
A Fast Method of High-Frequency Induction Cladding Copper Alloy on Inner-Wall of Cylinder Based on Simulation and Experimental Study
 ,
, 
Abstract
:1. Introduction
2. Numerical Simulation of Copper Alloy Induction Cladding on the Inner Wall of Cylindrical Workpieces
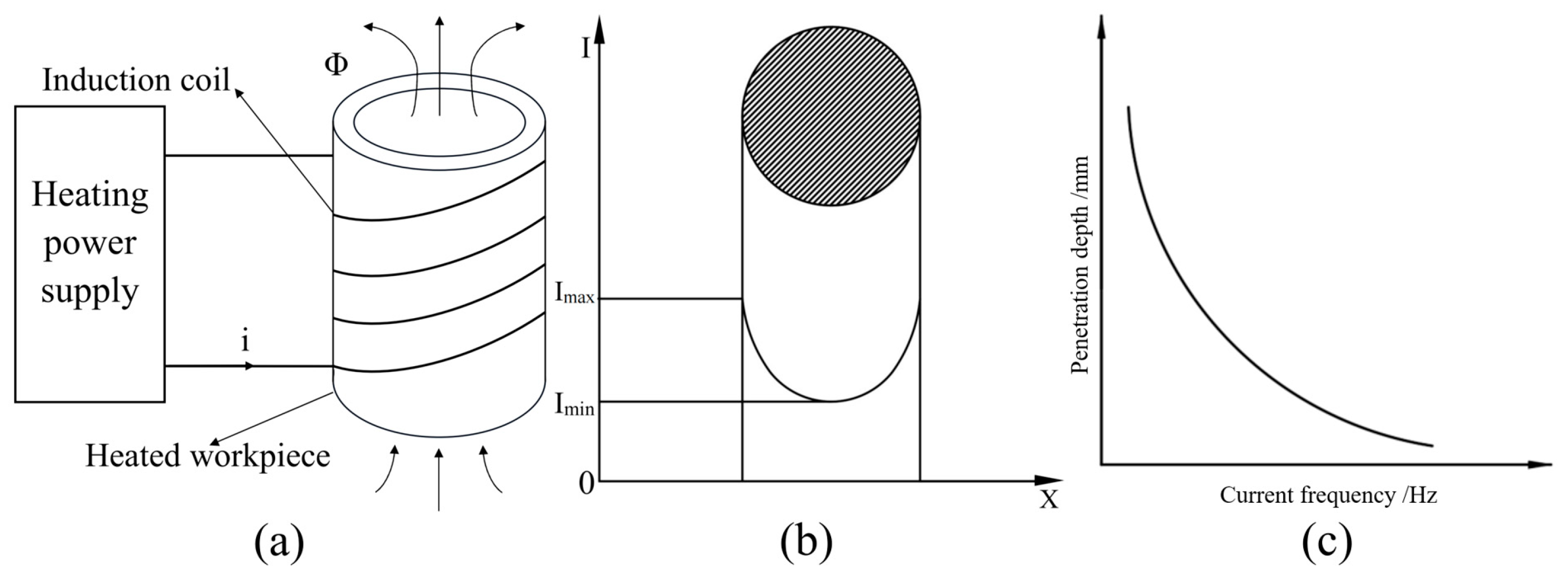
2.1. The Principle of High-Frequency Induction Heating
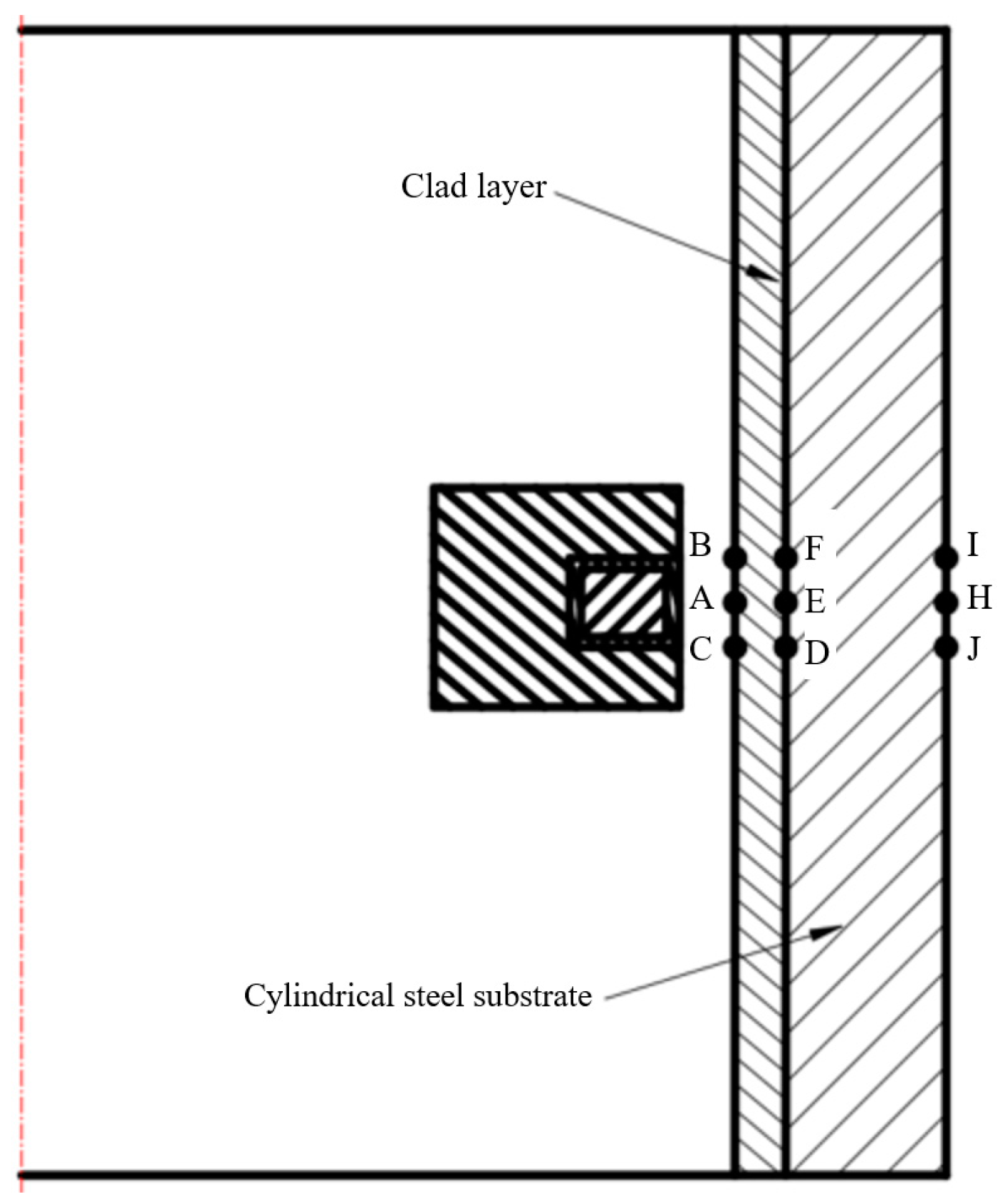
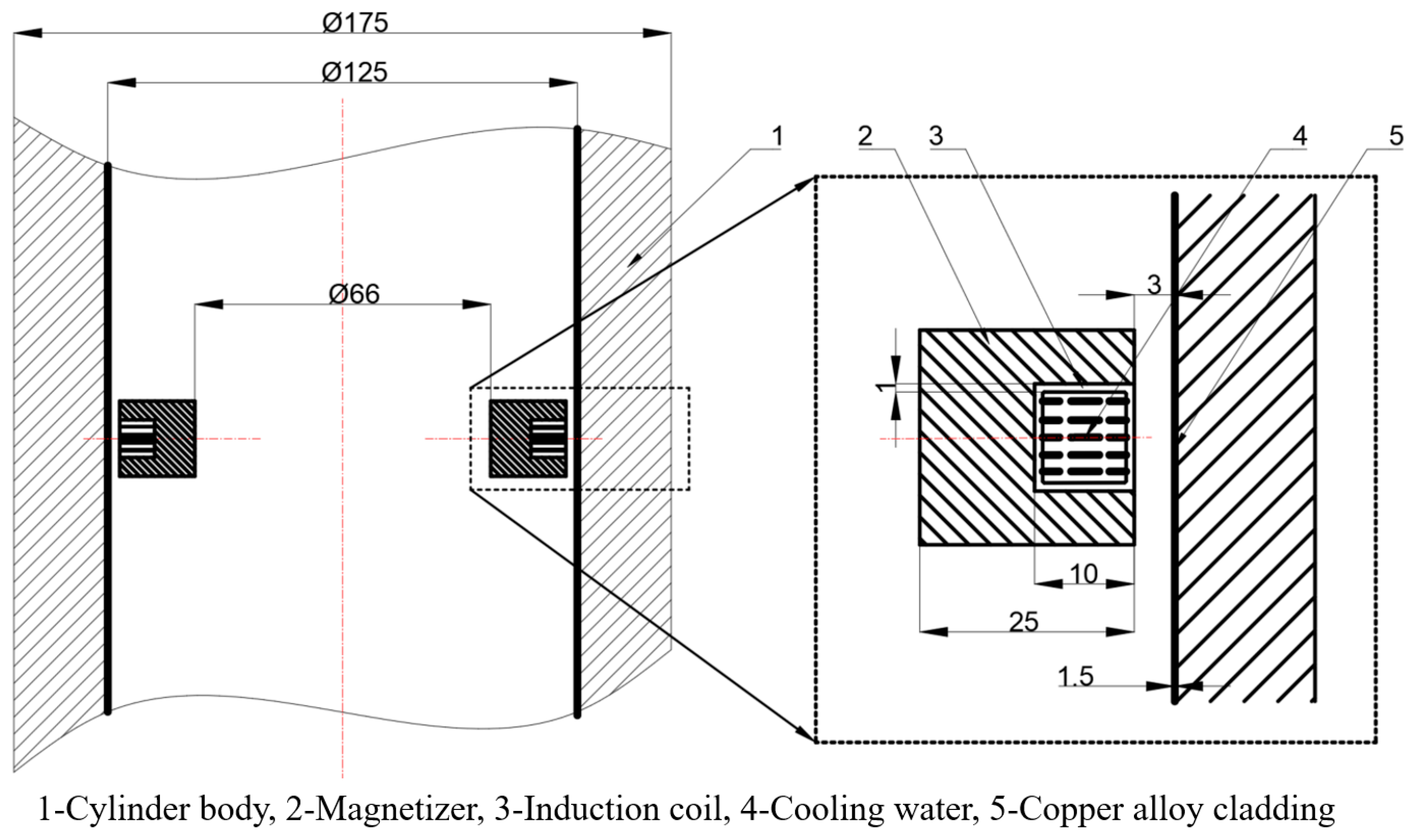
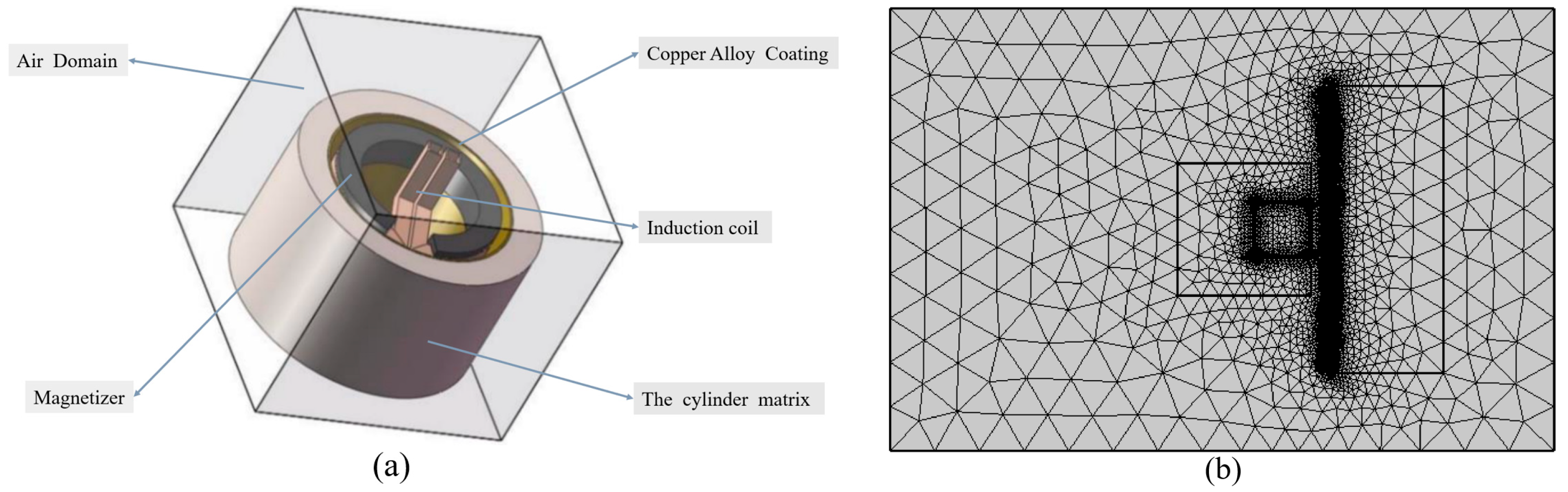
2.2. Establishment of Numerical Model for Induction Cladding
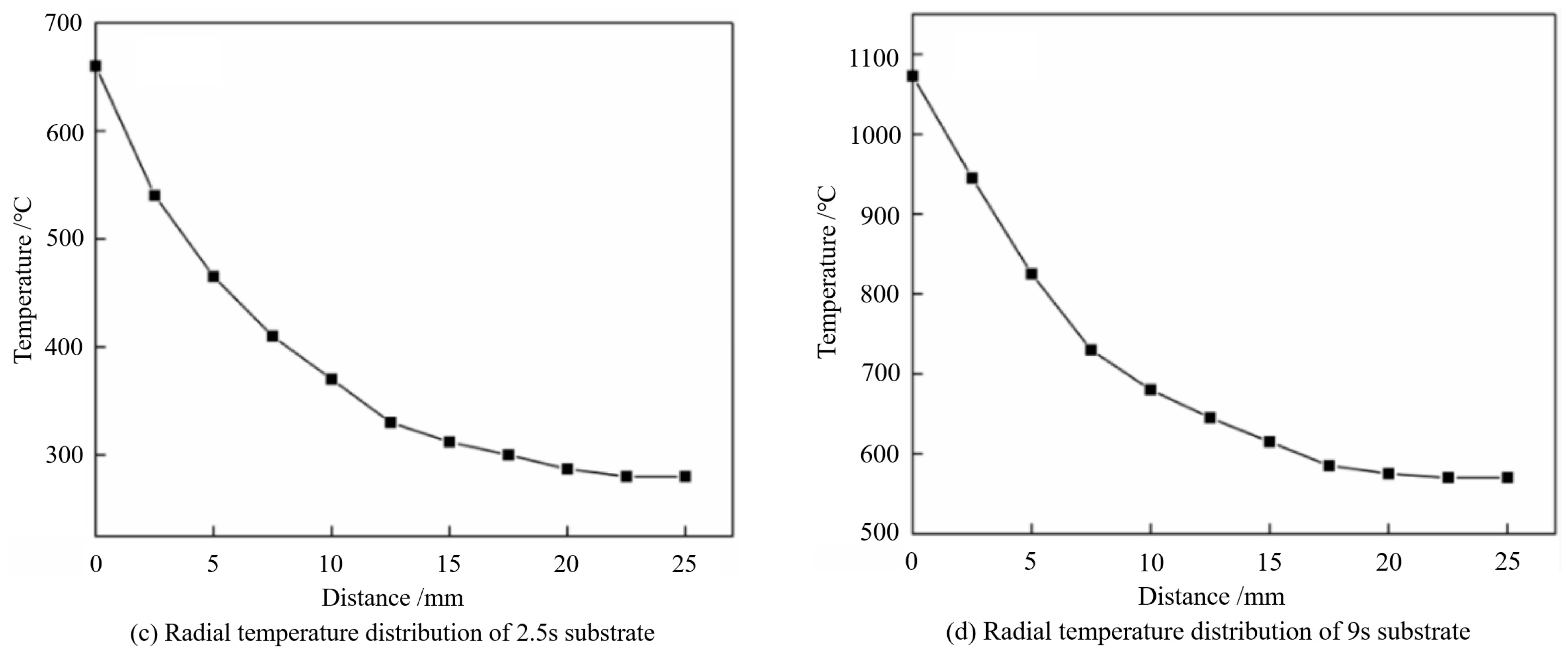
