

Effects of Nano-Diamond-Coated Milling Bits on Cutting Dental Zirconia




Abstract
:1. Introduction
2. Materials and Methods
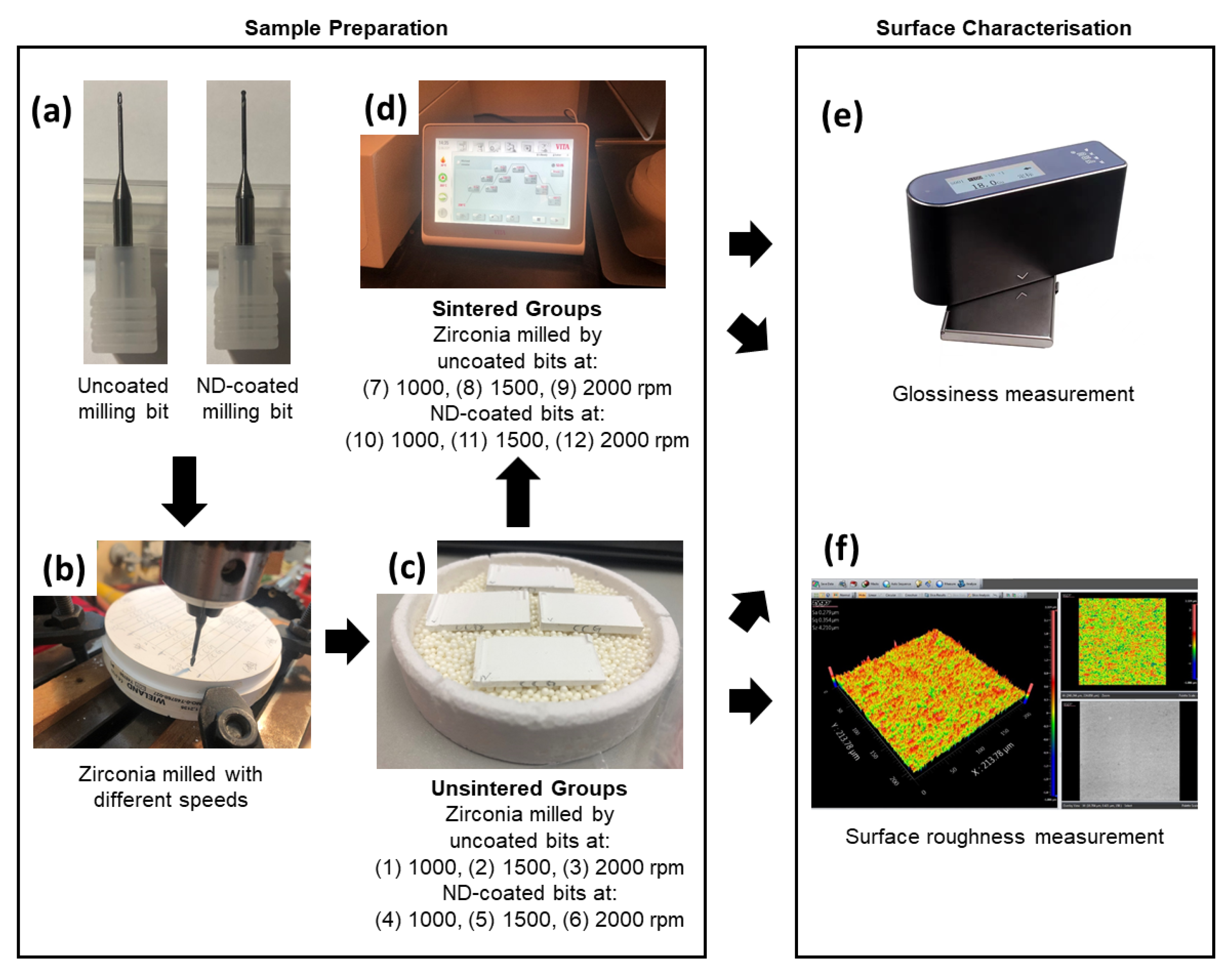
2.1. Experimental Procedure and Materials Preparation
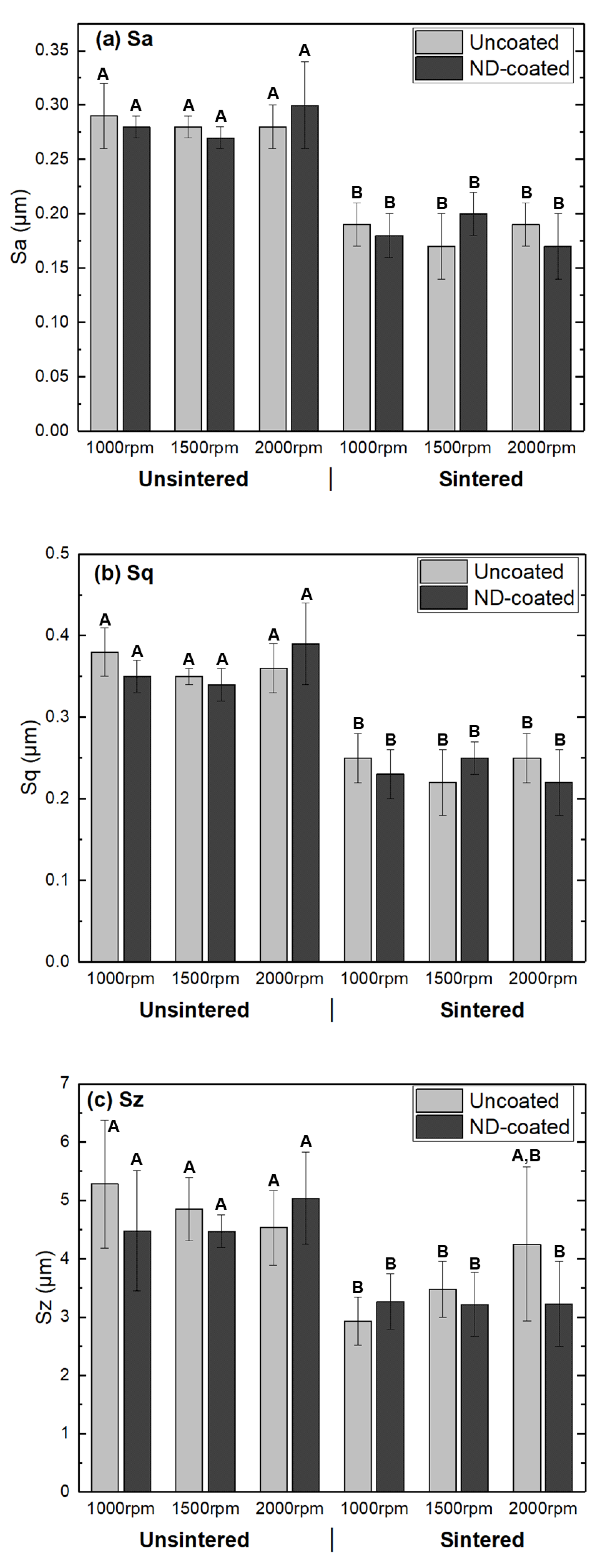
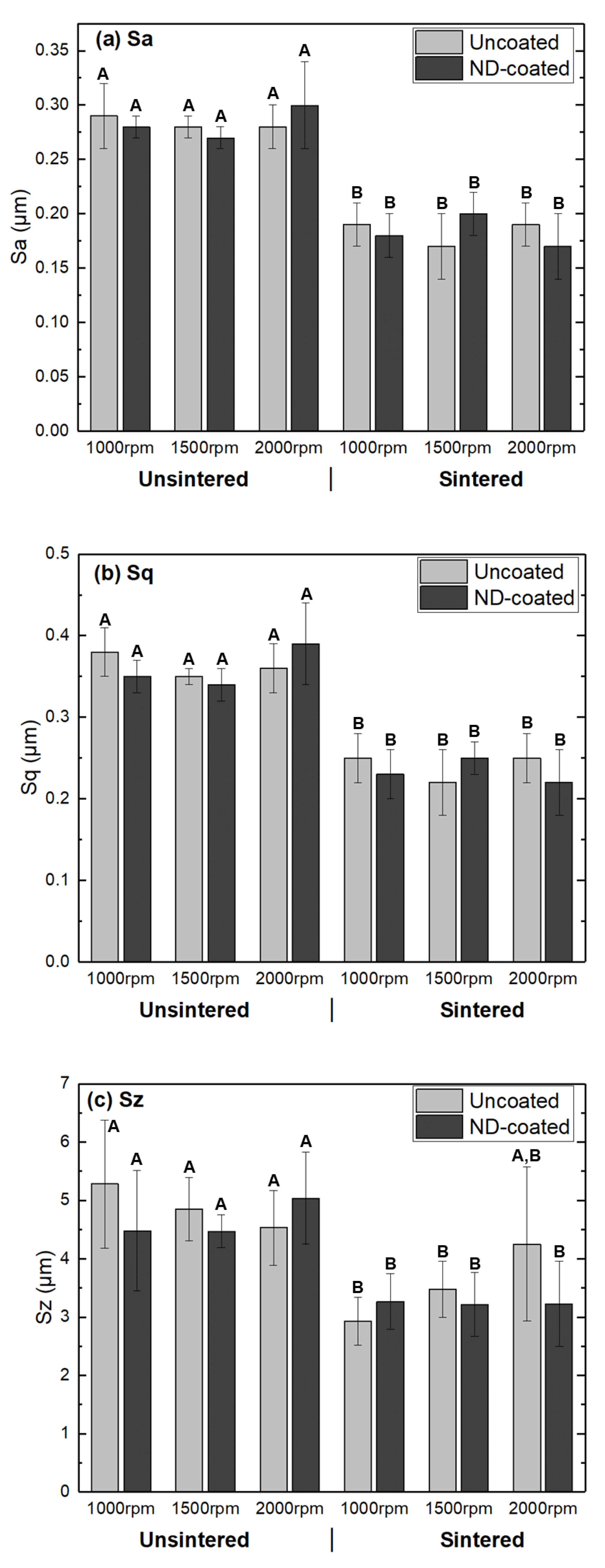
2.2. Roughness
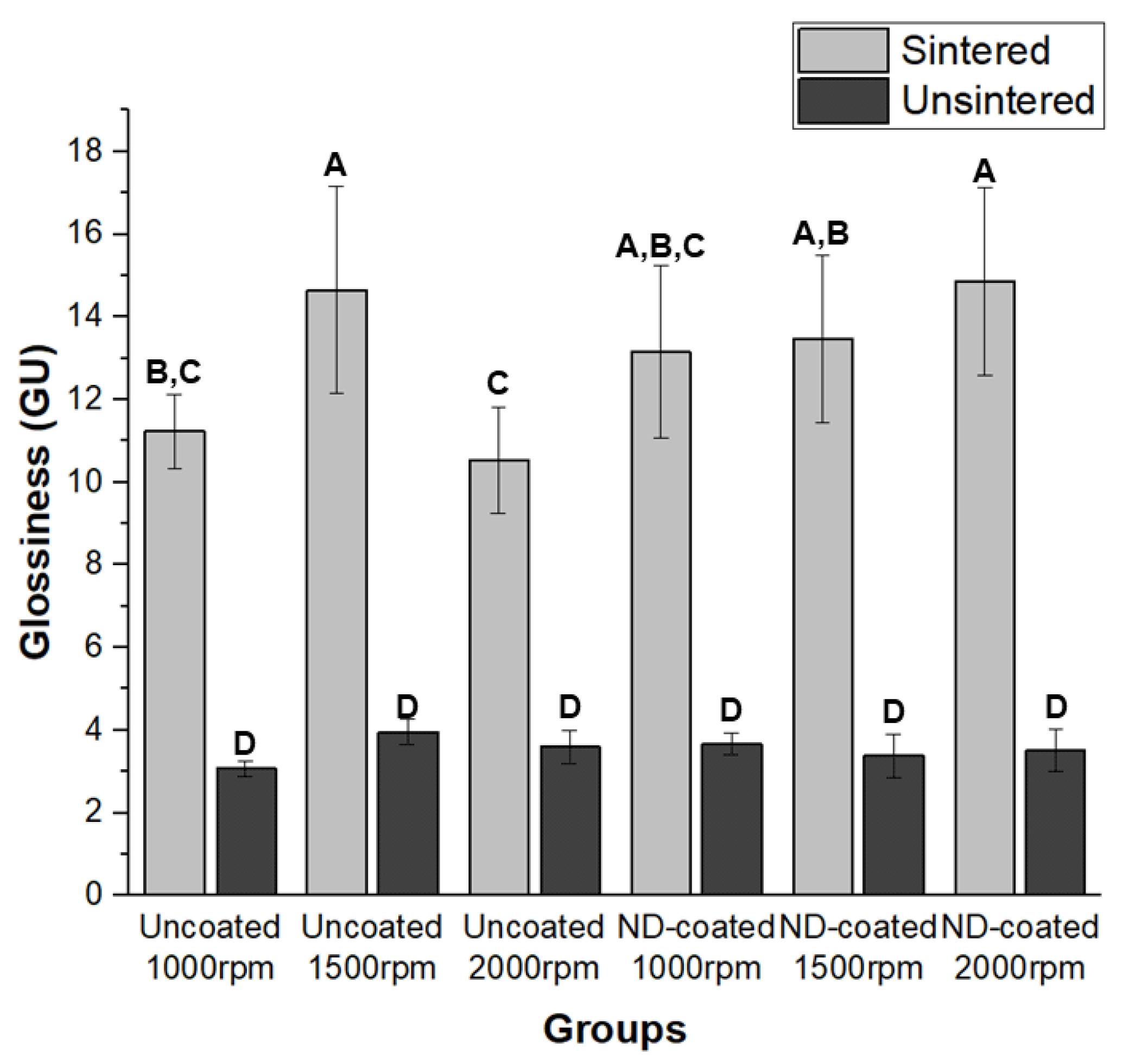
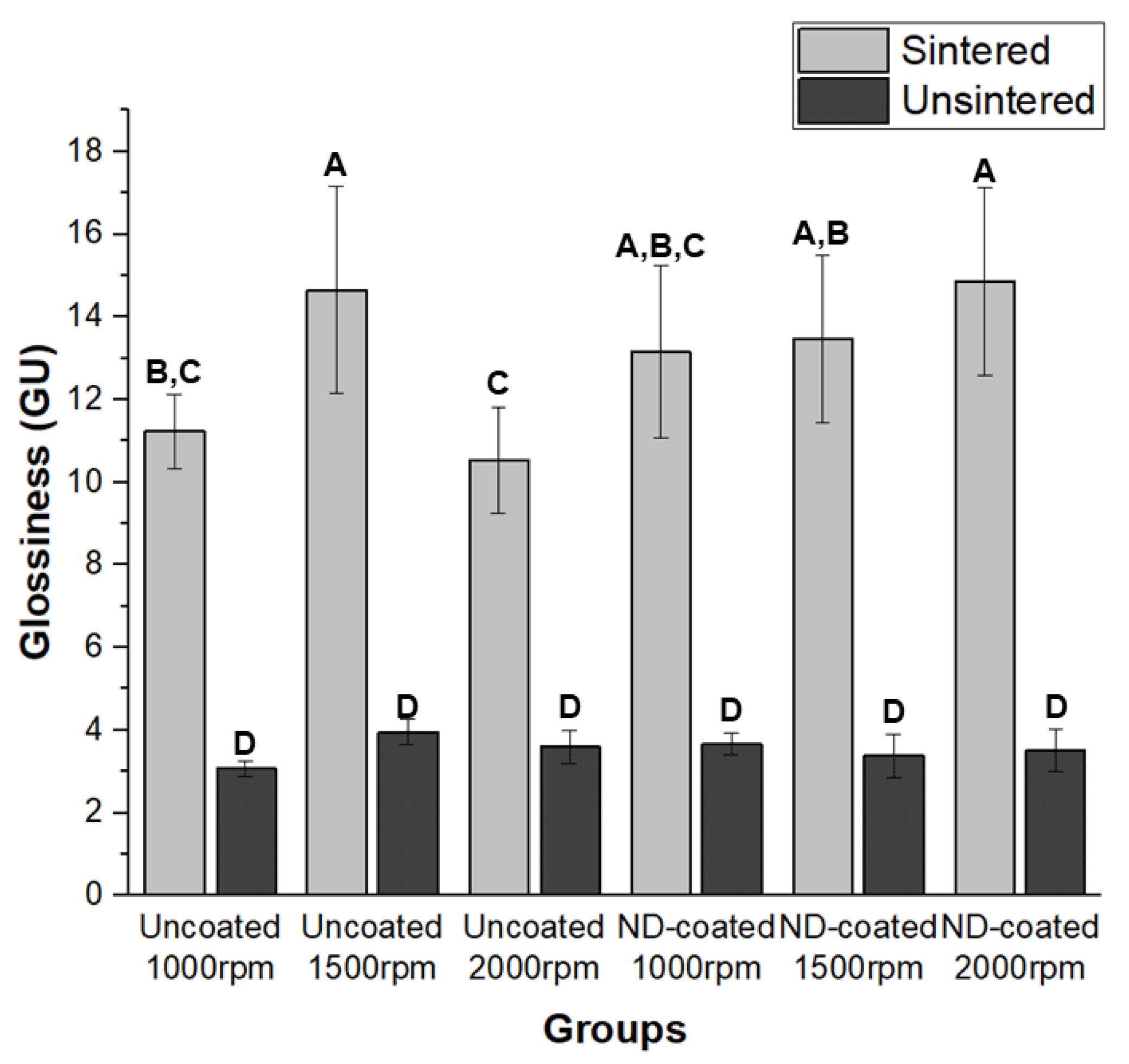
2.3. Glossiness
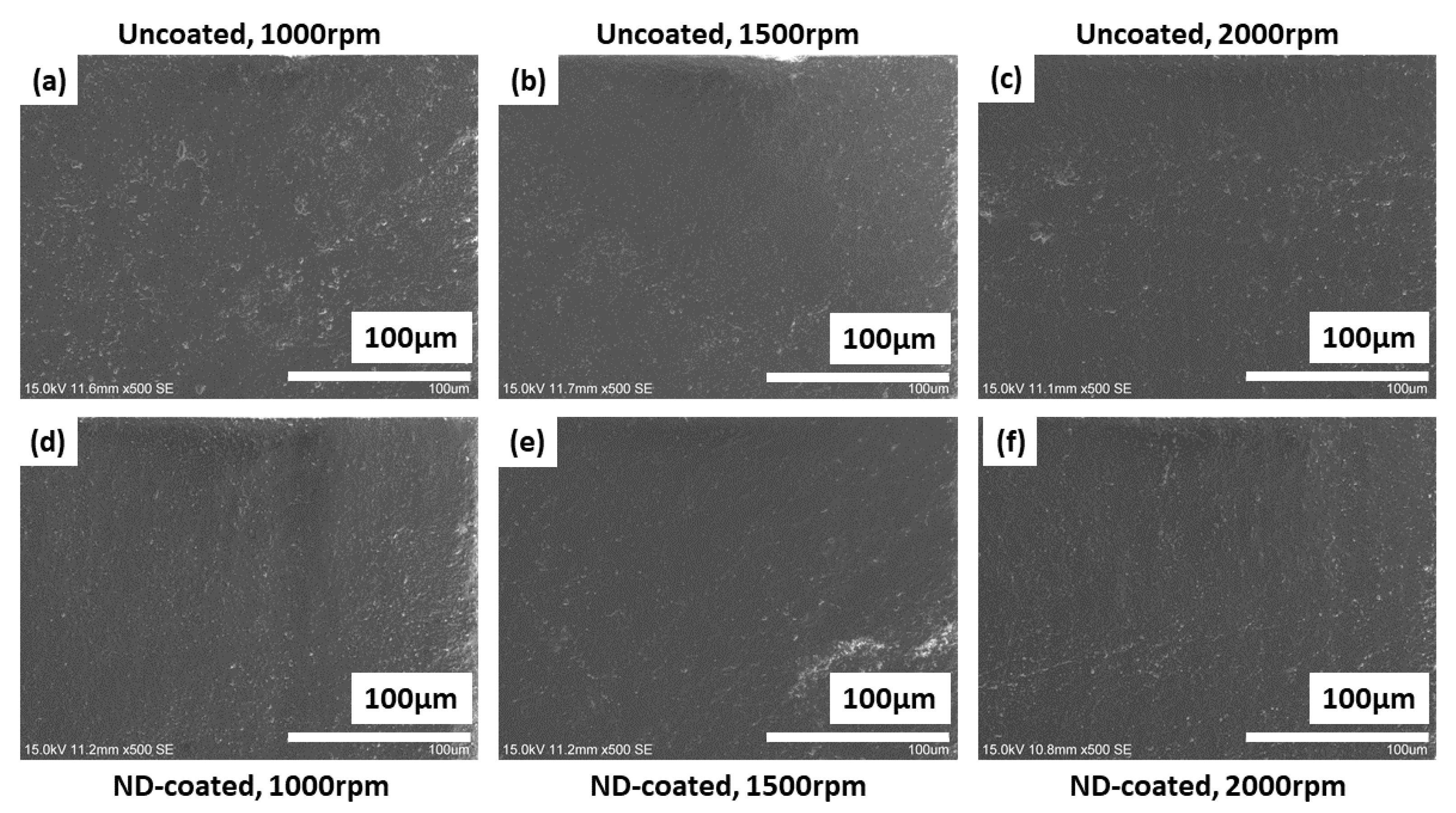
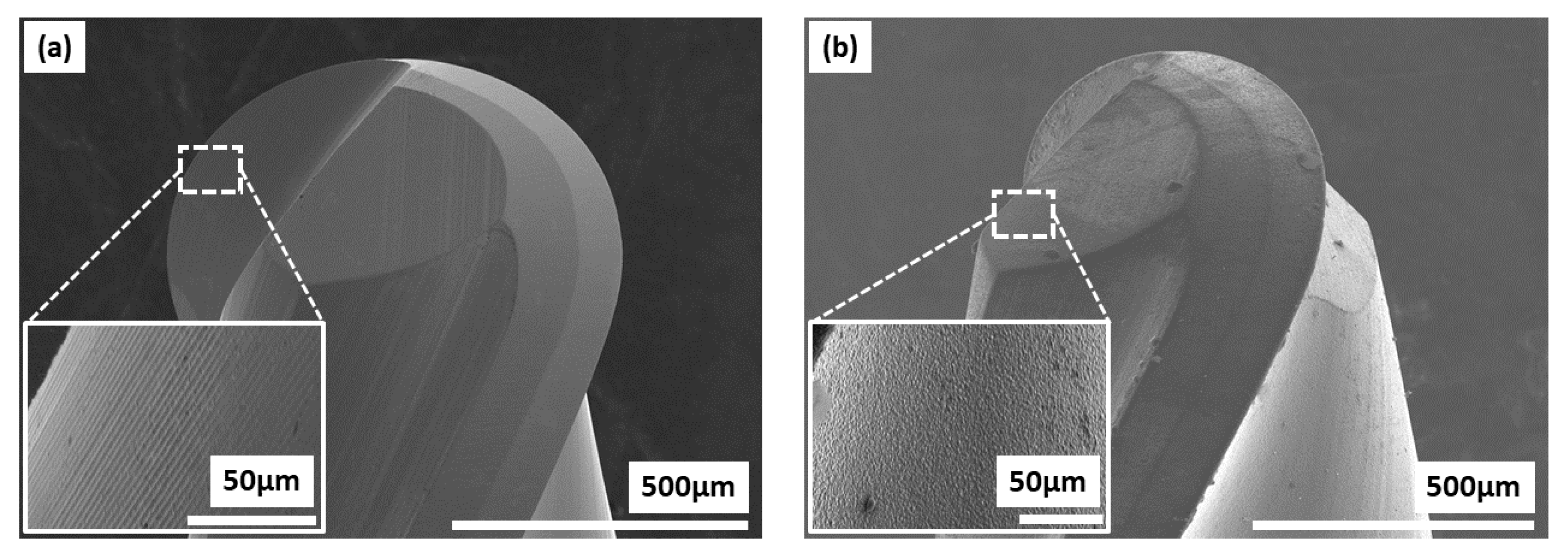
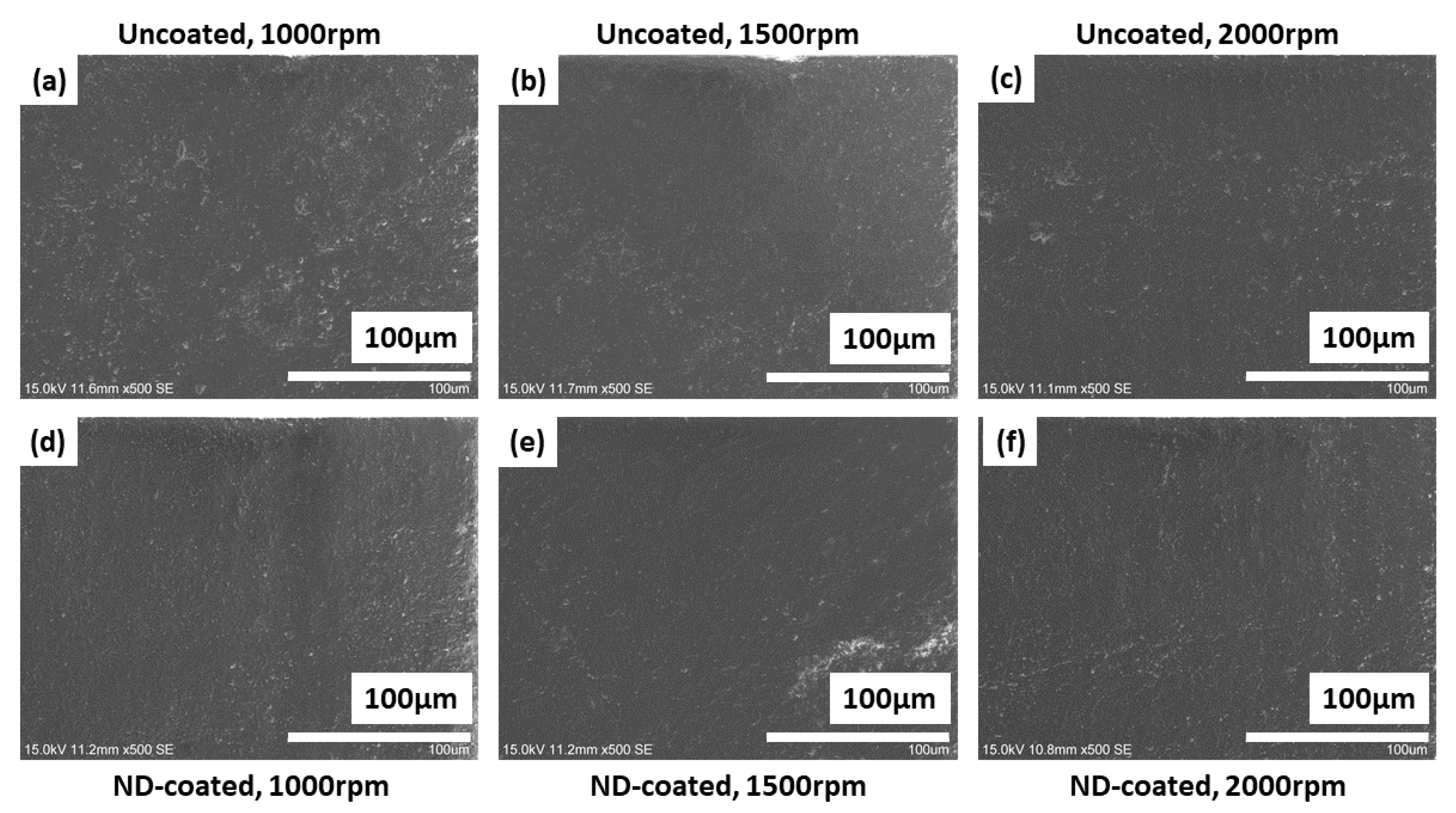
2.4. SEM and EDX
2.5. Statistical Analysis
3. Results
3.1. Roughness
3.2. Glossiness
3.3. SEM and EDX
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, Y.; Lawn, B.R. Novel Zirconia Materials in Dentistry. J. Dent. Res. 2018, 97, 140–147. [Google Scholar] [CrossRef]
- Giordano, R. Materials for chairside CAD/CAM–produced restorations. J. Am. Dent. Assoc. 2006, 137, 14S–21S. [Google Scholar] [CrossRef] [PubMed]
- Rahman, M.A.; Saleh, T.; Jahan, M.P.; McGarry, C.; Chaudhari, A.; Huang, R.; Tauhiduzzaman, M.; Ahmed, A.; Al Mahmud, A.; Bhuiyan, S.; et al. Review of Intelligence for Additive and Subtractive Manufacturing: Current Status and Future Prospects. Micromachines 2023, 14, 508. [Google Scholar] [CrossRef] [PubMed]
