1. Introduction
As an emerging surface modification technology, laser cladding technology has been widely recognized and applied in the fields of the petrochemical industry and power equipment [
1,
2,
3,
4]. The laser-cladded Ni-Cr-Mo alloy coating is widely used in marine engineering and ships due to its excellent corrosion resistance [
5,
6,
7,
8,
9] to various forms of corrosion. The composition of alloying elements [
10,
11,
12,
13] plays a pivotal role in shaping the microstructure and corrosion properties of the coating, with particular emphasis on Ni, Cr, and Mo. The inclusion of Ni and Cr facilitates the development of a dense passive film [
14], comprising NiO and Cr
2O
3 oxides. Furthermore, the incorporation of Mo improves the stability of the passive film and enhances pitting corrosion resistance by facilitating rapid repassivation. As the alloy coating prepared on marine engineering equipment using laser cladding technology tends to become thinner, iron from the base steel matrix inevitably diffuses into the Ni-Cr-Mo alloy coating [
15], leading to a reduction in the content of alloying elements within the coating due to the high mutual solubility among Fe, Ni, and Cr, subsequently affecting its properties. Due to the absence of a standardized process for laser cladding technology, there is currently no unified standard for controlling the iron content in the coating. Ni-Cr-Mo alloy powder typically used for laser cladding contains a certain percentage of Fe, indicating that a certain amount of iron can be contained in the coating. Moreover, commercial alloy materials offer a wide range of Fe content in Ni-Cr-Mo alloys [
16], such as Hastelloy C22 and Inconel 625 alloy. Notably, research by Gittos M. F. has documented that the diffusion of Fe into Ni-Cr-Mo overlays leads to a reduction in pitting resistance. These findings emphasize that, for achieving optimal performance, it is advisable to maintain the iron content below 5 wt% [
17]. Consequently, the API 6A standard prescribes a limitation on the Fe content within welds to 5 wt% for applications within the petroleum industry. Within the context of laser cladding, the dilution rate of iron in the coating can be regulated through adjustments in laser cladding parameters. However, it is important to note that there is currently no established standard or definitive reference delineating the acceptable range for controlling the iron content.
The influence and role of iron have garnered significant attention in scientific research and engineering applications. In certain nickel–iron (Ni-Fe) alloys, the Fe content has been increased to as high as 30 wt% for reasons of cost-effectiveness and ease of workability [
18]. However, this increase in Fe content unavoidably leads to a decrease in corrosion resistance. Davis [
19] conducted research with the addition of iron to nickel-based alloys from an economic perspective and discovered that higher iron content rendered the Ni-based alloy more susceptible to corrosive ion attacks. Various studies have explored the impact of Fe content on the high-temperature corrosion of Ni-Cr alloys [
20,
21]. It was found that elevated Fe content promoted the formation of intergranular Cr-rich carbides. Conversely, Hemmati et al. [
22] observed that increasing the dilution of Fe content in Ni-Cr-B-Si-C cladding coatings, up to over 40 wt%, entirely suppressed the precipitation of primary Cr borides. Khayat’s research [
23] revealed that the addition of just 1 wt% Fe led to smaller grain sizes and a higher prevalence of equiaxed grains in laser-based directed energy deposition of Inconel 625. Moreover, Moskal [
24] analyzed the influence of iron from the substrate metal on the microstructural characteristics of laser-cladded NiCrAlY coatings. Iron content not only altered the microstructure but also had a pronounced impact on corrosion behavior. Lourenço et al. [
25] conducted a specific investigation into the effect of Fe content on the microstructure and electrochemical behavior of Inconel 625 prepared by arc melting. They found that the corrosion resistance of Inconel 625 improved significantly when adding 10 and 15 wt% Fe, in contrast to adding Fe in the 2–5 wt% range, due to the absence of the metal monocarbides (MC) phase. Furthermore, Gao et al. [
26] delved into the influence of Fe content ranging from 0 to 25 wt% on the microstructure and corrosion resistance of Ni60 coatings produced via laser cladding. Their findings revealed that the addition of 25 wt% Fe to Ni60AA resulted in the formation of γ-FCC/(Cr, Fe)
7C
3 eutectics, which led to excellent corrosion resistance, nearly comparable to the alloy without Fe addition. It can be seen that for different alloy coatings, the effect of increased iron content on the corrosion resistance of the coating is different.
In previous research, numerous scholars extensively examined the impact of iron content on both microstructure and corrosion resistance. However, there is a lack of research on the effect of the iron dilution rate on the pitting corrosion resistance of the laser-cladded Ni-Cr-Mo alloy coating. However, there is a lack of research on the effect of the iron dilution rate on the pitting corrosion resistance of the laser-cladded Ni-Cr-Mo alloy coating. It is commonly understood that the exceptional corrosion resistance of the Ni-Cr-Mo alloy coating in corrosive environments stems from the presence of a protective passive film on their surface. In marine environments, the presence of a significant amount of corrosive chloride ions (Cl
−), with their small radius and high diffusion rate, can hinder the formation of passive films. The passive films are prone to breakdown in a marine environment, which can expedite the dissolution of the substrate. Consequently, the breakdown of the passive film and its associated pitting corrosion behavior are factors of considerable significance. When the iron content within the Ni-Cr-Mo alloy coating surpasses a certain threshold, it tends to increase the likelihood of pitting corrosion, leading to localized breaches in the passive film. This, in turn, results in a reduction in the pitting resistance of the coating. From an alternate perspective, a specific quantity of iron can facilitate the formation of protective iron oxides or hydroxides with a porous structure on the surface of stainless steel [
