
Study on Microstructure, Mechanical Properties, Tribological Properties and Service Performance of CrAlN and CrAlBN Coatings Deposited on Powder Metallurgy High-Speed Steel (PM-HSS) and Shaper Cutter by Arc Ion Plating Technique

Abstract
1. Introduction
2. Experimental Procedures
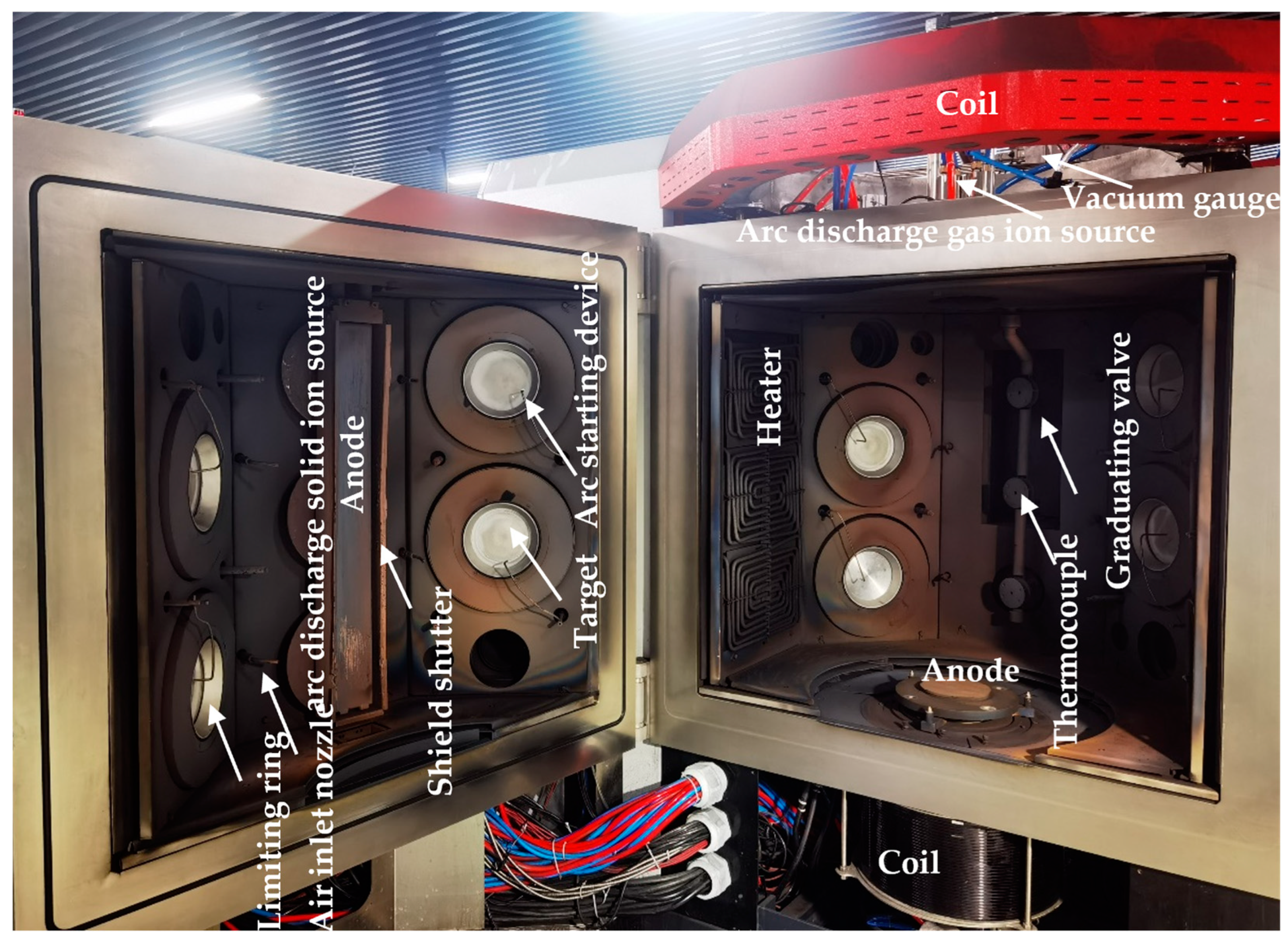
2.1. Coating Deposition
2.2. Characterization
3. Results and Discussion
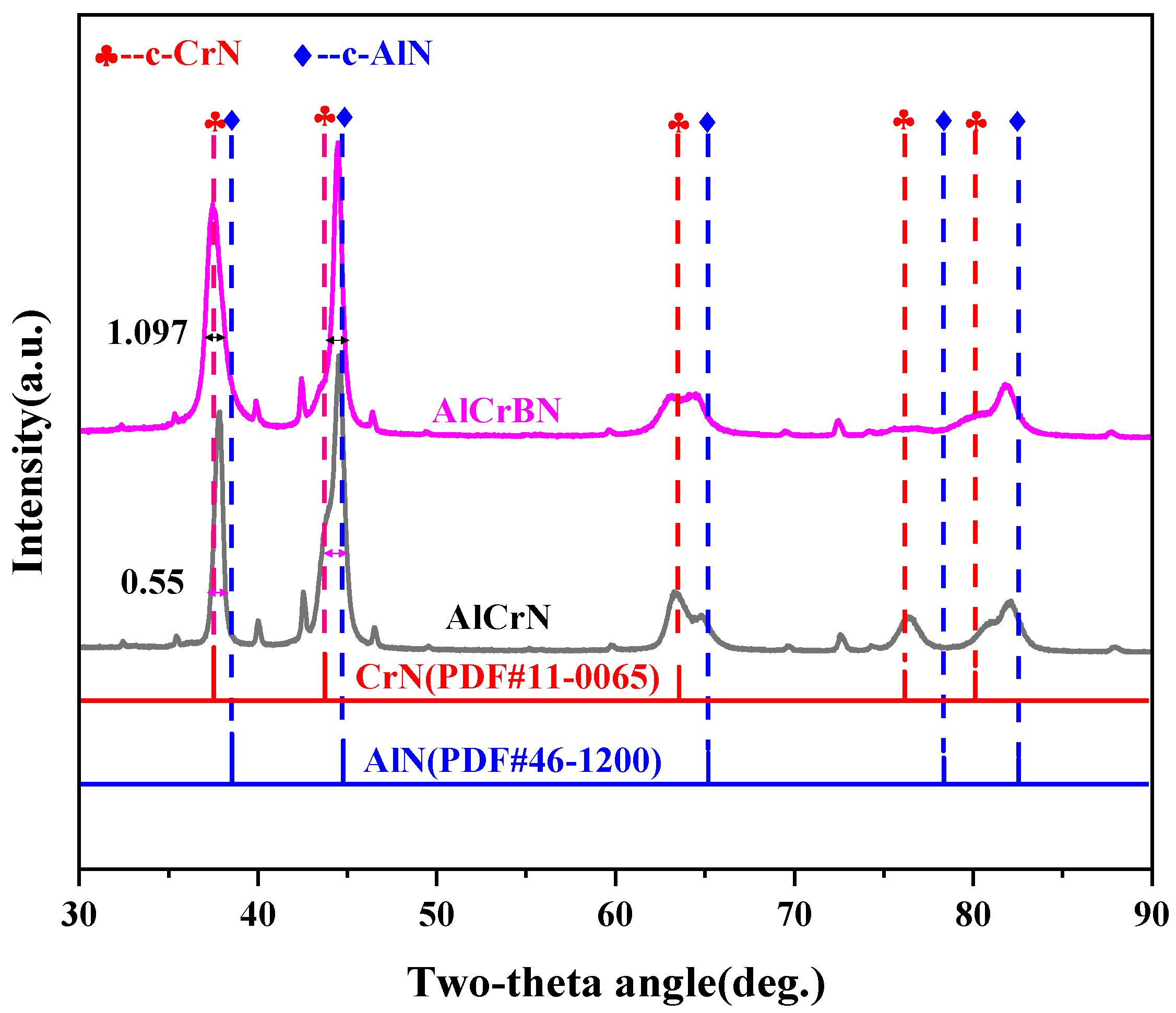
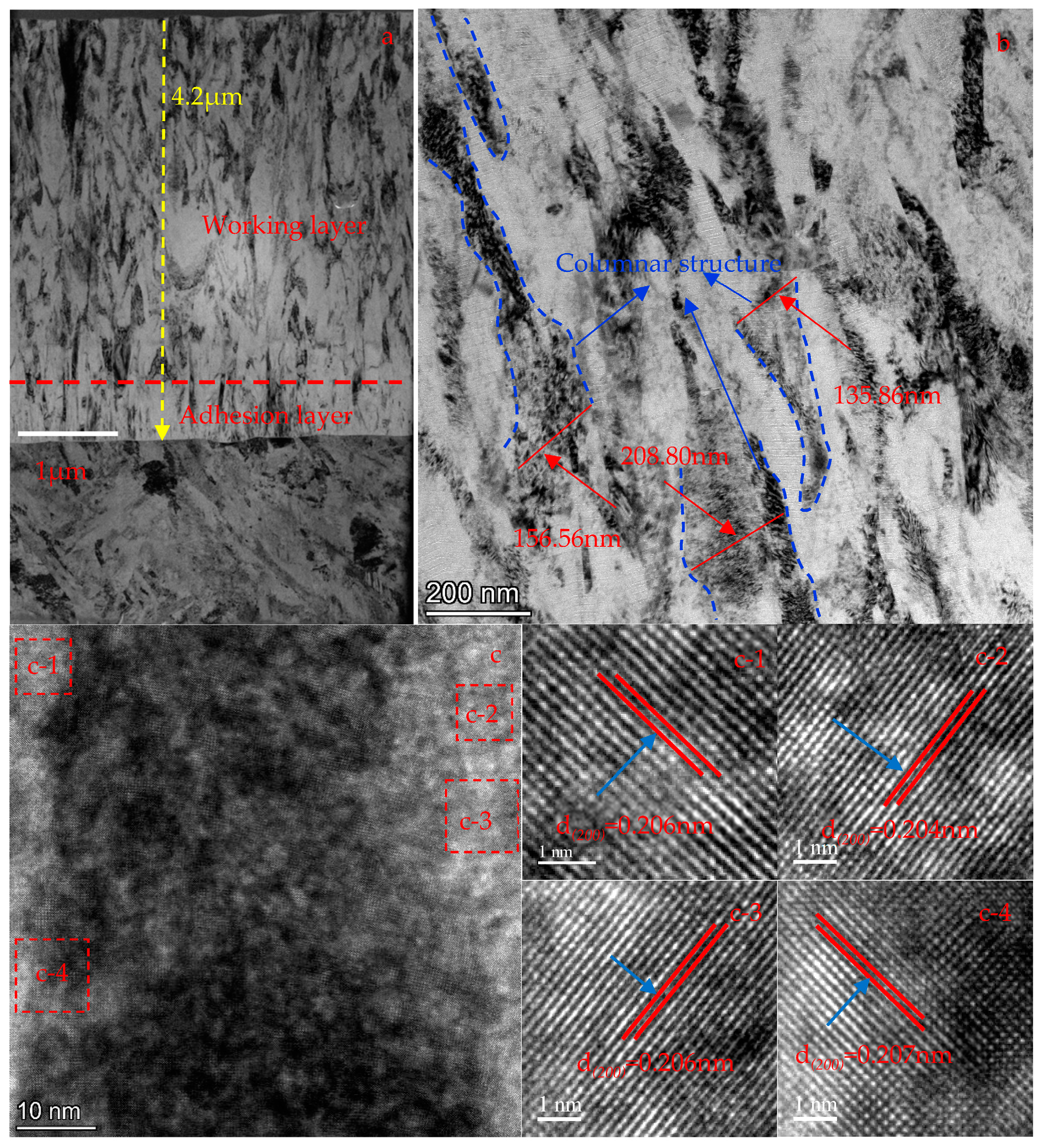
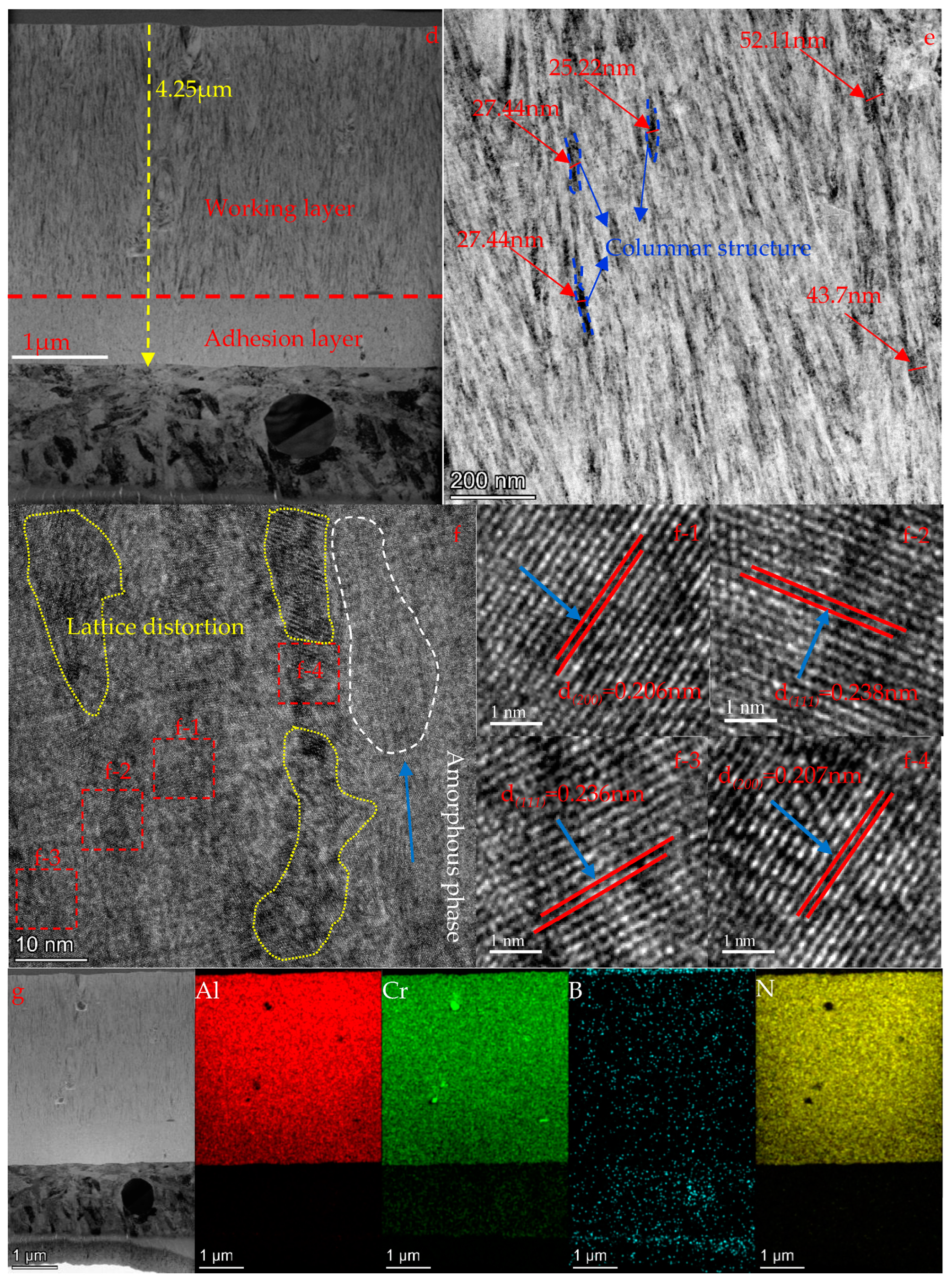
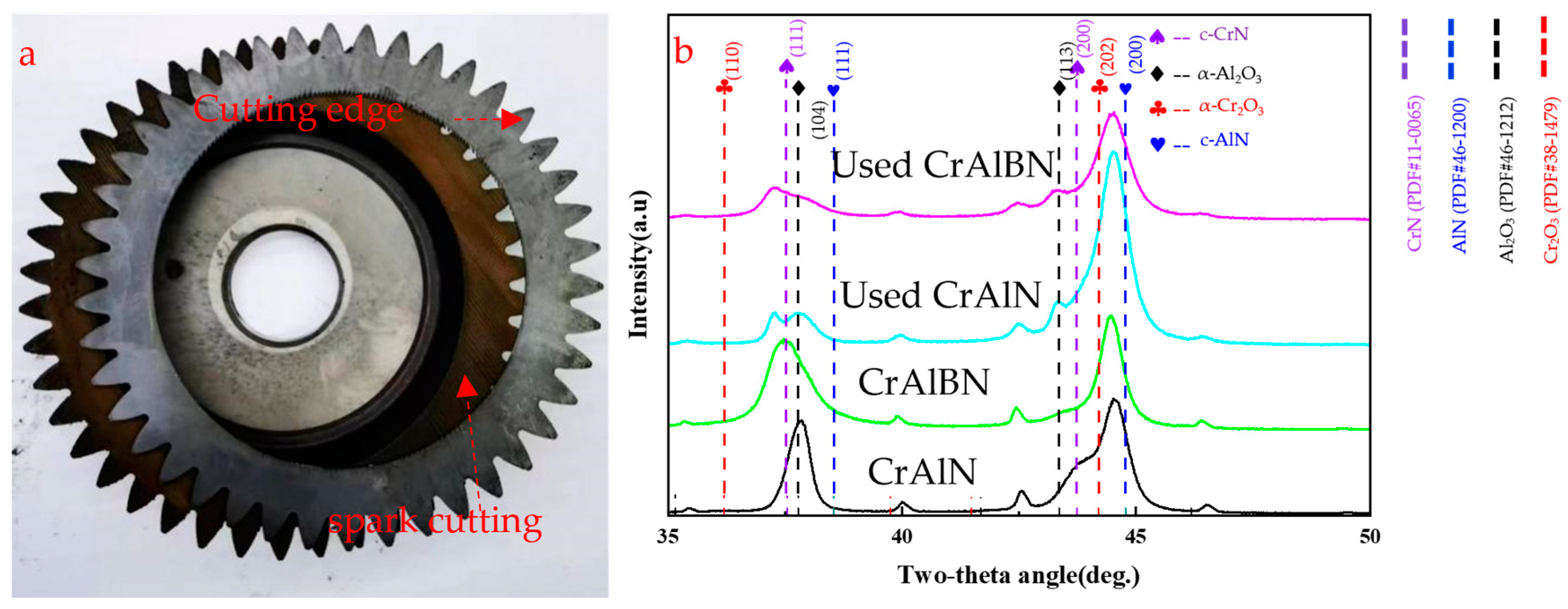
3.1. Composition, Structure and Morphology
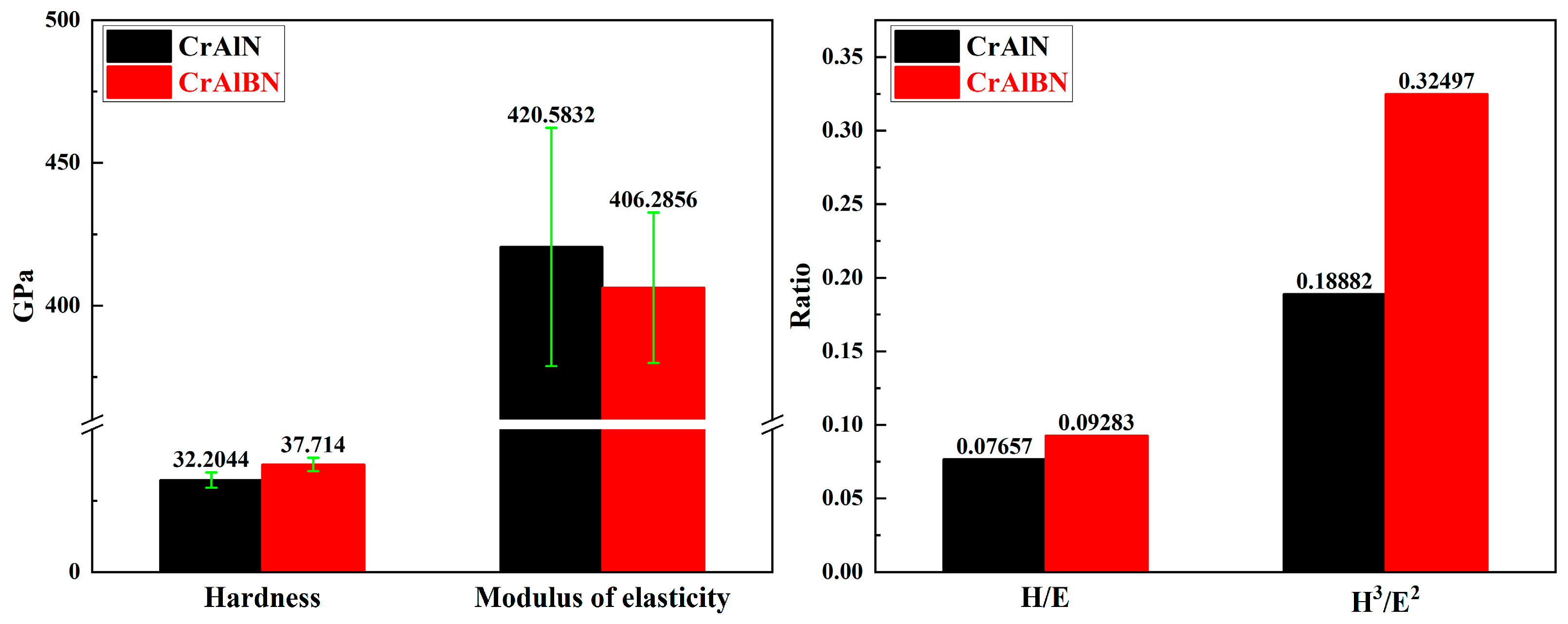
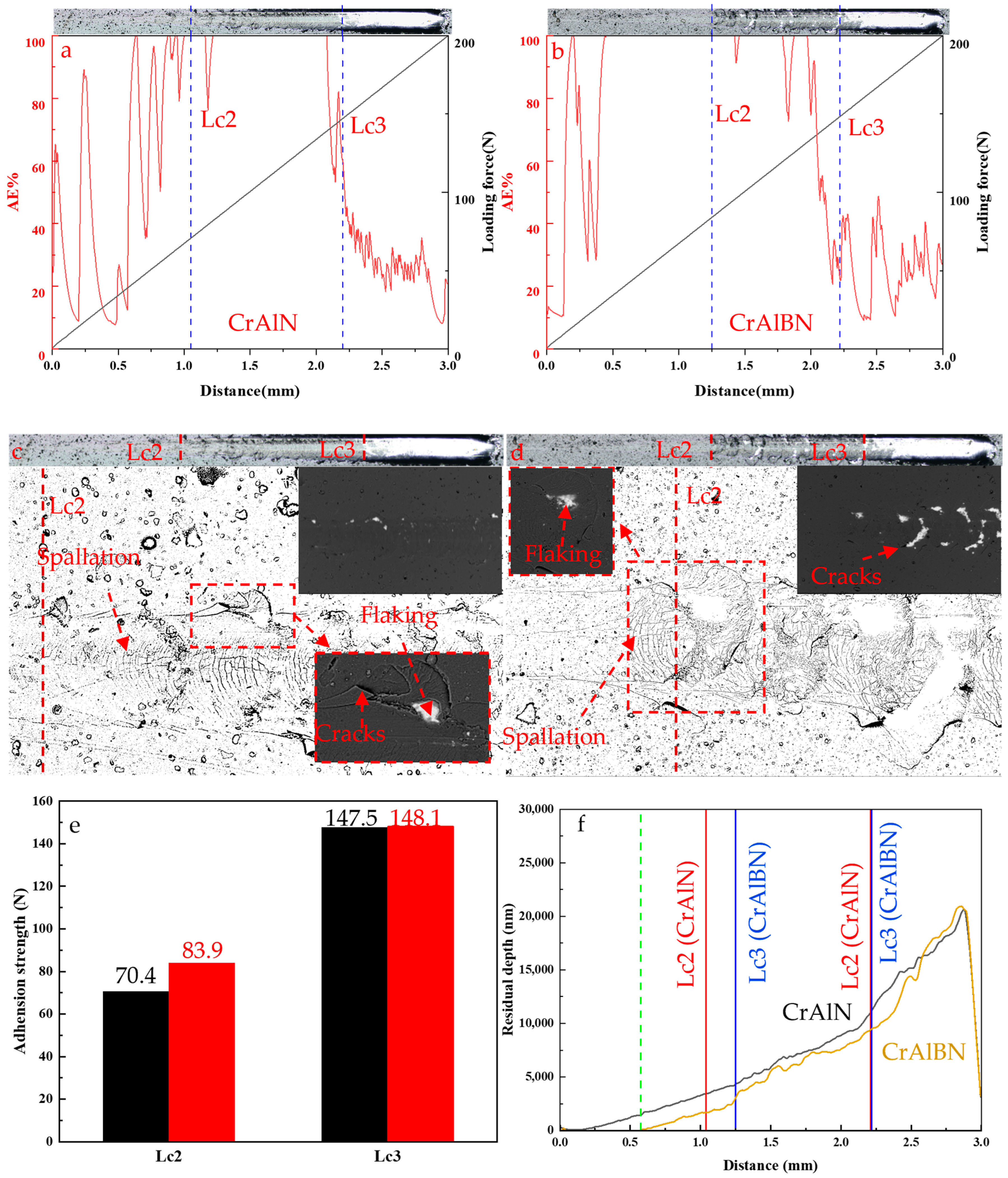
3.2. Mechanical Property
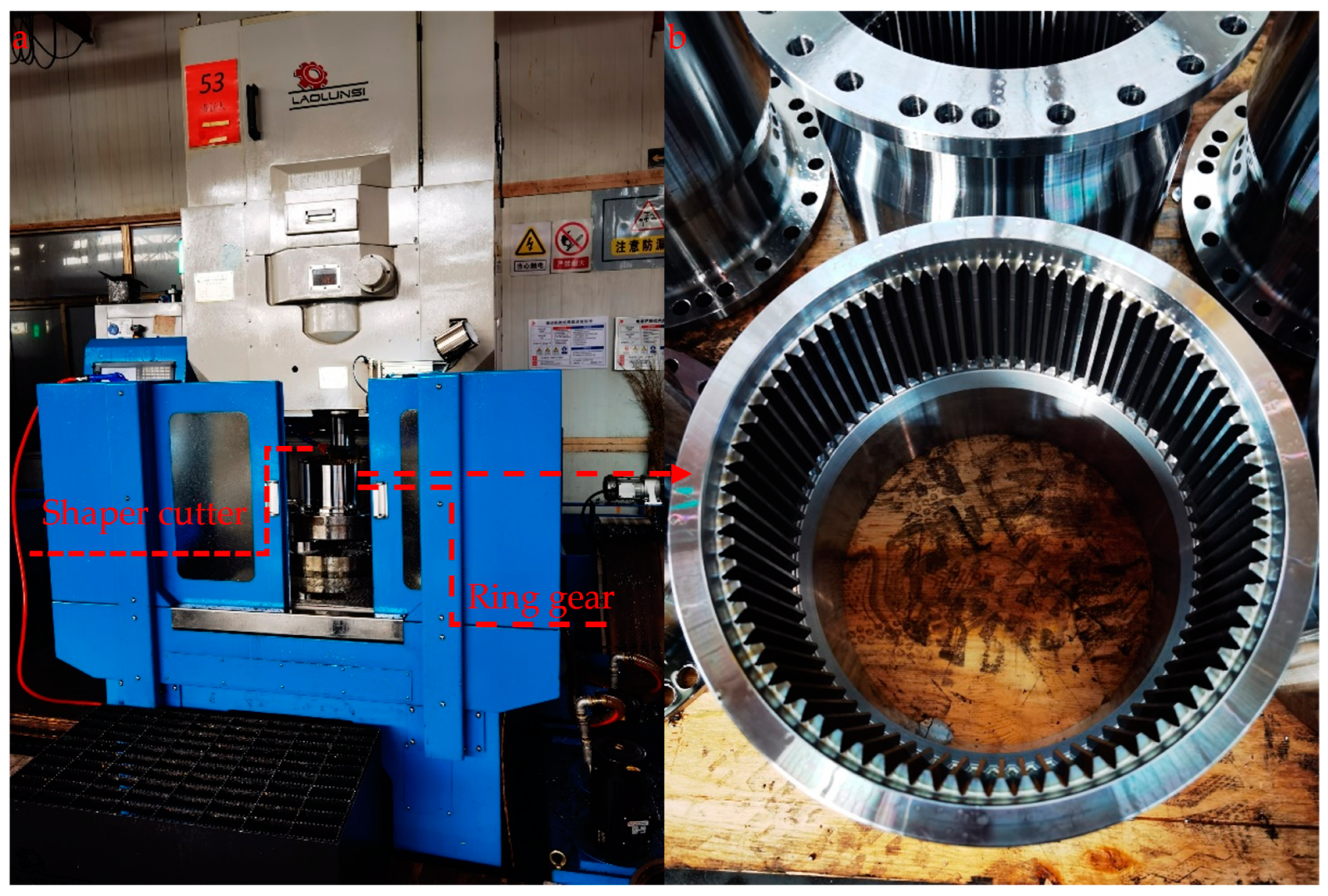
3.3. Cutting Performance
4. Conclusions
- The addition of B element refines the grain of CrAlBN, improves the distribution uniformity of columnar structure, and causes lattice distortion of the coating, which improves the hardness, elastic deformation resistance and plastic deformation resistance of CrAlBN coating, and significantly improves the wear resistance.
- The performance test of shaper cutter shows that CrAlBN coating significantly improves the edge wear resistance of the coating.
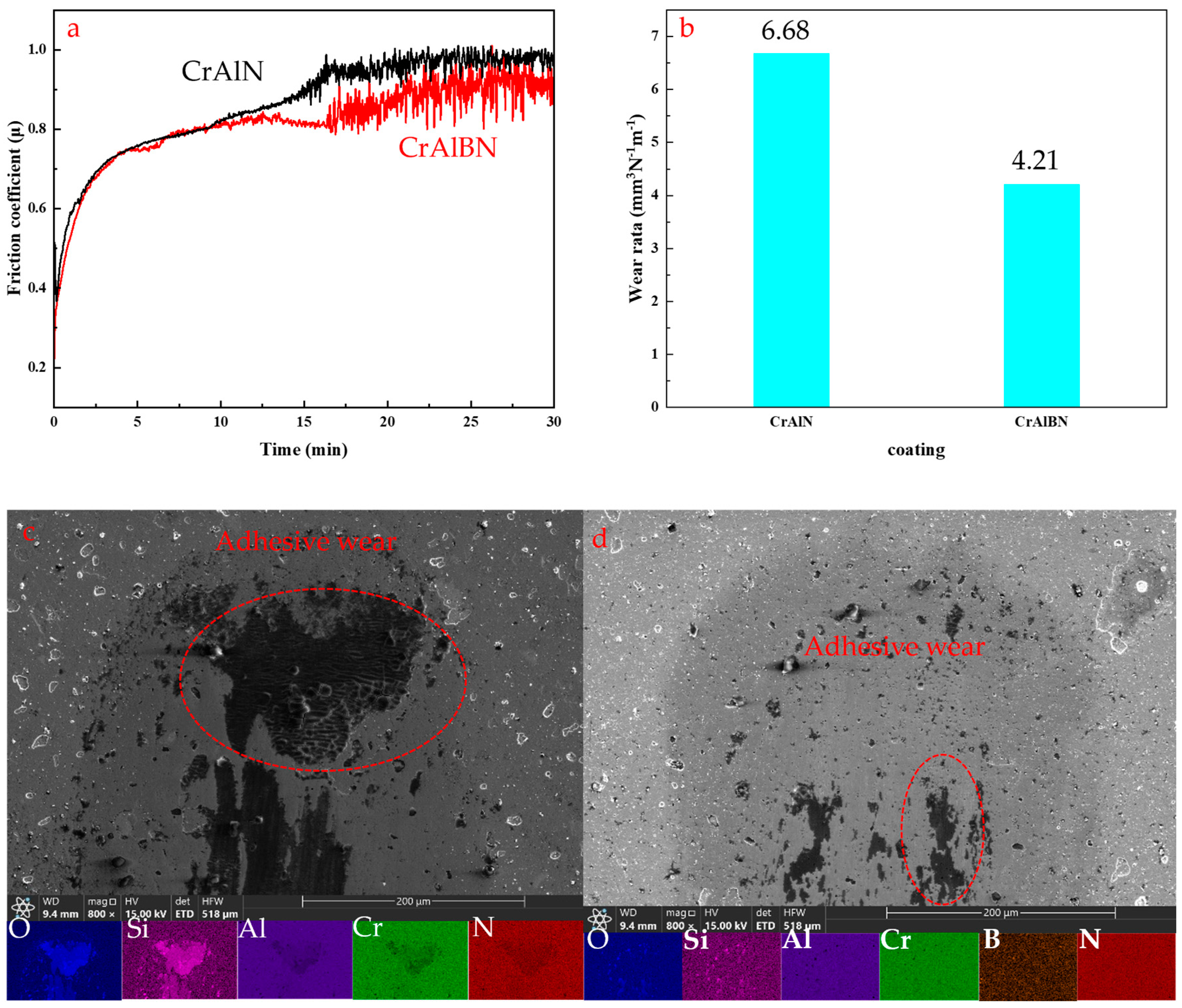
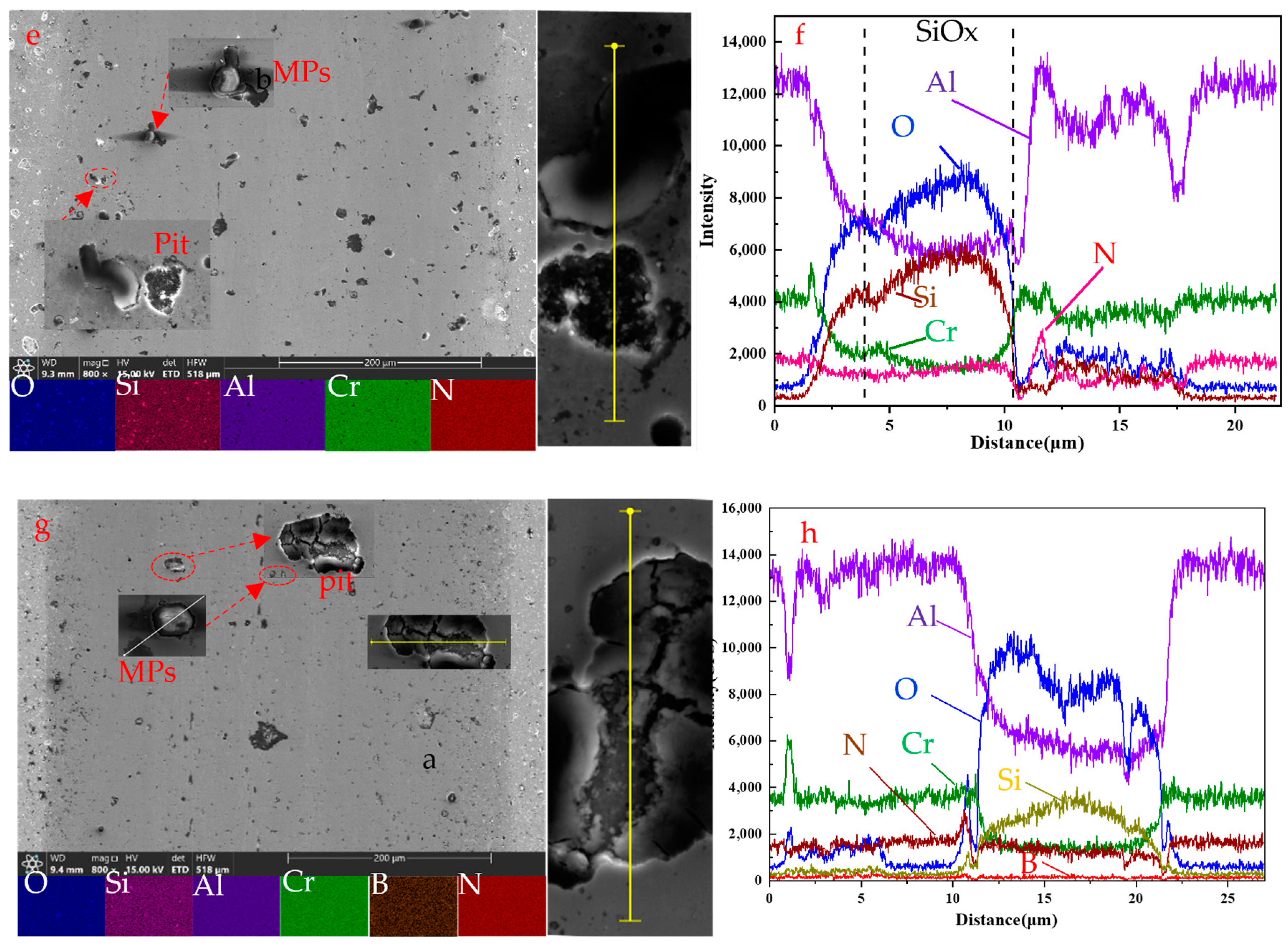
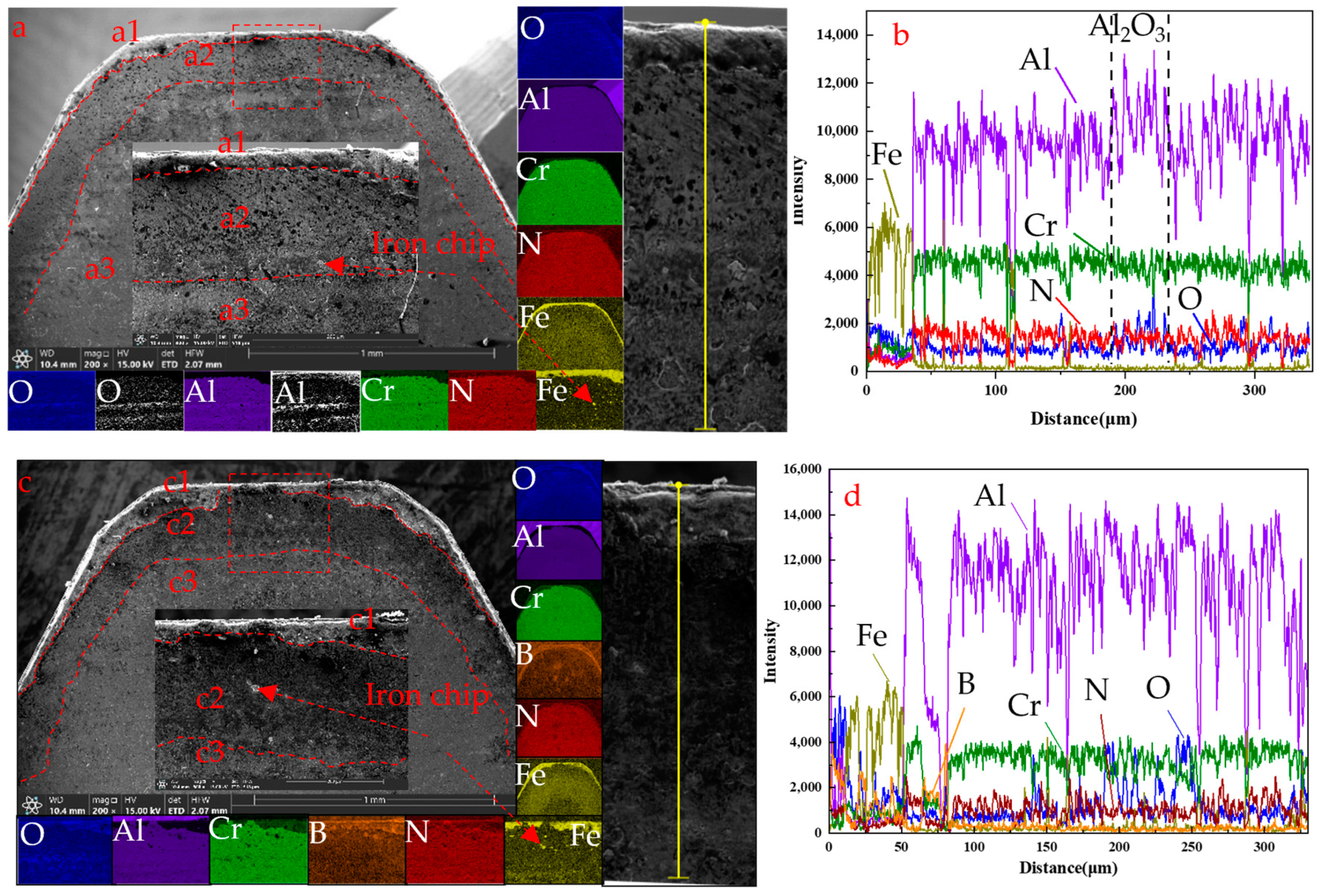
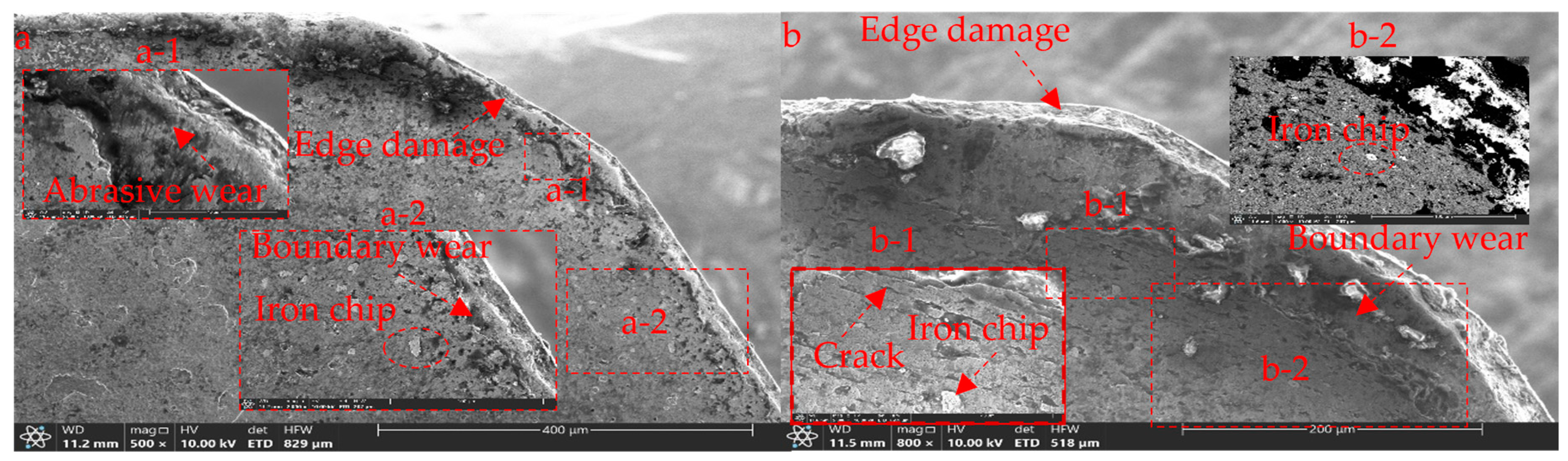
- The wear mechanism of the coating changes significantly after adding B, and the comprehensive wear performance of the CrAlBN coating is better than that of the CrAlN coating. The study found that, in practical applications, edge damage is the main form of failure of coated shaper cutter. The CrAlN coating is mainly characterized by abrasive wear and diffusion wear, accompanied by oxidation wear. The CrAlBN coating is mainly fatigue wear, accompanied by a small amount of diffusion.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- McNames, J. Fourier Series Analysis of Epicyclic Gearbox Vibration. J. Vib. Acoust. 2002, 124, 150–153. [Google Scholar] [CrossRef]
- Marco, C.; Antonella, C. Analysis of hybrid vehicle transmissions with any number of modes and planetary gearing: Kinematics, power flows, mechanical power losses. Mech. Mach. Theory 2021, 162, 104350. [Google Scholar] [CrossRef]