- Talibi, M.; Kaur, K.; Patanwala, H.S.; Parmar, H. Do you know your ceramics? Part 1: Classification. Br. Dent. J. 2022, 232, 27–32. [Google Scholar] [CrossRef] [PubMed]
- Addison, O.; Cao, X.; Sunnar, P.; Fleming, G.J.P. Machining variability impacts on the strength of a ‘chair-side’ CAD–CAM ceramic. Dent. Mater. 2012, 28, 880–887. [Google Scholar] [CrossRef] [PubMed]
- Corazza, P.H.; de Castro, H.L.; Feitosa, S.A.; Kimpara, E.T.; Della Bona, A. Influence of CAD-CAM diamond bur deterioration on surface roughness and maximum failure load of Y-TZP-based restorations. Am. J. Dent. 2015, 28, 95–99. [Google Scholar]
- Turon-Vinas, M.; Anglada, M. Strength and fracture toughness of zirconia dental ceramics. Dent. Mater. 2018, 34, 365–375. [Google Scholar] [CrossRef]
- Yan, X.; Dong, S.; Li, X.; Zhao, Z.; Dong, S.; An, L. Optimization of Machining Parameters for Milling Zirconia Ceramics by Polycrystalline Diamond Tool. Materials 2022, 15, 208. [Google Scholar] [CrossRef]
- Luthardt, R.G.; Holzhüter, M.S.; Rudolph, H.; Herold, V.; Walter, M.H. CAD/CAM-machining effects on Y-TZP zirconia. Dent. Mater. 2004, 20, 655–662. [Google Scholar] [CrossRef]