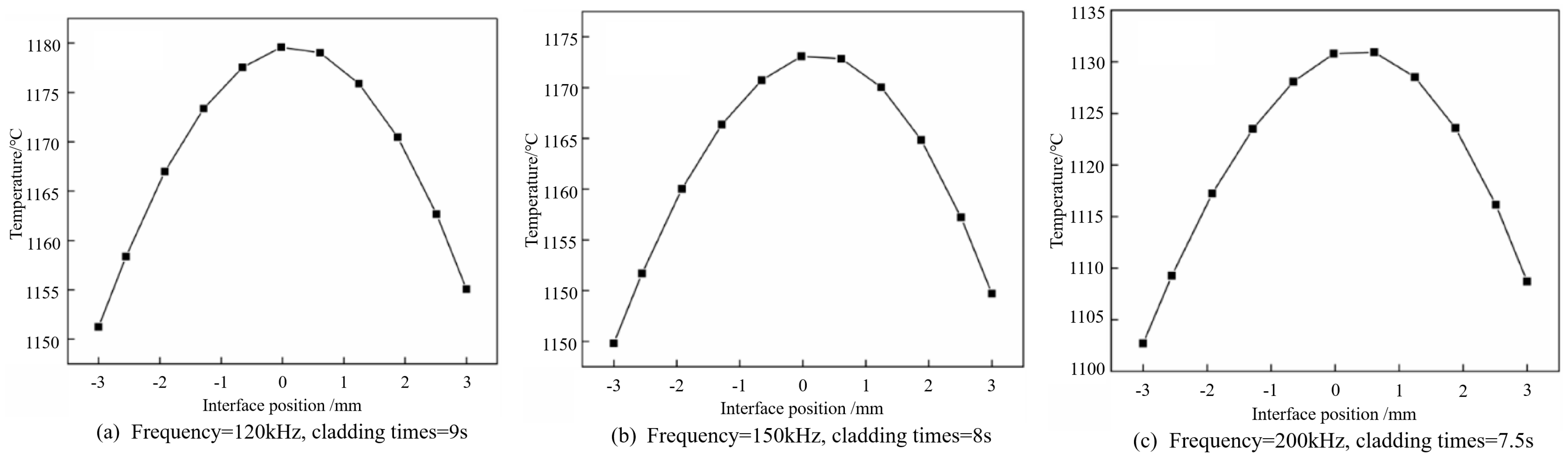
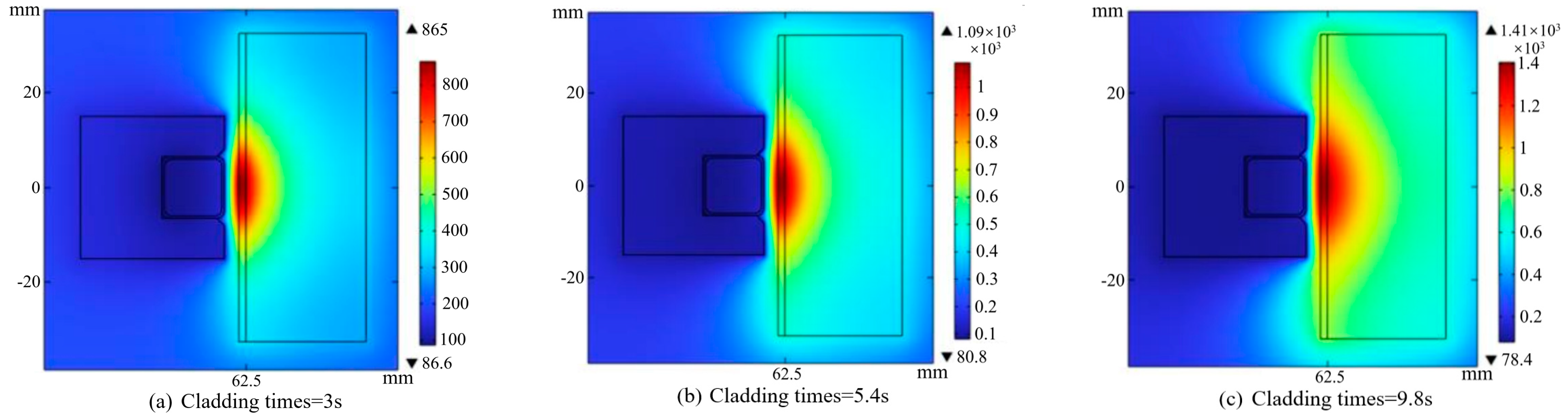
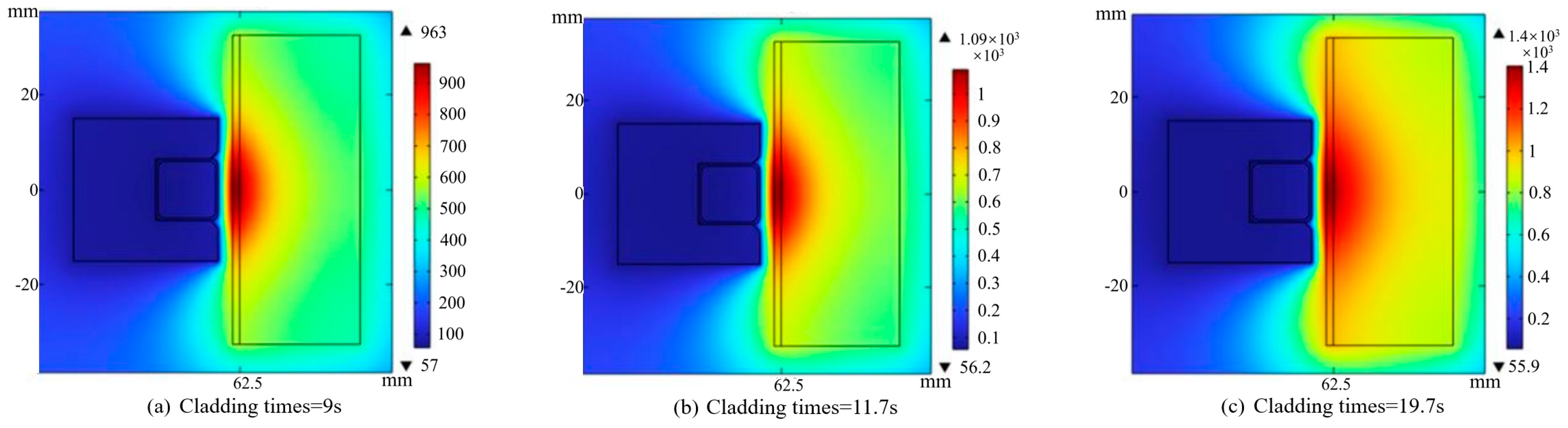
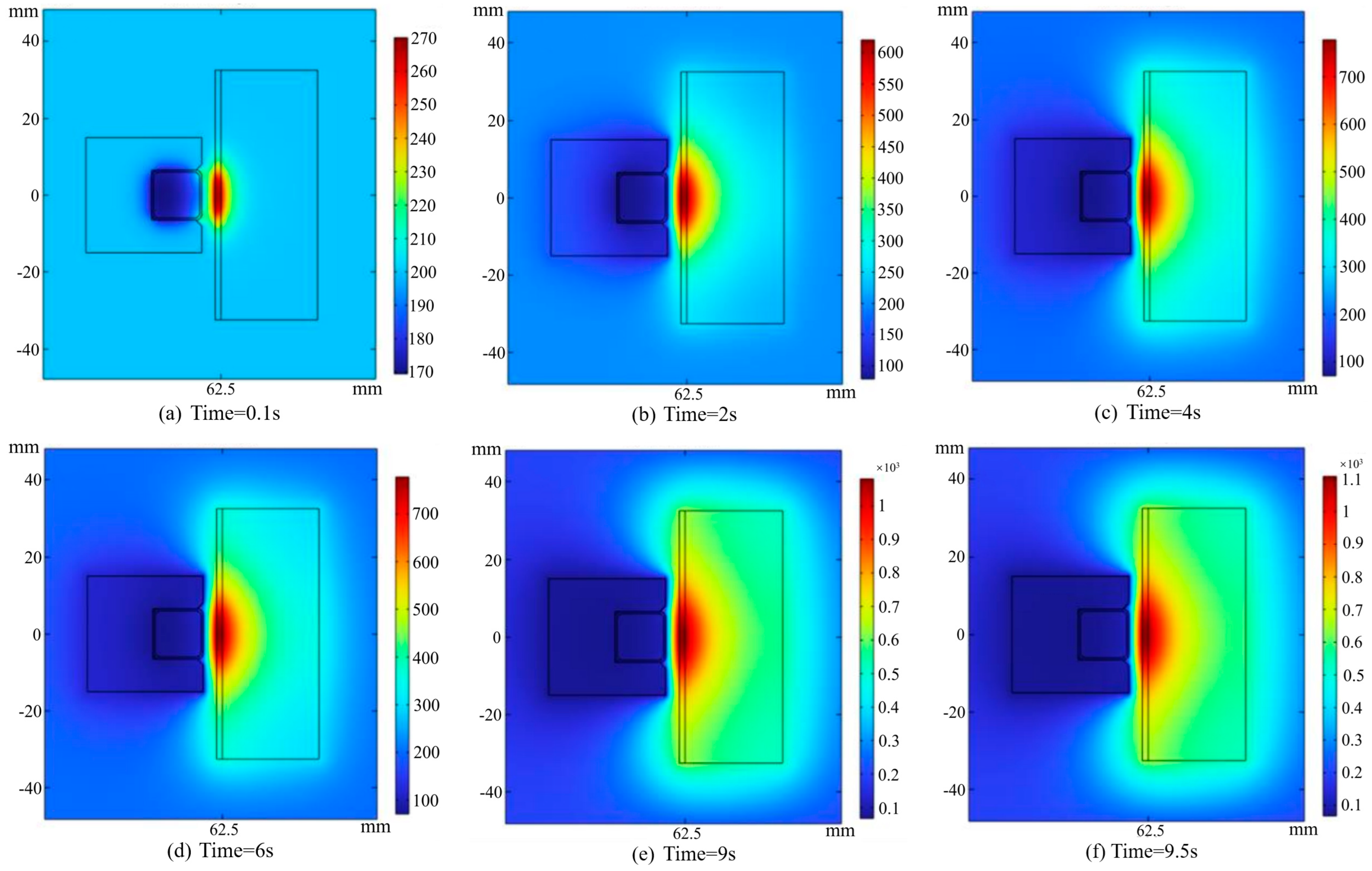
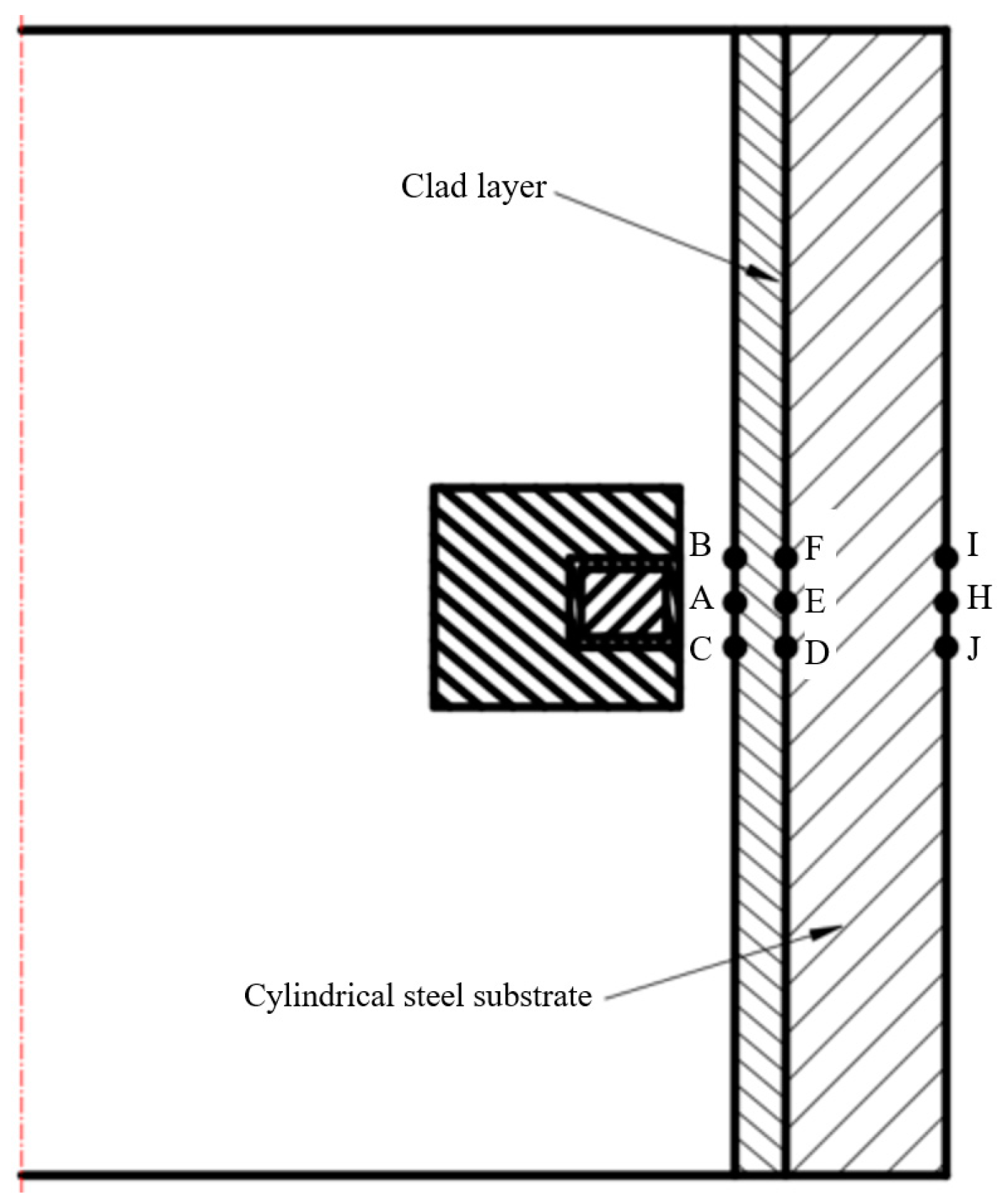
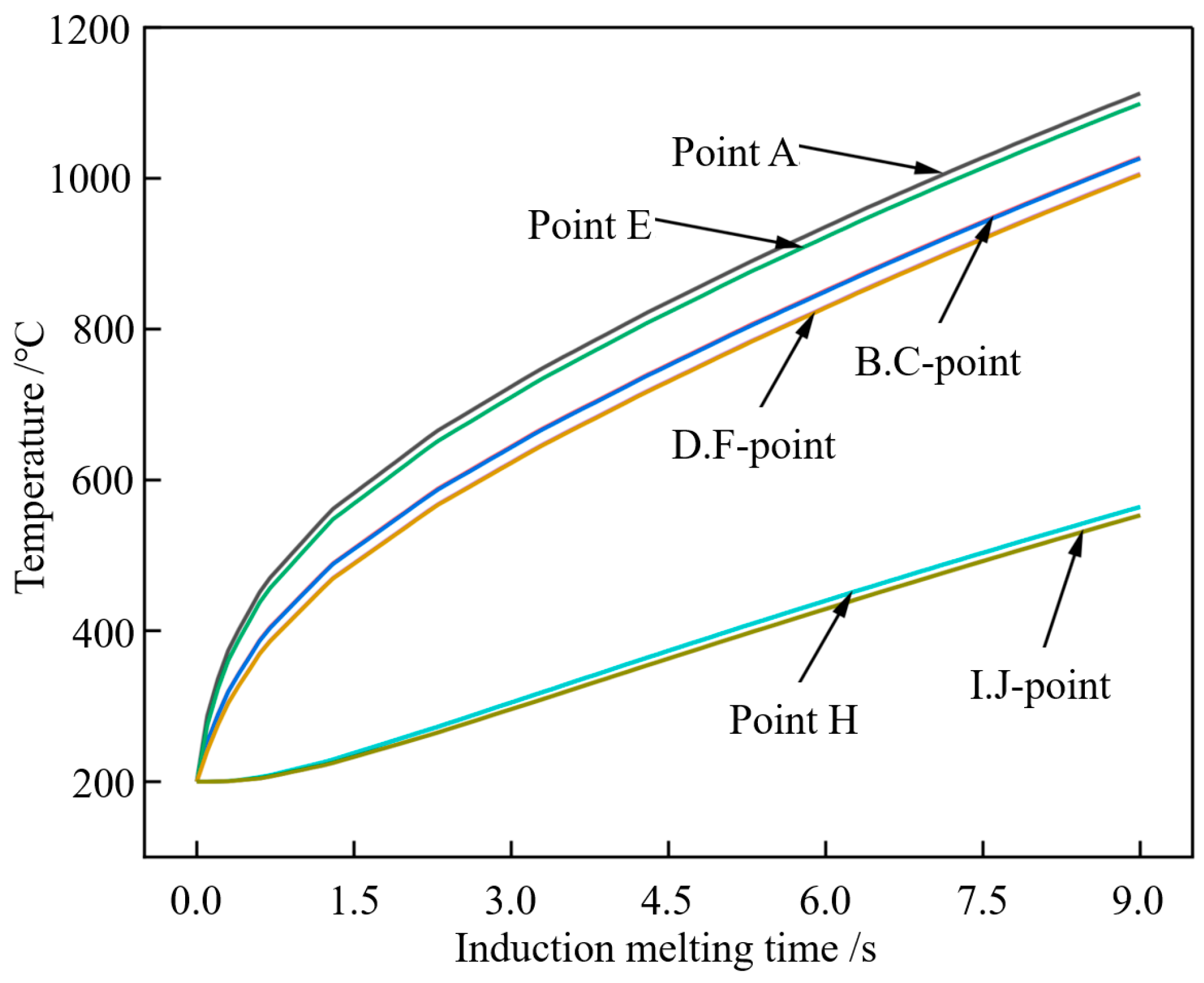
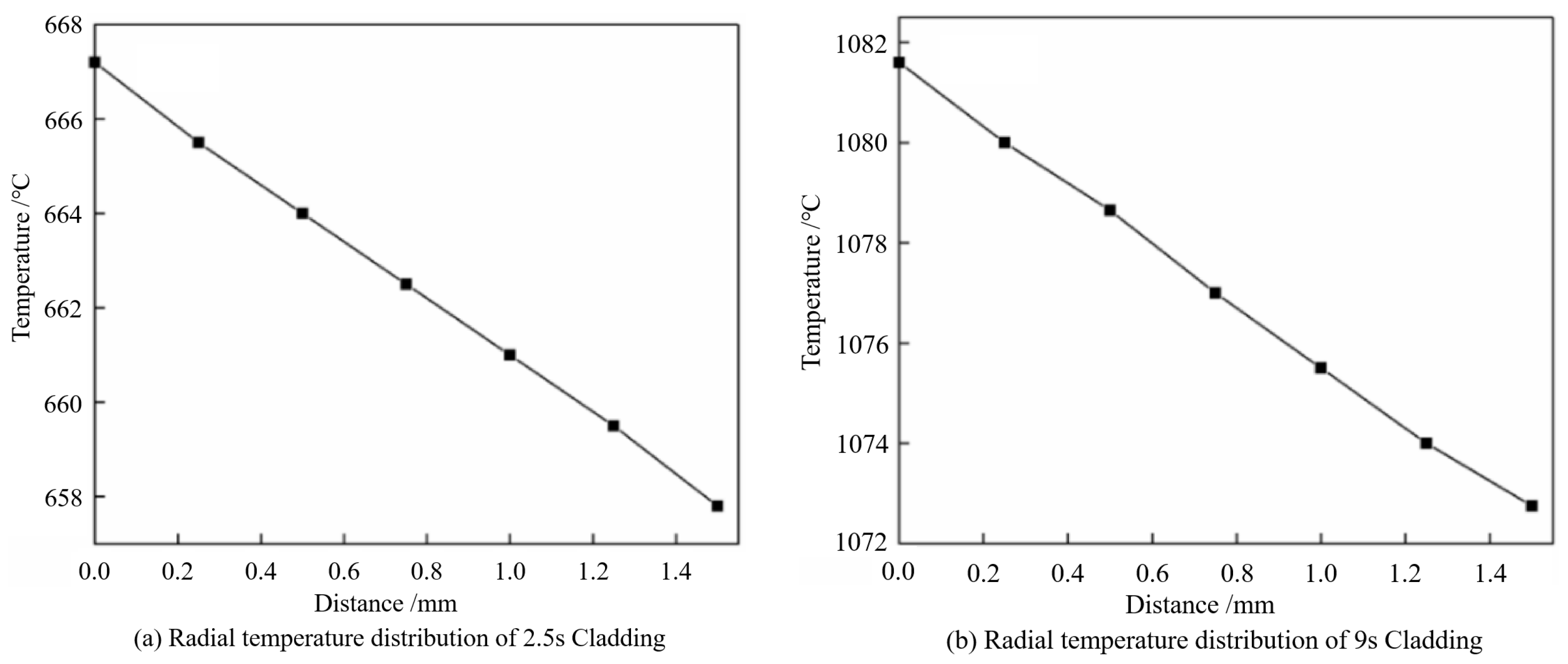
2.3. Analysis of Temperature Field Results on the Inner Wall of Cylindrical Workpieces under Corresponding Process Parameters
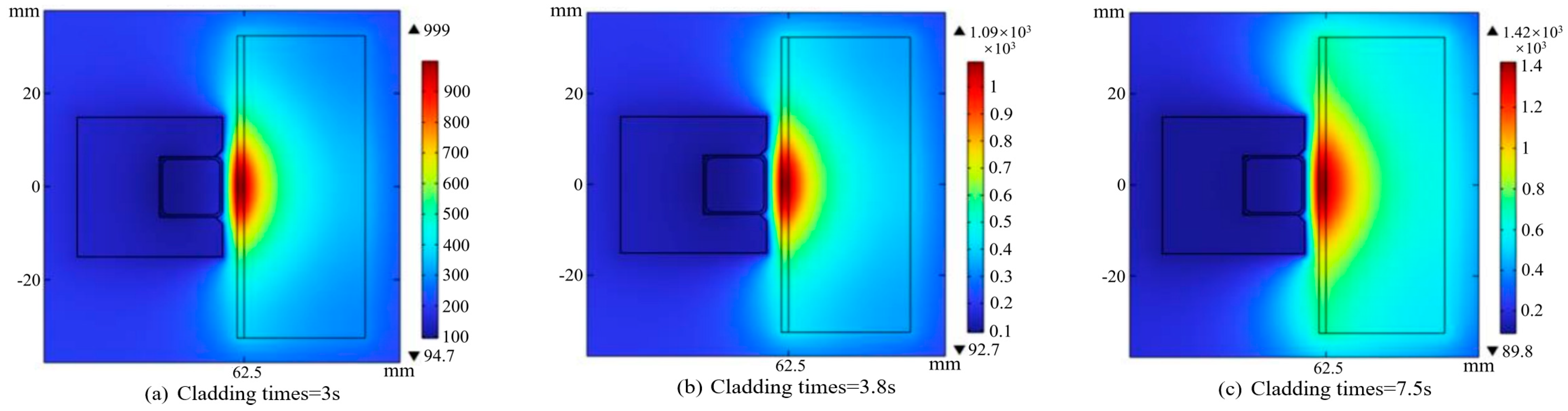
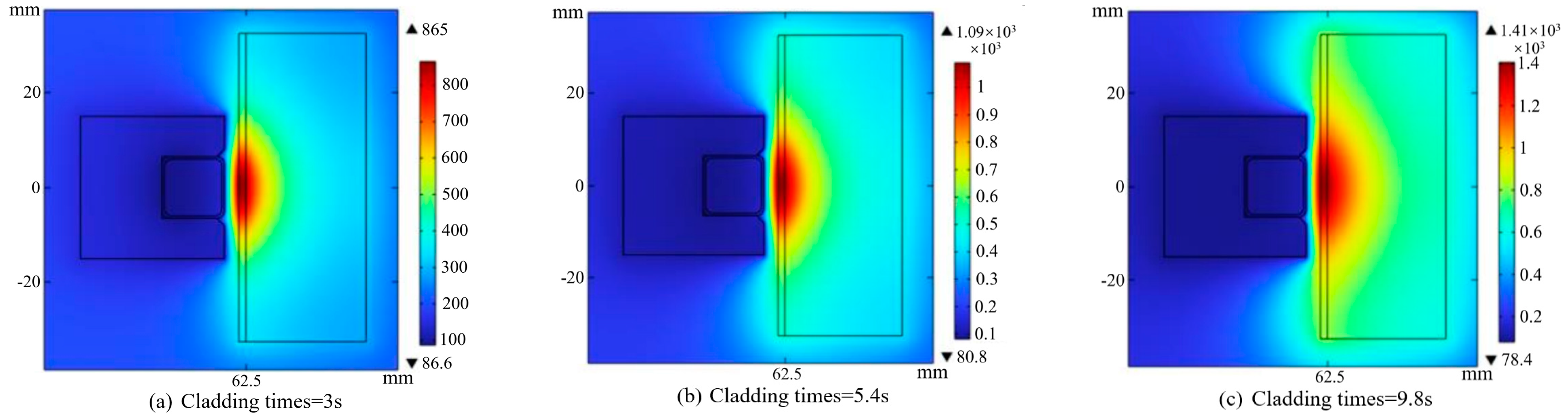
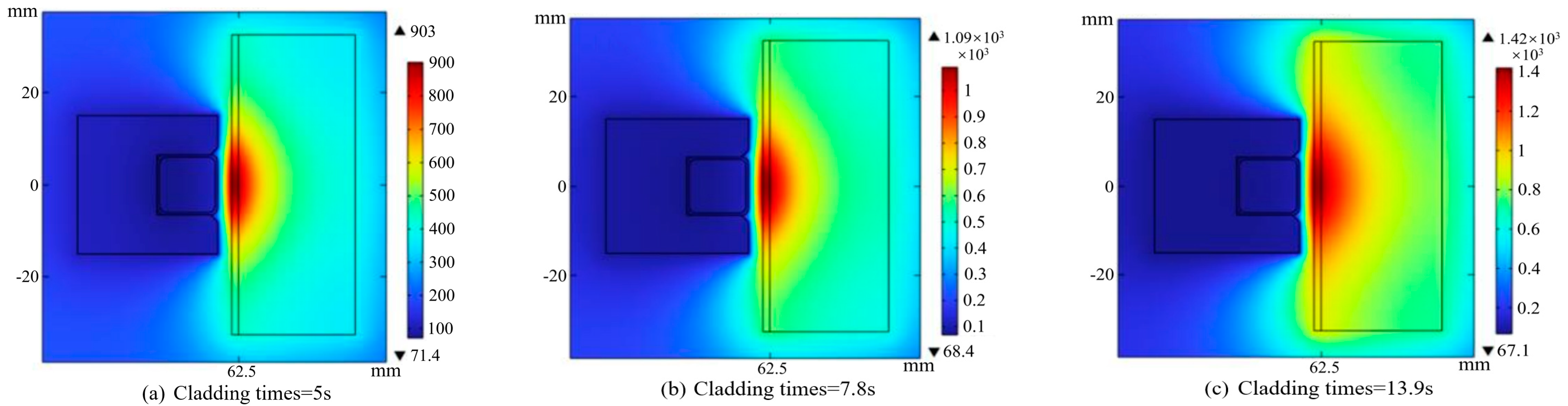
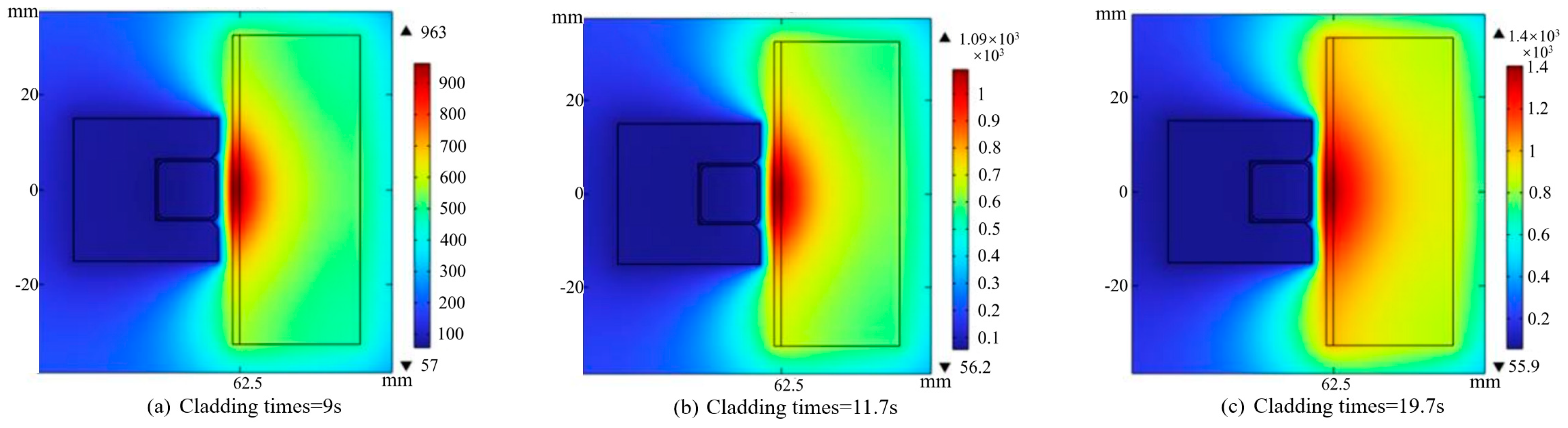