27,
28,
29,
30]. Furthermore, these iron compounds can exhibit stability in alkaline solutions [
31] when serving as the outer layer of the passive film. This suggests that iron plays a pivotal role in the electrochemical behavior of the passive film [
32].
This study aims to reveal the relationship between the Fe content, pitting corrosion behavior, and chemical state of the passive film formed on Ni-Cr-Mo-Fe coatings in a simulated marine environment. The research involves an analysis of the coating’s structure and elemental distribution under varying iron concentrations, conducted through X-ray diffraction, scanning electron microscopy, and energy spectrometry. Furthermore, the pitting corrosion behavior is explored through observations and analyses of corrosion morphology during neutral salt fog tests and ferric chloride immersion tests. The electrochemical characteristics of the coating are assessed via kinetic potential polarization curves, impedance spectra, and Mott–Schottky analysis. The composition of the passive film is examined using X-ray photoelectron spectroscopy (XPS). Ultimately, this study discusses the pitting corrosion behavior of the coating and the impact of iron content on the passive film. The rate of iron dilution emerges as a critical factor influencing the corrosion resistance of laser-cladded coatings, underscoring the significance of controlling iron dilution during the laser cladding process. The insights derived from this research concerning the effect of iron content on coating properties can offer valuable guidance for the design and optimization of such coatings.
2. Materials and Methods
2.1. Material and Specimen Preparation
In this study, a self-developed Ni-Cr-Mo alloy powder was employed to examine the impact of iron content on the corrosion resistance of coatings used in offshore wind power structural steel. To achieve this, Ni-Cr-Mo alloy powder was mixed in various proportions with pure Fe powder (5 wt%, 10 wt%, 15 wt%, 20 wt%, 25 wt%) and subsequently utilized in the fabrication of coatings through laser cladding technology. The chemical compositions of the powder were determined using the Niton
TM XL2 XRF Analyzer (Thermo Fisher Scientific, Waltham, MA, USA), and the results along with their identification codes are presented in
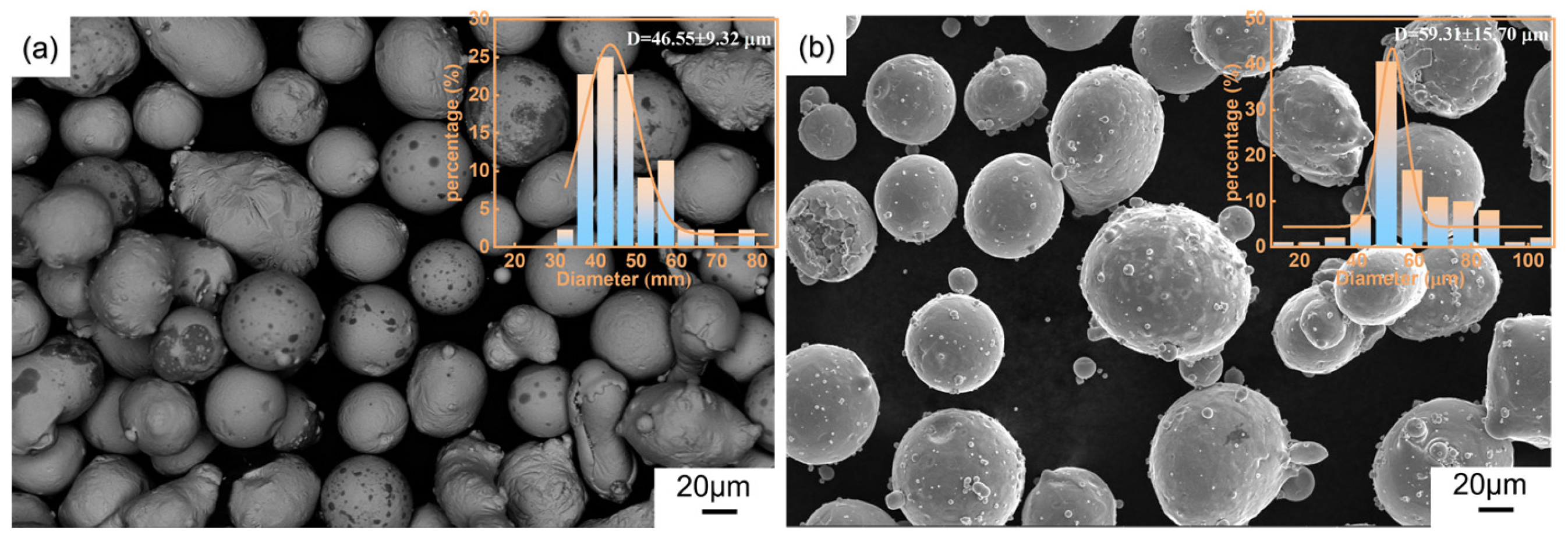
Table 1. The size and morphology of both the Ni-Cr-Mo alloy powder and Fe powder can be observed in
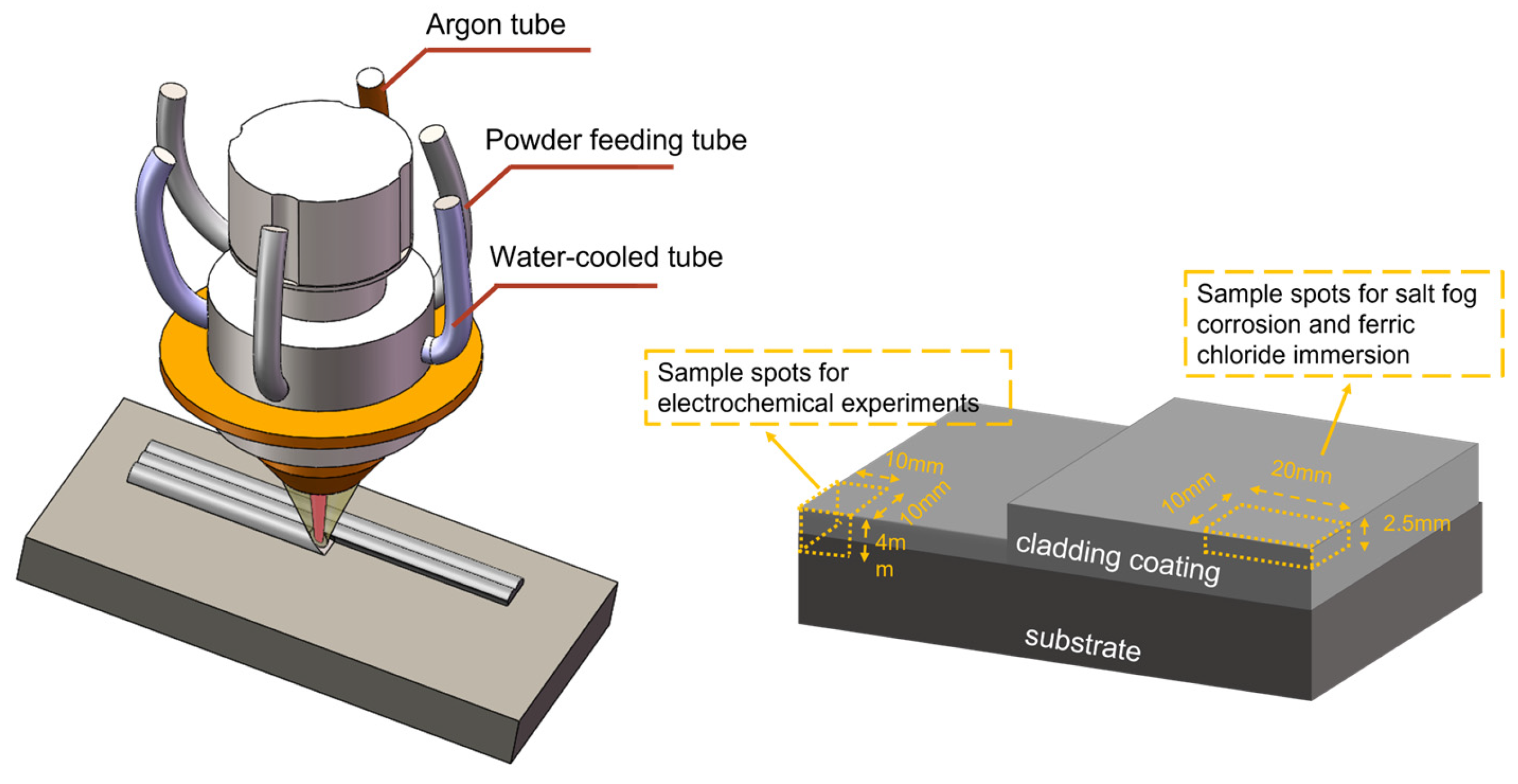
Figure 1, with the mean diameter of the Ni-Cr-Mo alloy powder measuring 46.55 ± 9.32 μm and the Fe powder averaging 59.31 ± 15.70 μm in diameter. The laser-cladded coating was fabricated on the surface of the Q345 steel by a fiber laser system (zKzM-RF-3000, Xi’an, China) with a power of 3 kW. Laser power was 2.2 kW, laser scanning rate was 12 cm/s, overlap ratio was 60%, powder feeding rate was 1.8 kg/h, and argon gas velocity was 15 mL/min. The laser-cladded coatings prepared in multiple layers were cut by Wire-cut Electrical Discharge Machining (WEDM) and processed, as shown in
Figure 2, with different thicknesses. The laser-cladded coatings used for electrochemical testing were cut to 10 mm × 10 mm × 4 mm and then mounted in epoxy resin for corrosion test with an exposure area of 1.0 cm
2. The sample used for salt fog corrosion and immersion testing was cut to 10 mm × 20 mm × 2.5 mm. The work surface of the specimens was meticulously polished using diamond paste, following a sequence of grinding steps up to 2000 grits with SiC abrasive papers. Finally, the samples were subjected to ultrasonic cleaning in acetone and subsequently dried in preparation for testing. The thickness of the coatings used in electrochemical experiments, following surface treatment, averaged approximately 1600 μm.
2.2. Microstructure and Morphology Analysis
The microstructure and morphology of the coating were observed by scanning electron microscopy (SEM, FEI Quattro-S, Netherlands and Berlin ZEEISS EVO, 20 kV, Oberkochen, Germany) after the surface of the specimens was etched by aqua regia solution (3HCl: HNO3, vol%); energy-dispersive X-ray spectroscopy (EDS) was used to determine the elemental composition and distribution. Additionally, X-ray diffraction (XRD, D/MAX-RA12KW, Ouyatu, Japan) was used to analyze the phase composition of the coatings at a scan rate of 8°/min, with diffraction angle 2θ ranging from 20° to 100°. The instrument is measured through Bragg–Brentano diffraction geometry, and the phase composition was analyzed by Jade 6.5 software. Observation of the corrosion morphology after the immersion test was performed by optical microscopy (OM, Nikon LV150, Japan).
2.3. Salt Fog Measurement
A salt fog test was performed following the ASTM B117-09 standard [
33] at a temperature of 35 °C, a relative humidity of 95%, and a sodium chloride concentration of 5 g/L. The sample was positioned at a 10-degree angle to the horizontal, and the corrosion process continued for 42 days. Following the completion of the corrosion process, the surface morphology of the sample was analyzed by SEM.
2.4. Ferric Trichloride Immersion Measurement
Ferric trichloride immersion tests were conducted in the 6 wt% FeCl
3 + 0.05 mol/L HCl solution for 72 h at 85 °C in accordance with the ASTM G48 standard [
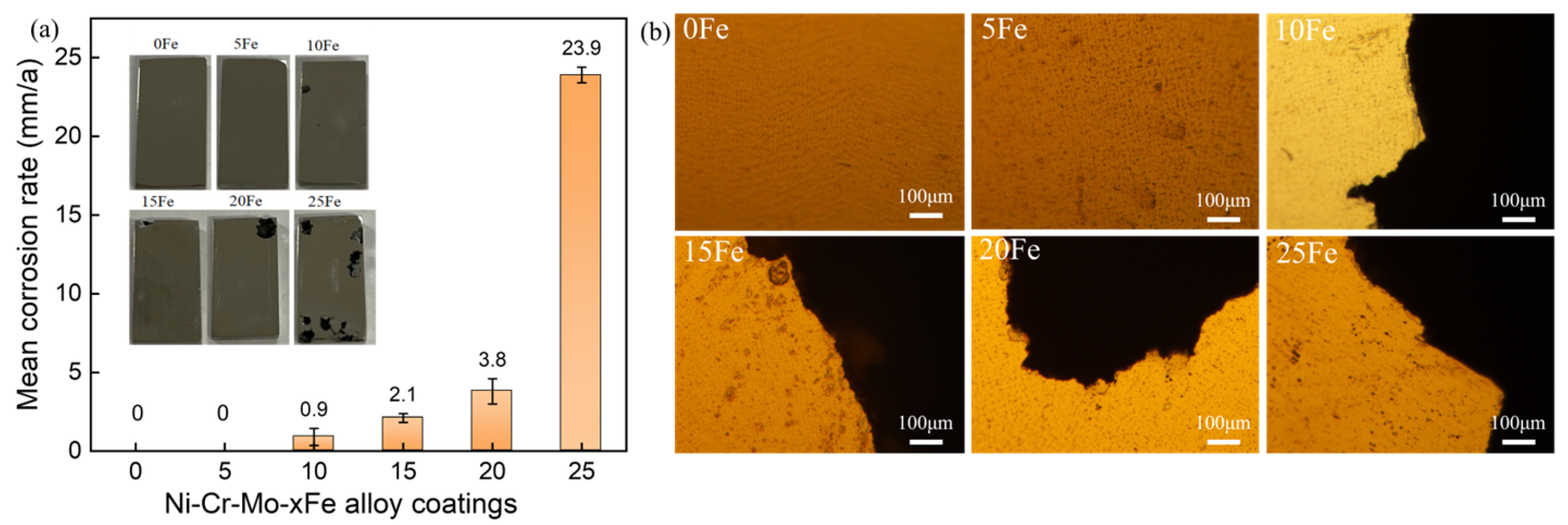
34]. The temperature was predetermined based on the critical pitting temperature. One can estimate critical pitting temperature (CPT) by using the following formula: CPT (°C) can be calculated using the formula: CPT (°C) = (2.5 × %Cr) + (7.6 × %Mo) + (31.9 × %N) − 41.0. The highest temperature for testing is 85 °C. The corrosion rate is calculated using the following expression:
In the formula, is the corrosion rate (mm/a), M0 is the mass of the sample before the experiment (g), M1 is the mass of the sample after rust removal (g), S is the exposed area of the sample (cm2), t is the exposure time of the sample (h), and is the density of the sample (g/cm3), determined by the Archimedes drainage method.
