
Analysis of Surface Characteristics of Titanium Alloy Milling with Ball-End Milling Cutters Based on Mesoscopic Geometric Features
Abstract
:1. Introduction
2. Theoretical Modeling of Geometric Features for Milling Titanium Alloy Outlet Burrs by Ball-End Milling Cutters
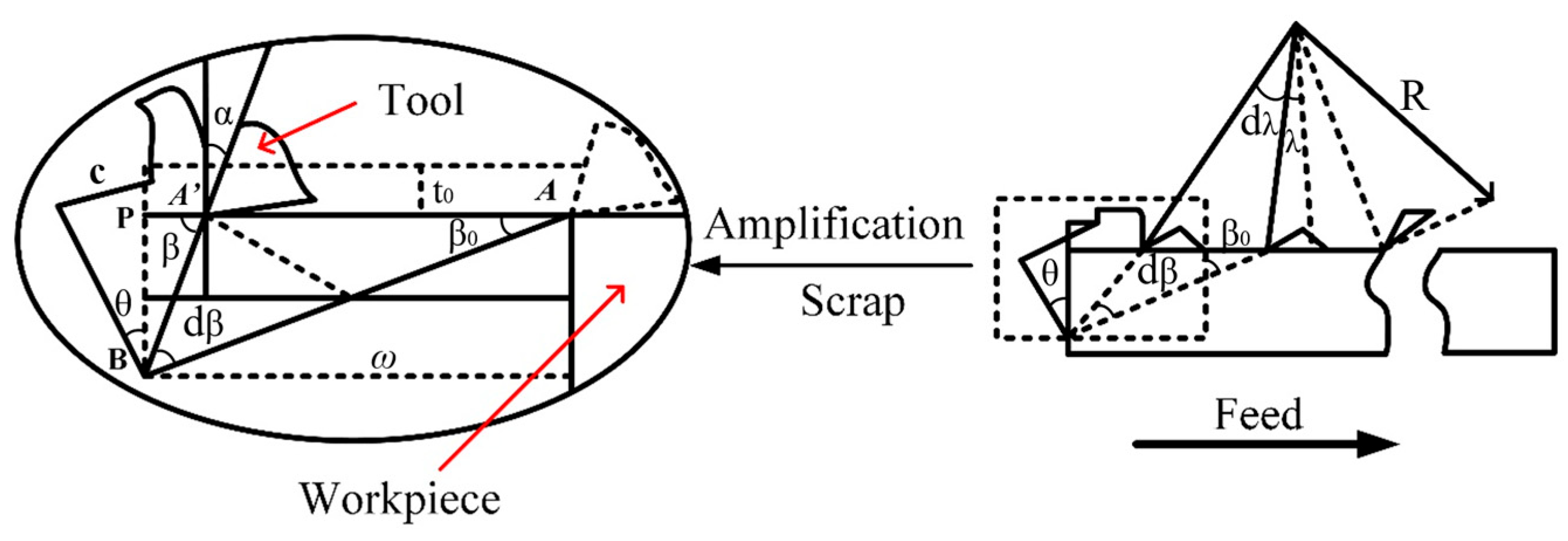
2.1. Milling Burr Size Model Establishment
2.2. Dimensional Model of Burrs at the Outlet of Titanium Alloy Milling with Blunt Circular Edge Ball-End Milling Cutter
3. Study on the Influence of Tool Mesoscopic Characteristics on the Surface Burr of Titanium Alloy
3.1. Materials and Methods Test Conditions and Data Collection
