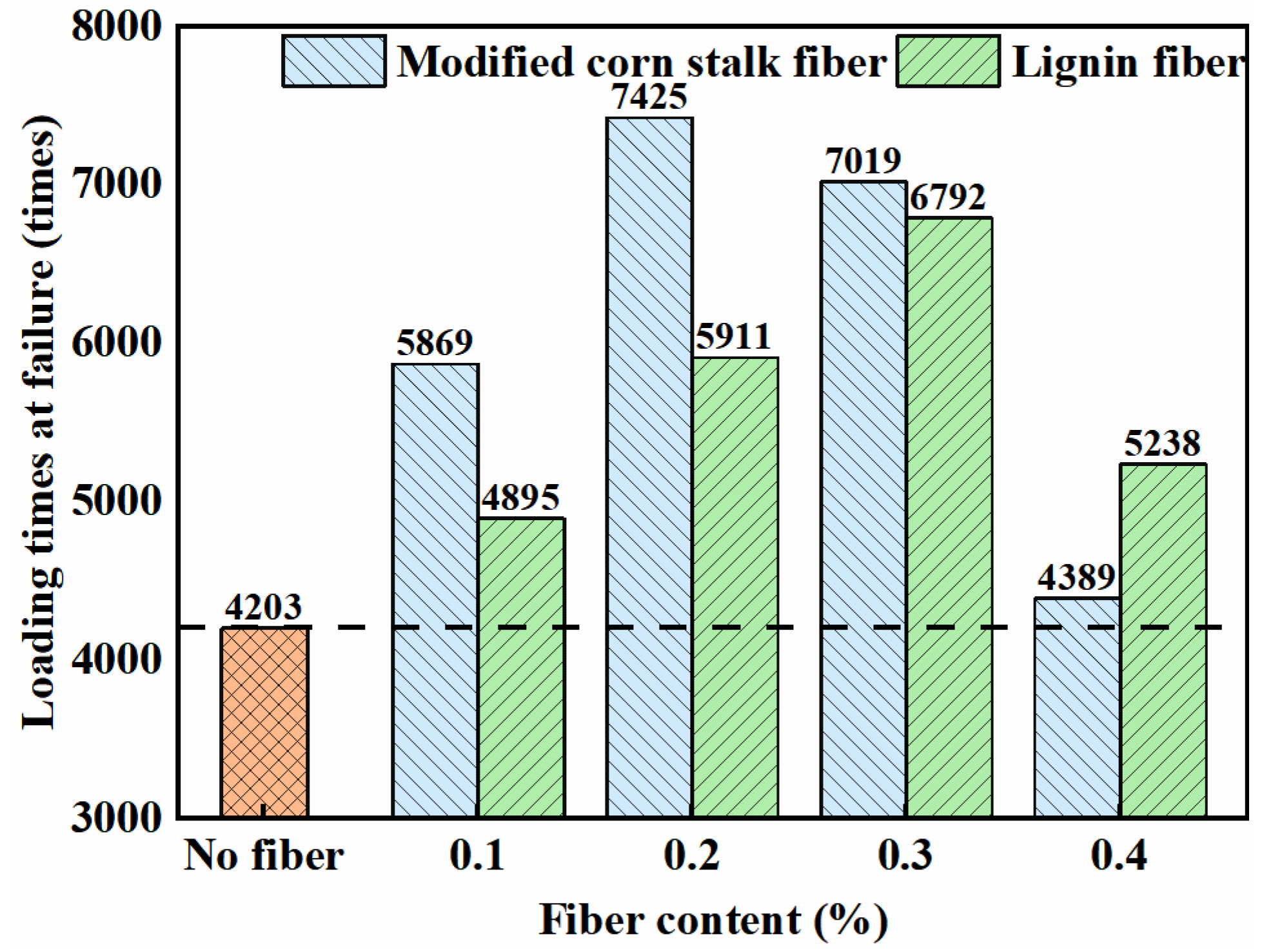
3.1.4. Fatigue Performance
3.1.5. Viscoelastic Properties and Creep Strain Response Analysis of Fiber Asphalt Mixture
- 1.