2.5. Electrochemical Measurements
The electrochemical measurements were carried out using the CHI 660E electrochemical workstation (Chenhua, Shanghai, China), using a traditional three-electrode system consisting of the laser cladding as the working electrode, the saturated calomel electrode (SCE) as the reference electrode, and platinum as the counter electrode. In addition, all potentials were referenced to the SCE. The test solution was a borate buffer with a concentration of 0.6 M NaCl, consisting of 0.2 M H3BO3 and 0.05 M Na2B4O7·10H2O. The pH value of the solution was stable at 8.4. Prior to testing, the working electrodes underwent potentiostatic polarization at −1 VSCE for 10 min to eliminate air-formed oxides. To achieve a stable open-circuit potential (OCP), the samples were immersed in the test solution for 1 h before conducting polarization curves, electrochemical impedance spectroscopy (EIS), and Mott–Schottky experiments.
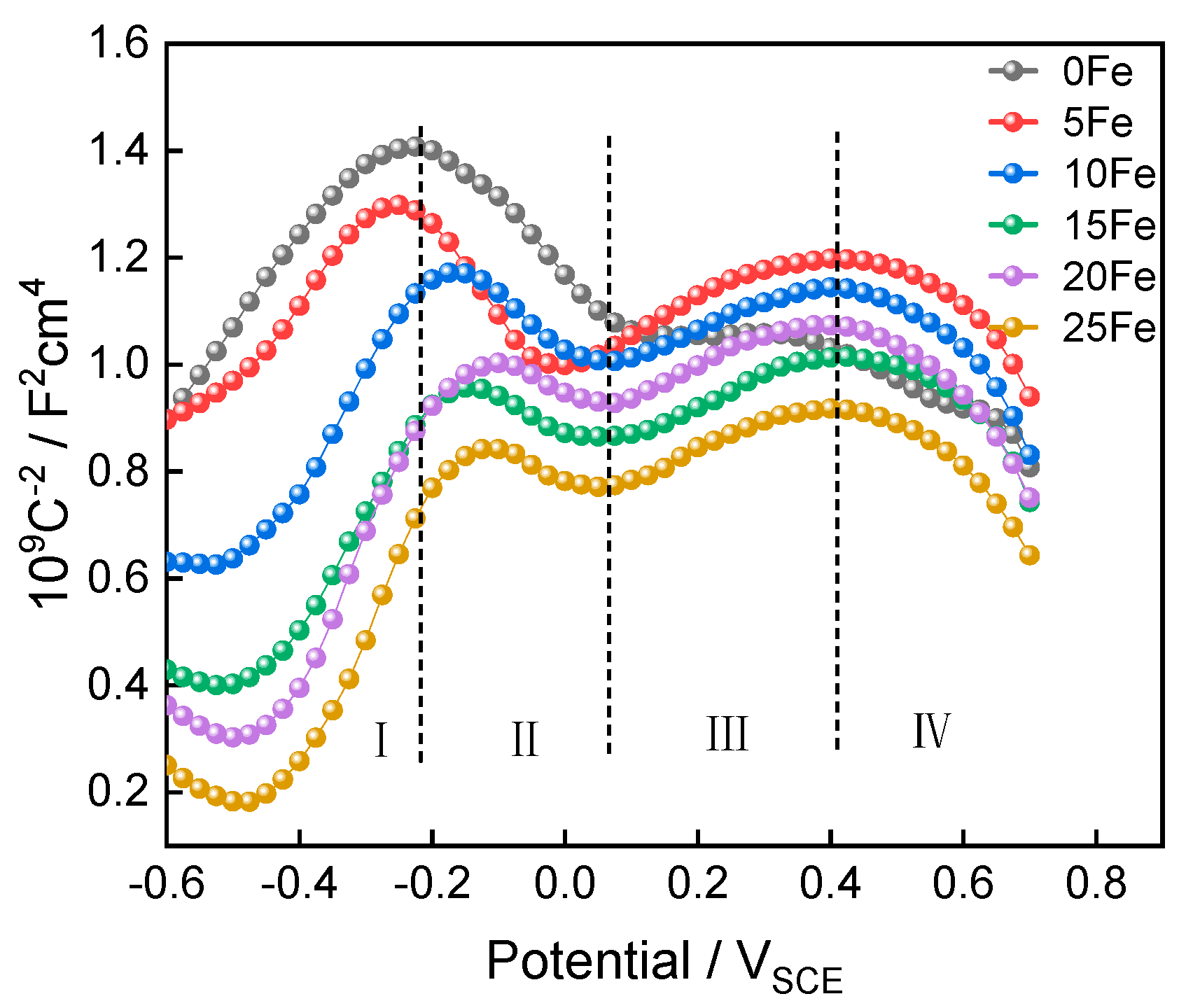
The potentiodynamic polarization curves were measured within a voltage range of −0.3 VSCE (vs. OCP) to +1 VSCE at a scan rate of 0.5 mV/s. The EIS measurements were carried out at a stable open-circuit potential with a sinusoidal voltage of ±10 mV, ranging from 105 Hz to 10−2 Hz in frequency. The EIS data were analyzed using the software Eisanalyser 1.0 and ZsimpWin 3.2. To investigate the properties of the passive films, Mott–Schottky experiments were conducted by measuring the potential from 0.7 VSCE to −0.6 VSCE with a sweep rate of 25 mV/s and an amplitude signal of 10 mV, at a frequency of 1000 Hz. All the measurements were conducted in the presence of air at ambient temperature (25 ± 2 °C). To ensure reproducibility, each experiment was repeated three times.
2.6. XPS Measurement
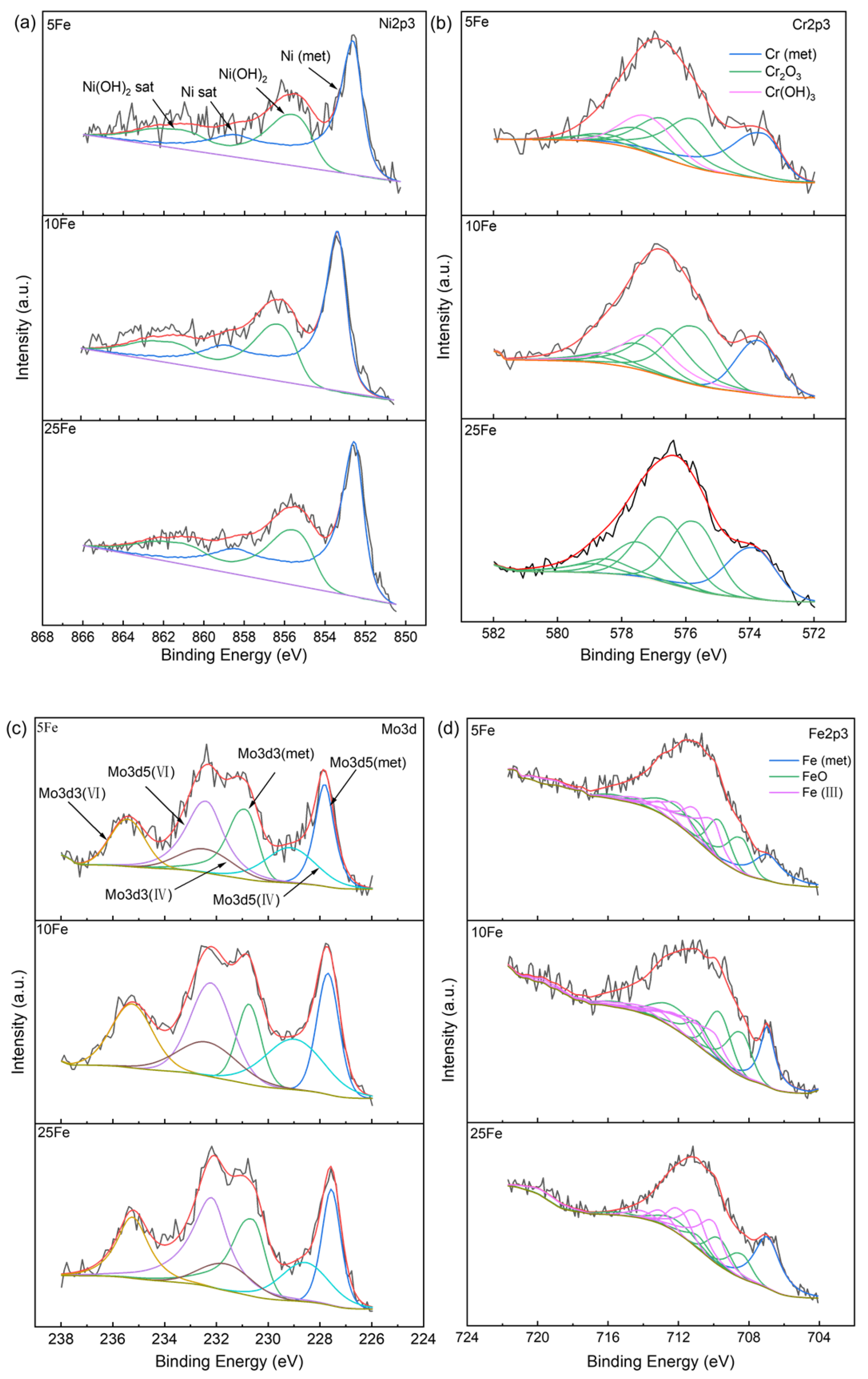
The passive film was formed in borate buffer solution (pH = 8.4) during potentiostatic polarization (0.2 VSCE) for 6 h. Its composition was measured by X-ray photoelectron spectroscopy (XPS) using a Thermo Scientific K-Alpha instrument (Waltham, MA, USA) with monochromatic Al Ka rays as excitation source, 400 μm beam spot, 12 kV operation, and 6 mA filament current. The X-ray photoelectron spectroscopy (XPS) peaks were corrected using standard peaks (C1s, 284.8 eV) and were analyzed utilizing Avantage V6.6 software.