- (1)
- Test materials
- (2)
- Orthogonal test design of tool micro-texture
- (3)
- Single-Factor test design of tool edge
- (4)
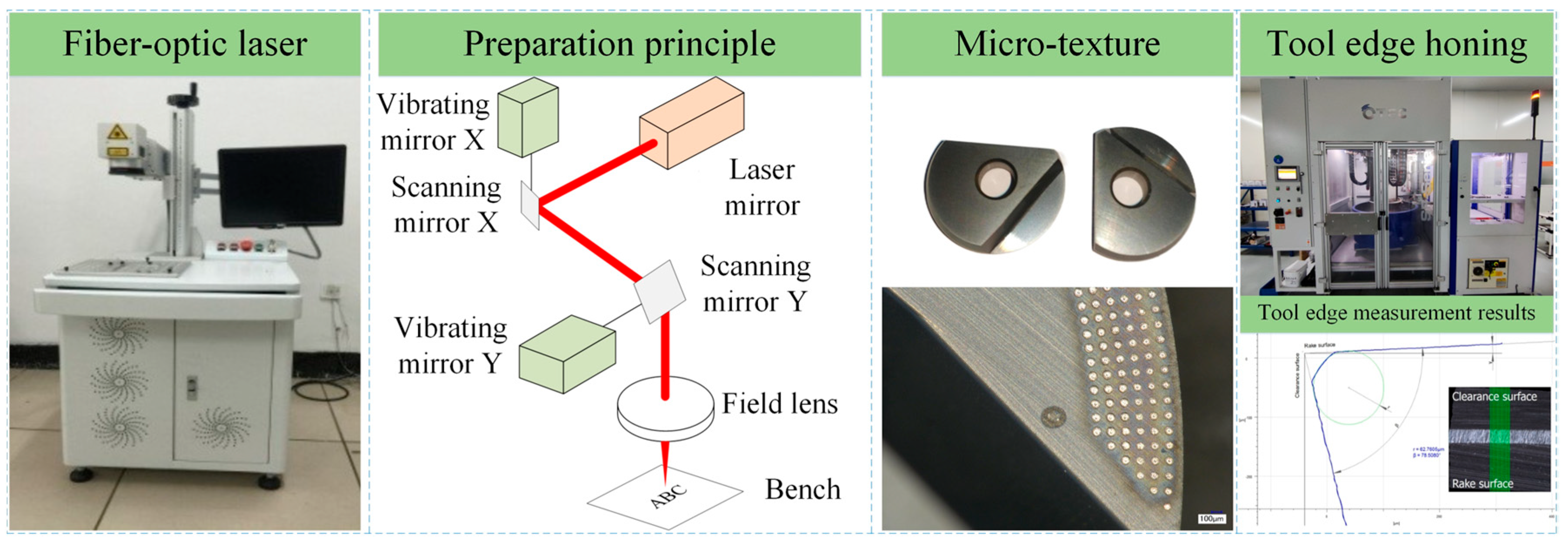
- Texture and blade preparation
- (5)
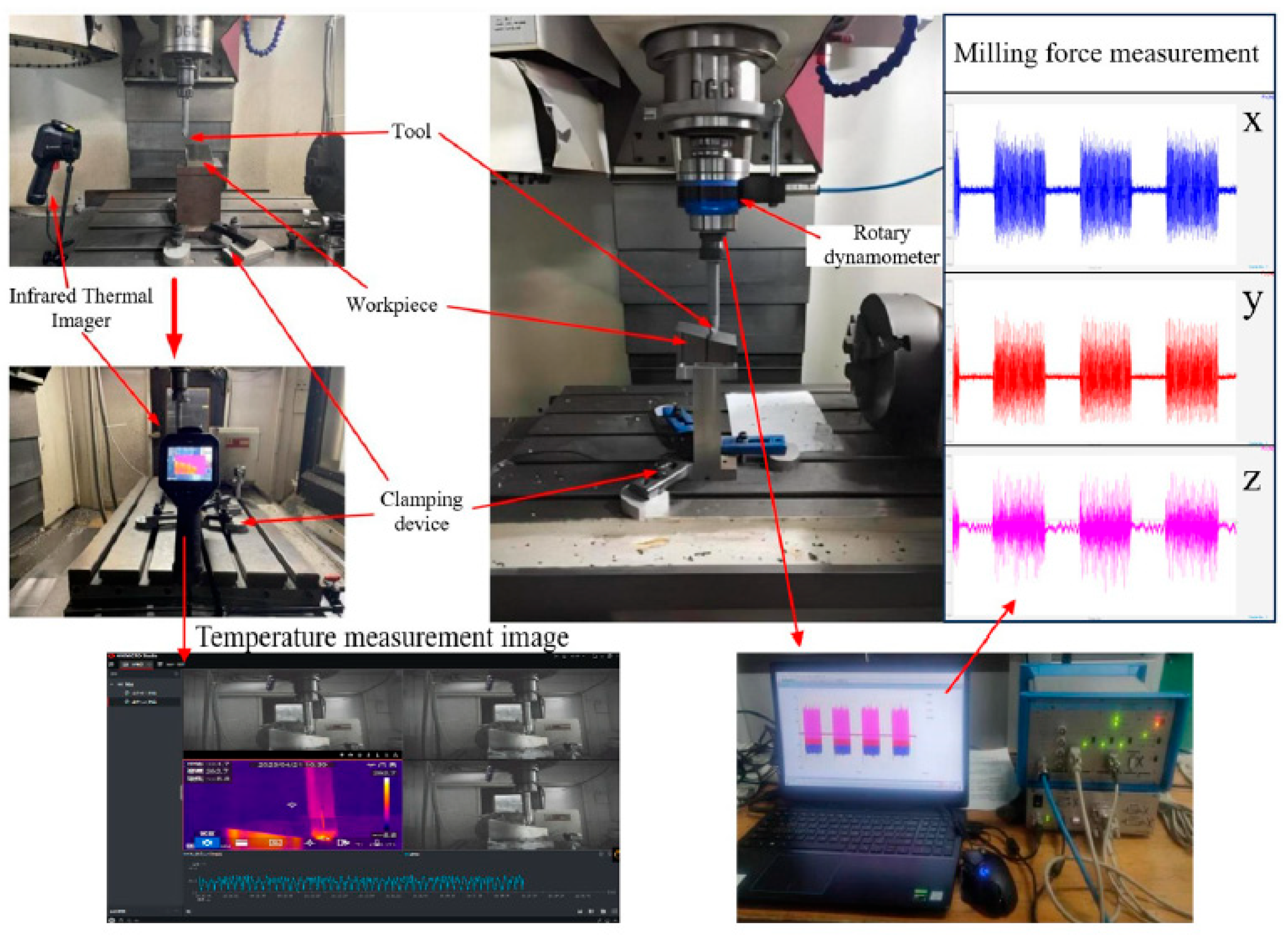
- Construction of the test platform
3.2. Research on the Influence of Tool Micro-Texture Parameters on the Surface Burr Characteristics of Titanium Alloy Workpieces
3.3. Research on the Influence of Blunt Round Edge of Cutting Tools on the Surface Burr Characteristics of Titanium Alloy Workpieces
4. Study on the Influence of the Interaction between Mesoscopic Geometric Features and Cutting Parameters on the Surface Burr of Titanium Alloy