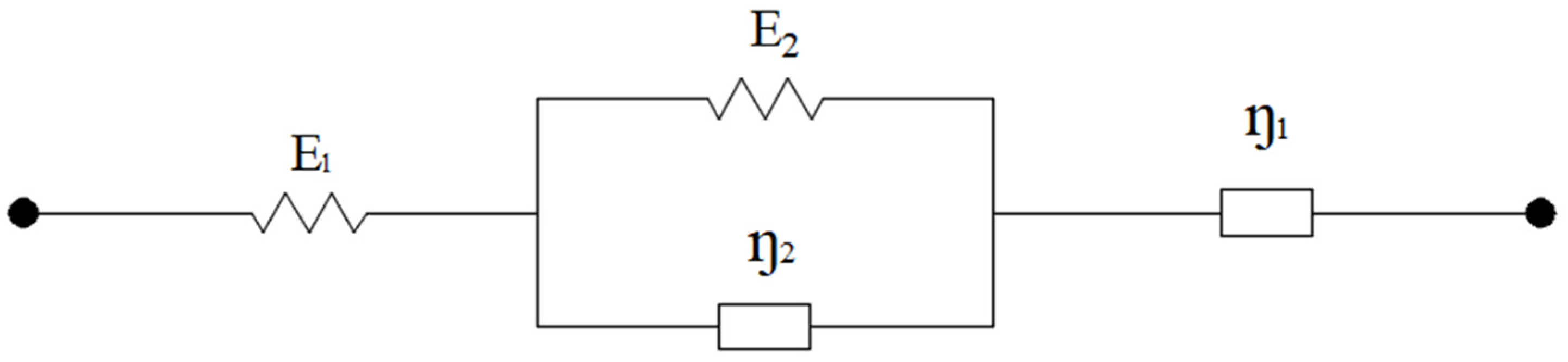
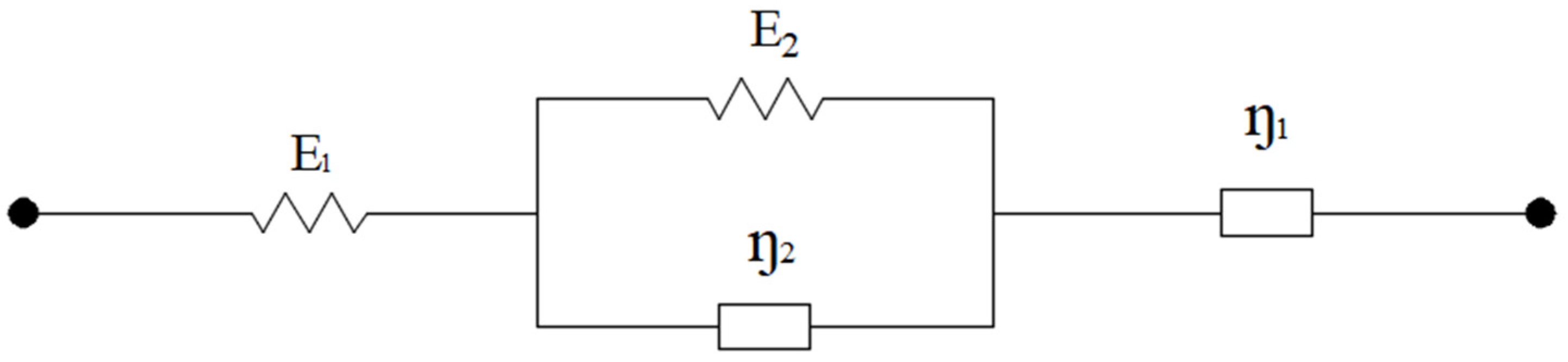
- Asphalt constitutive relation and the Burgers model