- Ito, Y.; Sugita, N.; Fujii, T.; Kizaki, T.; Mitsuishi, M. Precision Machining of Sintered Zirconia Ceramics by High-Speed Milling. Int. J. Autom. Technol. 2017, 11, 862–868. [Google Scholar] [CrossRef]
- Heintze, S.D.; Zimmerli, B. Relevance of in-vitro tests of adhesive and composite dental materials. A review in 3 parts. Part 2: Non-standardized tests of composite materials. Schweiz. Monatsschr. Zahnmed. 2011, 121, 916–930. [Google Scholar] [PubMed]
- Bai, Y.; Zhao, J.; Si, W.; Wang, X. Two-body wear performance of dental colored zirconia after different surface treatments. J. Prosthet. Dent. 2016, 116, 584–590. [Google Scholar] [CrossRef] [PubMed]
- Sein, H.; Ahmed, W.; Jackson, M.; Woodwards, R.; Polini, R. Performance and characterisation of CVD diamond coated, sintered diamond and WC–Co cutting tools for dental and micromachining applications. Thin Solid. Films 2004, 447–448, 455–461. [Google Scholar] [CrossRef]
- Gu, Y.; Xia, K.; Wu, D.; Mou, J.; Zheng, S. Technical Characteristics and Wear-Resistant Mechanism of Nano Coatings: A Review. Coatings 2020, 10, 233. [Google Scholar] [CrossRef]
- Wang, C.; Wang, X.; Sun, F. Tribological behavior and cutting performance of monolayer, bilayer and multilayer diamond coated milling tools in machining of zirconia ceramics. Surf. Coat. Technol. 2018, 353, 49–57. [Google Scholar] [CrossRef]