4.1. Interactive Test Design
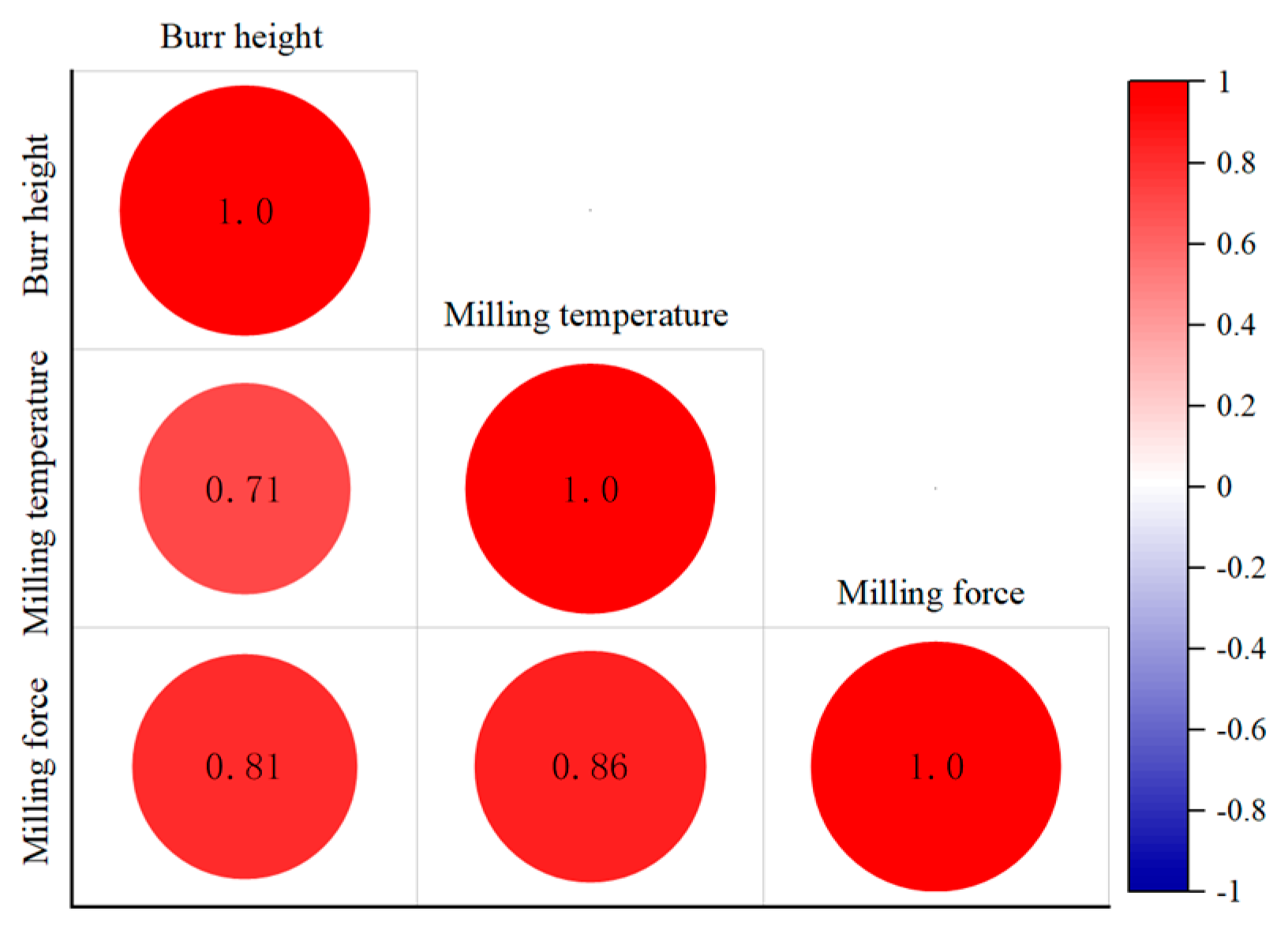
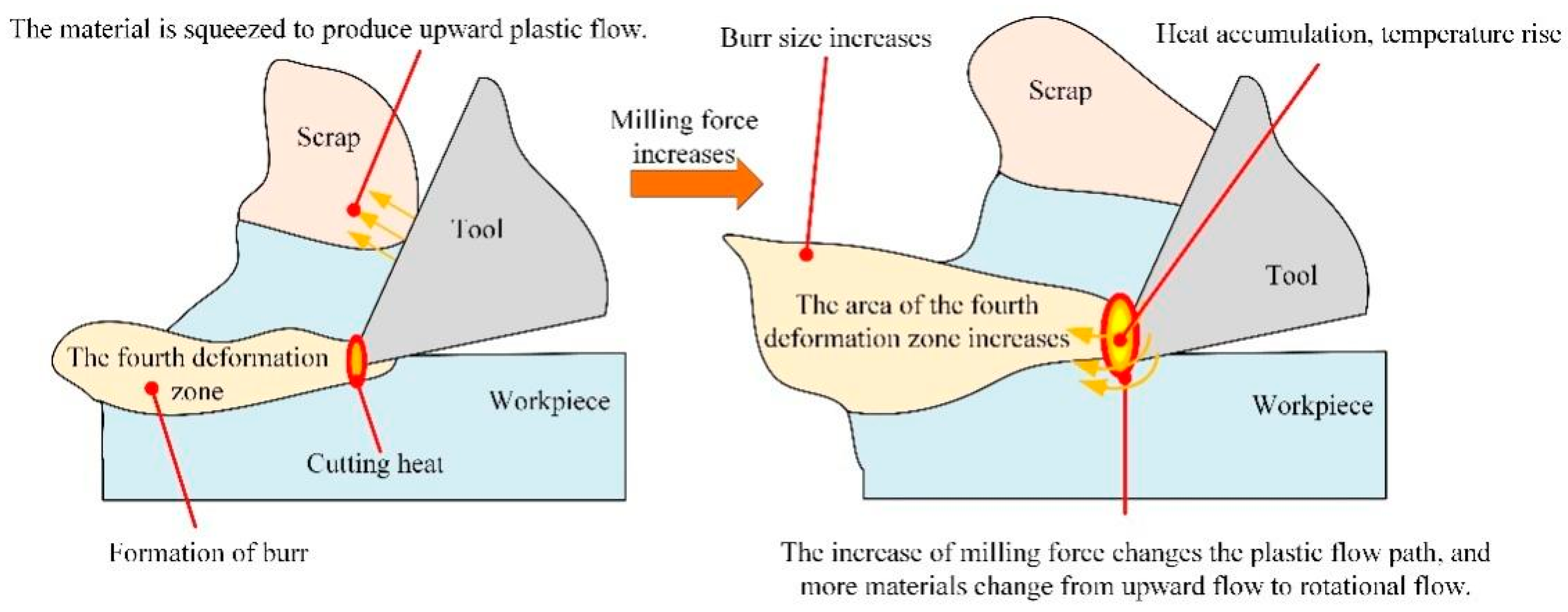
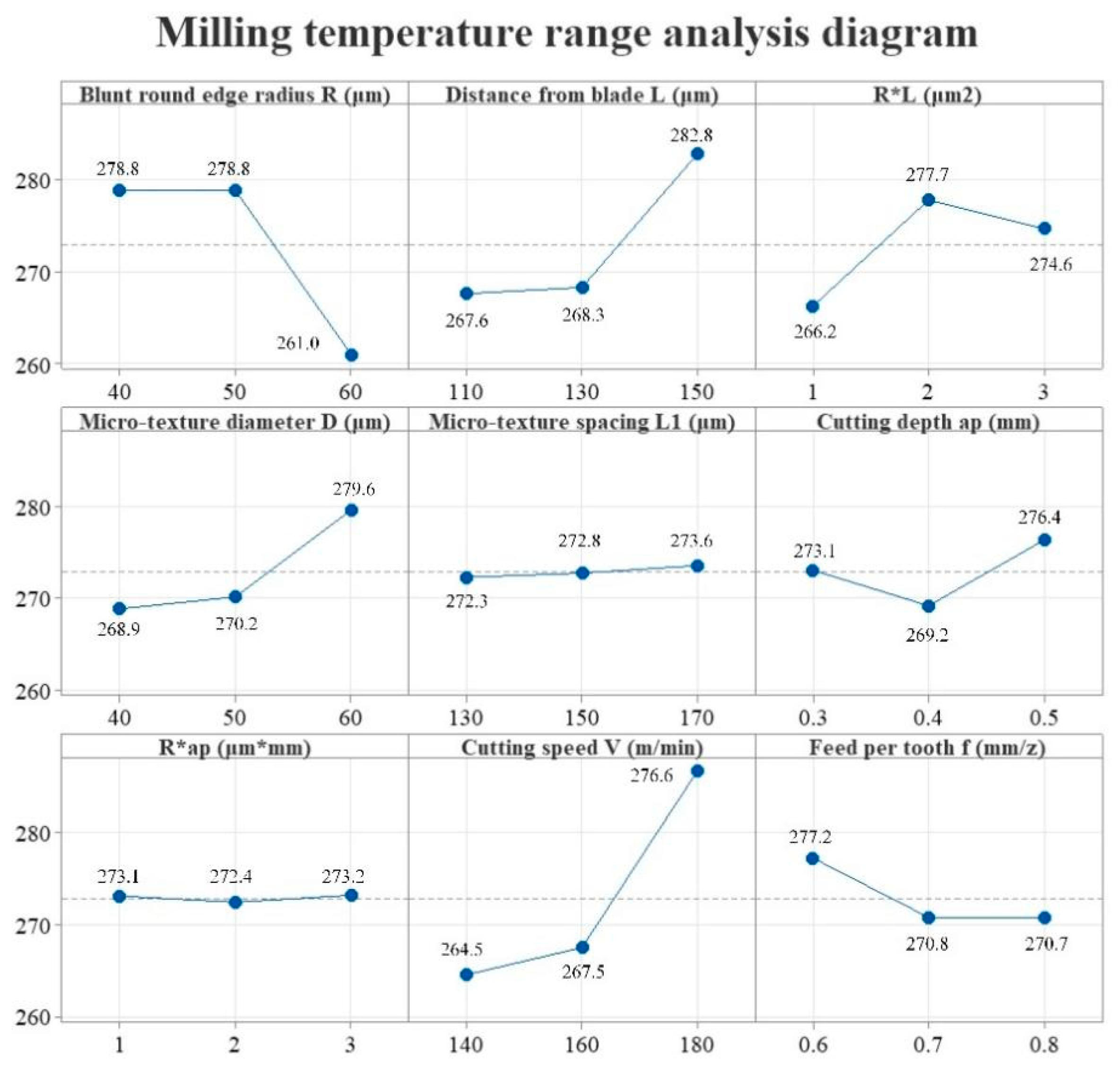
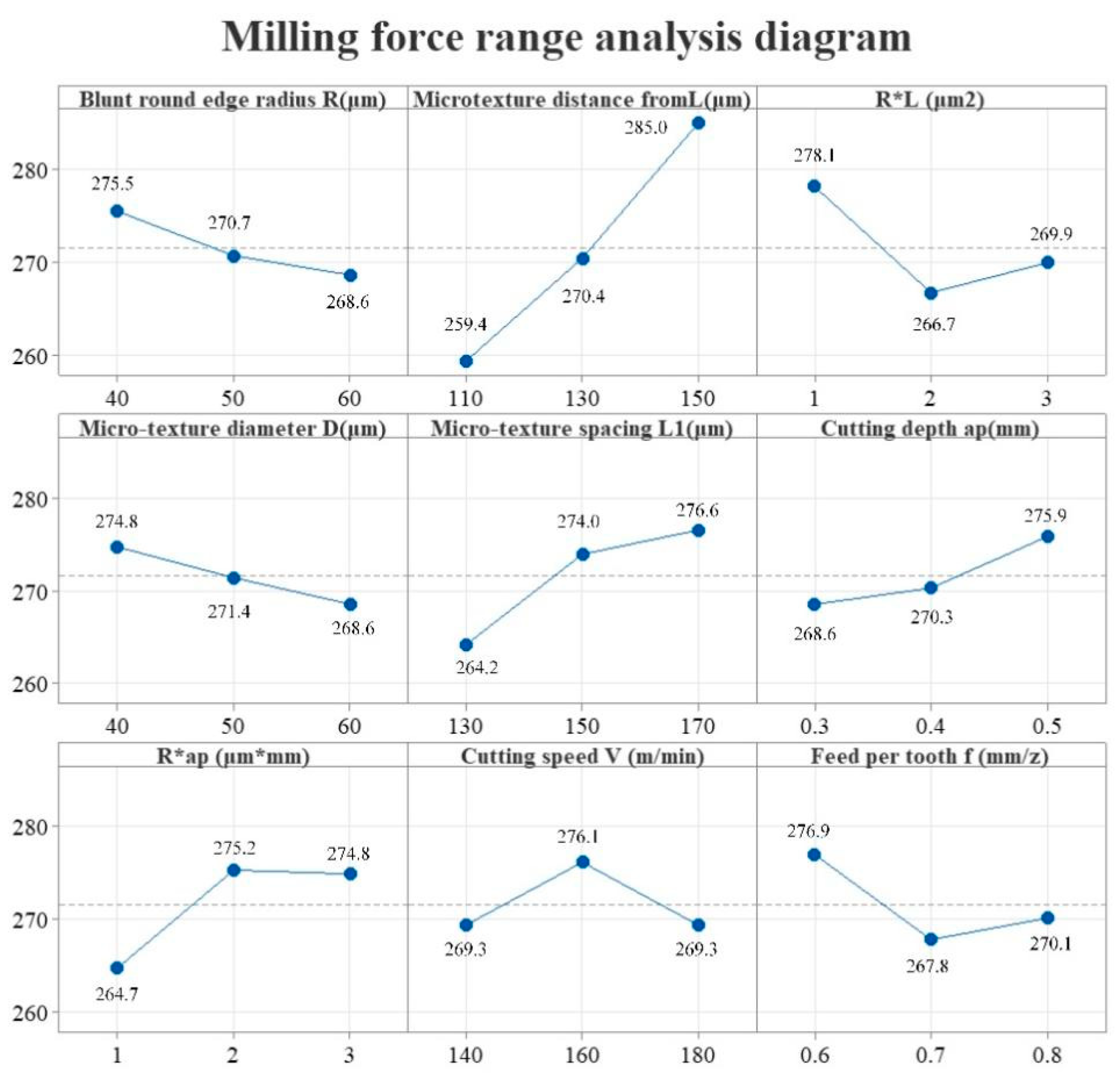
4.2. Analysis of the Results of Interaction Test Force Thermal Characteristics
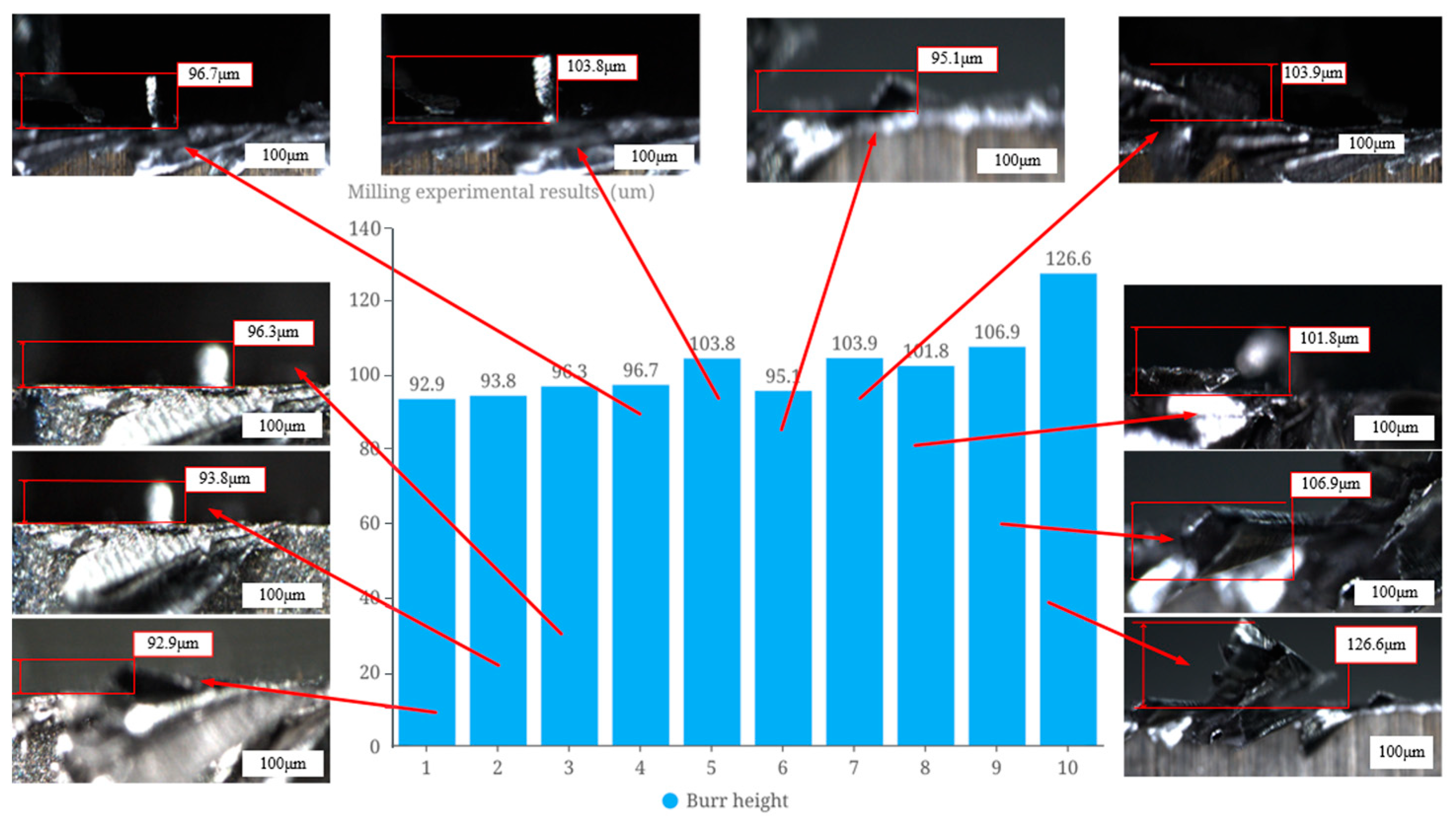
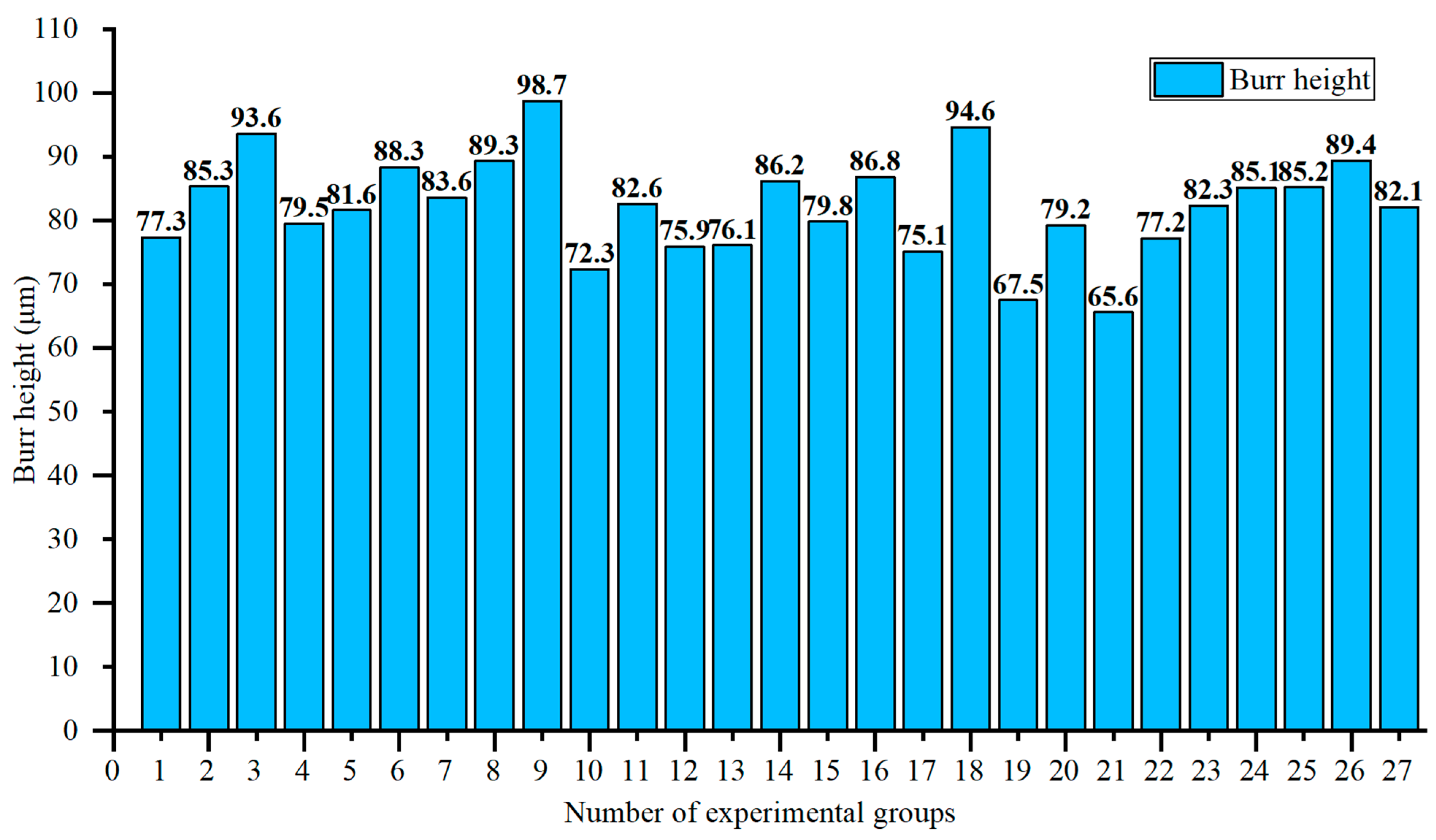
4.3. Analysis of Burr Height Test Results
5. Optimization of Mesoscopic Geometric Feature Parameters of Cutting Tools for Burr Features on Workpiece Surface
6. Conclusions
- (1)
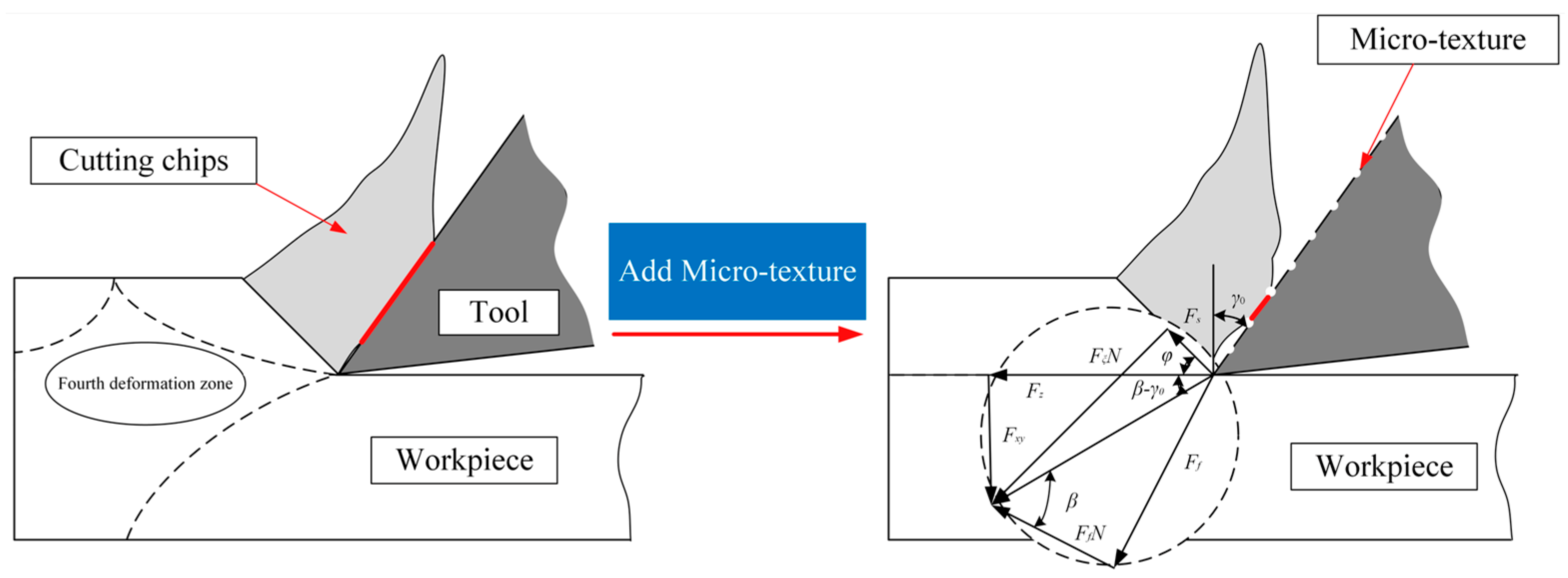