- 2.
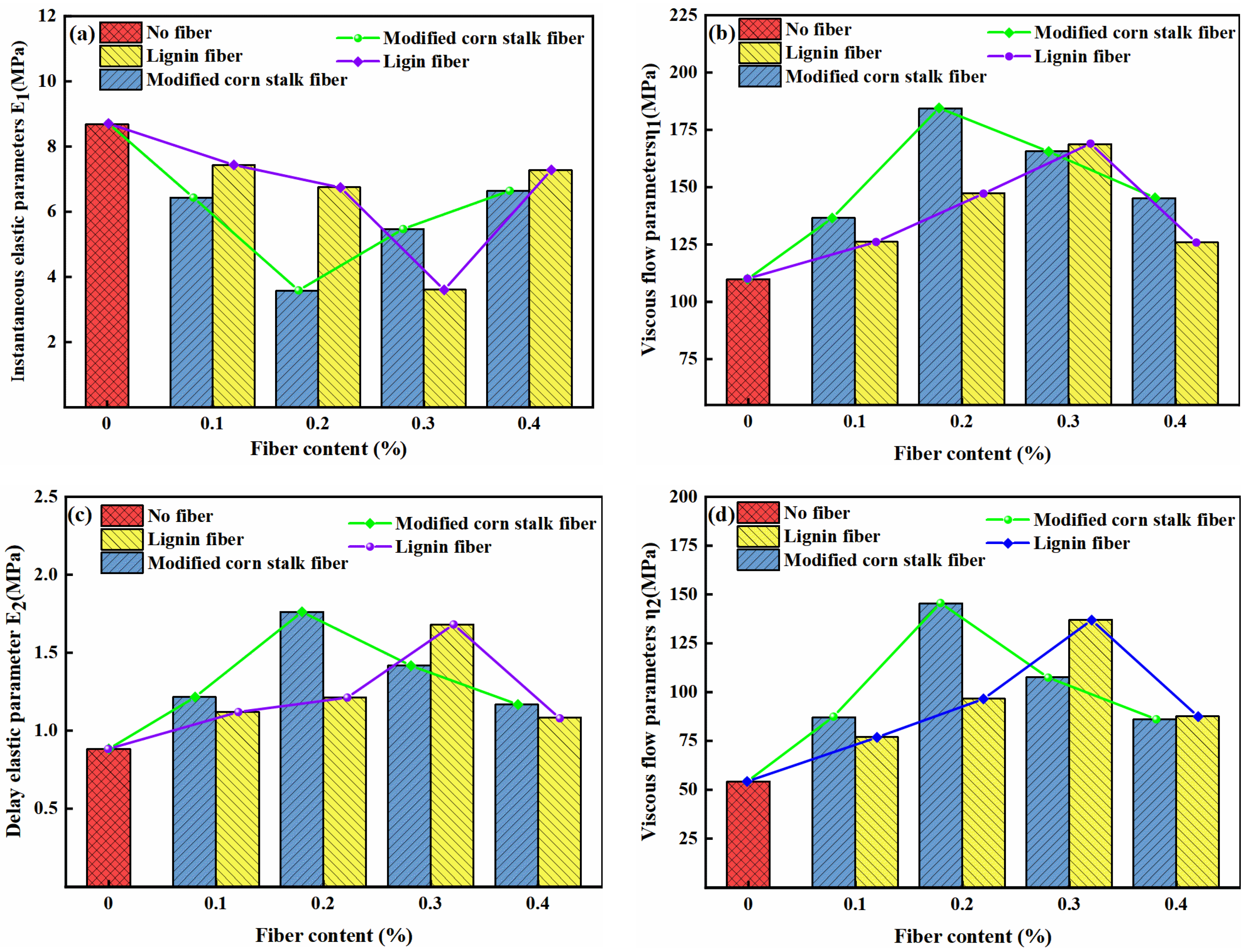
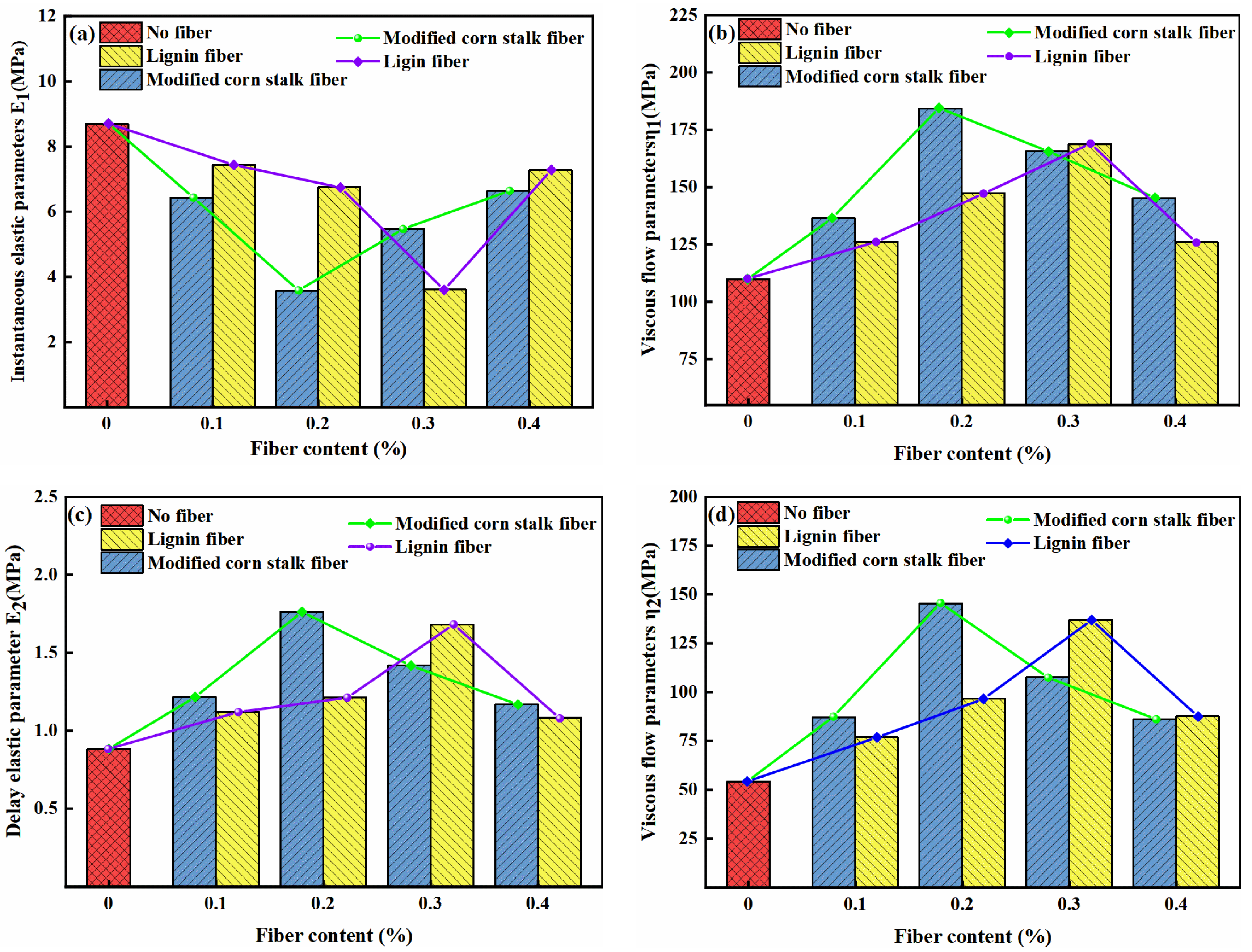
- Viscoelastic parameter fitting and analysis
- 3.