- Svahn, M. A parametric analysis of the surface roughness of teeth shaped by a pinion shaper cutter and guidelines for choosing process parameters. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2019, 233, 7368–7377. [Google Scholar] [CrossRef]
- Kim, J.-D.; Kim, D.-S. Development of software for the design of a pinion cutter. J. Mater. Process. Technol. 1997, 68, 76–82. [Google Scholar] [CrossRef]
- Hidehiro, Y.; Shao, M.; Akira, I. Design and Manufacture of Pinion Cutters for Finishing Gears with an Arbitrary Profile. Trans. Jpn. Soc. Mech. Eng. Ser. C 1992, 35, 247–252. [Google Scholar] [CrossRef]
- Lai, H.-Y.; Wu, D.-S. An Enhanced DFM Model for Shaper Cutters. Int. J. Adv. Manuf. Technol. 2002, 19, 482–491. [Google Scholar] [CrossRef]
- Chang, S.-L.; Tsay, C.B. Computerized tooth profile generation and undercut analysis of noncircular gears manufactured with shaper cutters. J. Mech. Des. 1998, 120, 92–99. [Google Scholar] [CrossRef]
- Chen, C.-F.; Tsay, C.-B. Tooth profile design for the manufacture of helical gear sets with small numbers of teeth. Int. J. Mach. Tools Manuf. 2005, 45, 1531–1541. [Google Scholar] [CrossRef]
- Tsay, C.-B.; Liu, W.-Y.; Chen, Y.-C. Spur gear generation by shaper cutters. J. Mater. Process. Technol. 2000, 104, 271–279. [Google Scholar] [CrossRef][Green Version]
- Bair, B.-W. Computerized tooth profile generation of elliptical gears manufactured by shaper cutters. J. Mater. Process. Technol. 2002, 122, 139–147. [Google Scholar] [CrossRef]
- Bouzakis, K.-D.; König, W.; Vossen, K. Use of powder metallurgical high-speed steel in gear hobbing and gear shaping. CIRP Ann.-Manuf. Technol. 1982, 31, 25–29. [Google Scholar] [CrossRef]
- Edward, H. The Wafer shaper cutter. Gear Technol. 1989, 26–28. Available online: https://www.geartechnology.com/articles/20959-the-wafer-shaper-cutter (accessed on 27 February 2024).
- Fritz, K.; Claus, K. Reducing production costs in cylindrical gear hobbing and shaping. Gear Technol. 2000, 17, 26–31. [Google Scholar]
- Kim, J.-S.; Kang, M.-C.; Ryu, B.-J.; Ji, Y.-K. Development of an on-line tool-life monitoring system using acoustic emission signals in gear shaping. Int. J. Mach. Tools Manuf. 1999, 39, 1761–1777. [Google Scholar] [CrossRef]
- Kühn, F.; Hendricks, S.; Troß, N.; Brimmers, J.; Bergs, T. Experimental analysis on the influence of the tool micro geometry on the wear behavior in gear hobbing. Int. J. Adv. Manuf. Technol. 2023, 126, 1279–1292. [Google Scholar] [CrossRef]