2.4. The Influence of Different Process Parameters on the Temperature Field of Cylindrical Workpieces
- (1)
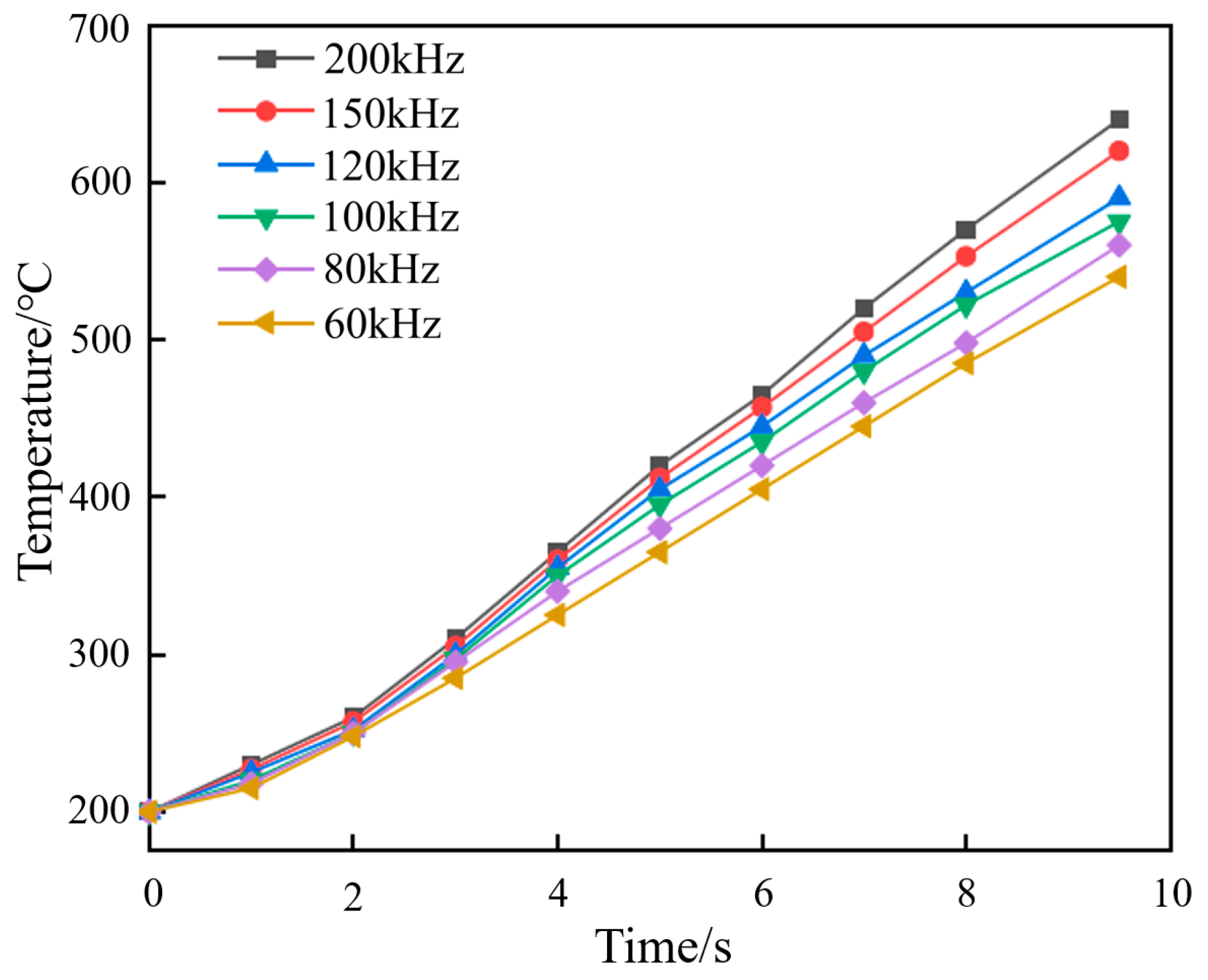
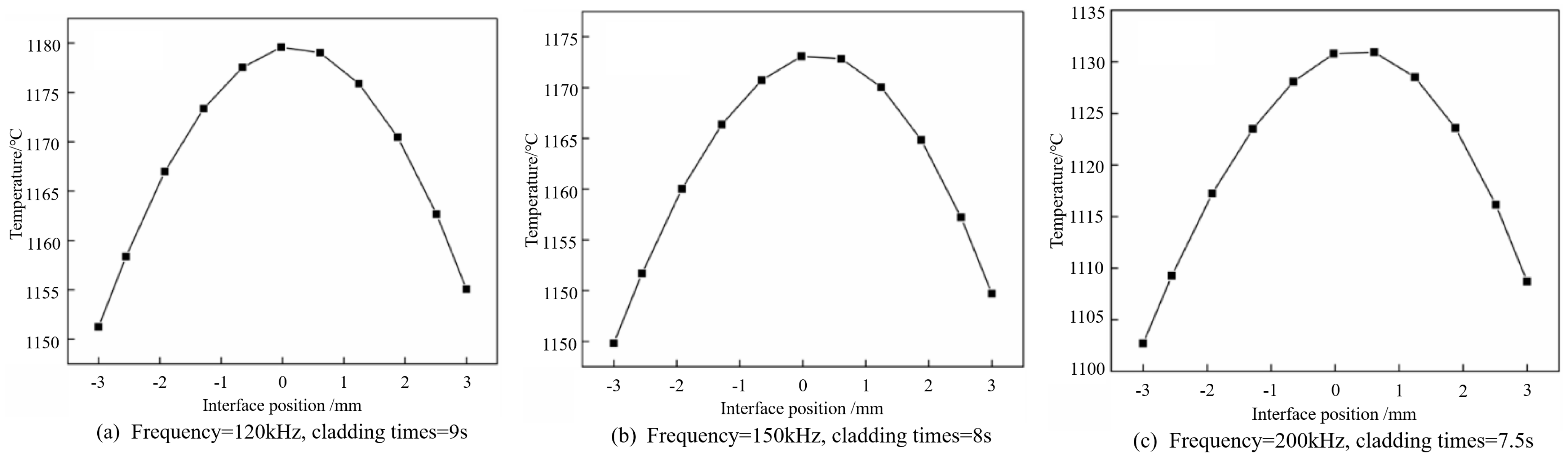
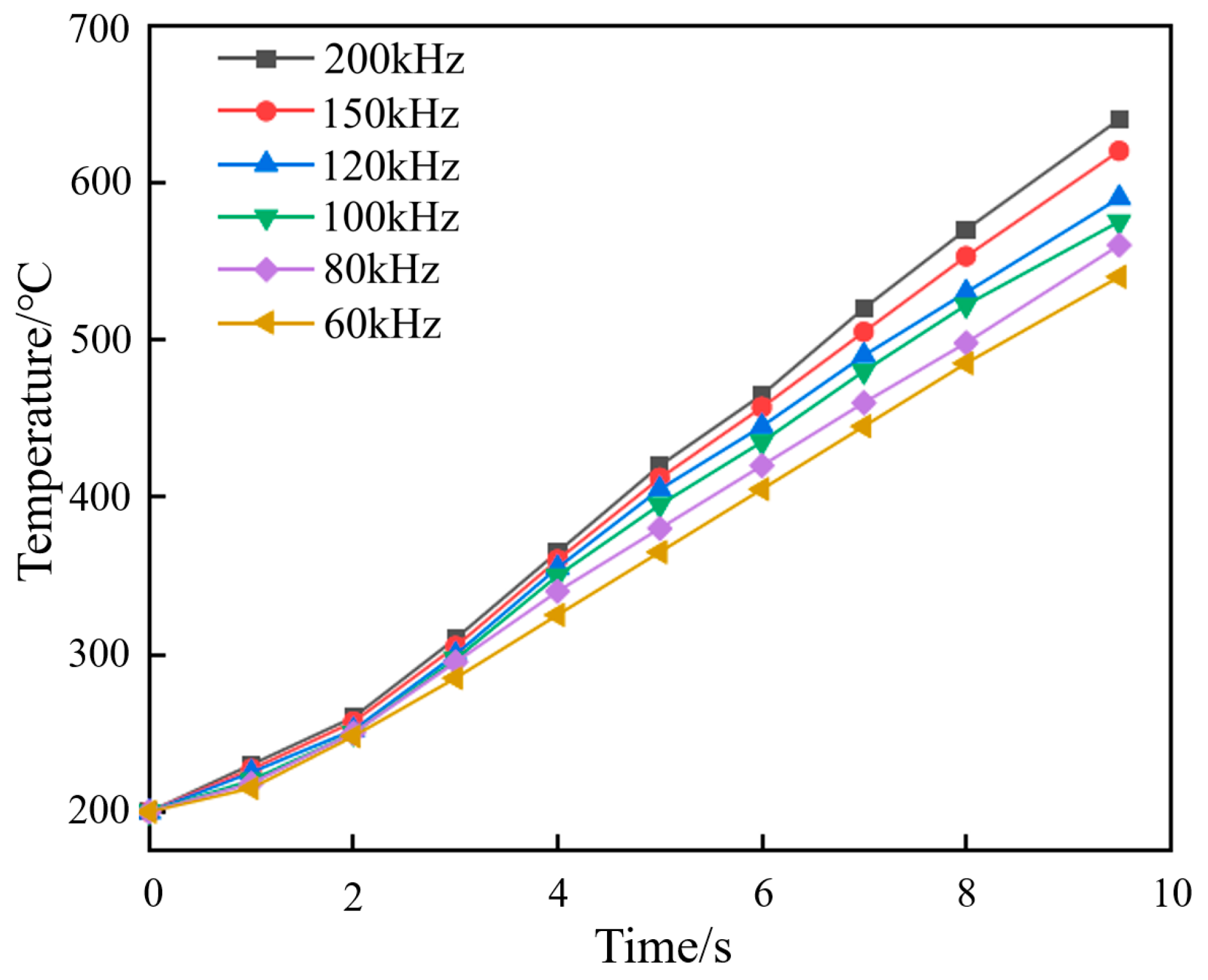
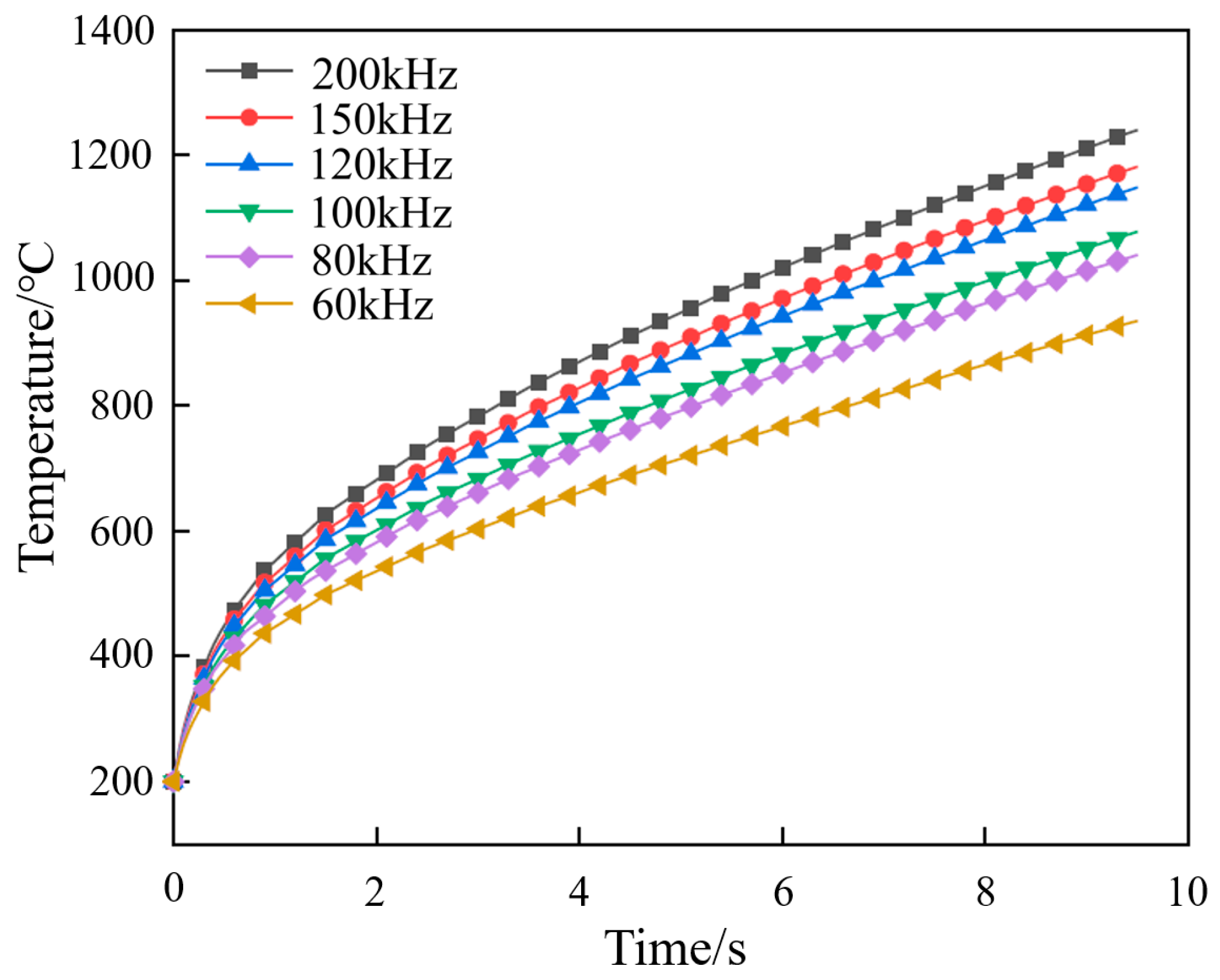
- The impact of heating frequency on the temperature field
- (2)
- The Influence of a Gap between Cylindrical Workpiece and Coil on the Temperature Field
- (3)
- The impact of power supply power on the temperature field
- (4)
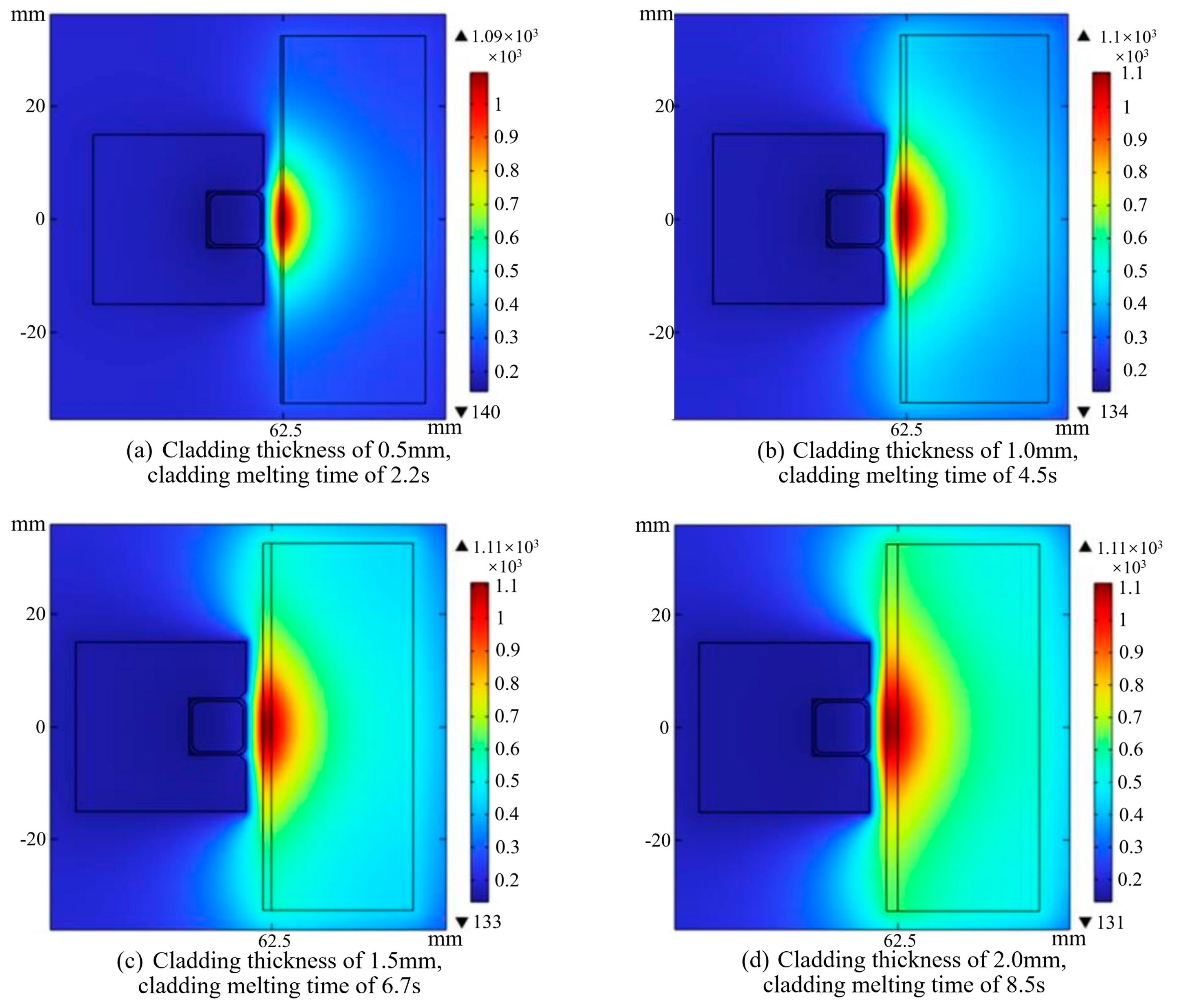
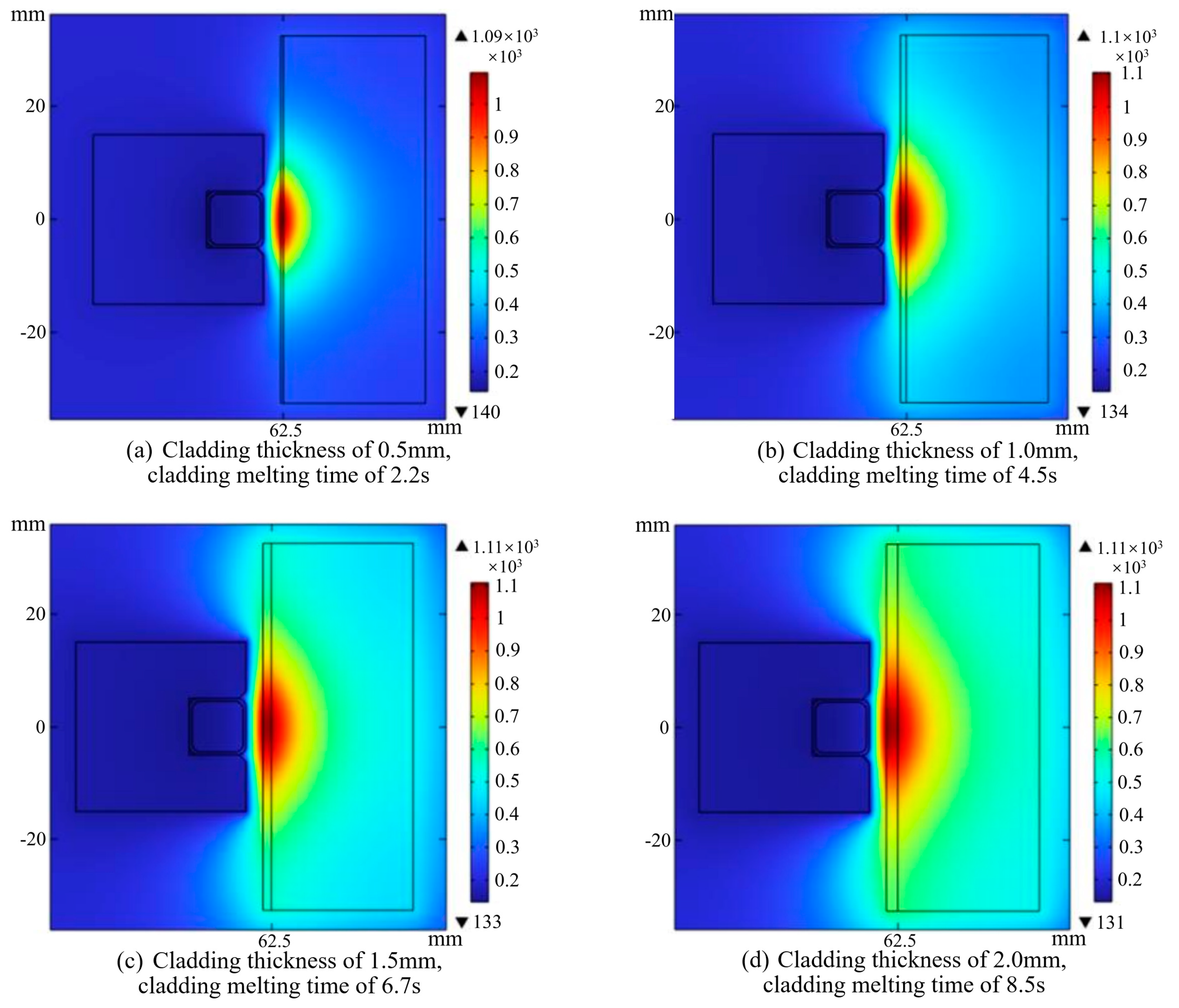