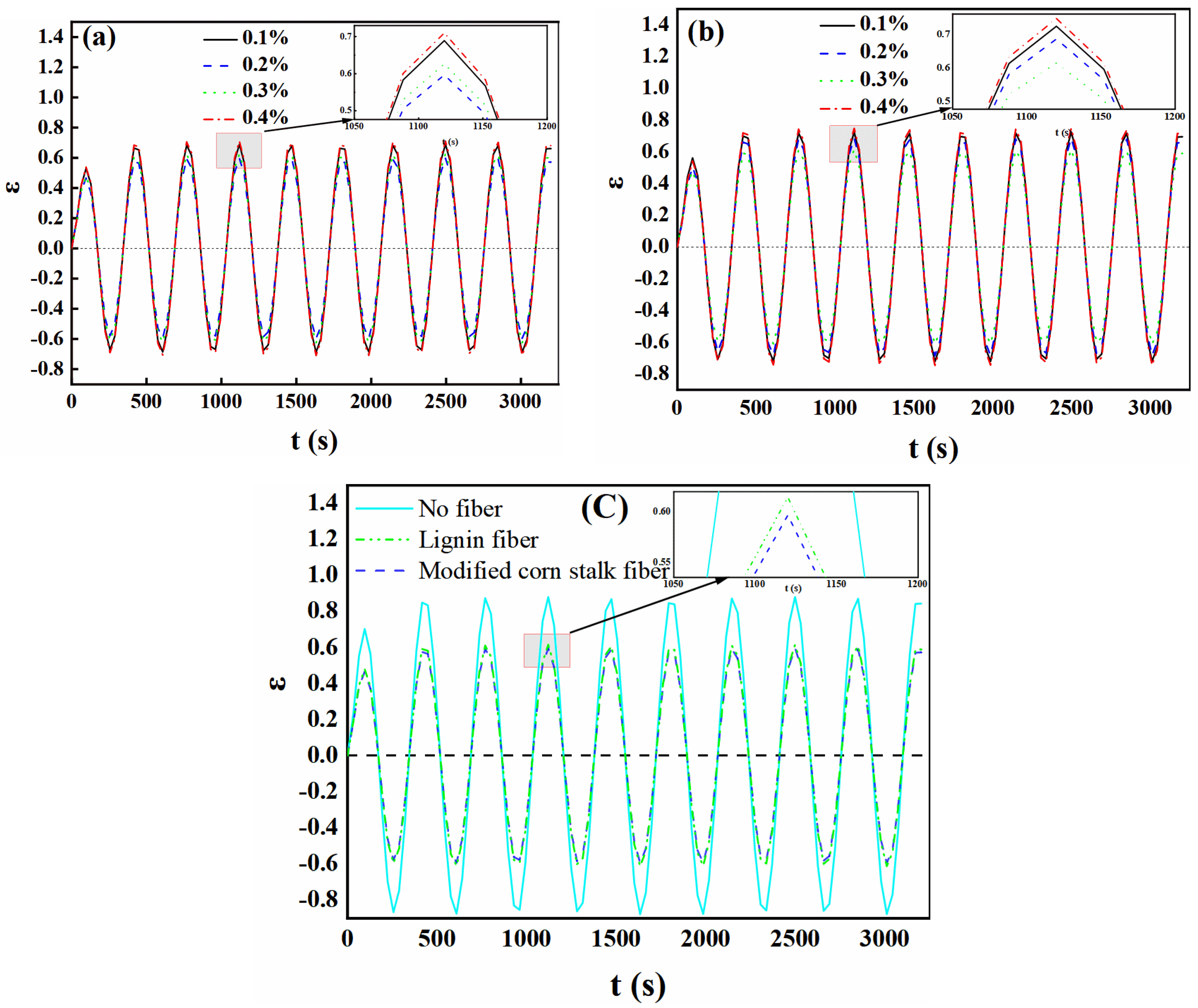
- Creep strain response analysis
3.2. Long-Term Performance of Fiber Asphalt Mixture Pavement
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yu, H.; Ge, J.; Qian, G.; Shi, C.; Zhang, C.; Dai, W.; Xie, T.; Nian, T. Evaluation of the interface adhesion mechanism between SBS asphalt and aggregates under UV aging through molecular dynamics. Constr. Build. Mater. 2023, 409, 133995. [Google Scholar] [CrossRef]
- Li, J.; Jiang, H.; Han, F.; Lin, Z.; Zhao, Z.; Jin, X.; Liu, Y. Investigation of the effects of chemical modification and oxidative aging on the properties and compatibility of rubber asphalt based on thermodynamic principles. J. Clean. Prod. 2023, 428, 139070. [Google Scholar] [CrossRef]
- Wen, Y.; Ma, F.; Fu, Z.; Li, C.; Shi, K.; Dai, J.; Zhu, C. Evaluation of the microcapsules on the rheological and self-healing performance of asphalt. Constr. Build. Mater. 2023, 409, 133982. [Google Scholar] [CrossRef]
- Zhou, B.; Ji, X.; Gong, G.; Wang, Z.; Wang, C. Multi-scale study of compound modified asphalt materials by waste cooking oil and organic montmorillonite on high temperature performance. Constr. Build. Mater. 2023, 408, 133580. [Google Scholar] [CrossRef]
- Feng, C.; Bao, H.; Bao, H.; Zhen, W.; Yan, S. Study on Road Performance of Mica Powder Modified Asphalt and Asphalt Mixture. Kuang Chan Tsung Ho Li Yung 2023, 1–9. [Google Scholar]
- Zhang, H.; Zheng, Y.; Li, Q.; Zhao, J.X.; Zhu, C.F. Experimental study on road performance of graphene-basalt fiber asphalt mixture. Highway 2023, 68, 194–198. [Google Scholar]
- Xu, H.; Wu, S.; Chen, A.; Li, Z.; Zou, Y.; Cui, P. Influence of hybrid fibers on rheological properties of asphalt binders and its prediction with computing techniques. Constr. Build. Mater. 2023, 401, 132904. [Google Scholar] [CrossRef]
- Xu, J. Study on the Synergistic Effect and Mechanism of Fiber Asphalt Mortar and Asphalt Mixture. Master’s Thesis, Faculty of Architectural Science and Engineering, YangZhou University, Yangzhou, China, 2023. [Google Scholar]
- Wang, X.; Wu, R.; Zhang, L. Development and performance evaluation of epoxy asphalt concrete modified with glass fibre. Road Mater. Pavement Des. 2023, 20, 715–726. [Google Scholar] [CrossRef]
- Lv, P.; Wang, H.; Wang, Z.; Zhao, X.; Chen, L. Study on high and low temperature performance and microscopic characteristics of lignin fiber compound SBS modified asphalt based on rheology. Highway 2023, 68, 23–29. [Google Scholar]
- Cheng, Q.; Li, Z.; Shao, P. Study on freeze-thaw damage resistance of polyester fiber asphalt concrete. Highway 2022, 67, 82–87. [Google Scholar]
- Pang, Y.; Li, H.; Han, Z.; Wu, P.; Lin, H. Performance evaluation of asphalt mixture reinforced by lignin and ceramic fiber. J. Eng. Res. 2023; in press. [Google Scholar] [CrossRef]