- Zhang, J.-J.; Liu, Z.-Q.; Du, J. Prediction of cutting temperature distributions on rake face of coated cutting tools. Int. J. Adv. Manuf. Technol. 2017, 91, 49–57. [Google Scholar] [CrossRef]
- Cho, I.-S.; Amanov, A.; Kim, J.-D. The effects of AlCrN coating, surface modification and their combination on the tribological properties of high-speed steel under dry conditions. Tribol. Int. 2015, 81, 61–72. [Google Scholar] [CrossRef]
- Dos Santos, J.A.B.O.; Sales, W.-F.; Santos, S.-C.; Machado, A.R.; da Silva, M.B.; Bonney, J.; Ezugwu, E.O. Tribological evaluation of TiN and TiAlN coated PM-HSS gear cutter when machining 19MnCr5 steel. Int. J. Adv. Manuf. Technol. 2007, 31, 629–637. [Google Scholar] [CrossRef]
- Kuzin, V.; Gurin, V.; Shein, A.; Kochetkova, A.; Mikhailova, M. The influence of duplex vacuum-plasma treatment on the mechanics of complex-profile cutting tool wearing in the production of aircraft engine parts (Article). Mech. Ind. 2018, 19, 704. [Google Scholar] [CrossRef]
- Mo, J.-L.; Zhu, M.-H.; Leyland, A.; Matthews, A. Impact wear and abrasion resistance of CrN, AlCrN and AlTiN PVD coatings. Surf. Coat. Technol. 2013, 215, 170–177. [Google Scholar] [CrossRef]
- Biava, G.; Siqueira, I.B.d.A.F.; Vaz, R.F.; de Souza, G.B.; Jambo, H.C.M.; Szogyenyi, A.; Pukasiewicz, A.G. Evaluation of high temperature corrosion resistance of CrN, AlCrN, and TiAlN arc evaporation PVD coatings deposited on Waspaloy. Surf. Coat. Technol. 2022, 438, 128398. [Google Scholar] [CrossRef]
- Mayrhofer, P.-H.; Willmann, H.; Reiter, A.-E. Structure and phase evolution of Cr-Al-N coatings during annealing. Surf. Coat. Technol. 2008, 202, 4935–4938. [Google Scholar] [CrossRef]
- Yang, S.; Cooke, K.-E.; Li, X.; McIntosh, F.; Teer, D.-G. CrN-based wear resistant hard coatings for machining and forming tools. J. Phys. D Appl. Phys. 2009, 42, 104001–104008. [Google Scholar] [CrossRef]
- Ren, X.-R.; Zhu, H.; Liu, M.-X.; Yang, J.-G.; Chen, H. Comparison of Microstructure and Tribological Behaviors of CrAlN and CrN Film Deposited by DC Magnetron Sputtering. Rare Met. Mater. Eng. 2018, 47, 1100–1106. [Google Scholar] [CrossRef]