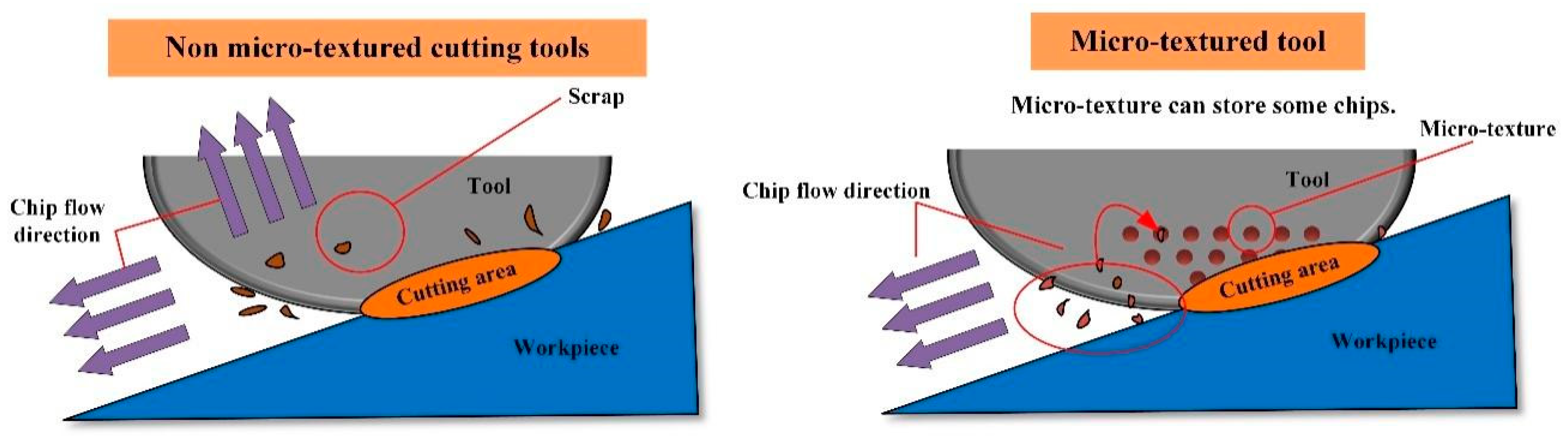
- Based on the titanium alloy milling export burr model, a theoretical relationship between mesoscopic geometric characteristic parameters and the burr height of a ball -end milling cutter for titanium alloy milling was established. It was found that the insertion of micro-textures will reduce the effective friction area Qn, thereby reducing the friction force Ff and the heat generated by friction q2, resulting in a decrease in burr height. Increasing the radius R of the cutting edge led to a decrease in the primary cutting force, thereby reducing the formation of outlet burrs.