4. Discussion
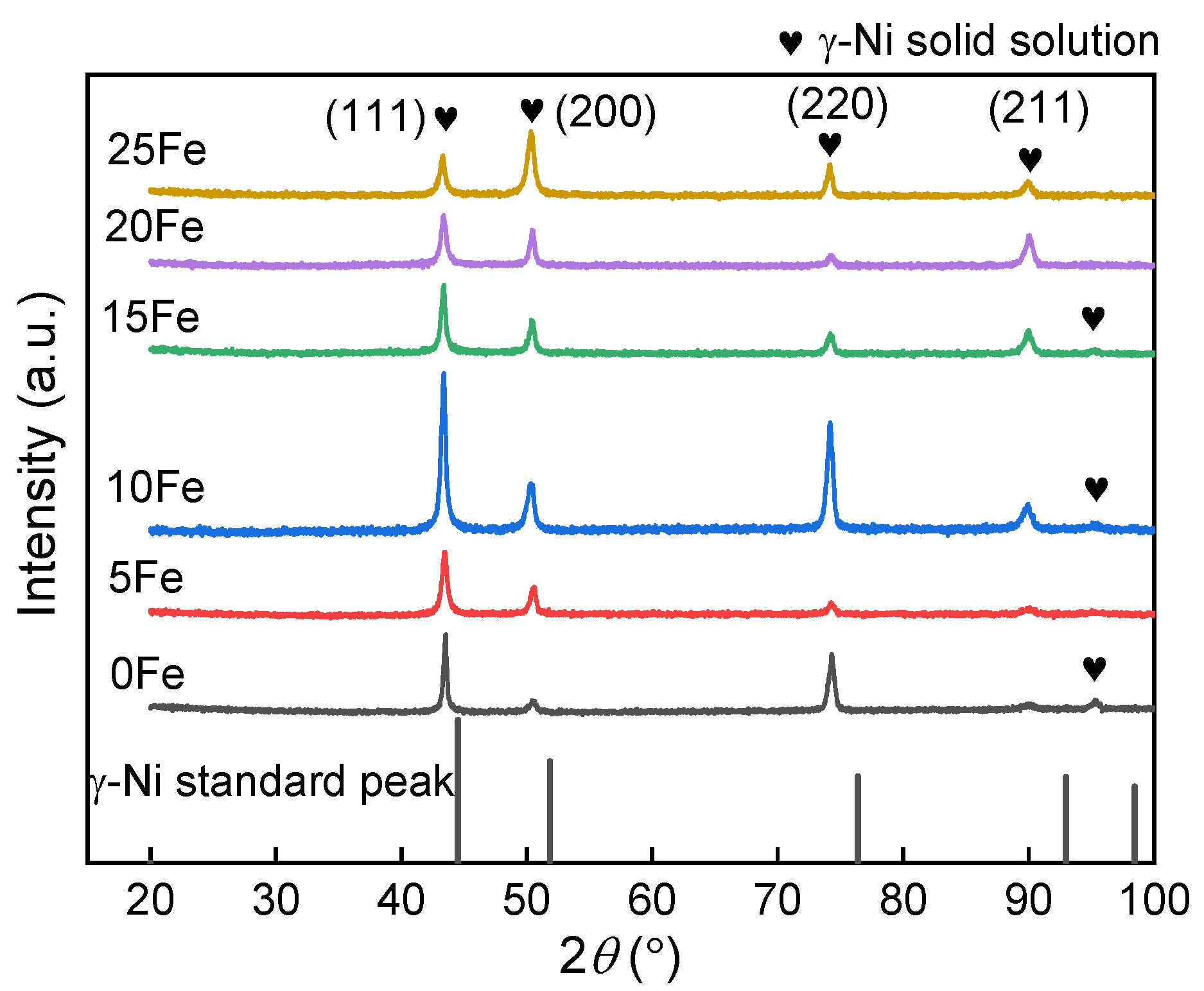
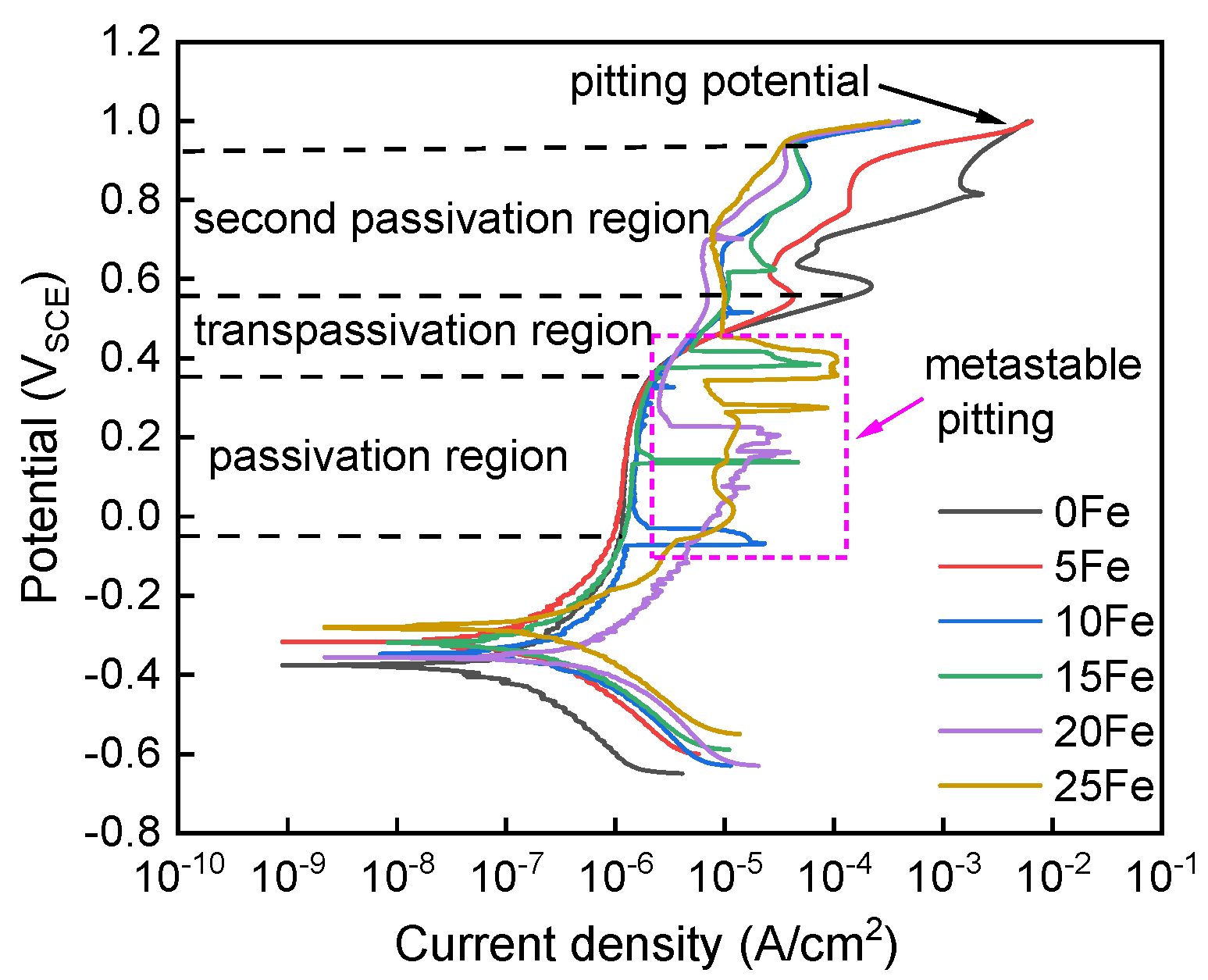
In this study, Ni-Cr-Mo-xFe alloy coatings were prepared using laser cladding technology, and the phase composition and microstructure were comprehensively analyzed. Multiple testing techniques were utilized to examine and compare the corrosion behavior of Ni-Cr-Mo-xFe alloy coatings, along with the electrochemical performance and composition of passive films. The research revealed that selective corrosion dissolution occurs within the Ni-Cr-Mo-xFe alloy coating. Pitting is observed when the iron content in the coating exceeds 10 wt%, leading to a distinctive metastable pitting feature on the potentiodynamic polarization curve. Drawing upon the experimental findings and relevant literature, this study delves into the pitting behavior of Ni-Cr-Mo-xFe alloy coatings and explores the influence of Fe content on the passive film.