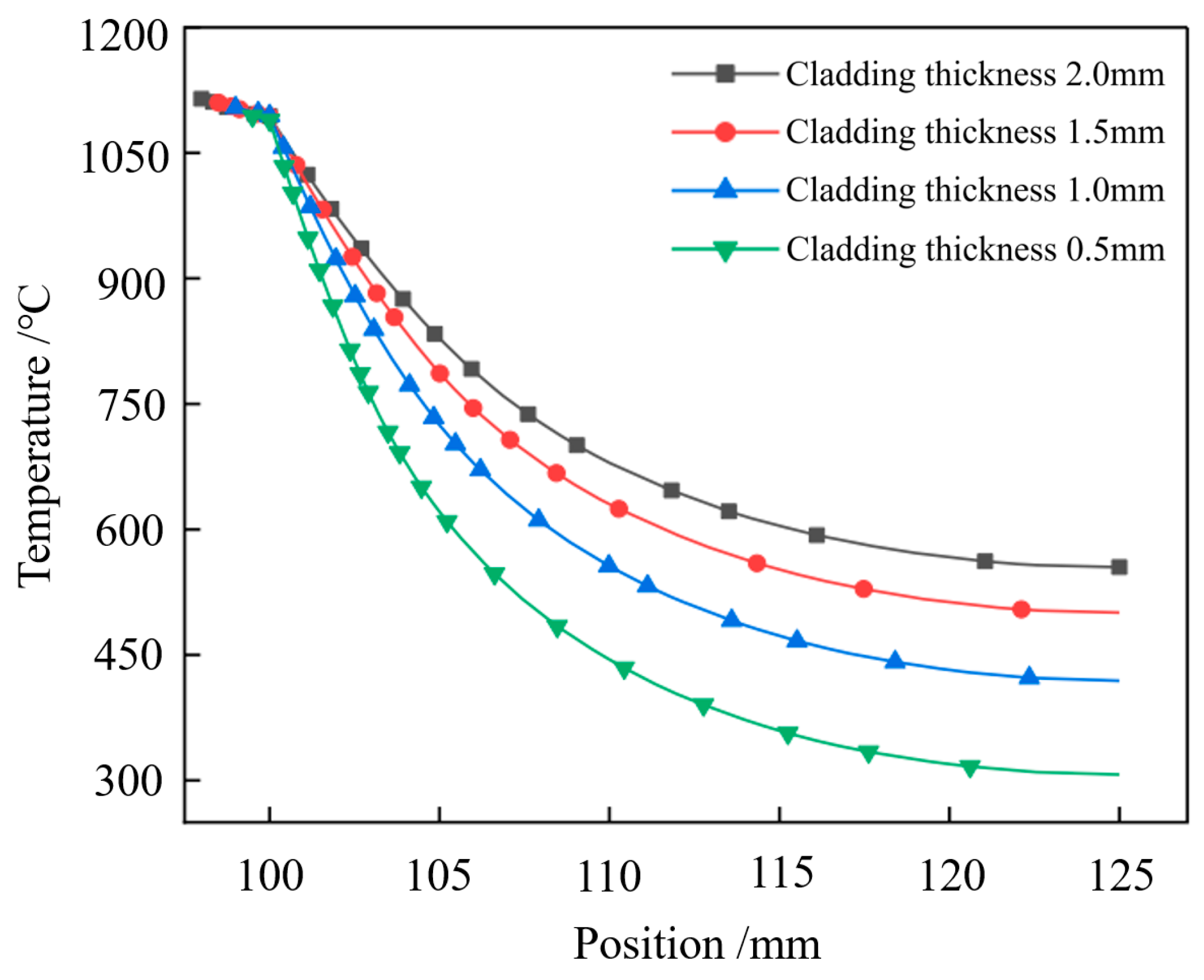
- The influence of cladding thickness on the temperature field
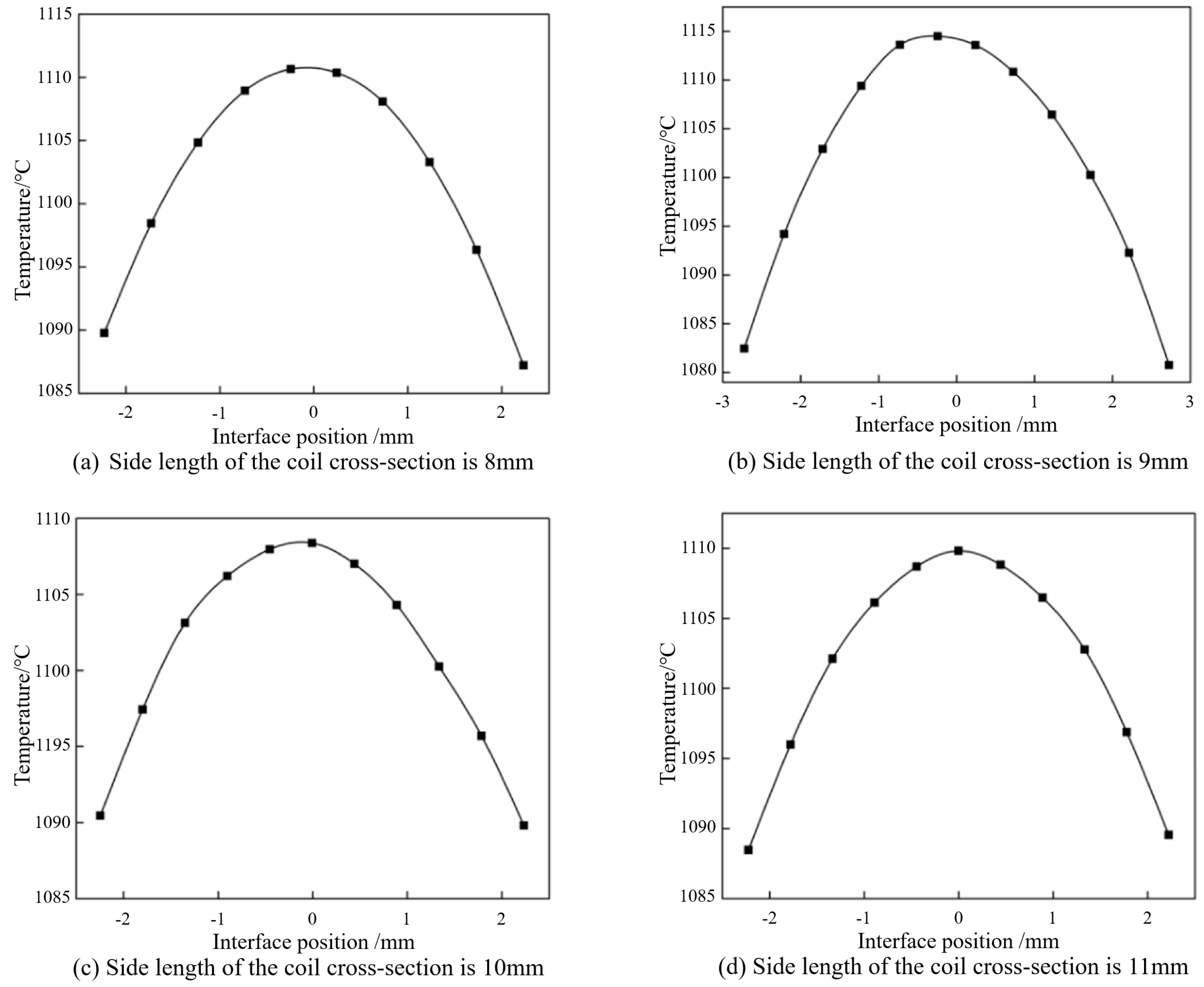
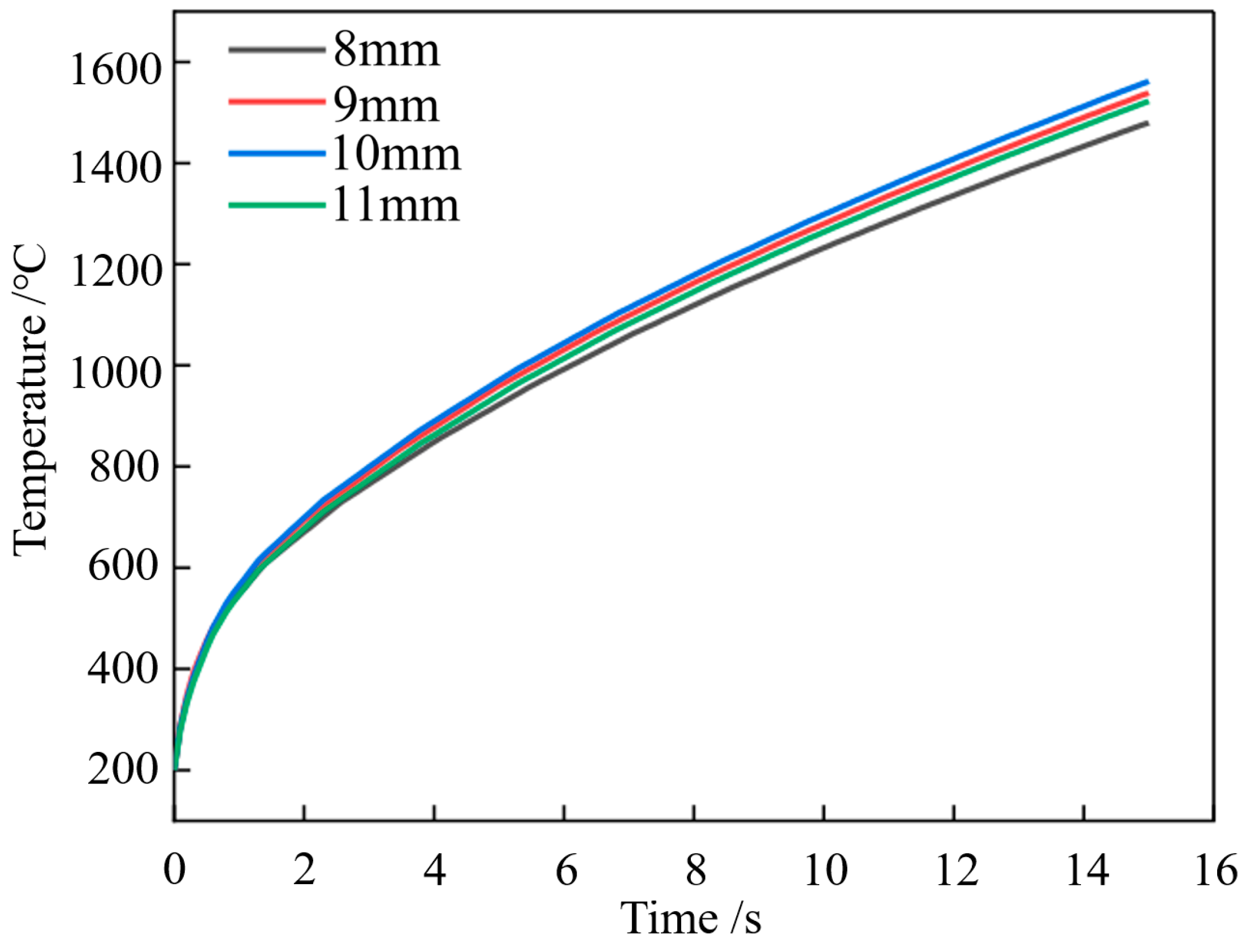
- (5)
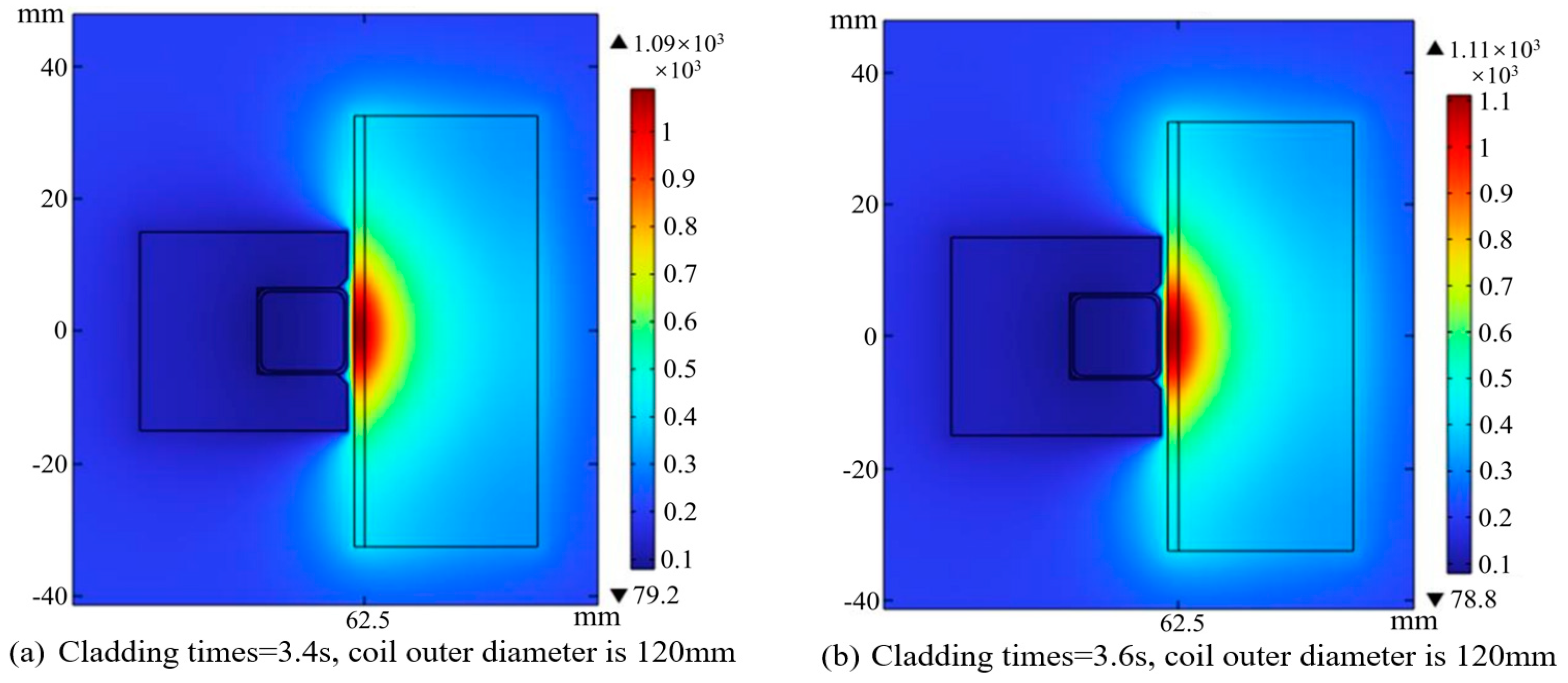
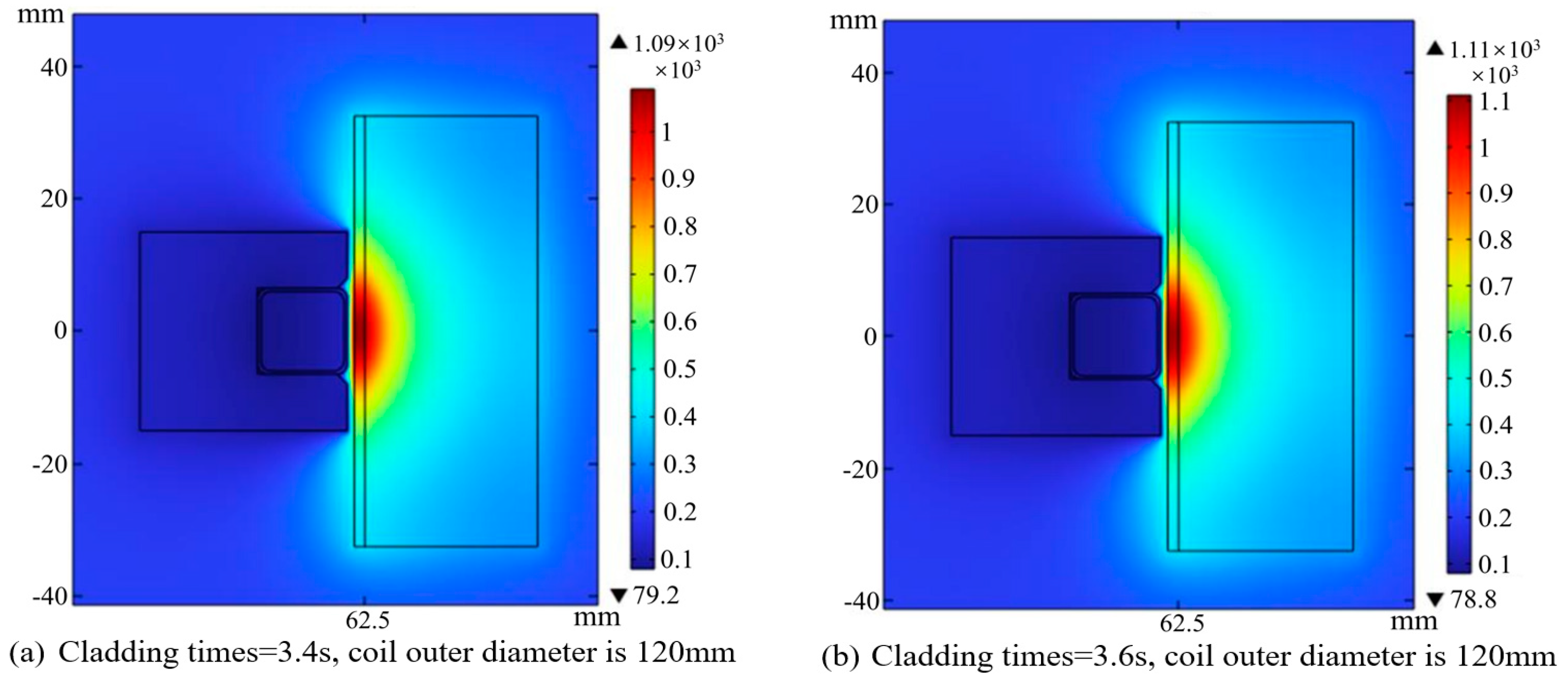
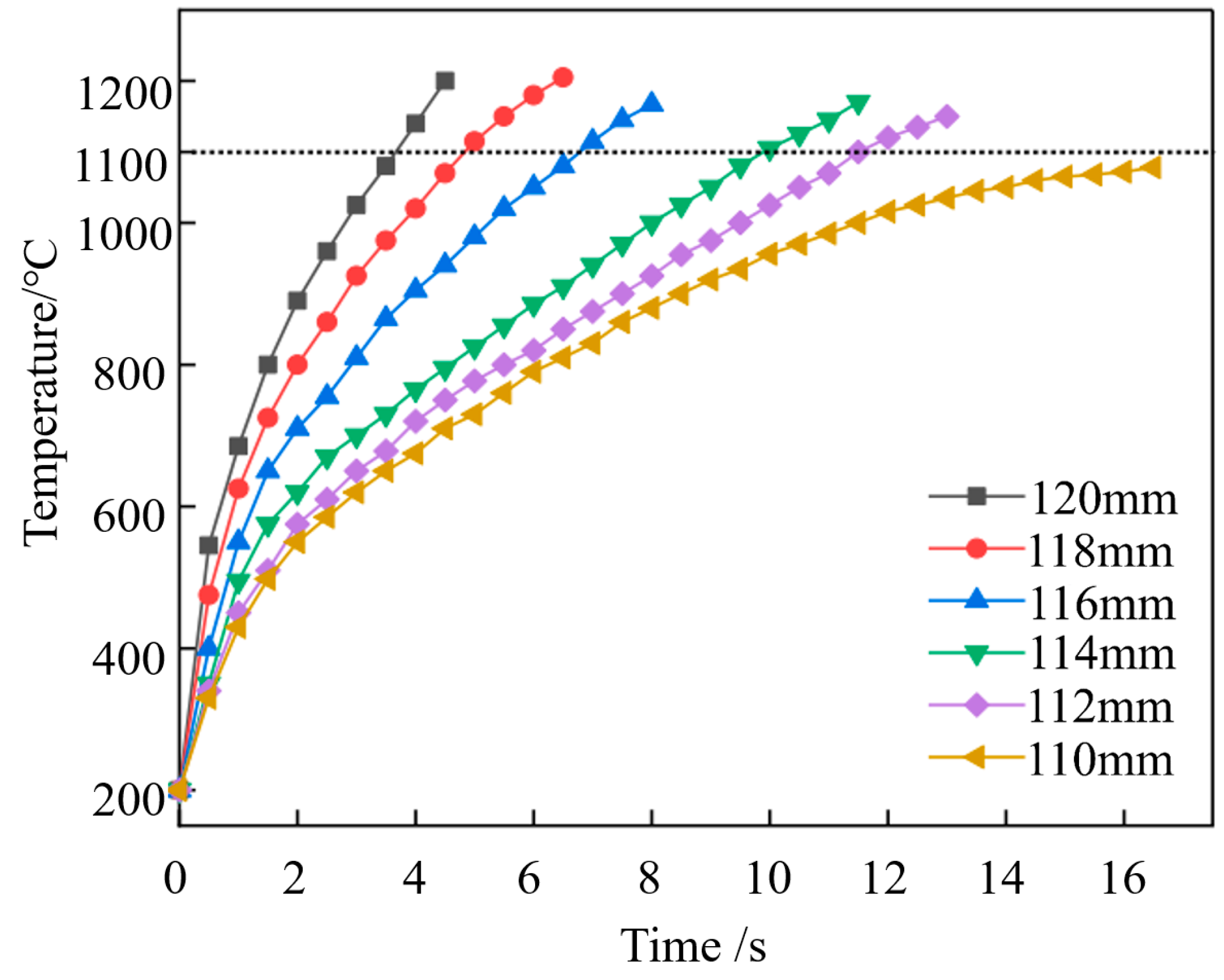
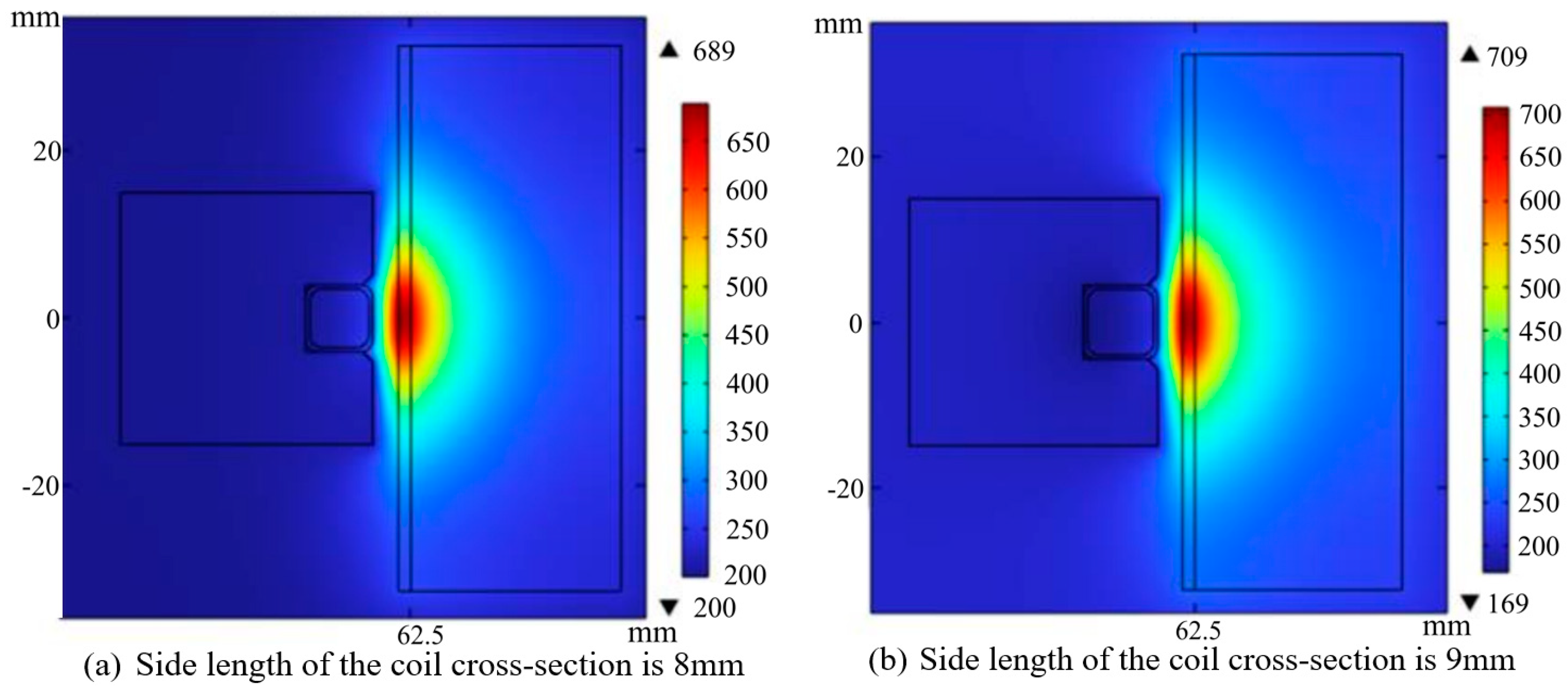
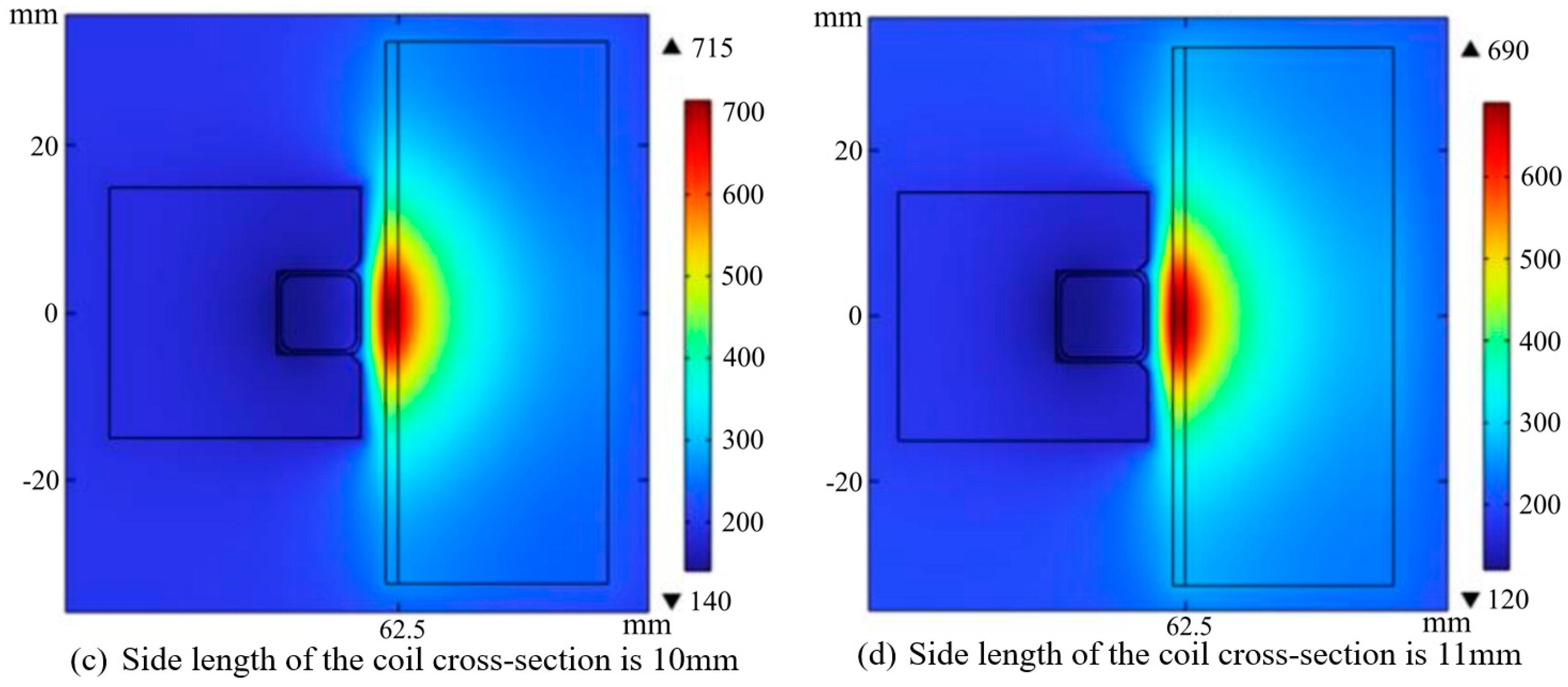
- The influence of coil cross-sectional dimensions on the temperature field
3. Experimental Study on HIC of Copper Alloy on the Inner Wall of Cylindrical Workpieces
3.1. Experimental System Composition