- Wang, H.; Yang, J.; Sun, F. Cutting performances of MCD, SMCD, NCD and MCD/NCD coated tools in high-speed milling of hot bending graphite molds. J. Mater. Process Technol. 2020, 276, 116401. [Google Scholar] [CrossRef]
- Pillai, S.; Upadhyay, A.; Khayambashi, P.; Farooq, I.; Sabri, H.; Tarar, M.; Lee, K.T.; Harb, I.; Zhou, S.; Wang, Y.; et al. Dental 3D-Printing: Transferring Art from the Laboratories to the Clinics. Polymers 2021, 13, 157. [Google Scholar] [CrossRef] [PubMed]
- Yan, G.; Wu, Y.; Cristea, D.; Lu, F.; Wang, Y.; Zhao, D.; Tierean, M.; Liu, L. Machining performance of hard-brittle materials by multi-layer micro-nano crystalline diamond coated tools. Results Phys. 2019, 13, 102303. [Google Scholar] [CrossRef]
- Hu, J.; Chou, Y.K.; Thompson, R.G.; Burgess, J.; Street, S. Characterizations of nano-crystalline diamond coating cutting tools. Surf. Coat. Technol. 2007, 202, 1113–1117. [Google Scholar] [CrossRef]
- Hu, J.; Chou, Y.K.; Thompson, R.G. Nanocrystalline diamond coating tools for machining high-strength Al alloys. Int. J. Refract. Met. Hard Mater. 2008, 26, 135–144. [Google Scholar] [CrossRef]