4.1. Pitting Mechanism of the Ni-Cr-Mo-xFe Alloy Coatings
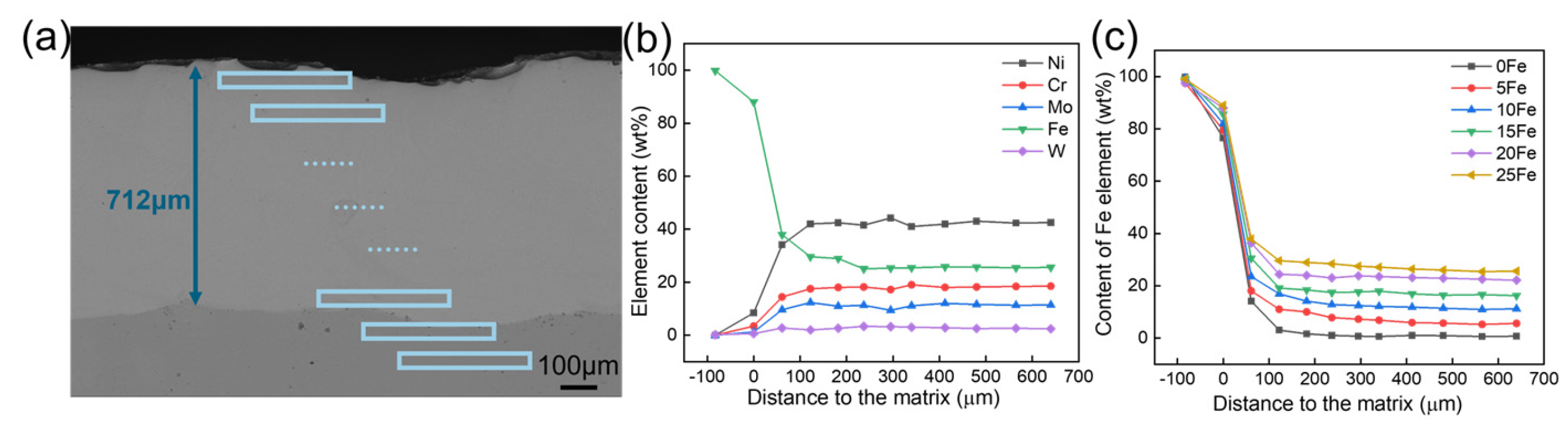
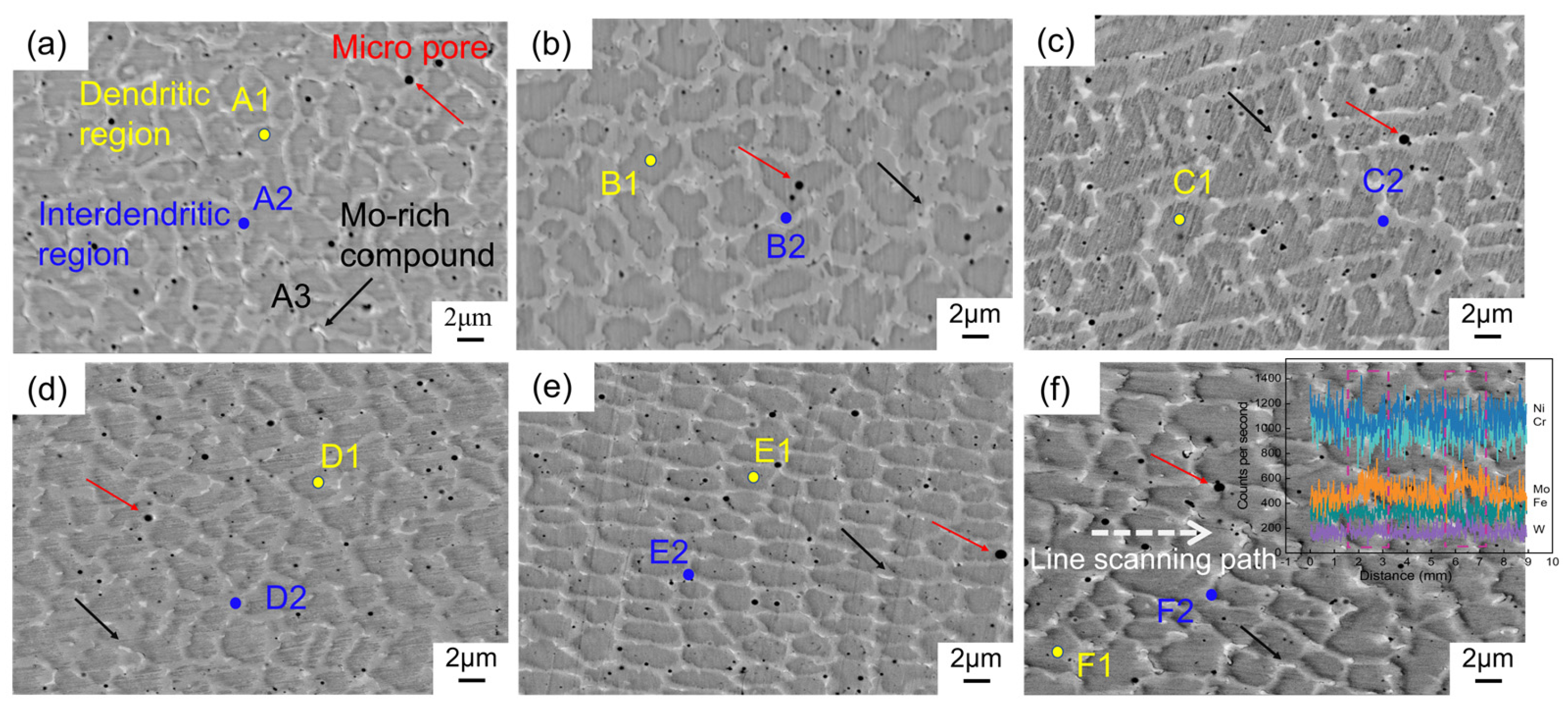
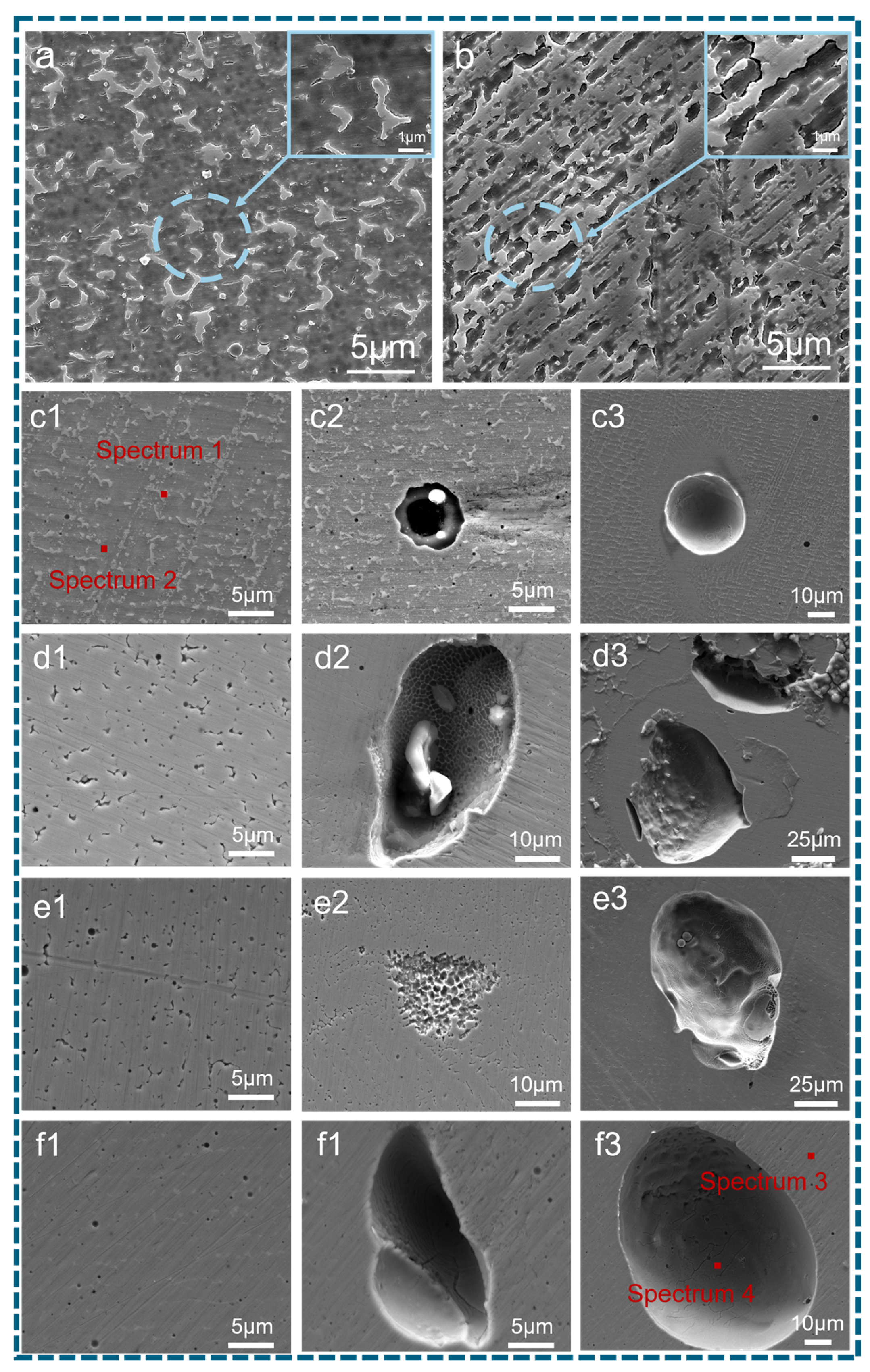
The element distribution of the Ni-Cr-Mo-xFe alloy coating is uniform, and the area of local accumulation of iron content and inclusion is not observed by SEM. The analysis and discussion herein do not consider the preparation problems and corrosion behavior caused by inclusions. Both the experiments conducted with neutral salt fog (
Figure 8) and iron trichloride solution (
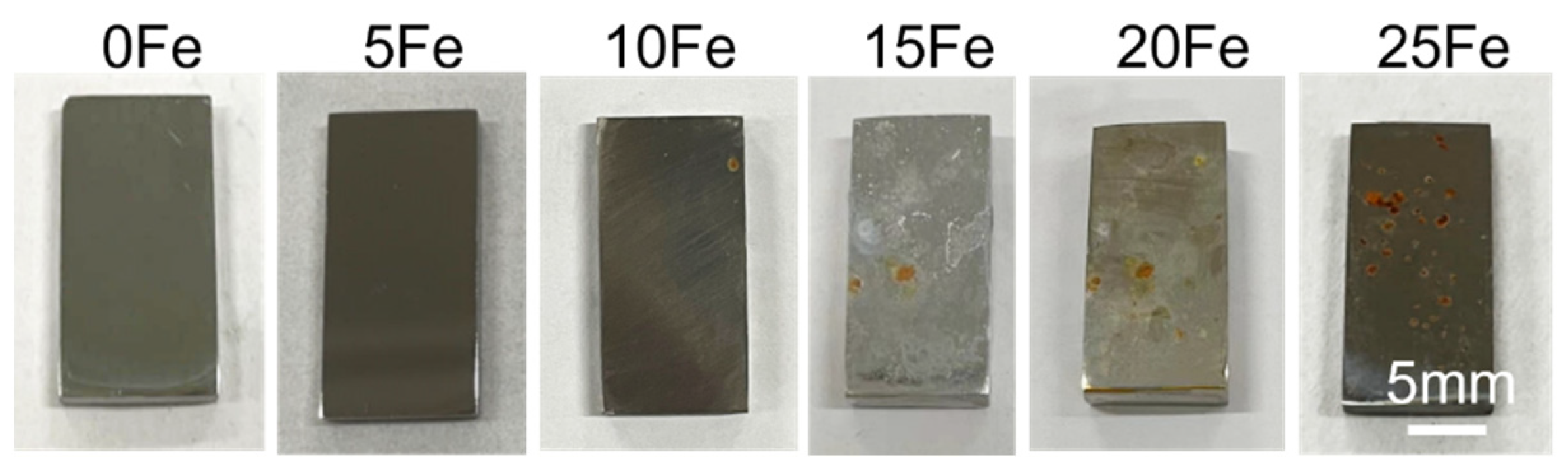
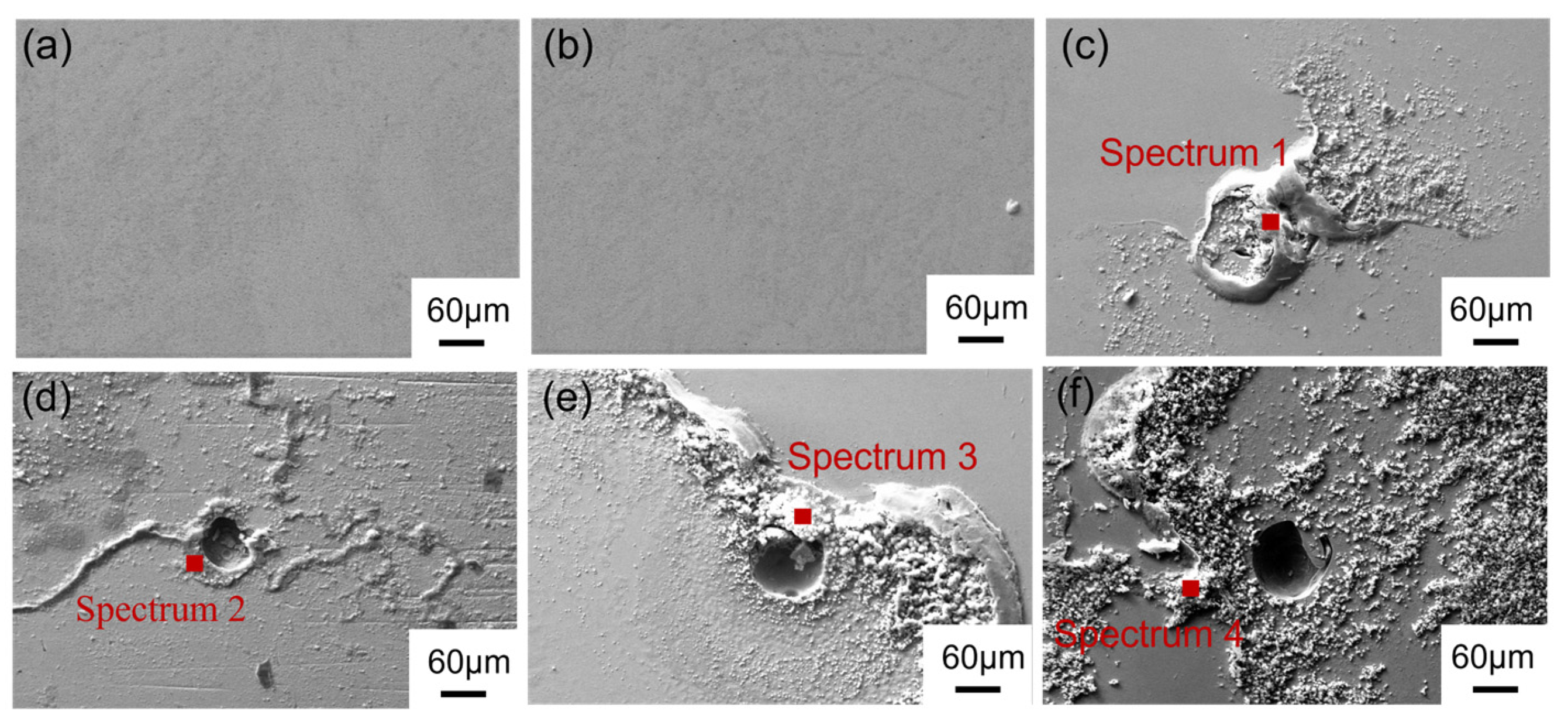
Figure 9) reveal instances of selective corrosion within the coating. Ni-Cr-Mo-0Fe and Ni-Cr-Mo-5Fe alloy coatings demonstrate remarkable resistance to pitting corrosion. Nonetheless, as the iron content in the coating reaches 10 wt%, surface pitting corrosion becomes apparent, indicating a decrease in the pitting resistance of the coating with the escalation of iron content.