- Jiang, M.; Liu, Q.; Lu, F. The influence of glass fiber on the road performance of asphalt mixture. Highway 2021, 66, 63–69. [Google Scholar]
- Ma, F.; Jin, Y.; Fu, Z.; Dai, J.; Zhang, P.; Zhang, C.; Wen, Y. Influencing factors and evaluation methods of reinforcement effect of fiber-modified asphalt binder. Polym. Compos. 2022, 43, 8986–8999. [Google Scholar] [CrossRef]
- Naseri Yalghouzaghaj, M.; Sarkar, A.; Hamedi, G.H.; Hayati, P. Effect of ceramic fibers on the thermal cracking of hot-mix asphalt. J. Mater. Civ. Eng. 2020, 32, 04020325. [Google Scholar] [CrossRef]
- Noorvand, H.; Mamlouk, M.; Kaloush, K. Evaluation of optimum fiber length in fiber-reinforced asphalt concrete. J. Mater. Civ. Eng. 2022, 34, 04021494. [Google Scholar] [CrossRef]
- Chen, F.; Zhang, L.; Li, X.; Xu, M.; Liu, W.; Yang, J. Research and application progress of natural fiber asphalt mixture. Appl. Chem. Ind. (Xi’an China) 2022, 51, 1472–1479. [Google Scholar]
- Guo, P.; Xie, F.; Meng, J.; Meng, X.; He, C. Study on the performance of modified wood fiber asphalt and SMA-13 asphalt mixture. Appl. Chem. Ind. (Xi’an China) 2020, 49, 1634–1637. [Google Scholar]
- Mansourian, A.; Razmi, A.; Razavi, M. Evaluation of fracture resistance of warm mix asphalt containing jute fibers. Constr. Build. Mater. 2016, 117, 37–46. [Google Scholar] [CrossRef]
- Shanbara, H.K.; Ruddock, F.; Atherton, W. A laboratory study of high-performance cold mix asphalt mixtures reinforced with natural and synthetic fibres. Constr. Build. Mater. 2018, 172, 166–175. [Google Scholar] [CrossRef]
- Ferreira da Costa, L.; Grangeiro de Barros, A.; Lucena, L.C.D.F.L.; Elísio de Figueirêdo Lopes Lucena, A. Asphalt mixture reinforced with banana fibres. Road Mater. Pavement Des. 2021, 22, 1881–1893. [Google Scholar] [CrossRef]
- Jia, H.; Sheng, Y.; Lv, H.; Kim, Y.R.; Zhao, X.; Meng, J.; Xiong, R. Effects of bamboo fiber on the mechanical properties of asphalt mixtures. Constr. Build. Mater. 2021, 289, 123196. [Google Scholar] [CrossRef]
- Cheng, P.; Wang, C.; Zhang, K.; Wu, Z. Study on Design and Pavement Performance of Rice Stalk Fiber Asphalt Mixture Based on Response Surface Methodology. Int. J. Pavement Res. Technol. 2023, 1–15. [Google Scholar] [CrossRef]
- Wang, F.; Huang, T.; Xin, G.; Mu, M.; Shen, Q. Study on Conventional and Rheological Properties of Corn Stalk Bioasphalt PPA Composite Modified Asphalt. Adv. Civ. Eng. 2021, 2021, 7928189. [Google Scholar] [CrossRef]
- Wang, K.; Li, X.; Hu, P.; Zhu, Y.; Xu, H.; Qu, L. Influence of Modified Stalk Fibers on the Fatigue Performance of Asphalt Binder. Coatings 2023, 13, 1912. [Google Scholar] [CrossRef]