- Loh, Y.M.; Gao, R.; Cheung, C.F.; Chen, Y.; Li, X.; Li, X.; Tsoi, J.K.H.; Wang, C. A novel magnetic field assisted automatic batch polishing method for dental ceramic crowns. Ceram. Int. 2023, 49, 26540–26547. [Google Scholar] [CrossRef]
- Choël, L.; Grosgogeat, B.; Bourgeois, D.; Descotes, J. Occupational toxic risks in dental laboratory technicians. J. Environ. Med. 1999, 1, 307–314. [Google Scholar] [CrossRef]
- Jones, C.S.; Billington, R.W.; Pearson, G.J. The in vivo perception of roughness of restorations. Br. Dent. J. 2004, 196, 42–45. [Google Scholar] [CrossRef] [PubMed]
- Sheikhattar, M.; Attar, H.; Sharafi, S.; Carty, W.M. Influence of surface crystallinity on the surface roughness of different ceramic glazes. Mater. Charact. 2016, 118, 570–574. [Google Scholar] [CrossRef]
- Jungbauer, R.; Liebermann, A.; Hammer, C.M.; Edelhoff, D.; Proff, P.; Stawarczyk, B. Impact of polishing system on surface roughness of different ceramic surfaces after various pretreatments and bracket debonding. Clin. Oral. Investig. 2023, 27, 4389–4399. [Google Scholar] [CrossRef] [PubMed]
- Quadrini, F.; Tagliaferri, V.; Polini, R. Effect of Coating Roughness on Performance of Small CVD Diamond Coated Tools. Mach. Sci. Technol. 2008, 12, 390–404. [Google Scholar] [CrossRef]