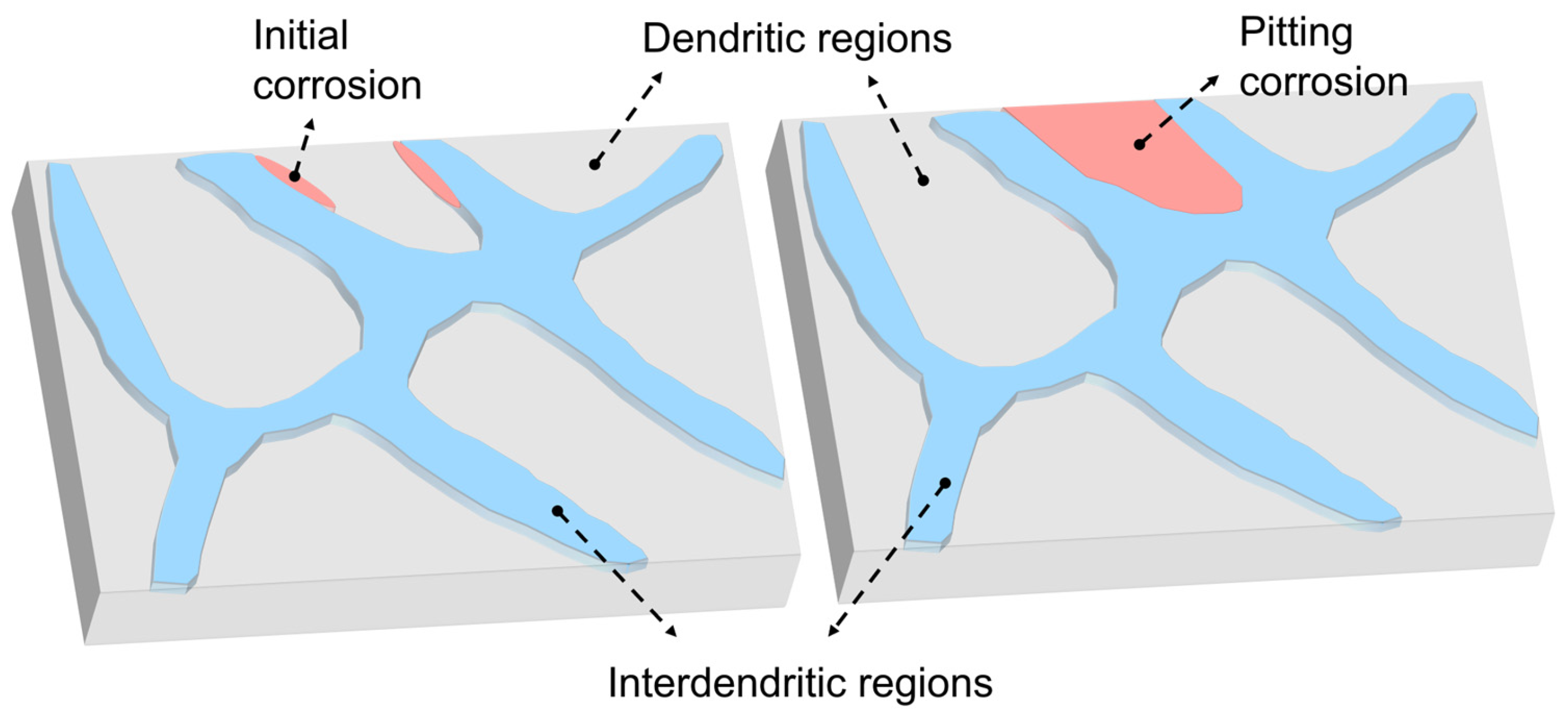
The microstructure of the coating reveals significant disparities in composition between the dendritic regions and interdendritic regions. The interdendritic regions exhibit higher Mo content and lower Ni content, leading to differing potentials in various areas within the coating and resulting in non-uniform corrosion behavior. Within the iron content range of 10–20 wt%, the difference in iron content between the dendritic regions and interdendritic regions remains minimal, and there is no significant segregation. Simultaneously, an increase in iron content does not notably affect the segregation of Mo content. This suggests that an iron content exceeding 10 wt% leads to reduced density and stability of the passive film formed on the dendritic regions, making it more susceptible to Cl−-induced corrosion, thereby diminishing pitting resistance.