- Shan, L.; Wang, Y.-X.; Zhang, Y.-R.; Miao, Q.; Xue, Q.J. Tribological performances of CrAlN coating coupled with different ceramics in seawater. Surf. Topogr. Metrol. Prop. 2017, 5, 034002. [Google Scholar] [CrossRef]
- Wang, L.-L.; Nie, X. Effect of Annealing Temperature on Tribological Properties and Material Transfer Phenomena of CrN and CrAlN Coatings. J. Mater. Eng. Perform. 2014, 23, 560–571. [Google Scholar] [CrossRef]
- Kawate, M.; Kimura, A.; Suzuki, T. Microhardness and Lattice Parameter of Cr1−xAlxN Films. J. Vac. Sci. Technol. A Vac. Surf. Film. 2002, 20, 569–571. [Google Scholar] [CrossRef]
- He, L.-Q.; Chen, L.; Xu, Y.-X.; Du, Y. Thermal stability and oxidation resistance of Cr1−xAlxN coatings with single phase cubic structure. J. Vac. Sci. Technol. Part A-Vac. Surf. Film. 2015, 33, 061513. [Google Scholar] [CrossRef]
- Lin, J.; Mishra, B.; Moore, J.-J.; Sproul, W.-D. A study of the oxidation behavior of CrN and CrAlN thin films in air using DSC and TGA analyses. Surf. Coat. Technol. 2008, 202, 3272–3283. [Google Scholar] [CrossRef]
- Reiter, A.-E.; Mitterer, C.; Sartory, B. Oxidation of arc-evaporated Al1−xCrxN coatings. J. Vac. Sci. Technol. A Vac. Surf. Film. 2007, 25, 711–720. [Google Scholar] [CrossRef]
- Willmann, H.; Mayrhofer, P.H.; Persson, P.O.; Reiter, A.E.; Hultman, L.; Mitterer, C. Thermal stability of Al-Cr-N hard coatings. Scr. Mater. 2006, 54, 1847–1851. [Google Scholar] [CrossRef]
- Nguyen, T.-D.; Kim, S.-K.; Lee, D.-B. Oxidation of nano-multilayered CrAlBN thin films between 600 and 1000 °C in air. J. Nanosci. Nanotechnol. 2010, 205, S373–S378. [Google Scholar] [CrossRef]
- Chang, C.L.; Huang, C.S.; Jao, J.Y. Microstructural, mechanical and wear properties of Cr–Al–B–N coatings deposited by DC reactive magnetron co-sputtering. Surf. Coat. Technol. 2011, 205, 2730–2737. [Google Scholar] [CrossRef]
- Tritremmel, C.; Daniel, R.; Lechthaler, M.; Polcik, P.; Mitterer, C. Microstructure and mechanical properties of nanocrystalline Al–Cr–B–N thin films. Surf. Coat. Technol. 2012, 213, 1–7. [Google Scholar] [CrossRef]
- Nose, M.; Chiou, W.-A.; Kawabata, T.; Hatano, Y.; Matsuda, K. Self-hardening effect of CrAlN/BN nanocomposite films deposited by direct current and radio frequency reactive cosputtering. Thin Solid Film. 2012, 523, 6–10. [Google Scholar] [CrossRef]