- Ding, H.; Tsoi, J.K.-H.; Kan, C.-W.; Matinlinna, J.P. A simple solution to recycle and reuse dental CAD/CAM zirconia block from its waste residuals. J. Prosthodont. Res. 2021, 65, 311–320. [Google Scholar] [CrossRef] [PubMed]
- Ebeid, K.; Wille, S.; Hamdy, A.; Salah, T.; El-Etreby, A.; Kern, M. Effect of changes in sintering parameters on monolithic translucent zirconia. Dent. Mater. 2014, 30, e419–e424. [Google Scholar] [CrossRef]
- Lee, B.-C.; Jung, G.-Y.; Kim, D.-J.; Han, J.-S. Initial bacterial adhesion on resin, titanium and zirconia in vitro. J. Adv. Prosthodont. 2011, 3, 81–84. [Google Scholar] [CrossRef]
- Yang, Y.; Ding, H.; Han, A.; Bai, X.; Bijle, M.N.; Matinlinna, J.P.; Tsoi, J.K.-H. Porphyromonas gingivalis can degrade dental zirconia. Dent. Mater. 2023, 39, 1105–1112. [Google Scholar] [CrossRef]
- Sharman, A.; Dewes, R.C.; Aspinwall, D.K. Tool life when high speed ball nose end milling Inconel 718™. J. Mater. Process Technol. 2001, 118, 29–35. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Source | Type III Sum of Squares | df | Mean Square | Sig. (P) | Partial Eta Squared |
|---|---|---|---|---|---|
| Corrected Model | 1702.735 a | 11 | 154.794 | 0.000 | 0.936 |
| Intercept | 4908.753 | 1 | 4908.753 | 0.000 | 0.977 |