- Chen, K.; Zhang, H.; Gu, Y.; Zhao, S. Microscopic action and rheological properties of reinforced modified asphalt with varying fiber content. Case Stud. 2023, 18, e01824. [Google Scholar] [CrossRef]
- Li, Z.; Chen, Y.; Zhou, J.; Sun, S.; Liu, J.; Li, Z.; Wang, Q. Road performance and mechanism analysis of corn stalk fiber asphalt mixture. China J. Highw. 2019, 32, 47–58. [Google Scholar]
- Wu, S.; Ye, Q.; Li, N.; Yue, H. Effects of fibers on the dynamic properties of asphalt mixtures. J. Wuhan Univ. Technol. Mater. 2007, 22, 733–736. [Google Scholar] [CrossRef]
- Qin, X.; Shen, A.; Guo, Y.; Li, Z.; Lv, Z. Characterization of asphalt mastics reinforced with basalt fibers. Constr. Build. Mater. 2018, 159, 508–516. [Google Scholar] [CrossRef]
- Guo, F.; Li, R.; Lu, S.; Bi, Y.; He, H. Evaluation of the effect of fiber type, length, and content on asphalt properties and asphalt mixture performance. Materials 2020, 13, 1556. [Google Scholar] [CrossRef]
- Wang, K.; Wu, Q.; Hu, P.; Xu, H.; Qu, L.; Li, X.; Lin, Y.; Du, G.; Shi, T. Road Performance and Microscopic Mechanism Analysis of Modified Stalk Fiber Asphalt Binder. Adv. Mater. 2023, 2023, 2328556. [Google Scholar]
- Chen, Z.; Yi, J.; Chen, Z.; Feng, D. Properties of asphalt binder modified by corn stalk fiber. Constr. Build. Mater. 2019, 212, 225–235. [Google Scholar] [CrossRef]
- Chen, Z. Study on the Adsorption Mechanism of Corn Stalk Fiber Asphalt and Its SMA Road Performance. Master’s Thesis, Harbin Institute of Technology, Harbin, China, 2021. [Google Scholar]
- JTG E20-2011; Test Procedure for Asphalt and Asphalt Mixture of Highway Engineering. Ministry of Transport Highway Research Institute: Beijing, China, 2011.
- JTG F40-2004; Technical Specification for Highway Asphalt Pavement Construction. Ministry of Transport Highway Research Institute: Beijing, China, 2004.
- Arabani, M.; Shabani, A.; Hamedi, G.H. Experimental investigation of effect of ceramic fibers on mechanical properties of asphalt mixtures. J. Mater. Civ. Eng. 2019, 31, 04019203. [Google Scholar] [CrossRef]
- Wen, H.; Li, X.; Bhusal, S. Modelling the effects of temperature and loading rate on fatigue properties of hot mixed asphalt. Int. J. Pavement Eng. 2014, 15, 51–57. [Google Scholar] [CrossRef]
- Zhou, Z.; Zhang, Q.; Yuan, X. Fatigue damage analysis of asphalt concrete bending fatigue test. J. Cent. South Univ. (Nat. Sci. Ed.) 2011, 42, 1743–1751. [Google Scholar]
- Chen, Z.; Chen, Z.; Yi, J.; Feng, D. Preparation method of corn stalk fiber material and its performance investigation in asphalt concrete. Sustainability 2019, 11, 4050. [Google Scholar] [CrossRef]
- Chen, Z.; Chen, Z.; Yi, J.; Feng, D. Application of corn stalk fibers in SMA mixtures. J. Mater. Civ. Eng. 2021, 33, 04021147. [Google Scholar] [CrossRef]
- Morova, N. Investigation of usability of basalt fibers in hot mix asphalt concrete. Constr. Build. Mater. 2013, 47, 175–180. [Google Scholar] [CrossRef]