- (2)
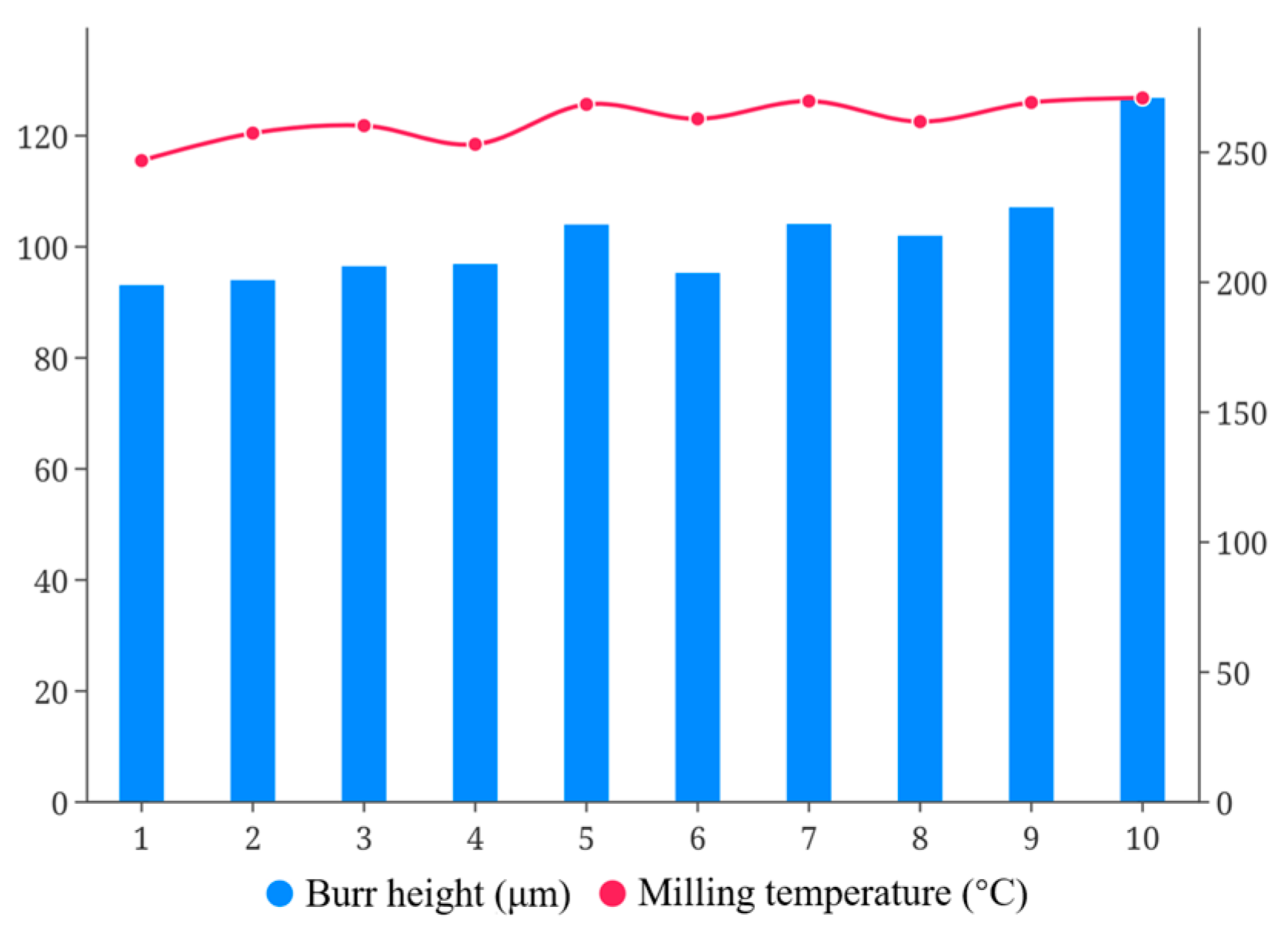
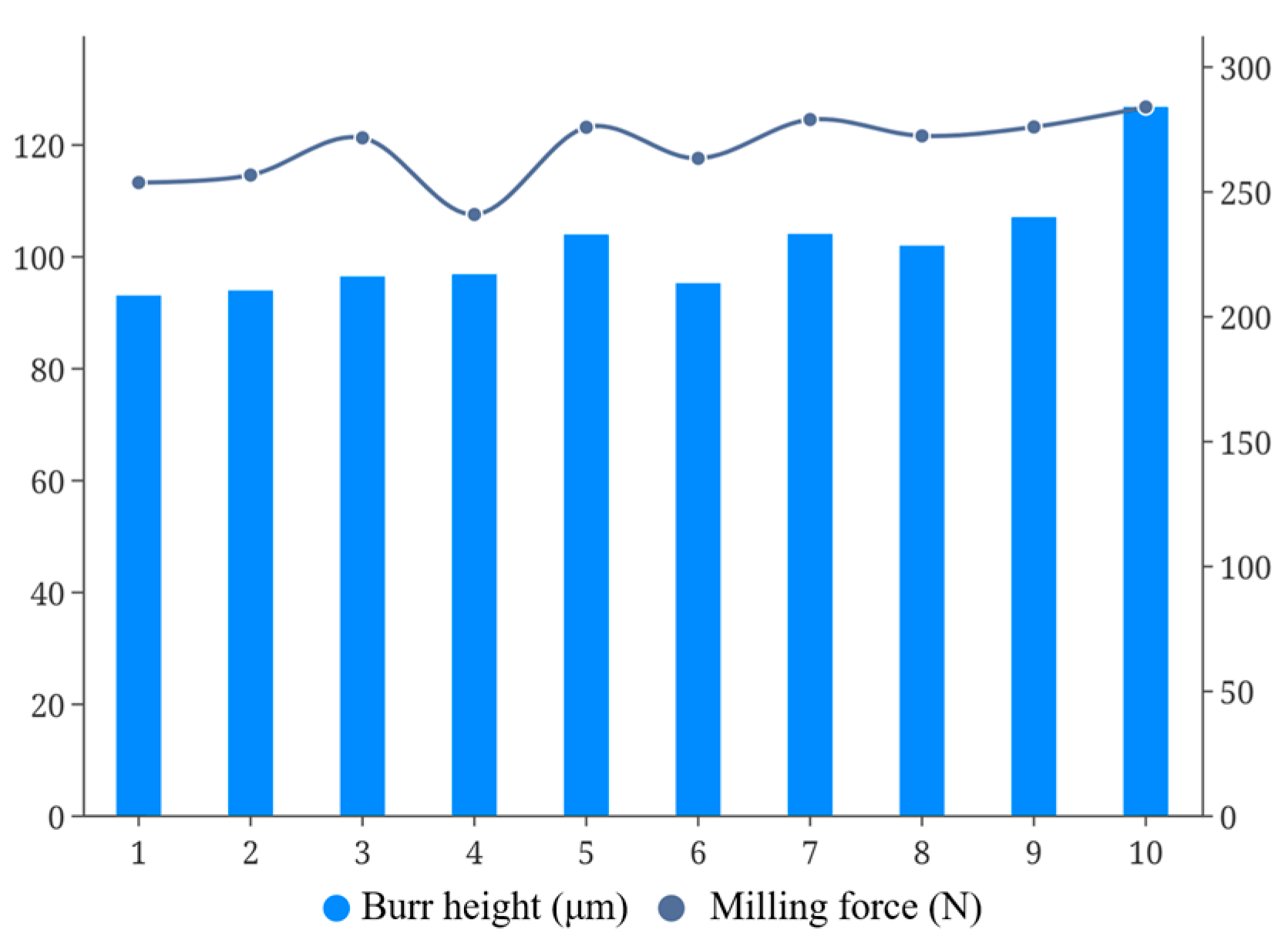
- A test platform for milling titanium alloy with a hard alloy ball-end milling cutter with mesoscopic geometric features was established. By integrating the thermal characteristics of force during milling of titanium alloy with a ball-end milling cutter, an investigation was conducted into how the mesoscopic geometric attributes affect the surface burr height of the workpiece post-milling. The obtained micro-texture reduced the milling force and temperature during the milling process, thereby suppressing the formation of some burrs. The blunt