| Sintering Status (A) | 1606.500 | 1 | 1606.500 | 0.000 | 0.933 |
| Milling Bit Coating Status (B) | 12.417 | 1 | 12.417 | 0.014 | 0.096 |
| Spindle Speed (C) | 14.819 | 2 | 7.409 | 0.027 | 0.113 |
| A × B | 13.090 | 1 | 13.090 | 0.012 | 0.101 |
| A × C | 8.172 | 2 | 4.086 | 0.130 | 0.066 |
| B × C | 28.647 | 2 | 14.323 | 0.001 | 0.198 |
| A × B × C | 19.090 | 2 | 9.545 | 0.010 | 0.141 |
| Error | 116.282 | 60 | 1.938 | ||
| Total | 6727.770 | 72 | |||
| Corrected Total | 1819.017 | 71 |
| Elements | Uncoated (Atomic %) | ND-Coated (Atomic %) | ||||
|---|---|---|---|---|---|---|
| Low Speed | Mid Speed | High Speed | Low Speed | Mid Speed | High Speed | |
| C | 11.012 | 10.099 | 12.124 | 11.369 | 12.804 | 11.315 |
| O | 35.040 | 35.721 | 35.442 | 32.900 | 34.585 | 36.392 |
| Al | 3.140 | 3.247 | 3.019 | 3.193 | 3.098 | 3.054 |
| Y | 4.575 | 4.756 | 4.707 | 4.454 | 4.505 | 4.411 |
| Zr | 41.039 | 41.772 | 39.597 | 43.163 | 40.367 | 40.133 |
| Hf | 5.195 | 4.404 | 5.111 | 4.922 | 4.641 | 4.695 |
| Elements | Noncoated (Atomic %) | Coated (Atomic %) | ||
|---|---|---|---|---|
| Before Milling | After Milling | Before Milling | After Milling | |
| C | 39.104 | 20.354 | 96.005 | 87.301 |
| O | 5.519 | 10.243 | 2.380 | 6.734 |