3.2. Experimental Process Design
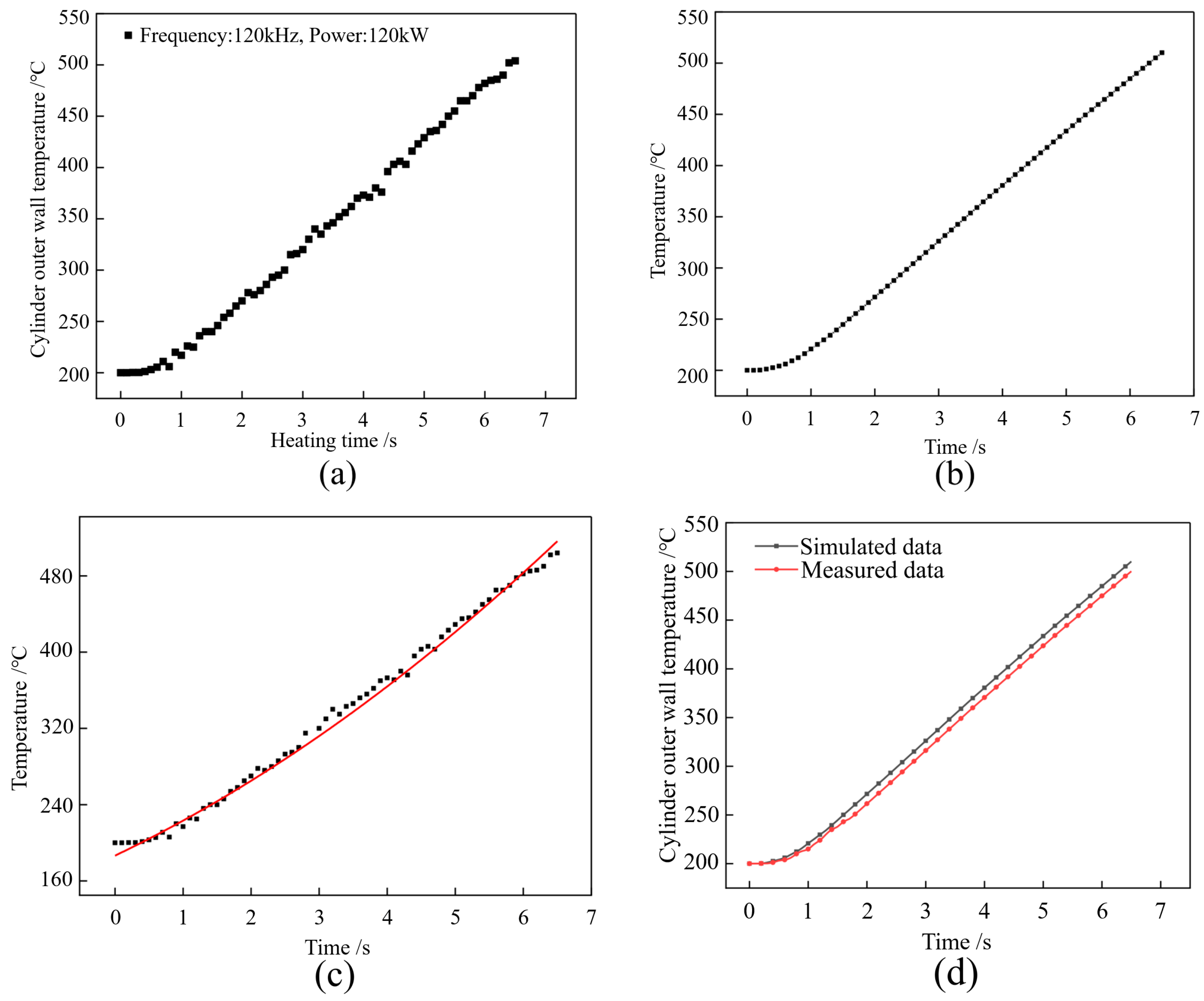
3.3. Fitting of Experimental and Simulation Results
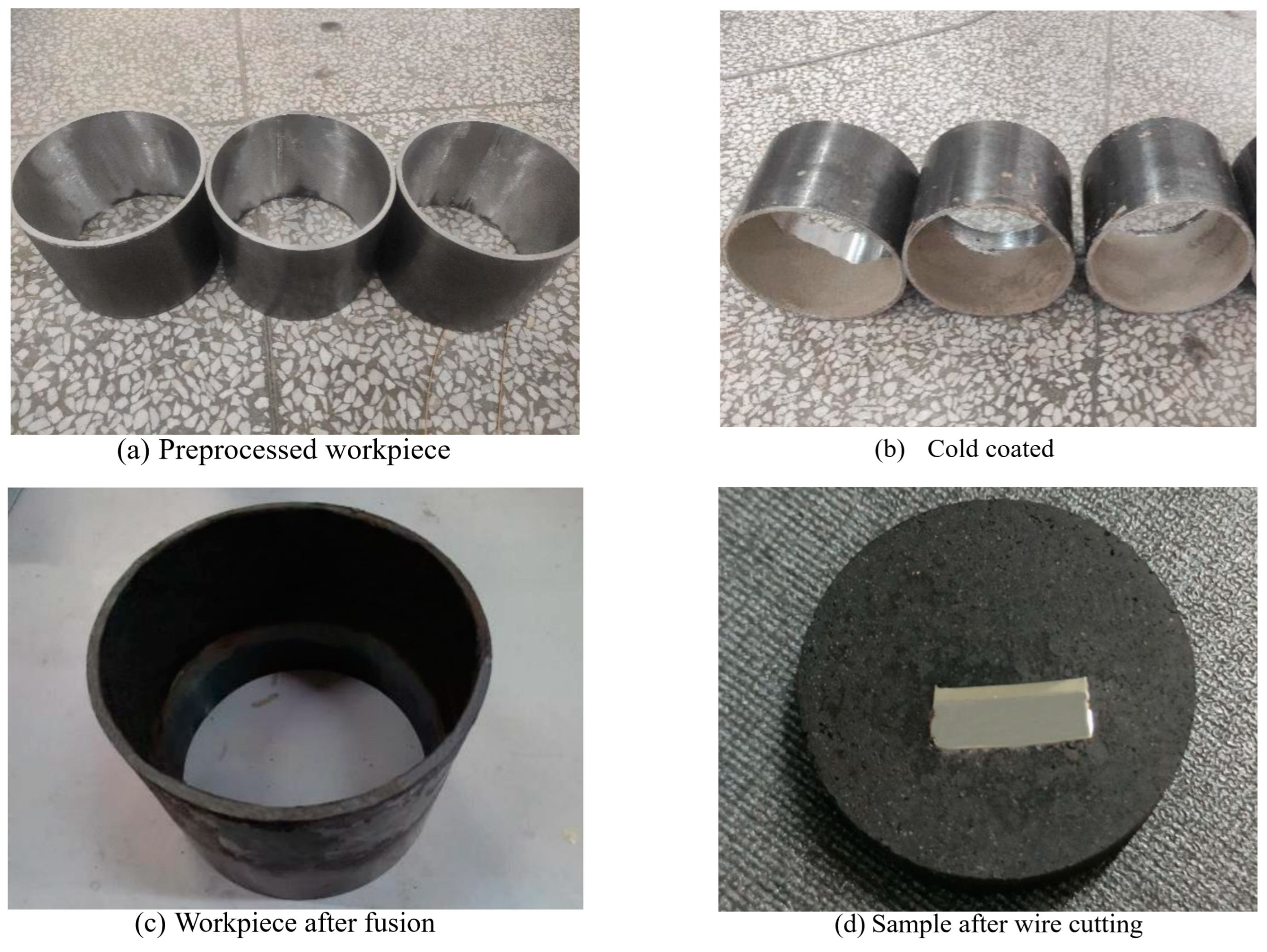
3.4. Experimental Results
4. Conclusions
- (1)
- During the HIC process, the current density of the high-frequency induction coil gradually decreases from the inner side to the outer side due to the skin effect. However, by introducing a magnetic conductor, the current density on the outer side of the induction coil increases, thereby meeting the requirements for induction cladding on the IWC workpieces.