rounded edge improved the force thermal characteristics of ball-end milling cutters in milling titanium alloys and reduced the height of burrs.
- (3)
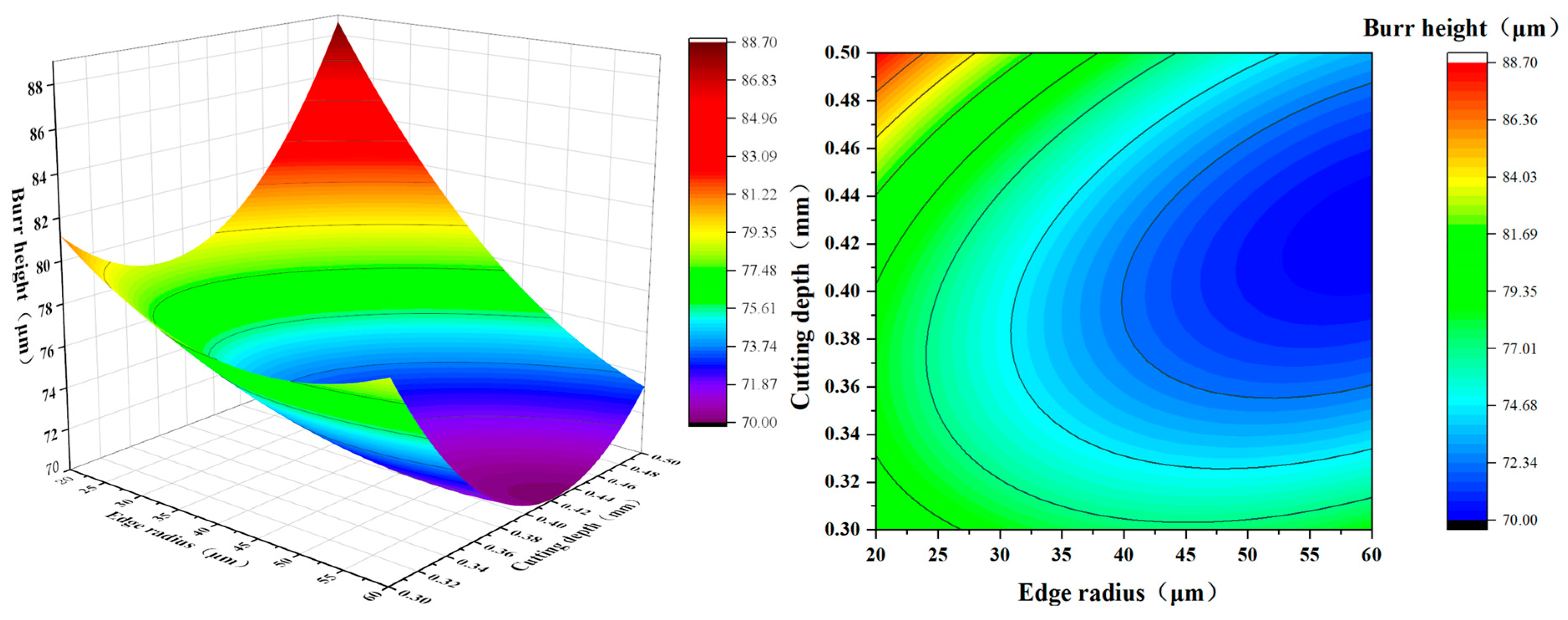
- A mesoscopic geometric feature ball-end milling cutter interaction test platform was established to analyze the influence of the interaction between mesoscopic geometric feature parameters and cutting parameters on the force thermal characteristics of ball-end milling cutters for milling titanium alloys. The interaction between R and ap had a positive effect on reducing milling force and temperature, as well as reducing burr height.