- Nose, M.; Kawabata, T.; Watanuki, T.; Ueda, S.; Fujii, K.; Matsuda, K.; Ikeno, S. Mechanical properties and oxidation resistance of CrAlN/BN nanocomposite coatings prepared by reactive dc and rf cosputtering. Surf. Coat. Technol. 2011, 205, S33–S37. [Google Scholar] [CrossRef]
- Kim, S.-K.; Le, V.-V. Deposition of nanolayered CrN/AlBN thin films by cathodic arc deposition: Influence of cathode arc current and bias voltage on the mechanical properties. Surf. Coat. Technol. 2010, 204, 3941–3946. [Google Scholar] [CrossRef]
- Le, V.-V.; Nguyen, T.-T.; Kim, S.-K. The influence of nitrogen pressure and substrate temperature on the structure and mechanical properties of CrAlBN thin films. Thin Solid Film. 2013, 548, 377–384. [Google Scholar] [CrossRef]
- Hu, C.; Chen, L.; Moraes, V. Structure, mechanical properties, thermal stability and oxidation resistance of arc evaporated CrAlBN coatings. Surf. Coat. Technol. 2021, 417, 127191. [Google Scholar] [CrossRef]
- Chen, W.-L.; Hu, T.; Hong, Y.; Zhang, D.-D.; Meng, X.-N. Comparison of microstructures, mechanical and tribological properties of arc-deposited AlCrN, AlCrBN and CrBN coatings on Ti-6Al-4V alloy. Surf. Coat. Technol. 2020, 404, 126429. [Google Scholar] [CrossRef]
- Cai, F.; Wang, J.-M.; Zhou, Q.; Xue, H.-P.; Zheng, J.; Wang, Q.-M.; Kim, K.-H. Microstructure evolution and high-temperature tribological behavior of AlCrBN coatings with various B contents. Surf. Coat. Technol. 2022, 430, 127994. [Google Scholar] [CrossRef]
- Okumiya, M.; Griepentrog, M. Mechanical properties and tribological behavior of TiN-CrAlN and CrN-CrAlN multilayer coatings. Surf. Coat. Technol. 1999, 112, 123–128. [Google Scholar] [CrossRef]
- Sharma, P.; Ponte, F.; Lima, M.-J.; Figueiredo, N.-M.; Ferreira, J.; Carvalho, S. Plasma etching of polycarbonate surfaces for improved adhesion of Cr coatings. Appl. Surf. Sci. 2023, 637, 157903. [Google Scholar] [CrossRef]
- Polcar, T.; Cavaleiro, A. High temperature properties of CrAlN, CrAlSiN and AlCrSiN coatings—Structure and oxidation. Mater. Chem. Phys. 2011, 129, 195–201. [Google Scholar] [CrossRef]
- Paksunchai, C.; Chantharangsi, C. CrAlN film hardness uniformity affected by nitrogen content. AIP Conf. Proc. 2020, 2279, 120006. [Google Scholar] [CrossRef]
- Williamson, G.-K.; Smallman, R.-E., III. Dislocation densities in some annealed and cold-worked metals from measurements on the X-ray debye-scherrer spectrum. Philos. Mag. 1956, 1, 34–46. [Google Scholar] [CrossRef]