- (2)
- Based on numerical simulation and analysis of experimental data, an optimized set of process parameters for HIC of copper alloy on the inner wall of a 125 mm diameter 27SiMn cylindrical workpiece has been determined. The optimal parameter combination consists of a power supply of 120 kW, a heating frequency of 120 kHz, a cladding thickness of 1.5 mm, a 3 mm gap between the cylindrical workpiece and the induction coil, and an outer diameter of 116 mm for the heating coil.
- (3)
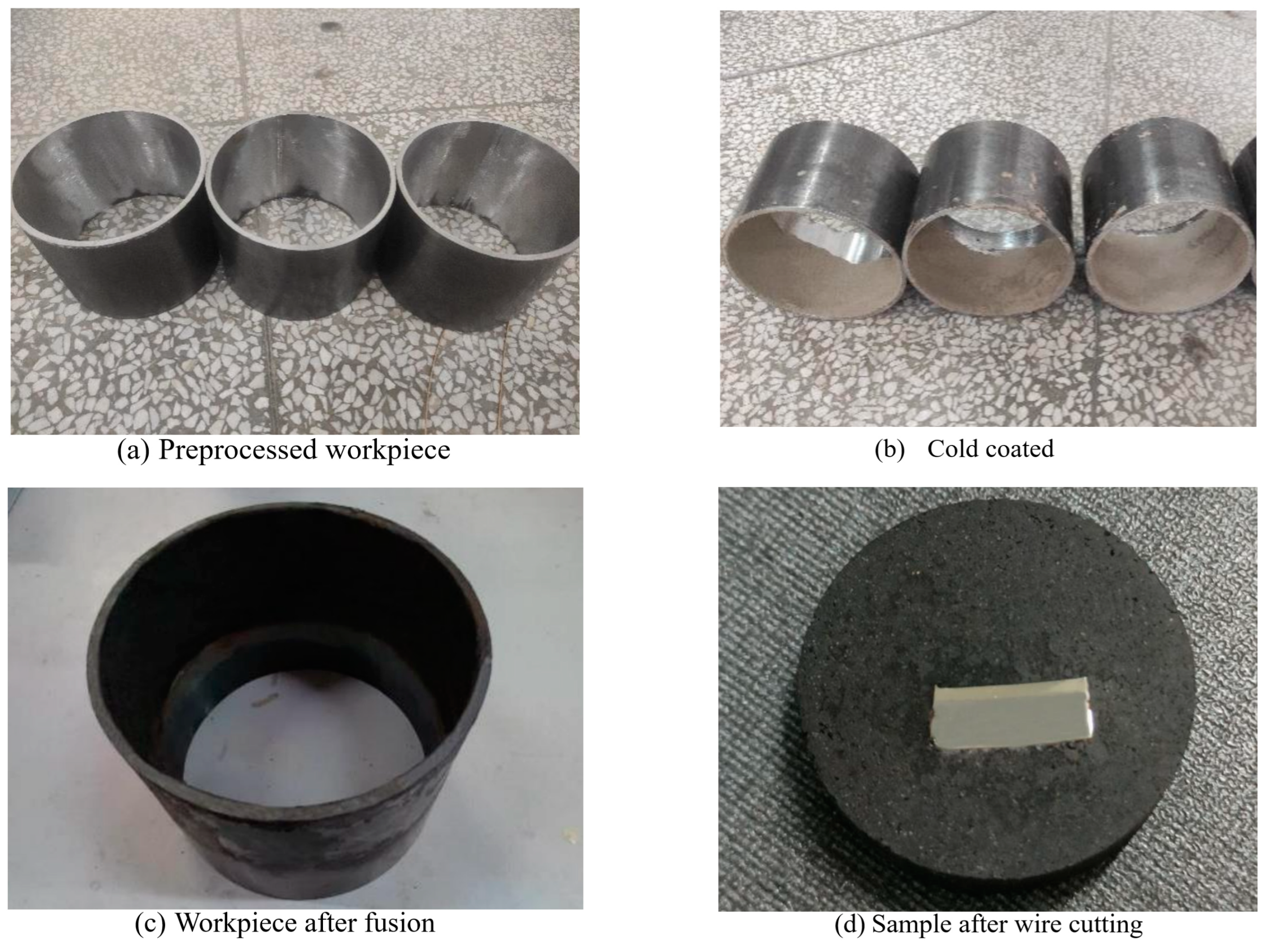
- The cladding preparation method has been established through experimental investigations. It entails the blending of copper alloy powder with QJ102 solvent, along with polyvinyl alcohol acting as a binder, and deionized water. The resulting mixture is stirred to achieve a paste-like consistency for cold cladding. Subsequently, the prepared paste is applied onto the substrate surface and allowed to dry. To address the challenge of gravity flow and promote the formation of the cladding layer, the cylindrical workpiece is subjected to rotation during the induction cladding process, utilizing centrifugal force.