- (4)
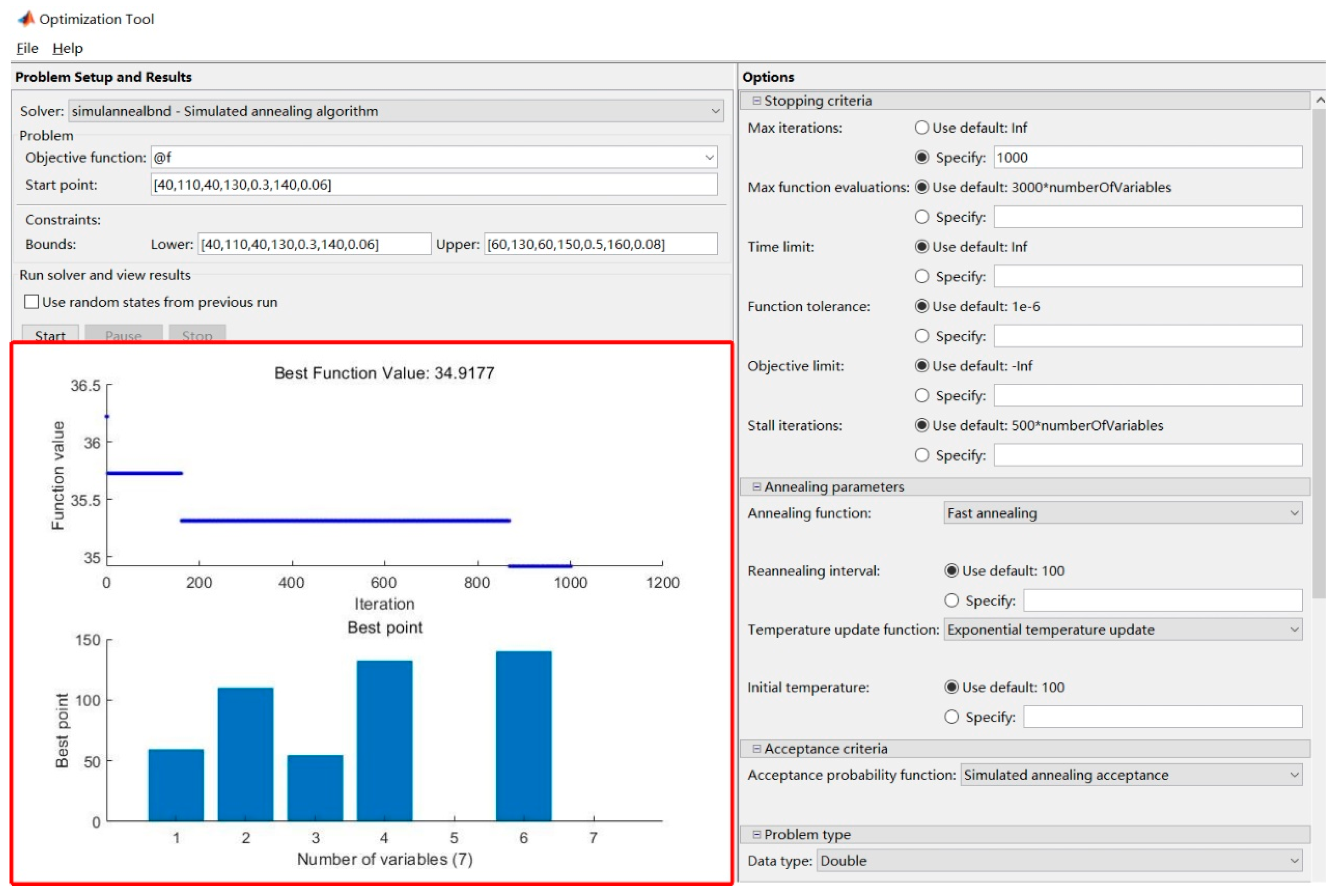
- We stablished an exponential regression analysis prediction model with burr height as the evaluation indicator and optimized the regression model using a simulated annealing algorithm. The optimized cutting parameters resulted in a blunt circular edge radius R of 54.14 μm. The distance between the micro-texture and the cutting edge ranges L was 110.05 μm. The texture diameter D was 60.00 μm, and the texture spacing L1 was 130.05 μm. The cutting depth ap was 0.43 mm, the cutting speed v was 140.10 mm/min, and the feed rate f was 60 μm/z.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, X. Research on Material Removal Mechanism of Laser-Assisted Micro Milling of Titanium Alloy Based on Burr Morphology. Master’s Thesis, Harbin Institute of Technology, Harbin, China, 2022. [Google Scholar]
- Liu, L.; Wu, X.; Shen, J. Experimental study on the formation mechanism and size of burrs in micro milling. Mech. Des. Manuf. 2022, 202–207. [Google Scholar]
- Sarma, D.K.; Rajbongshi, S.K. A study in turning of AISI D2 steel with textured and non-textured coated carbide tool at the flank face. Mater. Today Proc. 2020, 28 Pt 2, 574–581. [Google Scholar] [CrossRef]
- Yu, X.; Wang, Y.; Lv, D.; Ye, Z.; Gao, Y. Study on machining characteristics with variable distribution density micro-texture tools in turning superalloy GH4202. Int. J. Adv. Manuf. Technol. 2022, 123, 187–197. [Google Scholar] [CrossRef]
- Zheng, K.; Yang, F.; Zhang, N.; Liu, Q.; Jiang, F. Study on the Cutting Performance of Micro-Textured Tools on Cutting Ti-6Al-4V Titanium Alloy. Micromachines 2020, 11, 137. [Google Scholar] [CrossRef] [PubMed]
- Patel, K.; Liu, G.; Shah, S.R.; Özel, T. Effect of Micro-Textured Tool Parameters on Forces, Stresses, Wear Rate, and Variable Friction in Titanium Alloy Machining. J. Manuf. Sci. Eng. 2020, 142, 021007. [Google Scholar] [CrossRef]
- Usman, M.M.; Zou, P.; Yang, Z.; Lin, T.; Muhammad, I. Evaluation of micro-textured tool performance in ultrasonic elliptical vibration-assisted turning of 304 stainless steels. Int. J. Adv. Manuf. Technol. 2022, 121, 4403–4418. [Google Scholar] [CrossRef]
- Ali, S.; Abdallah, S.; Pervaiz, S. Predicting Cutting Force and Primary Shear Behavior in Micro-Textured Tools Assisted Machining of AISI 630: Numerical Modeling and Taguchi Analysis. Micromachines 2022, 13, 91. [Google Scholar] [CrossRef] [PubMed]
- Kishawy, H.A.; Salem, A.; Hegab, H.; Hosseini, A.; Elbestawi, M. An analytical model for the optimized design of micro-textured cutting tools. CIRP Ann.—Manuf. Technol. 2022, 71, 49–52. [Google Scholar] [CrossRef]
- Yang, X.; Li, Y.; Li, L.; Wang, Y.; Shen, Z. The effect of CVD diamond coating process on the performance of CFRP milling with hard alloy end mills. Diam. Abras. Grind. Tool Eng. 2018, 38, 37–41. [Google Scholar]
- Kim, M.; Lee, M.; Cho, G.; Lee, S.K. Effect of the Fiber Orientation and the Radial Depth of Cut on the Flank Wear in End Milling of CFRP. Int. J. Precis. Eng. Manuf. 2020, 21, 1187–1199. [Google Scholar] [CrossRef]
- Emilia, F.; Wojciech, Z. Optimization of Titanium Alloy Drilling to Minimize the Secondary Burr after Deburring Process. Materials 2022, 15, 8432. [Google Scholar] [CrossRef] [PubMed]
- Shanmugam, R.; Baloor, S.S.; Koklu, U.; Polishetty, A.; Bolar, G. Machining Temperature, Surface Integrity and Burr Size Investigation during Coolant-Free Hole Milling in Ti6Al4V Titanium Alloy. Lubricants 2023, 11, 349. [Google Scholar] [CrossRef]
- Zaidi, S.R.; Ul Qadir, N.; Jaffery SH, I.; Khan, M.A.; Khan, M.; Petru, J. Statistical analysis of machining parameters on burr formation, surface roughness and energy consumption during milling of aluminium alloy Al 6061-T6. Materials 2022, 15, 8065. [Google Scholar] [CrossRef] [PubMed]
- Song, W.; Zhao, M.; Zhu, J.; Xue, B.; Wang, H. Burr formation mechanism and experimental research in longitudinal-torsional ultrasonic-assisted milling Ti-6Al-4 V. Int. J. Adv. Manuf. Technol. 2024, 132, 2315–2331. [Google Scholar] [CrossRef]
- Krishnan, A.N.; Vipindas, K.; Jose, M. Modelling and experimental analysis of exit burr height and studies on size effect during micro endmilling on Inconel 718. CIRP J. Manuf. Sci. Technol. 2023, 46, 135–147. [Google Scholar]
- Niknam, S.A.; Songmene, V. Modeling of burr thickness in milling of ductile materials. Int. J. Adv. Manuf. Technol. 2013, 66, 2029–2039. [Google Scholar] [CrossRef]
- Wu, Y. Research on the Mechanism and Size Rule of Burr Formation in Titanium Alloy. Master’s Thesis, Chongqing University, Chongqing, China, 2019. [Google Scholar]
- Guo, C. Research on the Milling Performance of Ball End Milling Cutters under the Combined Action of Front and Rear Micro-Textures. Master’s Thesis, Harbin University of Science and Technology, Harbin, China, 2023. [Google Scholar]
- Zhang, X. Optimization of TC4 Parameters and Development of Data System for Micro-Textured Ball End Milling Cutter. Master’s Thesis, Harbin University of Science and Technology, Harbin, China, 2023. [Google Scholar]