- Khalid, H.-H.; Sarab, S.-J. Study the Lattice Distortion and Particle Size of One Phase of MnO by Using Fourier Analysis of X-ray Diffraction Lines. Adv. Phys. Theor. Appl. 2017, 65, 6–22. [Google Scholar]
- Mayrhofer, P.-H.; Willmann, H.; Hultman, L.; Mitterer, C. Influence of different atmospheres on the thermal decomposition of Al-Cr-N coatings. J. Phys. D Appl. Phys. 2008, 41, 155316. [Google Scholar] [CrossRef]
- Nieh, T.-G.; Wadsworth, J. Hall-petch relation in nanocrystalline solids. Scr. Metall. Mater. 1991, 25, 955–958. [Google Scholar] [CrossRef]
- Kim, H.-S.; Bush, M.-B. The effects of grain size and porosity on the elastic modulus of nanocrystalline materials. Nanostruct. Mater. 1999, 11, 361–367. [Google Scholar] [CrossRef]
- Leyland, A.; Matthews, A. On the significance of the H/E ratio in wear control: A nanocomposite coating approach to optimised tribological behaviour. Wear 2000, 246, 1–11. [Google Scholar] [CrossRef]
- Shtansky, D.-V.; Kiryukhantsev-Korneev, P.-V.; Bashkova, I.-A.; Sheveiko, A.-N.; Levashov, E.-A. Multicomponent nanostructured films for various tribological applications. Int. J. Refract. Met. Hard Mater. 2010, 28, 32–39. [Google Scholar] [CrossRef]
- Dong, M.-P.; Zhu, Y.-B.; Li, J.-L. Effect of amorphous phases induced by friction on wear resistance for TaN/ZrN coatings in thermal oxygen environment. Mater. Charact. 2023, 198, 112745. [Google Scholar] [CrossRef]
- Stewart, V.-A.; Brown, R.-H. The Interrelationship of Shear and Friction Processes in Machining Under Regenerative Chatter Conditions. In Proceedings of the Thirteenth International Machine Tool Design and Research Conference, Birmingham, UK, 18–22 September 1972; pp. 13–18. [Google Scholar] [CrossRef]
- Postolnyi, B.; Beresnev, V.-M.; Abadias, G.; Bondar, O.-V.; Rebouta, L.-M.-F.; Araújo, J.-P.; Pogrebnjak, A.-D. Multilayer design of CrN/MoN protective coatings for enhanced hardness and toughness. J. Alloys Compd. 2017, 725, 1188–1198. [Google Scholar] [CrossRef]
- Musil, J.; Jirout, M. Toughness of hard nanostructured ceramic thin films. Surf. Coat. Technol. 2008, 201, 5148–5152. [Google Scholar] [CrossRef]
- Bull, S.-J. Failure modes in scratch adhesion testing. Tribol. Int. 1997, 50, 25–32. [Google Scholar] [CrossRef]