- (4)
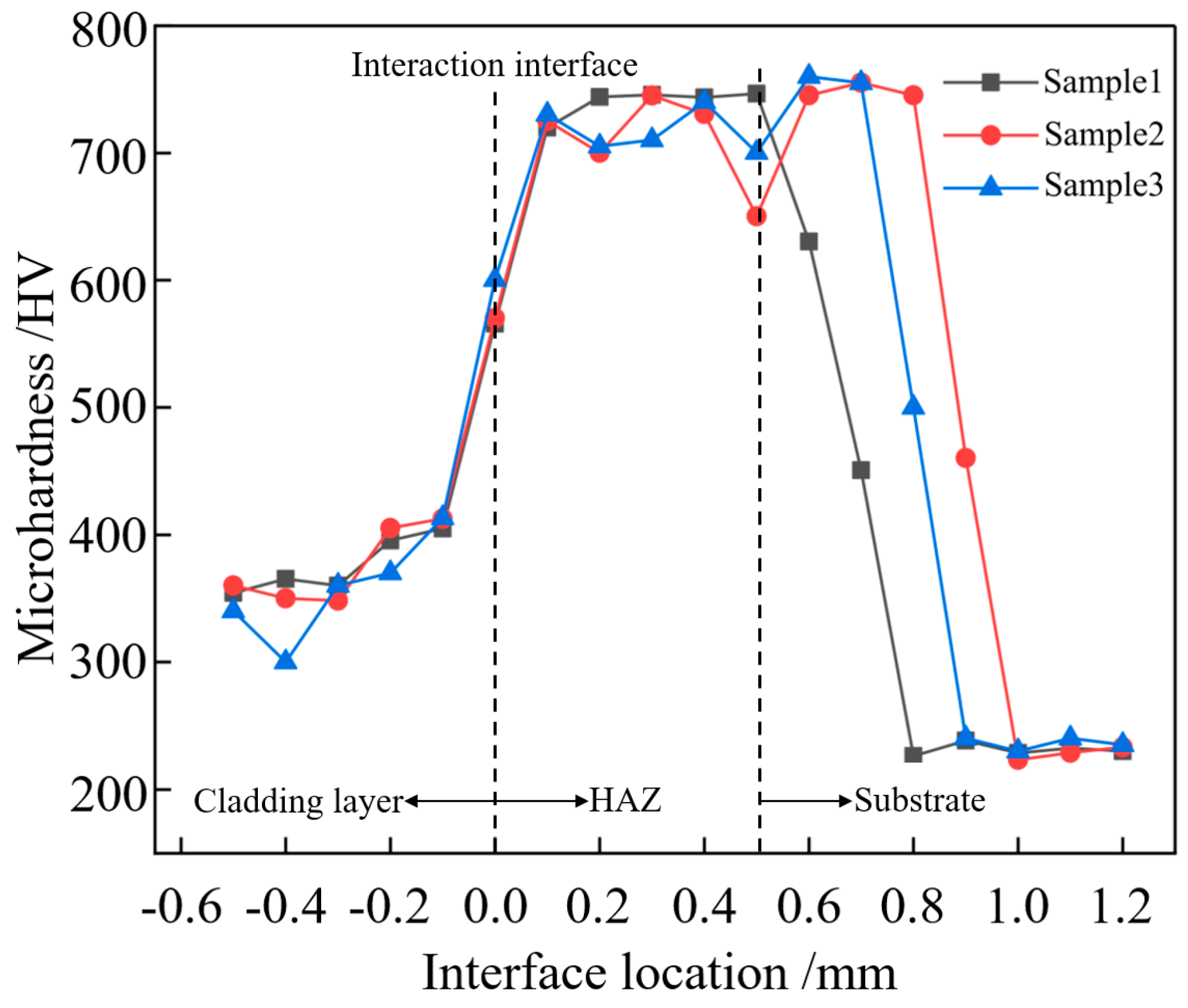
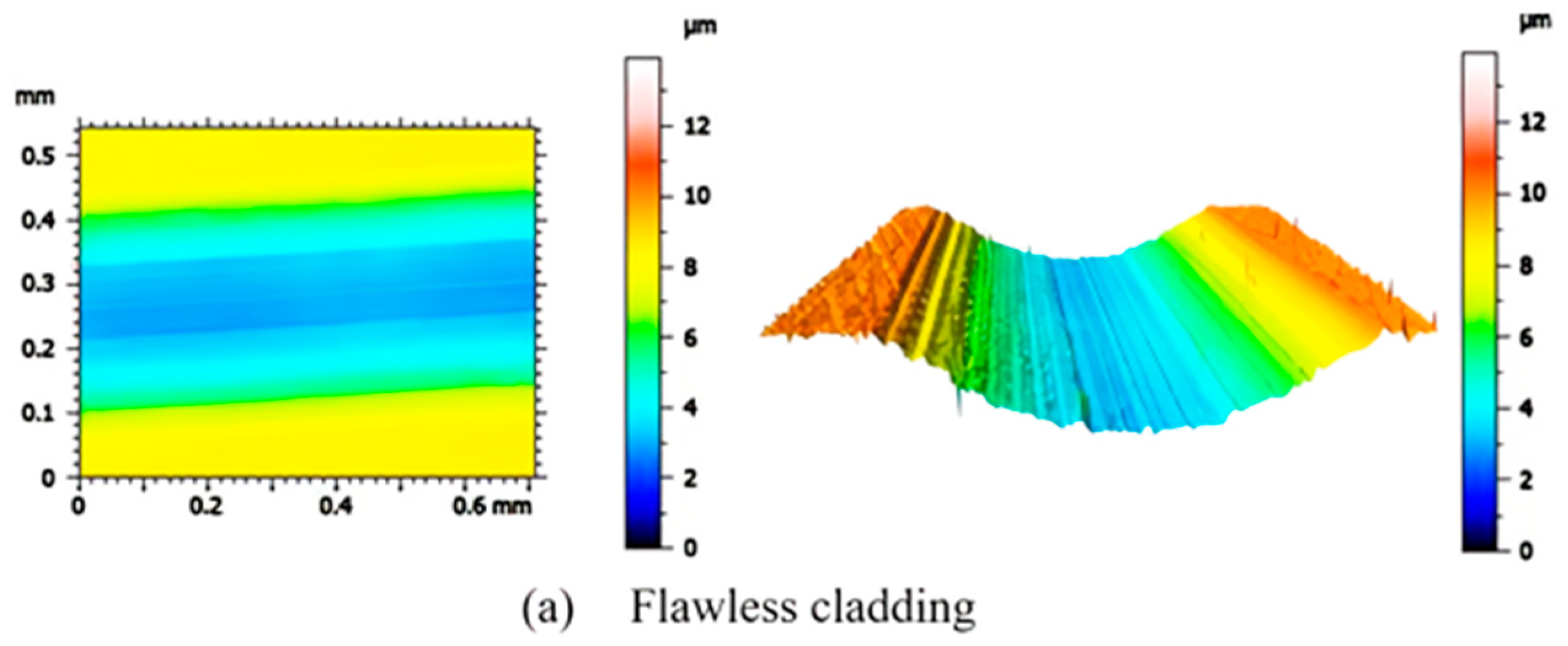
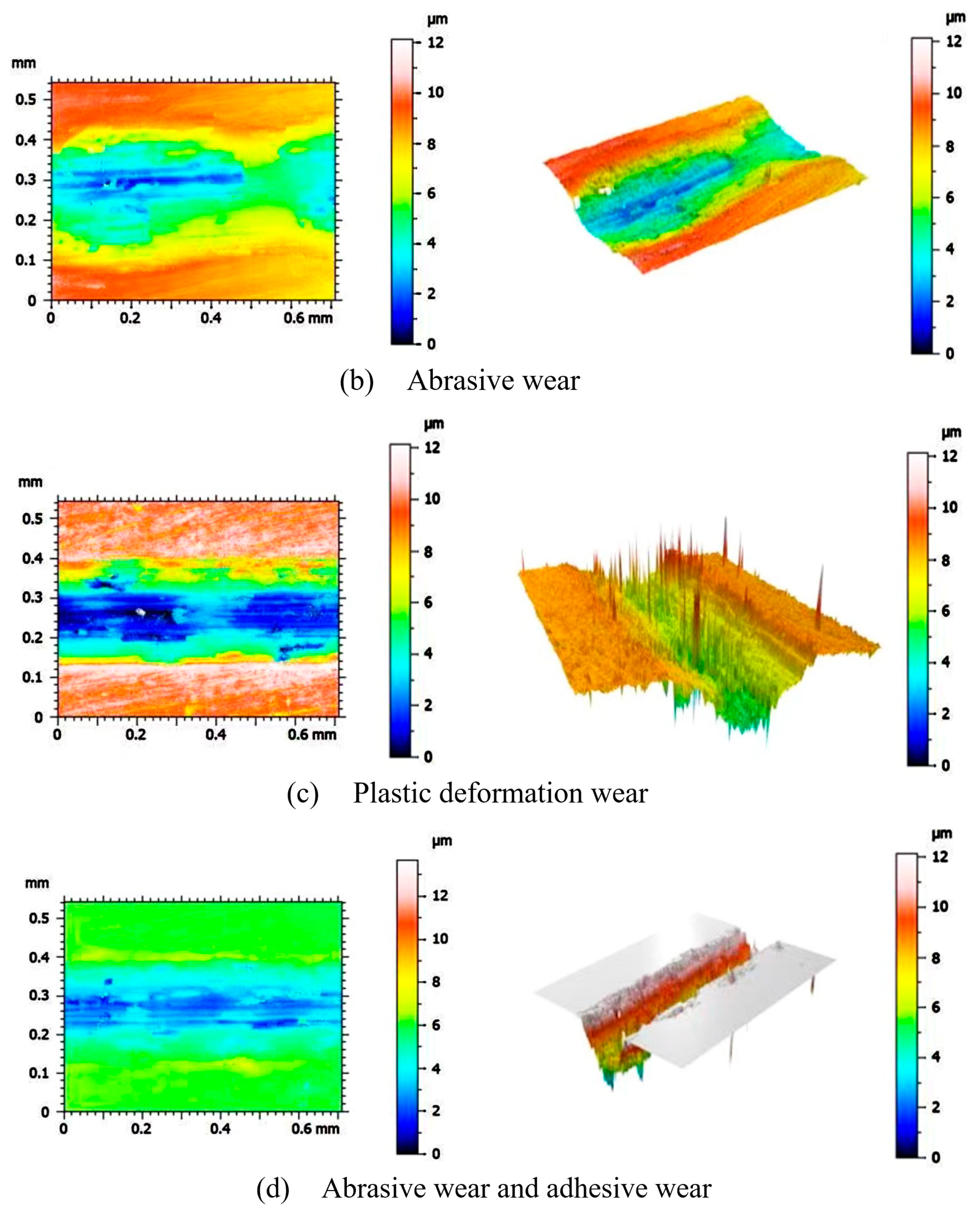
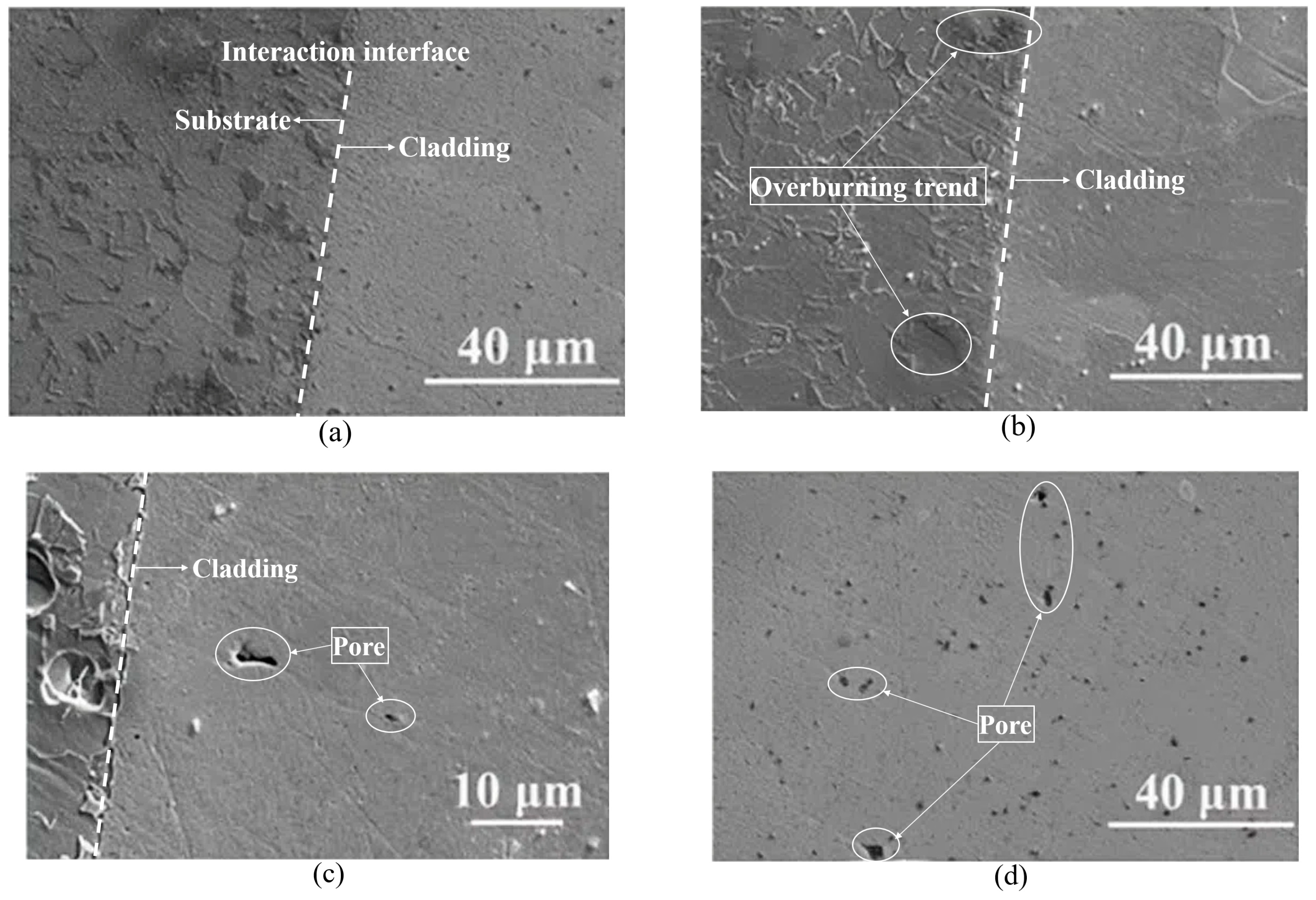
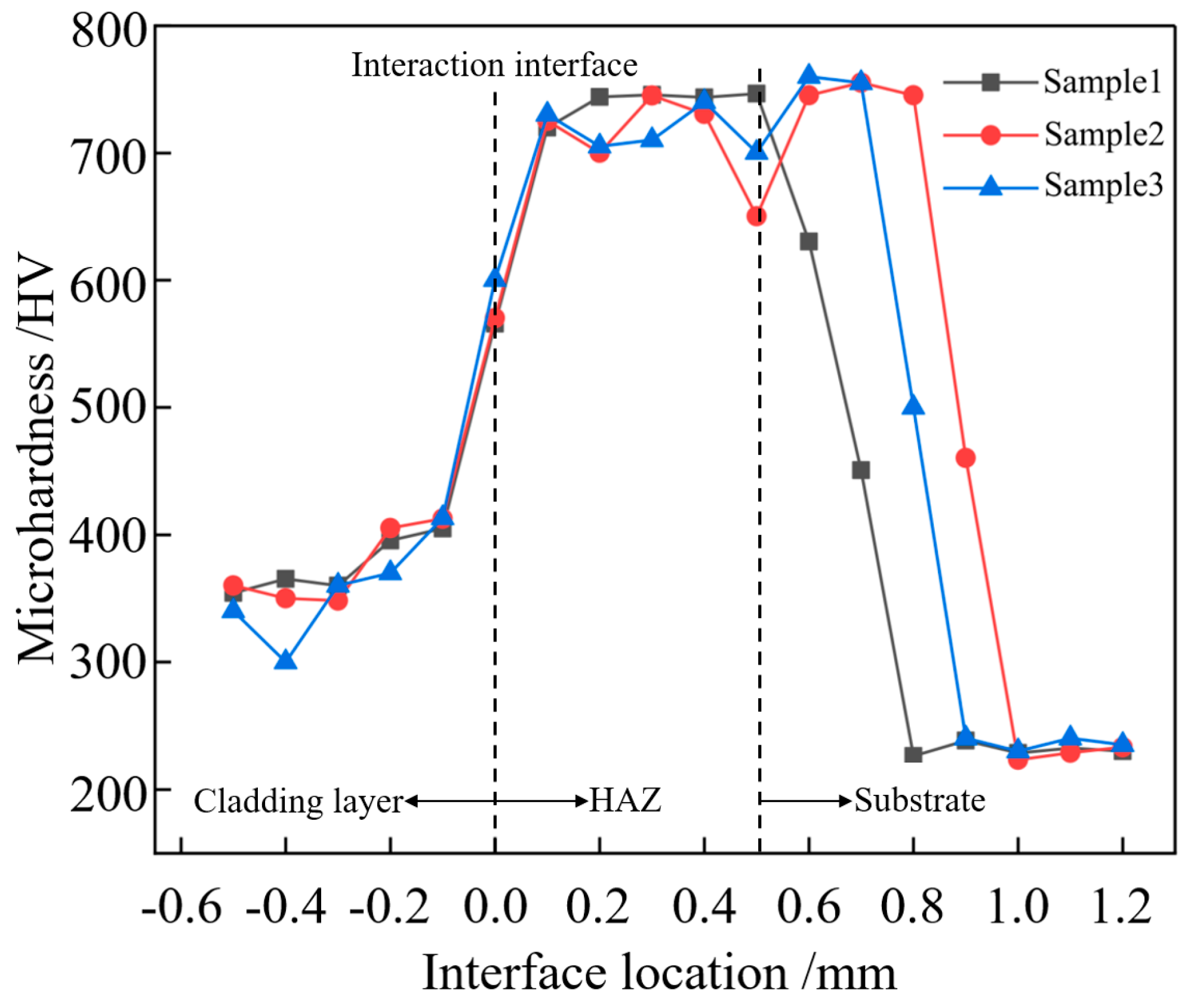
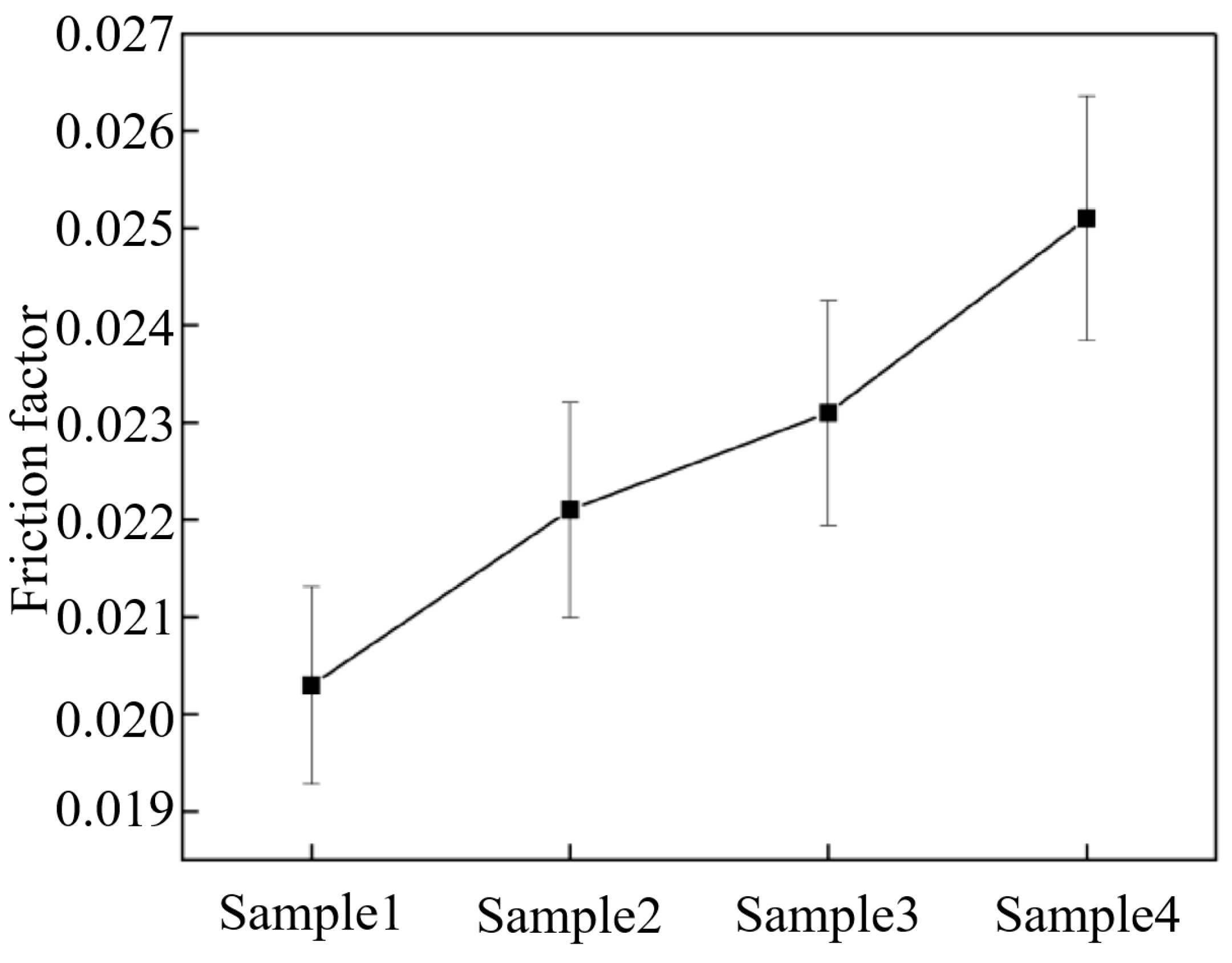
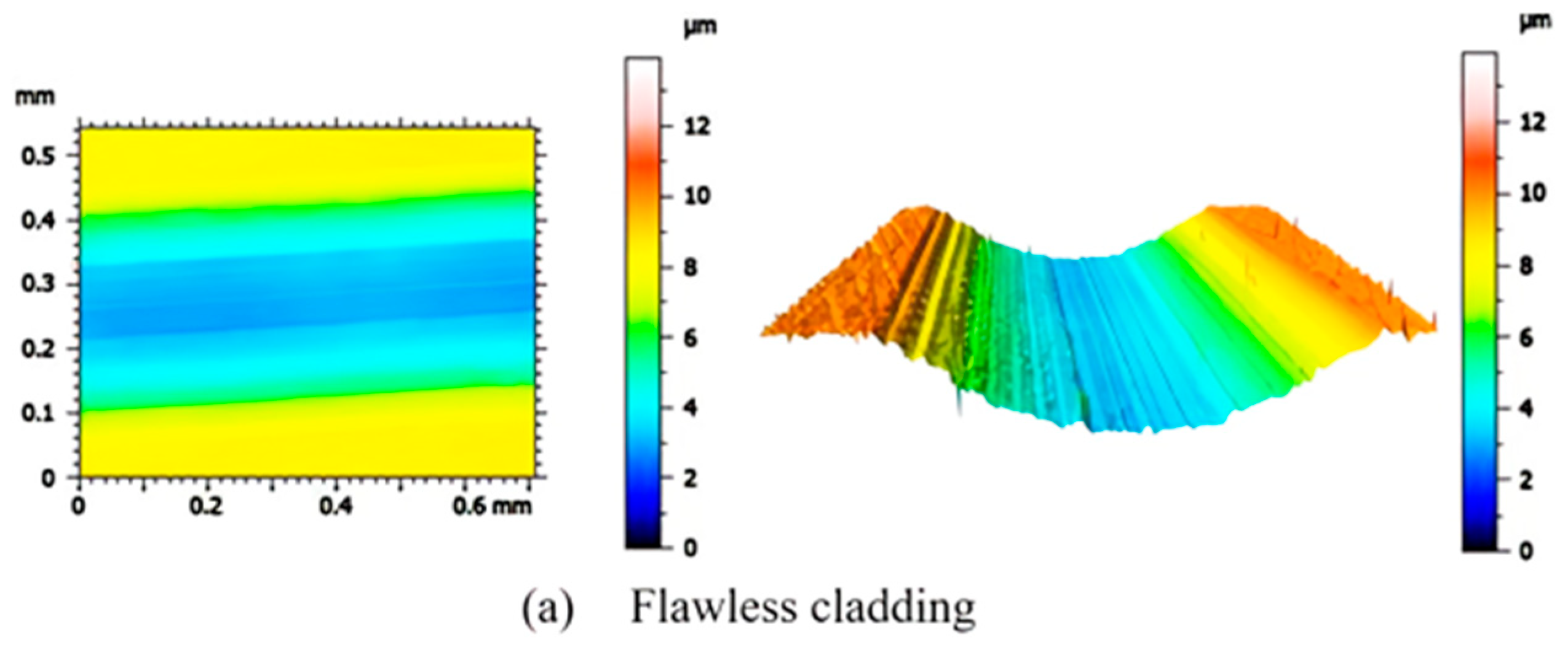
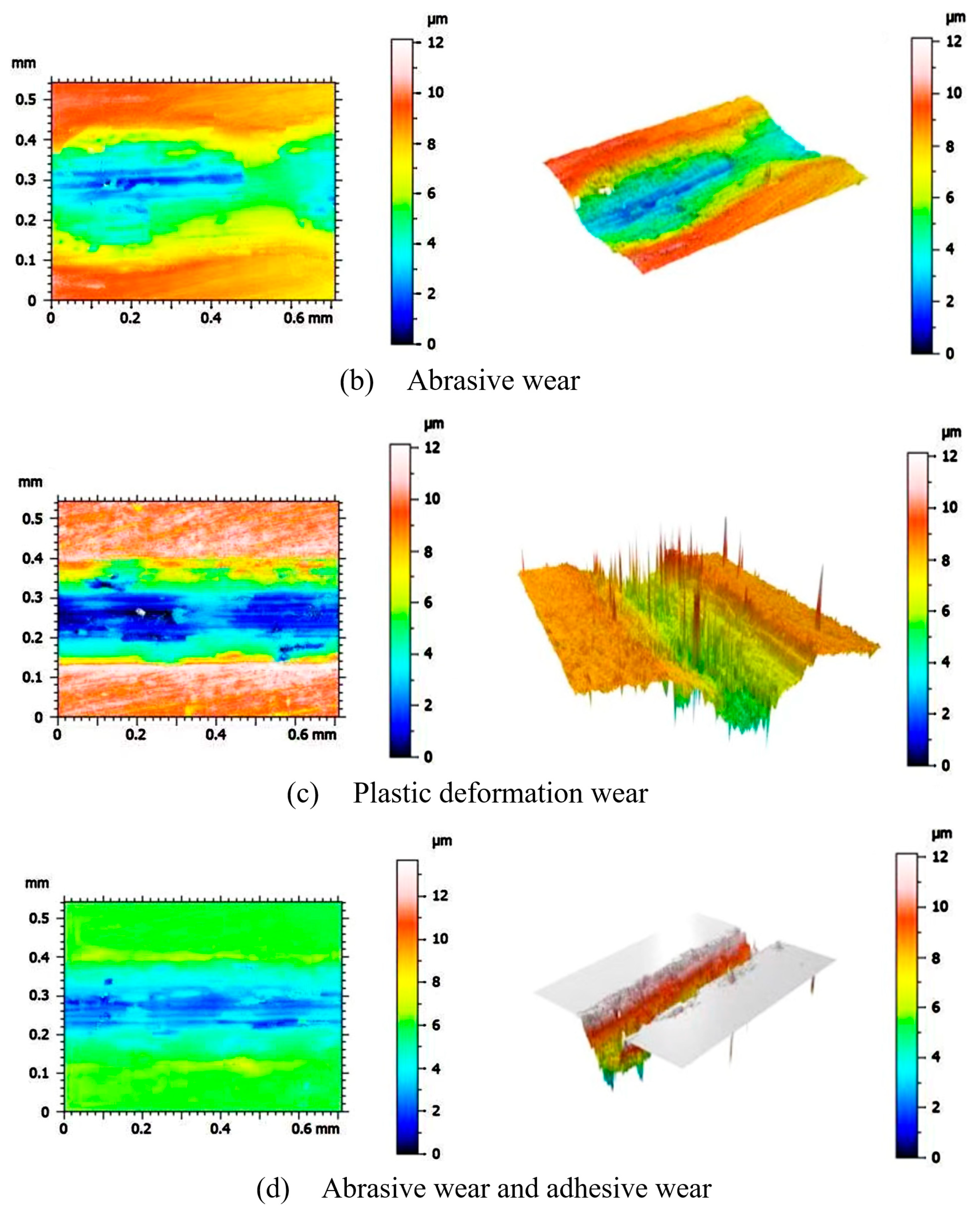
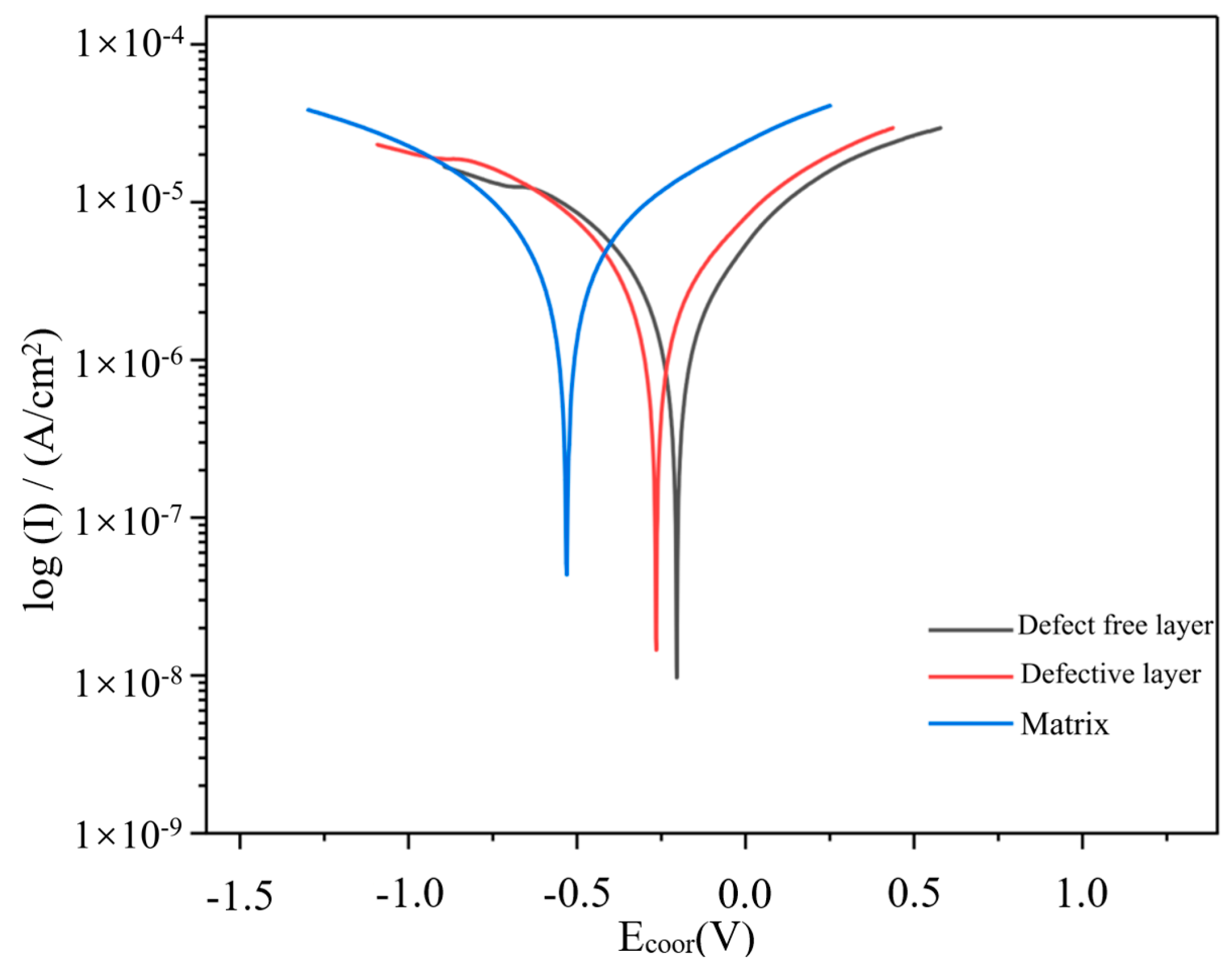
- Built upon the optimized process parameters for HIC of copper alloy on the IWC workpiece, an HIC experiment was performed utilizing the parameter combination derived from numerical simulations. Physical examinations demonstrated that under these parameter conditions, the cladding layer exhibited reduced cracking, a refined grain structure, and a uniform distribution of hard phases. In addition, the average hardness of the cladding layer reaches 400 HV. Compared with the substrate, the average friction coefficient of the defect-free cladding layer is 0.0205, the corrosion potential is −0.224 V, and the corrosion current density is 0.446 μA/cm2. The cladding layer shows enhanced wear resistance and corrosion resistance.