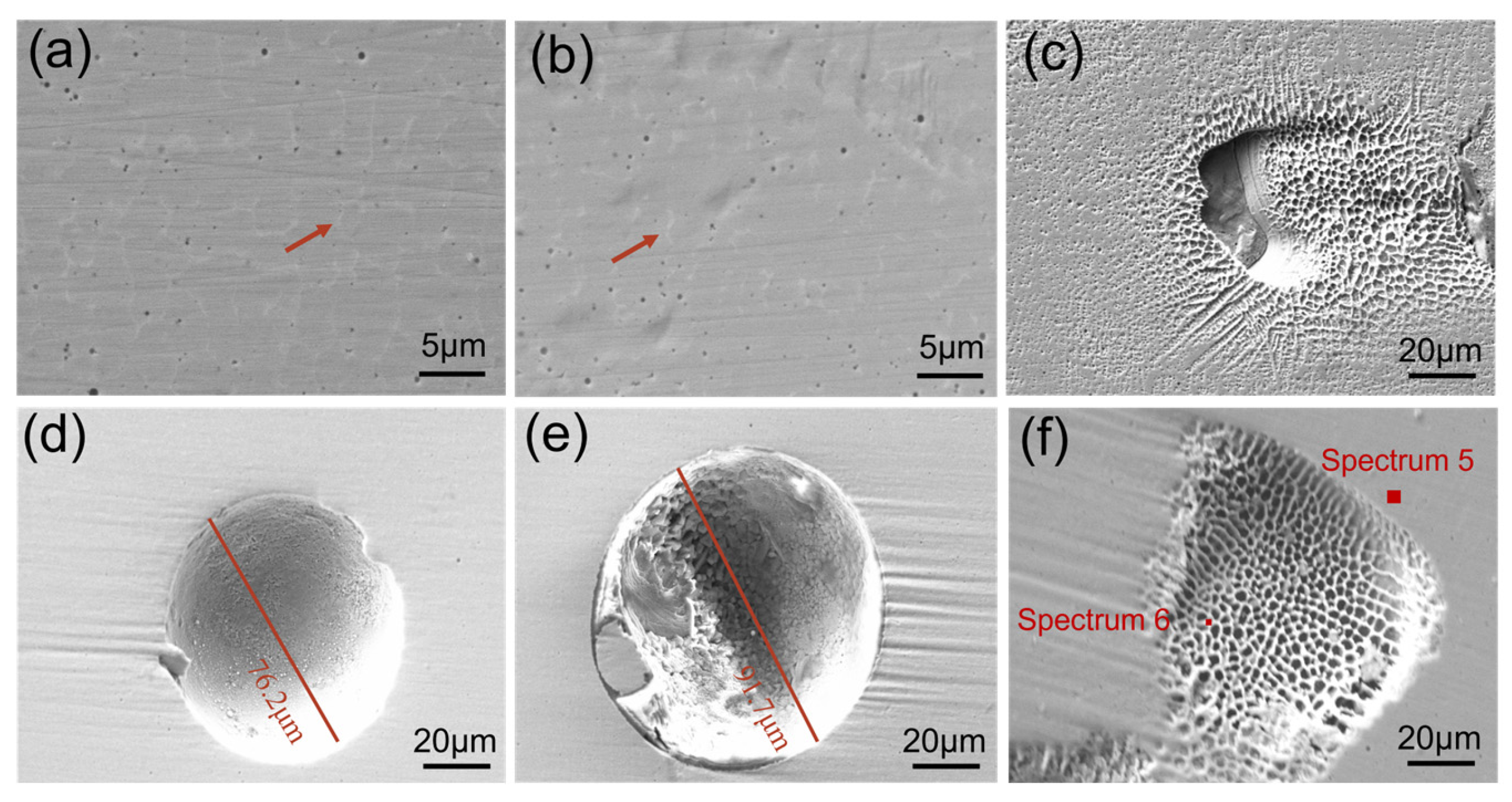
At an iron content of 25 wt%, the segregation of iron elements becomes conspicuous, with the dendritic regions exhibiting higher iron content than interdendritic regions. Additionally, Ni and Mo element segregation intensifies, resulting in the most severe corrosion observed in the Ni-Cr-Mo-25Fe alloy coating when exposed to salt fog and ferric chloride solution, accompanied by the formation of larger pits. According to the pitting resistance coefficient (PREN), the interdendritic regions display enhanced pitting resistance due to their higher Mo element content, while the dendritic regions become more susceptible to corrosion. The potential difference resulting from element segregation forms a corrosion micro-battery, where the interdendritic and dendritic regions intersect, initiating corrosion that progresses longitudinally along the contact site. As the dendritic regions corrode, the interdendritic regions are subsequently affected, ultimately leading to the expansion of corrosion and the formation of pits, as depicted in
Figure 16.
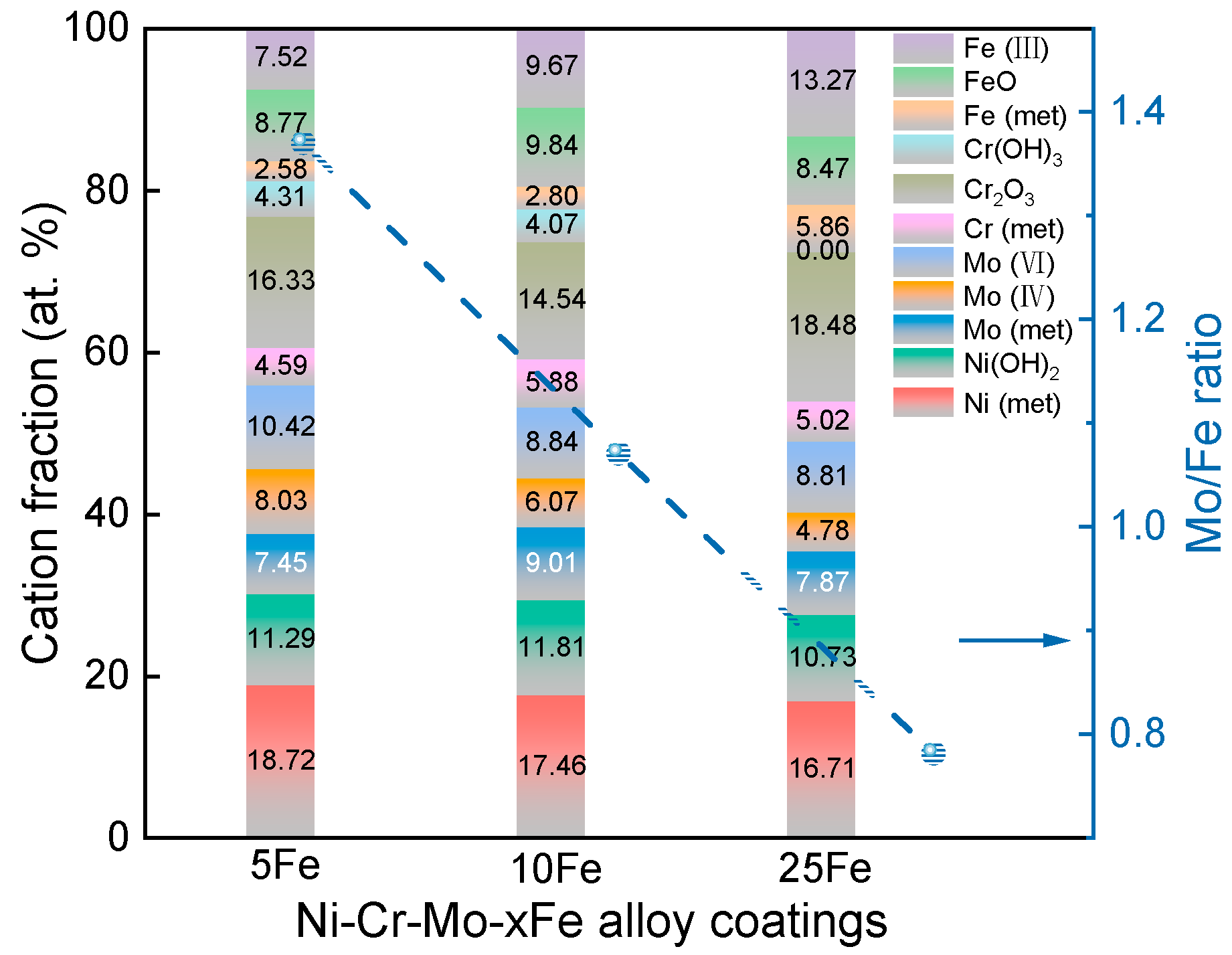
4.2. Effect of Iron Content on Passive Film of the Ni-Cr-Mo-xFe Alloy Coatings
The PDM model is employed to describe the physical–chemical processes occurring during the formation of the passive film [
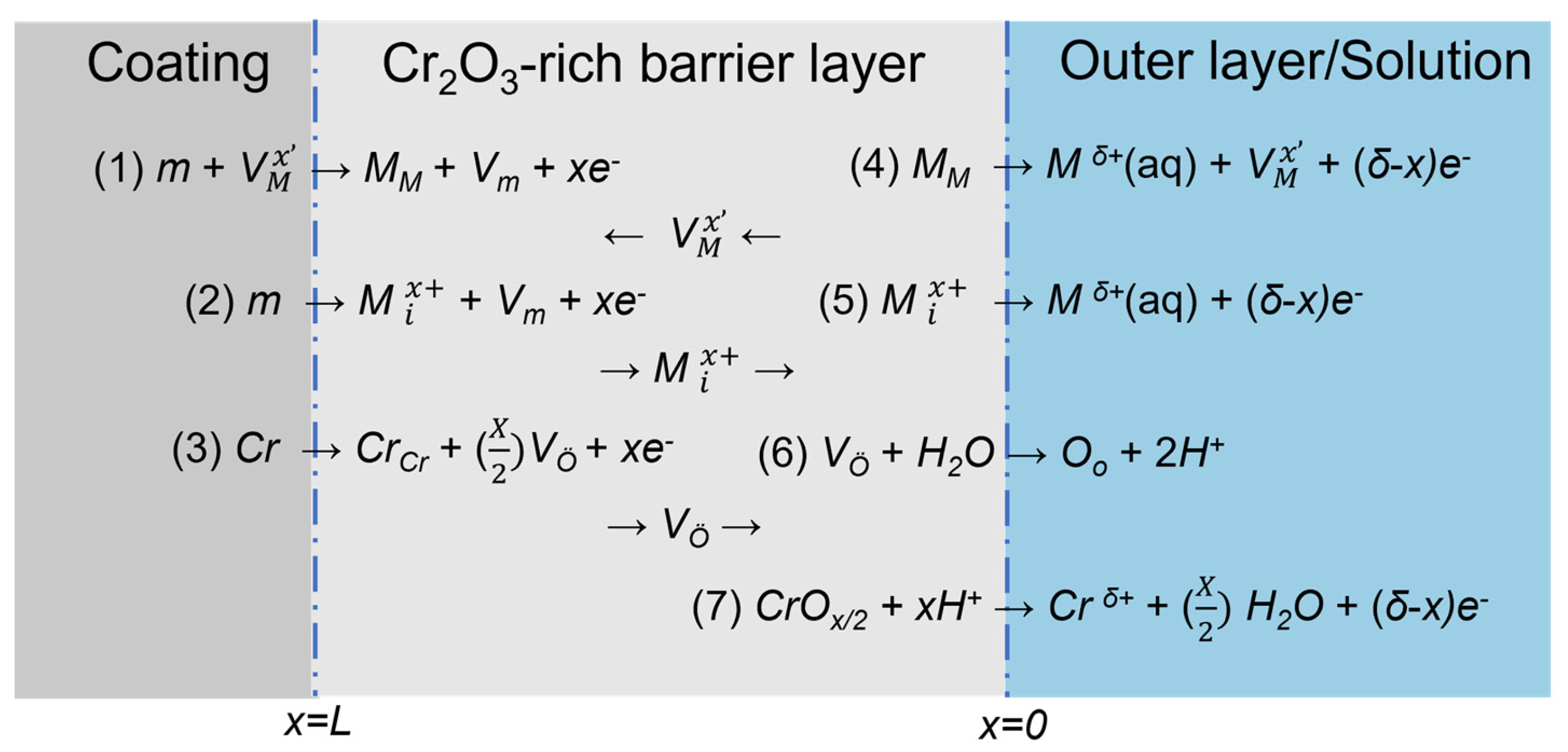
58]. Given the presence of multiple alloy elements in Ni-Cr-Mo-xFe alloy coatings, the standard PDM model has been extended to accommodate a suitable passive film by introducing a point defect reaction involving multiple elements at the interface, as illustrated in
Figure 17. According to the PDM-II model, the passive film formed on Ni-Cr-Mo alloy and coating exhibits a double-layer structure. This comprises an inner layer enriched with Cr
2O
3, which acts as a barrier layer, and an outer layer consisting of various oxides and hydroxides [
27]. The inner layer comprises Cr
2O
3 with defects, with Ni and Fe acting as interstitial substituents doped within Cr
2O
3, while Mo functions as a substituent within the cationic sublattice [
59]. The passive film produced by the coating also displays a double-layer structure, with an inner Cr
2O
3-rich barrier layer and an outer layer comprising oxides and hydroxides. The coating and barrier layer are assumed to be a three-dimensional lattice, with Cr undergoing preferential oxidation to generate a barrier layer of Cr
2O