- Liu, H.; Yang, F.-C.; Tsai, Y.-J.; Wang, X.-J.; Li, W.; Chang, C.-L. Effect of modulation structure on the microstructural and mechanical properties of TiAlSiN/CrN thin films prepared by high power impulse magnetron sputtering. Surf. Coat. Technol. 2019, 358, 577–585. [Google Scholar] [CrossRef]
- Cao, F.-Y.; Munroe, P.; Zhou, Z.-F.; Xie, Z.H. Mechanically robust TiAlSiN coatings prepared by pulsed-DC magnetron sputtering system: Scratch response and tribological performance. Thin Solid Film 2018, 645, 222–230. [Google Scholar] [CrossRef]
- Akhter, R.; Zhou, Z.-F.Z.; Xie, H.; Munroe, P. Enhancing the adhesion strength and wear resistance of nanostructured NiCrN coatings. Appl. Surf. Sci. 2021, 541, 148533. [Google Scholar] [CrossRef]
- Bobzin, K.; Brögelmann, T.; Maier, H.-J.; Heidenblut, T.; Kahra, C.; Carlet, M. Influence of residual stresses in hard tool coatings on the cutting performance. J. Manuf. Process. 2021, 69, 340–350. [Google Scholar] [CrossRef]
- Soroka, O.-B. Evaluation of residual stresses in PVD-coatings. Part 1. Review. Strength Mater. 2010, 42, 287–296. [Google Scholar] [CrossRef]
- Yazıcı, M.; Çomaklı, O.; Yetim, T.; Yetim, A.-F.; Çelik, A. Effect of sol aging time on the wear properties of TiO2–SiO2 composite films prepared by a sol–gel method. Tribol. Int. 2016, 104, 175–182. [Google Scholar] [CrossRef]
- Chang, C.-L.; Chen, W.-C.; Tsai, P.-C.; Ho, W.-Y.; Wang, D.-Y. Characteristics and performance of TiSiN/TiAlN multilayers coating synthesized by cathodic arc plasma evaporation. Surf. Coat. Technol. 2007, 202, 987–992. [Google Scholar] [CrossRef]
- Zhang, H.-D.; Mei, F.-S.; Yu, Y.; Lin, X.L.; Gao, J.-X. Improvement on the mechanical, tribological properties and cutting performance of AlTiN-based coatings by compositional and structural design. Surf. Coat. Technol. 2021, 422, 127503. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Cr | Mo | V | W | Co | Fe | Other |
|---|---|---|---|---|---|---|---|---|
| wt% | 1.64 | 4.80 | 2.00 | 4.80 | 10.40 | 8.00 | 67.46 | 0.9 |
| Procedure | Bias Voltage/V | Ar/sccm | H2/sccm | Current/A | Temperature/°C | Deposition Time/min |
|---|---|---|---|---|---|---|
| Ti | ||||||
| 1 | 50 | 100 | 0 | 80 | 480 | 15 |
| 2 | 140 | 100 | 100 | 80 | 480 | 15 |
| 3 | 140 | 100 | 0 | 100 | 480 | 30 |
| 4 | 150 | 100 | 0 | 100 | 480 | 150 |
| Procedure | Bias Voltage/V | N2 Partial Pressure/Pa | Current/A | Temperature/°C | Deposition Time/min | |