| Al | 3.535 | 17.800 | 0.272 | 0.386 |
| Cr | 5.451 | 3.643 | 0.213 | 0.348 |
| Co | 8.690 | 9.410 | 0.160 | 0.308 |
| Se | 5.909 | 4.895 | 0.220 | 0.298 |
| Sr | 12.648 | 5.365 | 0.034 | 0.162 |
| Y | 0.376 | 1.004 | 0.129 | 0.386 |
| Zr | 3.326 | 9.802 | 0.351 | 3.533 |
| Hf | 4.763 | 5.849 | 0.197 | 0.520 |
| W | 10.678 | 11.635 | 0.040 | 0.026 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ding, H.; Pan, Z.; Loh, Y.M.; Wang, C.; Tsoi, J.K.H. Effects of Nano-Diamond-Coated Milling Bits on Cutting Dental Zirconia. Coatings 2024, 14, 473. https://doi.org/10.3390/coatings14040473
Ding H, Pan Z, Loh YM, Wang C, Tsoi JKH. Effects of Nano-Diamond-Coated Milling Bits on Cutting Dental Zirconia. Coatings. 2024; 14(4):473. https://doi.org/10.3390/coatings14040473
Chicago/Turabian StyleDing, Hao, Zeqian Pan, Yee Man Loh, Chunjin Wang, and James Kit Hon Tsoi. 2024. "Effects of Nano-Diamond-Coated Milling Bits on Cutting Dental Zirconia" Coatings 14, no. 4: 473. https://doi.org/10.3390/coatings14040473
APA StyleDing, H., Pan, Z., Loh, Y. M., Wang, C., & Tsoi, J. K. H. (2024). Effects of Nano-Diamond-Coated Milling Bits on Cutting Dental Zirconia. Coatings, 14(4), 473. https://doi.org/10.3390/coatings14040473