3. Meanwhile, Ni and Fe form interstitial atoms doped within the barrier layer, and Mo takes on a substituent role in the cationic sublattice of the barrier layer [
59]. The diffusion order of metal cations within oxides follows the sequence Fe
2+ > Ni
2+ > Cr
3+, with Fe diffusing more rapidly and accumulating in the outer layer, whereas Cr diffuses more slowly and accumulates and grows within the inner layer [
60,
61,
62]. Ni and Fe directly penetrate the outer layer/solution via reactions (2) and (5) through the barrier layer, while Mo infiltrates into the outer layer/solution through reactions (1) and (4) originating from the barrier layer. Notably, Mo (VI) possesses a higher charge, leading to stronger electrostatic interactions with negatively charged vacancies [
63]. Consequently, Mo exhibits greater segregation into the barrier layer, with higher-ion-charge Mo tending to accumulate at the barrier layer/outer layer interface [
64]. Oxygen vacancies are generated at the metal/barrier interface via reaction (3) and are subsequently annihilated at the barrier/solution interface through reaction (6). This demonstrates that the barrier layer forms from metal and grows inwards. Reaction (7) is responsible for the breakdown and dissolution of the barrier layer.
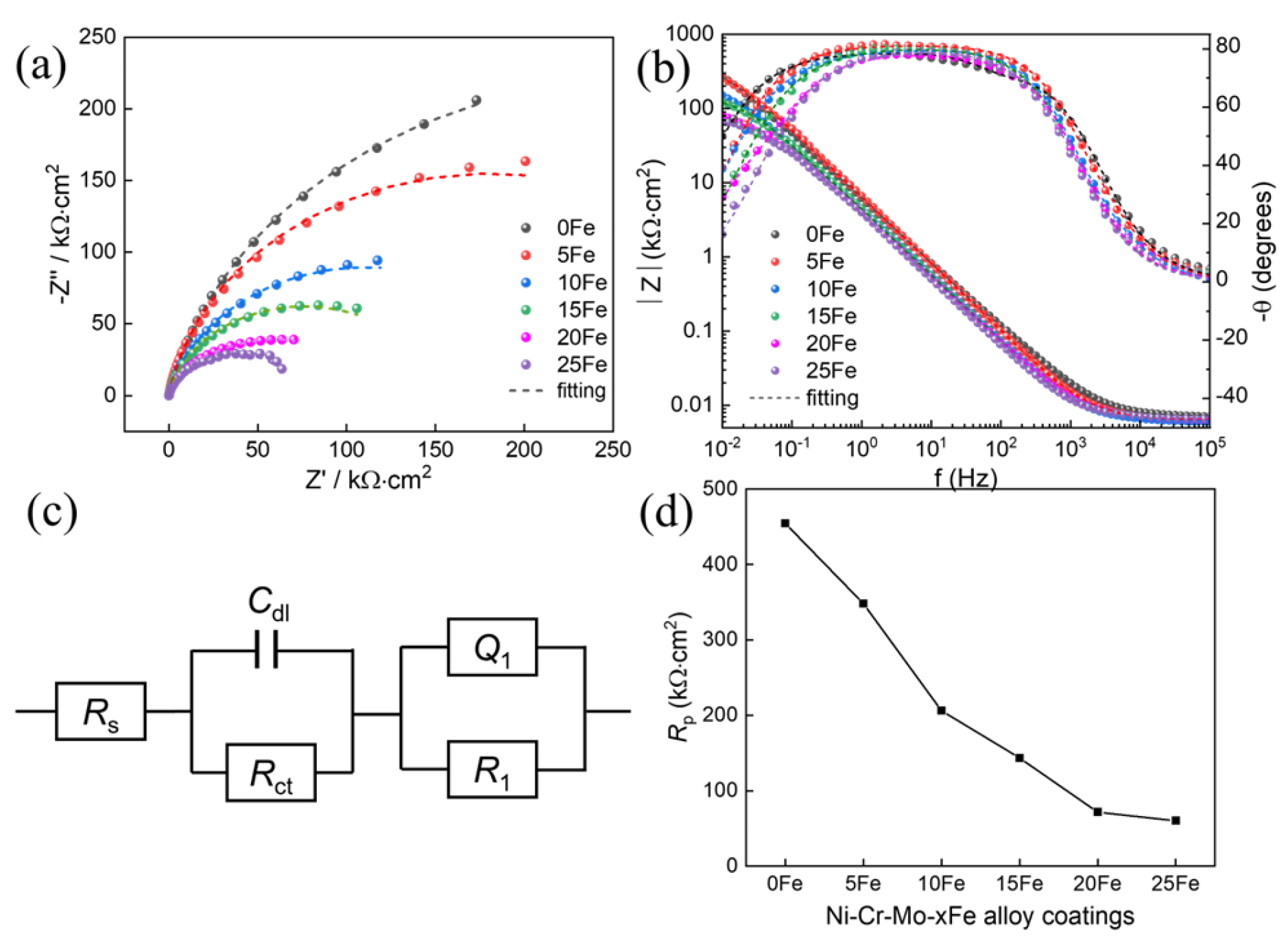
Based on the analysis presented above, when the Ni-Cr-Mo-xFe alloy coating is immersed in a Cl−-containing solution, iron in the outer layer readily combines with Cl− to form soluble chloride. This results in an increased number of cation vacancies, which migrate towards the coating, accumulating locally at the coating/barrier interface. This accumulation hinders further growth in the passive film, ultimately leading to localized passive film dissolution and pitting corrosion. In cases where the iron content falls within the range of 0 to 5 wt%, the dissolution of iron does not cause an excessive accumulation of cation vacancies at the interface, thus not affecting the growth of the passive film. The results obtained from salt fog tests and immersion tests in iron trichloride solution demonstrate that Ni-Cr-Mo-0Fe and Ni-Cr-Mo-5Fe exhibit excellent resistance to pitting corrosion. Potentiodynamic polarization curves indicate stable passivation regions and lower-dimensional passivation current densities for these coatings, while impedance spectra reveal higher impedance values.






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}