- Rasouli, A.; Kavussi, A.; Qazizadeh, M.J.; Taghikhani, A.H. Evaluating the effect of laboratory aging on fatigue behavior of asphalt mixtures containing hydrated lime. Constr. Build. Mater. 2018, 164, 655–662. [Google Scholar] [CrossRef]
- Xiao, M.; Li, C.; Zhu, X.; Dong, J. Study on time-temperature excitation characteristics of viscoelastic creep damage of asphalt mixture based on modified Burgers model. J. Jiangsu Univ. Sci. Technol. Nat. Sci. Ed. 2023, 37, 89–97. [Google Scholar]
- Guo, X.F.; Nan, N.N.; Liu, B.X.; Fuyang, C.M.; Gong, J.M.; Jia, H.L.; Tan, X. An improved creep damage mechanics model and its application to evaluate creep strain design codes for hot outlet manifold in steam reformer furnace. Int. J. Press. Vessel. Pip. 2022, 198, 104649. [Google Scholar] [CrossRef]
- Ma, Y. Study on Penetration Creep Behavior and Viscoelasticity of Asphalt Mixture. Master’s Thesis, Nanjing Forestry University, Nanjing, China, 2023. [Google Scholar]
- Chen, P. Study on Viscoelastic Mechanical Response and Crack Resistance of Basalt Fiber Asphalt Mixture. Master’s Thesis, North China University of Water Resources and Electric Power, Zhengzhou, China, 2022. [Google Scholar]
- Lin, S.S.; Lo, C.M.; Lin, Y.C. Investigating the deformation and failure characteristics of argillite consequent slope using discrete element method and Burgers model. Environ. Earth Sci. 2017, 76, 81. [Google Scholar] [CrossRef]
- Tao, J. Study on the Properties of Mineral Aggregate and Its Influence on the High and Low Temperature Viscoelastic Properties of Asphalt Mixture. Master’s Thesis, Jilin University, Jilin, China, 2017. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Performance Indicators | Test Results | Standard Value | Test Methods |
|---|---|---|---|
| 25 °C penetration (mm) | 69.4 | 60–80 | T0604-2011 |
| Softening point (°C) | 47.09 | ≥46 | T0606-2011 |
| Ductility at 10 °C (cm) | 28.3 | ≥15 | T0605-2011 |
| Ductility at 15 °C (cm) | 160 | ≥100 | T0605-2011 |
| Density (g/cm3) | 1.024 | — | T0603-2011 |
| Flash point (°C) | 275 | ≥260 | T0611-2011 |
| Solubility (%) | 99.8 | ≥99.5 | T0607-2011 |
| Fiber Type | Corn Stalk Fiber | Modified Corn Stalk Fiber | Lignin Fiber |
|---|---|---|---|
| Color | Yellow | Light yellow | Light grey |
| Fiber length/mm | 3.86 | 3.82 | ≤6 |
| PH value | 7.06 | 8.25 | 8.4 |
| Oil absorption multiple/times | 5.71 | 7.41 | 8.13 |
| Heat weight-loss rate (170 °C, 2 h)/% | 7.3 | 6.1 | 5.6 |
| Ash content/% | 5.4 | 5.8 | 18.7 |
| Retention rate/% | 1232 | 1353 | 1368 |
| Asphalt–Stone Ratio (%) | γf (g/cm−3) | VV (%) | VMA (%) | VFA (%) | MS (KN) | FL (mm) |
|---|---|---|---|---|---|---|
| 4.0 | 2.410 | 6.1 | 14.1 | 57.0 | 11.43 | 29.6 |