- (5)
- The manual pre-placement of powder introduces significant random errors to the cladding process, making it challenging to reproduce the exact shape and powder compaction. Therefore, the future development of in situ powder feeding and automated cladding techniques, along with extensive research on various auxiliary technologies, holds crucial importance in achieving precise control over the cladding process.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Qi, L.; Chai, L.; Li, Z.; Yang, T.; Zhou, J.; Cheng, R.; Zhang, K. Microstructure and corrosion resistance of an Al-bronze coating prepared by cold metal transfer on 27SiMn steel. Surf. Coat. Technol. 2024, 478, 130493. [Google Scholar] [CrossRef]
- Hu, X.; Ji, X.; Liu, Y.; Du, Y. Study on instability mechanism of hydraulic support in downdip and updip coal face. Alex. Eng. J. 2023, 81, 304–318. [Google Scholar]
- Liu, Z.; Wei, X.; Wang, L.; Shi, F.; Chen, Z. Process Optimization and Property Investigation for Ultra-High-Speed Laser Cladded Fe-Cr-B Based Wear-Resistant Coating. Min. Metall. Eng. 2023, 43, 169–173. [Google Scholar]
- Zhang, G.; Lei, D.; Wang, X.; Tang, B.; Yang, Y.; Li, X. Research on Laser Cladding Repair Process for Hydraulic Support Hydraulic Cylinder Barrel Inner Wall. Min. Process. Equip. 2021, 49, 53–56. [Google Scholar]
- Zhu, L.; Xue, P.; Lan, Q.; Meng, G.; Ren, Y.; Yang, Z.; Xu, P.; Liu, Z. Research on Laser Cladding Process for Deep Hole Inner Wall. Min. Process. Equip. 2021, 49, 64–66. [Google Scholar]
- Zhang, X.; Pan, J.; Li, X.; Qi, H.; Zhou, Q. Kinematic Analysis and Simulation of anipulator for Repairing Inner Wall Defects of Hydraulic Support Cylinder. Mach. Tool Hydraul. 2023, 51, 131–136. [Google Scholar]
- Liu, S.; Bai, H. Application of Laser Cladding Technology in Coal Mining Hydraulic Support Manufacturing. Electr. Weld. Mach. 2023, 53, 90–101. [Google Scholar]
- Skordaris, G.; Bouzakis, K.D.; Bouzakis, A.; Tsakalidis, D.; Boumpakis, A.; Kompogiannis, S.; Bouzakis, E.; Lemmer, O.; Kölker, W.; Woda, M. Optimization of Crystalline Diamond Coating Structure Architecture for Improving Adhesion and Cutting Performance in Milling with Cemented Carbide Inserts. Coatings 2023, 13, 1170. [Google Scholar] [CrossRef]
- Huang, Z. A Review on the Development of Overlay Manufacturing and Remanufacturing Technologies. MW Met. Form. 2021, 6, 23–28. [Google Scholar]
- Andrezza, P.T.; Henara, C.; Correa, L.F.K.; Giuseppe, P. The Effect of the Dilution Level on Microstructure and Wear Resistance of Fe-Cr-CV Hardfacing Coatings Deposited by PTA-P. Coatings 2022, 12, 1835. [Google Scholar] [CrossRef]
- Patel, P.; Nair, R.B.; Supekar, R.; McDonald, A.; Chromik, R.R.; Moreau, C.; Stoyanov, P. Enhanced wear resistance of AlCoCrFeMo high entropy coatings (HECs) through various thermal spray techniques. Surf. Coat. Technol. 2024, 477, 130311. [Google Scholar] [CrossRef]
- Yu, Z.; Wang, B.; Gui, L.; Liu, M.; Liu, S.; Moliere, M.; Liao, H. Development of photocatalytic and electrocatalytic coatings via thermal spraying for environmental and energy storage applications: A short review. Surf. Sci. Technol. 2024, 2, 7. [Google Scholar] [CrossRef]
- Zhang, J.; Zhu, C. Progress in Research and Application of Electro-spark Deposition Technology. Mater. Rep. 2023, 37, 221–234. [Google Scholar]
- Zhang, Y.; Li, L.; Chang, Q.; Wang, X.; Zhao, Y.; Zhu, S.; Xu, A.; Gao, X. Research Status and Prospect of Electro-spark Deposition Technology. Surf. Technol. 2021, 50, 150–161. [Google Scholar]
- Tian, X.; Yang, X.; Liu, Y.; Wang, L. Research Status of Laser Cladding Coating Materials. Hot Work. Technol. 2024, 6, 1–5. [Google Scholar] [CrossRef]
- Xie, Z.; Liu, C.; Wu, Q.; Chen, S.; Liang, J. High Hardness and Wear-resistant Coatings Fabricated by Laser Cladding. Surf. Technol. 2023, 52, 25–40. [Google Scholar]
- Ouyang, C.; Bai, Q.; Yan, X.; Chen, Z.; Han, B.; Liu, Y. Microstructure and corrosion properties of laser cladding Fe-based alloy coating on 27SiMn steel surface. Coatings 2021, 11, 552. [Google Scholar] [CrossRef]
- Shi, L.; Chen, K.; Chang, X.; Dongsheng Wang, D.; Yin, Y. Microstructure and Low-temperature Tribological Properties of Spherical Coatings Reinforced by Spherical Tungsten Carbide Plasma Transferred Arc Welding. Surf. Technol. 2022, 51, 165–175. [Google Scholar]
- Zou, Z.; Zeng, J.; Liu, Z.; Mo, Y.; Liang, G.; Wang, L.; Guo, Z. Study on the corrosion electrochemistry behavior and wear resistance of the arc thermal sprayed Zn-Al alloy coating. J. Mater. Res. Technol. 2023, 24, 8414–8428. [Google Scholar]
- Li, Z.; Wu, H.; Chen, H.; Cong, D.; Zhang, M. High Melting Point Composite Coating of W-Mo Alloy Synthesized by Electrospark Deposition on Steel Surface. Surf. Technol. 2023, 52, 250–258. [Google Scholar]
- Zhu, B.; Meng, L.; Zeng, X.; Hu, Q.; Liu, X.; Xu, G.; Wang, D. Laser cladding high-performance maraging-steel coatings on bainitic cross wing rails assisted with in-situ induction heating: Microstructure and performance. J. Mater. Process. Technol. 2023, 313, 117886. [Google Scholar] [CrossRef]
- Tong, W.; Liu, Y.; Zhao, C.; Wang, J.; Guo, X. The effects of laser cladding parameters on the microstructure and properties of cladding layer of (TiC+B4C)/Co-based alloy on the surface of ductile iron. J. Shenyang Aerosp. Univ. 2020, 37, 46–54. [Google Scholar]
- Zhao, M.; Shi, Q.; Chen, L.; Yang, G. Optimization of Coating Materials to Suppress Substrate Thermal Effects in Induction Brazing. Mater. China 2023, 42, 506–513. [Google Scholar]
- Cui, M.; Ding, X.; Lian, Y.; Zhang, J. Self-healing performance and wear resistance of electro-spark deposition TiVCrNiSi0.1 coating on Ti6Al4V alloy at high temperature. Surf. Coat. Technol. 2024, 478, 130491. [Google Scholar] [CrossRef]
- Zhao, W.; Su, H.; He, W.; Wang, X.; Cui, X.; Luo, S. Defect Control of Electro-spark Deposition WC-Co Coatings via Adjusting Pulse Energy and Deposited Layer Number. J. Mater. Eng. Perform. 2023, 32, 1402–1411. [Google Scholar] [CrossRef]
- Zhang, G.; Wu, Z.; Lei, L.; Li, J. Effects of Alloying Elements on Microstructure and Properties of Cu-based Cladding Layers on Q345 Steel. Welded Pipe Tube 2022, 45, 21–26. [Google Scholar]
- He, W.; Wang, Y.; Shu, L. Effect of scanning speed on microstructure and properties of 316L stainless steel coatings by high-speed laser cladding. Heat Treat. Met. 2023, 48, 248–253. [Google Scholar]
- Zhang, G.; Lv, J.; Song, B.; Men, X.; Fu, X. Research progress on hardness strengthening of laser cladding coating. Manuf. Technol. Mach. Tool 2023, 39, 65–72. [Google Scholar]
- Huang, B.; Chen, L.; Wu, S.; Wang, S.; Zheng, J. Effect of CeO2 modification on properties of induction cladding self-lubricating composite coatings. Trans. Mater. Heat Treat. 2021, 42, 151–158. [Google Scholar]
- Yu, J.; Liu, Y.; Yu, H. Microstructure and Wear Properties of the Co-Based Alloy Coatings Fabricated by Ultrasonic Induction Cladding. Mater. Prot. 2021, 54, 1–6. [Google Scholar]
- Dong, J.; Zhang, Z.; Wang, D.; Guo, Y. Numerical simulation and experimental study on the preparation of the inner layer of bimetal composite pipe by high-frequency induction heating. Mater. Today Commun. 2024, 38, 108118. [Google Scholar] [CrossRef]
- Pan, C.; Gong, M.; Feng, S.; Chen, X.; Zhao, X.; He, P. Corrosion and thermal fatigue behaviors of induction-clad Ni-coated TiC particle-reinforced Ni60 coating in molten aluminum alloy. Surf. Coat. Technol. 2021, 419, 127278. [Google Scholar] [CrossRef]
- Meng, C.; Song, Z.; Wang, G.; Zhuang, W.; Wu, C.; Wang, X. Microstructure and properties of CoCrFeNiCu high-entropy alloy coating prepared by induction cladding. Mater. Lett. 2022, 314, 131896. [Google Scholar] [CrossRef]
- Zhong, B.; Wang, P.; Li, F.; Li, H.; Zhao, S. Current Situation and Development of Induction Cladding Technology. J. Netshape Form. Eng. 2023, 15, 191–203. [Google Scholar]
- Dong, J.; Guo, Y.; Wang, D.; Zhang, Z. Study on Tribological Properties of NiTiFe Alloy Coating by High Frequency Induction Cladding. Lubr. Eng. 2024, 49, 11–18. [Google Scholar]
- Bing, Z.; Shi, Y.; Sun, R.; Guo, Y. Study on microstructure and properties of 304/316L coating prepared by ultra-high frequency induction cladding with wire feeding. Surf. Coat. Technol. 2020, 387, 125478. [Google Scholar] [CrossRef]
- Xiong, W.; Huang, B.; Wen, X.; Gao, Y.; Ming, K.; Xiao, X. Effect of aging treatment on microstructure and properties of high frequency induction cladding TiC/Ni composite coating. Trans. Mater. Heat Treat. 2020, 41, 145–150. [Google Scholar]
- Dan, W. Status and prospects of surface protective film technology for hydraulic support columns. Coal Chem. Ind. 2020, 43, 73–75. [Google Scholar]
- Jiao, Y.; Zhang, H.; Xia, H.; Dang, S.; Tang, Y. Study on Microstructure and Service Behavior of Inner Copper Melting Coating on Hydraulic Cylinder. Coal Mine Mach. 2022, 43, 99–102. [Google Scholar]
- Fu, X.; Ma, M.; Wang, S.; Teng, C.; Liang, W. Heat Generation and Transfer Simulation of a High Temperature Heat Pipe under Induction Heating based on a Coupled Model. Appl. Therm. Eng. 2023, 232, 121025. [Google Scholar] [CrossRef]
- Shi, Y.; Pei, Z.; Pan, B.; Wang, X.; Fan, K. Research on high-frequency induction cladding manufacturing technology by embedding stainless steel capillary tube in shaftclass parts. Int. J. Adv. Manuf. Technol. 2022, 123, 233–244. [Google Scholar] [CrossRef]
- Lei, X.; Liu, Y.; Liu, S.; Gou, L.; Li, Y. Electromagnetic effects and accurate wall-temperature measurement method under directly electric heating mode. Int. J. Therm. Sci. 2023, 193, 108509. [Google Scholar] [CrossRef]
- Yu, J.; Zhang, S.; Liu, Y.; Wang, J. Simulation and experiment investigaton of electromagnetic and thermal field during induction cladding. Mater. Sci. Technol. 2021, 37, 1060–1072. [Google Scholar] [CrossRef]
- Zhao, J. Study on the Uniformity of Transverse Magnetic Flux Induction Heating; Xi’an University of Technology: Xi’an, China, 2023. [Google Scholar]
- Zhang, J. Effect of Induction Heat Treatment on the Interface of Titanium Alloy/Coated Nickel and the Friction Properties; Chongqing University: Chongqing, China, 2022. [Google Scholar]
- Liu, X.; Zhao, A.; Chen, W.; Yuan, N.; Liu, J.; Kuang, W. Rapid Drying Process of Waterborne Primer for Pretreatment Line Based on Electromagnetic Induction Heating Device. Dev. Innov. Mach. Electr. Prod. 2023, 36, 75–78. [Google Scholar]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| System Composition | Description of System Composition |
|---|---|
| Cylinder base | Material is 27SiMn steel, outside diameter is 175 mm, inside diameter is 125 mm |
| Cladding layer | Material is a white copper alloy, with a thickness of 1.5 mm |
| Induction coil | Material is a T3 square copper tube, side length is 10 mm, wall thickness is 1 mm, cooling water flow rate is 2 kg/min |
| Magnetizer | Material is a square silicon steel sheet, side length is 25 mm, near the copper alloy layer with an edge length of 11 mm square notch |
| Air domain | Set material to air, relative magnetic permeability to 1, electrical conductivity to 0, other parameters are given by the material library |
| Experimental Parameters | Power Rating | 120 kw | Cladding Thickness | 1.5 mm | Coil Turns | 1 |
|---|---|---|---|---|---|---|
| Temperature variation of the cylindrical workpiece during 3 s induction melting | ||||||
| Current frequency | 60 kHz | 80 kHz | 100 kHz | 120 kHz | 150 kHz | 200 kHz |
| Maximum temperature | 612 °C | 666 °C | 703 °C | 731 °C | 754 °C | 785 °C |
| Temperature variation of the cylindrical workpiece during 9.5 s induction melting | ||||||
| Current frequency | 60 kHz | 80 kHz | 100 kHz | 120 kHz | 150 kHz | 200 kHz |
| Maximum temperature | 946 °C | 1040 °C | 1100 °C | 1150 °C | 1200 °C | 1240 °C |
| Simulated Serial Number | 1 | 2 | 3 | 4 | 5 | 6 |
|---|---|---|---|---|---|---|
| Outer diameter of coil d/mm | 110 | 112 | 114 | 116 | 118 | 120 |
| Gap/mm | 6 | 5 | 4 | 3 | 2 | 1 |
| Experiment Number | Frequency/kHz | Power/kW | Gap/mm | Coil Cross-Section/mm |
|---|---|---|---|---|
| 1 | 120 | 100 | 2 | 9 |
| 2 | 120 | 120 | 3 | 10 |
| 3 | 120 | 140 | 4 | 11 |
| 4 | 150 | 100 | 3 | 11 |
| 5 | 150 | 120 | 2 | 9 |
| 6 | 150 | 140 | 4 | 10 |
| 7 | 200 | 100 | 3 | 10 |
| 8 | 200 | 120 | 2 | 11 |
| 9 | 200 | 140 | 4 | 9 |
| Type | Matrix | Defective Cladding Layer | Defect-Free Cladding Layer |
|---|---|---|---|
| Ecorr (V) | −0.532 | −0.265 | −0.224 |
| Icorr (μA/cm2) | 8.461 | 2.781 | 0.446 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, L.; Wang, Y.; Pan, R.; Xu, T.; Gao, J.; Zhang, Z.; Chu, J.; Wu, Y.; Zhang, X. A Fast Method of High-Frequency Induction Cladding Copper Alloy on Inner-Wall of Cylinder Based on Simulation and Experimental Study. Coatings 2024, 14, 458. https://doi.org/10.3390/coatings14040458
He L, Wang Y, Pan R, Xu T, Gao J, Zhang Z, Chu J, Wu Y, Zhang X. A Fast Method of High-Frequency Induction Cladding Copper Alloy on Inner-Wall of Cylinder Based on Simulation and Experimental Study. Coatings. 2024; 14(4):458. https://doi.org/10.3390/coatings14040458
Chicago/Turabian StyleHe, Longlong, Yafei Wang, Ruiyu Pan, Tianze Xu, Jiani Gao, Zhouzhou Zhang, Jinghui Chu, Yue Wu, and Xuhui Zhang. 2024. "A Fast Method of High-Frequency Induction Cladding Copper Alloy on Inner-Wall of Cylinder Based on Simulation and Experimental Study" Coatings 14, no. 4: 458. https://doi.org/10.3390/coatings14040458
APA StyleHe, L., Wang, Y., Pan, R., Xu, T., Gao, J., Zhang, Z., Chu, J., Wu, Y., & Zhang, X. (2024). A Fast Method of High-Frequency Induction Cladding Copper Alloy on Inner-Wall of Cylinder Based on Simulation and Experimental Study. Coatings, 14(4), 458. https://doi.org/10.3390/coatings14040458