|---|---|---|---|---|---|---|
| Al0.7Cr0.3 | Al0.63Cr0.27B0.1 | |||||
| CrAlN (1) | 40 | 3.5 | 130 | 480 | 30 | |
| CrAlN (2) | 150 | 3.5 | 130 | 480 | 150 | |
| CrAlBN (1) | 40 | 3.5 | 130 | 480 | 30 | |
| CrAlBN (2) | 150 | 3.5 | 130 | 480 | 150 | |
| No | Coating | 2θ (Degree) | FWHM (β)° | D (nm) | Dislocation Density δ (×10−4 nm−2) | Micro-Strain ε (×10−3) |
|---|---|---|---|---|---|---|
| 1 | CrAlN | 37.8° | 0.5504 | 15.08 | 4.391 | 7.012 |
| 2 | CrAlBN | 37.5° | 1.0971 | 7.51 | 17.467 | 14.072 |
| Procedure | Modulus(M) | Stroke (mm) | Number of Strokes (str/min) | Circumferential Feed (mm/str) | Radial Feed (mm/str) |
|---|---|---|---|---|---|
| 1 | 3 | 100 | 90 | 0.3 | 0.02 |
| 2 | 3 | 100 | 100 | 0.4 | 0.02 |
| 3 | 3 | 100 | 110 | 0.5 | 0.02 |
| Coating | Number of Gears Processed (pieces) |
|---|---|
| CrAlN | 30 |
| CrAlBN | 44 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, X.-L.; Lin, Z.; Zhao, H.-J.; Sun, F. Study on Microstructure, Mechanical Properties, Tribological Properties and Service Performance of CrAlN and CrAlBN Coatings Deposited on Powder Metallurgy High-Speed Steel (PM-HSS) and Shaper Cutter by Arc Ion Plating Technique. Coatings 2024, 14, 486. https://doi.org/10.3390/coatings14040486
Liu X-L, Lin Z, Zhao H-J, Sun F. Study on Microstructure, Mechanical Properties, Tribological Properties and Service Performance of CrAlN and CrAlBN Coatings Deposited on Powder Metallurgy High-Speed Steel (PM-HSS) and Shaper Cutter by Arc Ion Plating Technique. Coatings. 2024; 14(4):486. https://doi.org/10.3390/coatings14040486
Chicago/Turabian StyleLiu, Xing-Long, Zeng Lin, Hong-Jing Zhao, and Fei Sun. 2024. "Study on Microstructure, Mechanical Properties, Tribological Properties and Service Performance of CrAlN and CrAlBN Coatings Deposited on Powder Metallurgy High-Speed Steel (PM-HSS) and Shaper Cutter by Arc Ion Plating Technique" Coatings 14, no. 4: 486. https://doi.org/10.3390/coatings14040486
APA StyleLiu, X.-L., Lin, Z., Zhao, H.-J., & Sun, F. (2024). Study on Microstructure, Mechanical Properties, Tribological Properties and Service Performance of CrAlN and CrAlBN Coatings Deposited on Powder Metallurgy High-Speed Steel (PM-HSS) and Shaper Cutter by Arc Ion Plating Technique. Coatings, 14(4), 486. https://doi.org/10.3390/coatings14040486