| 4.5 | 2.416 | 5.2 | 14.4 | 64.0 | 11.72 | 32.4 |
| 5.0 | 2.420 | 4.3 | 14.6 | 70.5 | 11.56 | 23.7 |
| 5.5 | 2.430 | 3.2 | 14.7 | 77.9 | 10.95 | 32.0 |
| 6.0 | 2.369 | 5.0 | 16.2 | 70.8 | 11.18 | 30.4 |
| Mixture Type | Fiber-Free | Modified Corn Stalk Fiber | Lignin Fiber | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Fiber content (%) | 0 | 0.1 | 0.2 | 0.3 | 0.4 | 0.1 | 0.2 | 0.3 | 0.4 |
| The ideal amount of asphalt (%) | 4.93 | 5.18 | 5.25 | 5.36 | 5.52 | 5.06 | 5.17 | 5.32 | 5.41 |
| Bulk density (g/cm3) | 2.433 | 2.421 | 2.450 | 2.432 | 2.441 | 2.435 | 2.437 | 2.443 | 2.399 |
| Percentage of void (%) | 5.2 | 3.5 | 3.8 | 3.8 | 2.8 | 4.7 | 4.4 | 3.4 | 4.5 |
| Gap rate of mineral (%) | 14.1 | 14.1 | 13.7 | 14.4 | 14.2 | 14.3 | 14.2 | 14.1 | 15.7 |
| Asphalt saturation (%) | 66.3 | 70.8 | 72.1 | 73.6 | 80.4 | 67.5 | 69.2 | 75.7 | 71.5 |
| Degree of stability (KN) | 12.37 | 13.28 | 14.34 | 14.99 | 11.77 | 13.56 | 14.32 | 12.98 | 12.04 |
| Flow value (0.1 mm) | 30.9 | 31.5 | 35.0 | 36.6 | 29.1 | 32.4 | 35.1 | 28.3 | 36.9 |
| Fiber Type | No Fiber | Modified Corn Stalk Fiber | Lignin Fiber | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Fiber content (%) | 0 | 0.1 | 0.2 | 0.3 | 0.4 | 0.1 | 0.2 | 0.3 | 0.4 | |
| Viscoelastic parameters | E1 | 8.691 | 6.434 | 3.576 | 5.471 | 6.645 | 7.435 | 6.751 | 3.610 | 7.276 |
| η1 | 109.842 | 136.495 | 184.355 | 165.561 | 145.232 | 126.120 | 147.299 | 168.644 | 125.855 | |
| E2 | 0.883 | 1.216 | 1.762 | 1.416 | 1.167 | 1.121 | 1.212 | 1.681 | 1.085 | |
| η2 | 54.217 | 87.073 | 145.363 | 107.494 | 85.975 | 76.908 | 96.575 | 136.932 | 87.575 | |
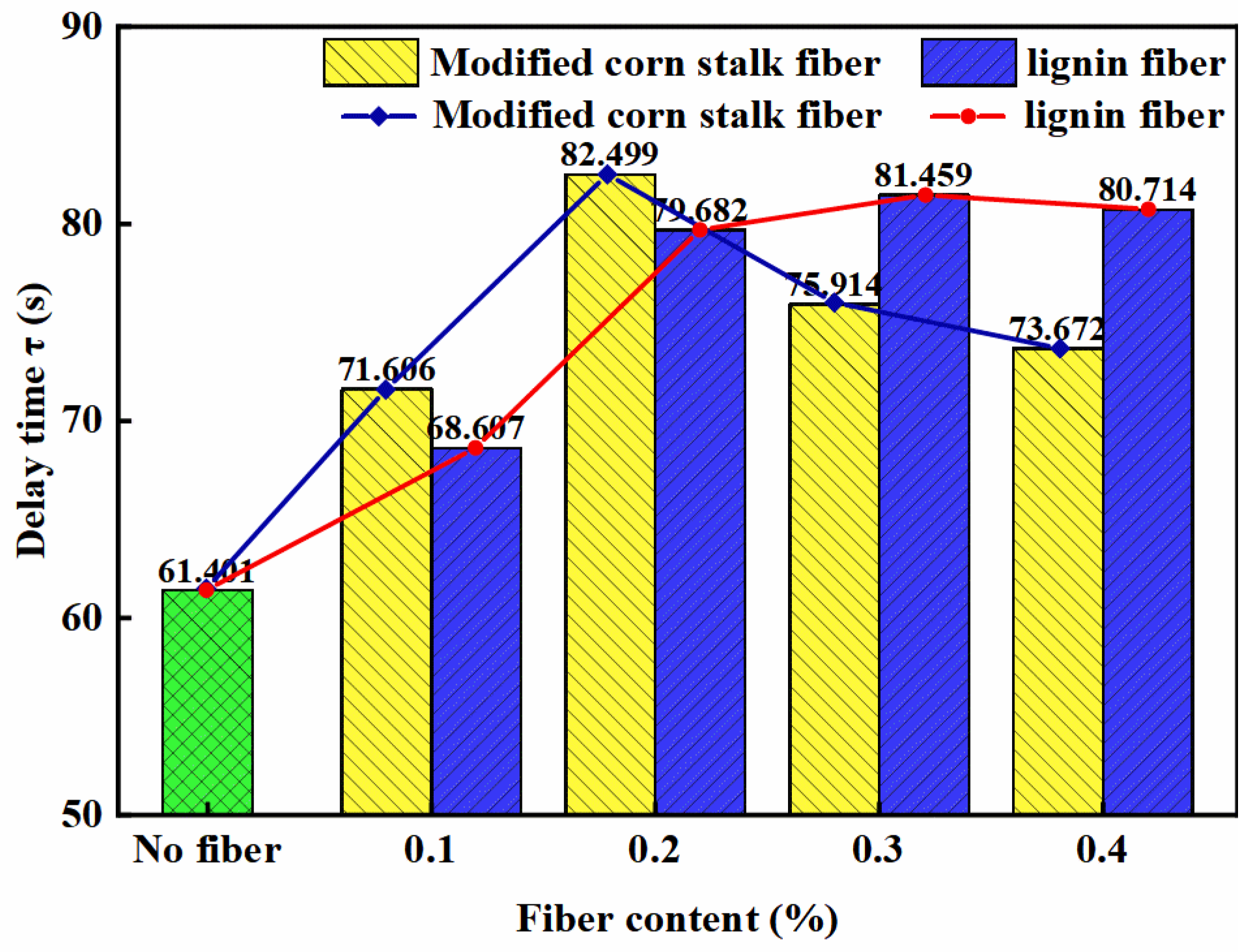
| η2/E2 | 61.401 | 71.606 | 82.499 | 75.914 | 73.672 | 68.607 | 79.682 | 81.459 | 80.714 | |
| R2 | 0.995 | 0.987 | 0.985 | 0.976 | 0.972 | 0.992 | 0.984 | 0.977 | 0.971 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, K.; Qu, L.; Tang, L.; Hu, P.; Wu, Q.; Zhang, X.; Xu, H. Investigation on the Performance of Modified Corn Stalk Fiber AC-13 Asphalt Mixture. Coatings 2024, 14, 436. https://doi.org/10.3390/coatings14040436
Wang K, Qu L, Tang L, Hu P, Wu Q, Zhang X, Xu H. Investigation on the Performance of Modified Corn Stalk Fiber AC-13 Asphalt Mixture. Coatings. 2024; 14(4):436. https://doi.org/10.3390/coatings14040436
Chicago/Turabian StyleWang, Kun, Lu Qu, Liang Tang, Peng Hu, Qiong Wu, Xiaofei Zhang, and Hao Xu. 2024. "Investigation on the Performance of Modified Corn Stalk Fiber AC-13 Asphalt Mixture" Coatings 14, no. 4: 436. https://doi.org/10.3390/coatings14040436
APA StyleWang, K., Qu, L., Tang, L., Hu, P., Wu, Q., Zhang, X., & Xu, H. (2024). Investigation on the Performance of Modified Corn Stalk Fiber AC-13 Asphalt Mixture. Coatings, 14(4), 436. https://doi.org/10.3390/coatings14040436