- Tong, X. Precise Distribution Design and Parameter Optimization of Micro-Textured Ball-End Milling Cutter. Ph.D. Thesis, Harbin University of Science and Technology, Harbin, China, 2019. [Google Scholar]
- Qu, C.; Ji, C.; Zhang, Y.; Wu, J. Research on Improved Distribution Estimation Algorithm Based on Simulated Annealing. Comput. Appl. Res. 2020, 37, 138–139+142. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factor | L (μm) | D (μm) | L1 (μm) | |
|---|---|---|---|---|
| Level | ||||
| 1 | 110 | 40 | 130 | |
| 2 | 110 | 50 | 150 | |
| 3 | 110 | 60 | 170 | |
| 4 | 130 | 40 | 150 | |
| 5 | 130 | 50 | 170 | |
| 6 | 130 | 60 | 130 | |
| 7 | 150 | 40 | 170 | |
| 8 | 150 | 50 | 130 | |
| 9 | 150 | 60 | 150 | |
| Target | Burr Height (μm) | Milling Force (N) | Milling Temperature (°C) | ||||||
|---|---|---|---|---|---|---|---|---|---|
| L (μm) | D (μm) | L1 (μm) | L (μm) | D (μm) | L1 (μm) | L (μm) | D (μm) | L1 (μm) | |
| K1 | 94.3 | 97.8 | 96.6 | 260.2 | 257.4 | 262.7 | 254.4 | 256.1 | 256.8 |
| K2 | 98.5 | 99.8 | 99.1 | 259.6 | 267.9 | 257.4 | 261.1 | 262.1 | 259.5 |
| K3 | 104.2 | 99.4 | 101.3 | 275.3 | 269.9 | 275.0 | 266.5 | 263.7 | 265.7 |
| R | 9.9 | 2.0 | 4.7 | 15.7 | 12.5 | 17.6 | 12.1 | 7.6 | 8.9 |
| Sort | 1 | 3 | 2 | 2 | 3 | 1 | 1 | 3 | 2 |
| Factor | R (μm) | L (μm) | R × L (μm × μm) | D (μm) | L1 (μm) | ap (mm) | R × ap (μm × mm) | v (mm/min) | f (μm/z) | Temperature (°C) | Force (N) | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Level | ||||||||||||
| 1 | 40 | 110 | 1 | 40 | 130 | 0.3 | 1 | 140 | 0.6 | 256.31 | 255.35 | |
| 2 | 40 | 110 | 1 | 40 | 150 | 0.4 | 2 | 160 | 0.7 | 254.83 | 278.23 | |
| 3 | 40 | 110 | 1 | 40 | 170 | 0.5 | 3 | 180 | 0.8 | 277.64 | 285.32 | |
| 4 | 40 | 130 | 2 | 50 | 130 | 0.3 | 1 | 160 | 0.7 | 268.39 | 256.89 | |
| 5 | 40 | 130 | 2 | 50 | 150 | 0.4 | 2 | 180 | 0.8 | 285.97 | 263.21 | |
| 6 | 40 | 130 | 2 | 50 | 170 | 0.5 | 3 | 140 | 0.6 | 274.85 | 287.62 | |
| 7 | 40 | 150 | 3 | 60 | 130 | 0.3 | 1 | 180 | 0.8 | 311.27 | 262.35 | |
| 8 | 40 | 150 | 3 | 60 | 150 | 0.4 | 2 | 140 | 0.6 | 282.89 | 299.25 | |
| 9 | 40 | 150 | 3 | 60 | 170 | 0.5 | 3 | 160 | 0.7 | 297.41 | 291.01 | |
| 10 | 50 | 110 | 2 | 60 | 130 | 0.4 | 3 | 140 | 0.7 | 272.94 | 245.32 | |
| 11 | 50 | 110 | 2 | 60 | 150 | 0.5 | 1 | 160 | 0.8 | 288.65 | 256.63 | |
| 12 | 50 | 110 | 2 | 60 | 170 | 0.3 | 2 | 180 | 0.6 | 293.73 | 249.69 | |
| 13 | 50 | 130 | 3 | 40 | 130 | 0.4 | 3 | 160 | 0.8 | 244.85 | 262.01 | |
| 14 | 50 | 130 | 3 | 40 | 150 | 0.5 | 1 | 180 | 0.6 | 296.85 | 280.71 | |
| 15 | 50 | 130 | 3 | 40 | 170 | 0.3 | 2 | 140 | 0.7 | 274.15 | 270.33 | |
| 16 | 50 | 150 | 1 | 50 | 130 | 0.4 | 3 | 180 | 0.6 | 306.72 | 288.55 | |
| 17 | 50 | 150 | 1 | 50 | 150 | 0.5 | 1 | 140 | 0.7 | 261.54 | 273.97 | |
| 18 | 50 | 150 | 1 | 50 | 170 | 0.3 | 2 | 160 | 0.8 | 269.73 | 308.85 | |
| 19 | 60 | 110 | 3 | 50 | 130 | 0.5 | 2 | 140 | 0.8 | 252.63 | 243.65 | |
| 20 | 60 | 110 | 3 | 50 | 150 | 0.3 | 3 | 160 | 0.6 | 251.87 | 268.32 | |
| 21 | 60 | 110 | 3 | 50 | 170 | 0.4 | 1 | 180 | 0.7 | 259.81 | 251.74 | |
| 22 | 60 | 130 | 1 | 60 | 130 | 0.5 | 2 | 160 | 0.6 | 258.69 | 284.31 | |
| 23 | 60 | 130 | 1 | 60 | 150 | 0.3 | 3 | 180 | 0.7 | 268.74 | 262.65 | |
| 24 | 60 | 130 | 1 | 60 | 170 | 0.4 | 1 | 140 | 0.8 | 241.98 | 265.98 | |
| 25 | 60 | 150 | 2 | 40 | 130 | 0.5 | 2 | 180 | 0.7 | 278.94 | 279.63 | |
| 26 | 60 | 150 | 2 | 40 | 150 | 0.3 | 3 | 140 | 0.8 | 263.42 | 282.64 | |
| 27 | 60 | 150 | 2 | 40 | 170 | 0.4 | 1 | 160 | 0.6 | 272.85 | 278.54 | |
| Burr Height | R | L | R × L | D | L1 | ap | R × ap | v | F |
|---|---|---|---|---|---|---|---|---|---|
| K1 | 86.3 | 77.7 | 83.1 | 83.8 | 81.8 | 82.4 | 79.7 | 80.7 | 82.5 |
| K2 | 81.0 | 81.8 | 81.8 | 81.2 | 83.4 | 80.5 | 81.8 | 83.9 | 80.4 |
| K3 | 79.3 | 87.2 | 80.1 | 83.0 | 84.5 | 83.9 | 85.2 | 82.3 | 83.2 |
| R | 7.0 | 9.5 | 3.0 | 2.6 | 2.7 | 3.4 | 5.5 | 3.2 | 2.8 |
| Sort | 2 | 1 | 6 | 9 | 8 | 4 | 3 | 5 | 7 |
| Freedom | Regression Sum of Squares | Mean Square | F Value | Significance p | |
|---|---|---|---|---|---|
| Regressive analysis | 8 | 855.8865196 | 106.98581 | 263.6475 | 4.78275 × 10−17 |
| Residual | 18 | 7.304240201 | 0.4057911 | —— | —— |
| Total | 26 | 863.1907598 | —— | —— | —— |
| Final Optimization Result f | Results | Relative Error |
|---|---|---|
| 36.9 | 38.4 | 3.91% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tong, X.; Wang, S.; Wang, X.; Qu, Q. Analysis of Surface Characteristics of Titanium Alloy Milling with Ball-End Milling Cutters Based on Mesoscopic Geometric Features. Coatings 2024, 14, 670. https://doi.org/10.3390/coatings14060670
Tong X, Wang S, Wang X, Qu Q. Analysis of Surface Characteristics of Titanium Alloy Milling with Ball-End Milling Cutters Based on Mesoscopic Geometric Features. Coatings. 2024; 14(6):670. https://doi.org/10.3390/coatings14060670
Chicago/Turabian StyleTong, Xin, Shoumeng Wang, Xiyue Wang, and Qiang Qu. 2024. "Analysis of Surface Characteristics of Titanium Alloy Milling with Ball-End Milling Cutters Based on Mesoscopic Geometric Features" Coatings 14, no. 6: 670. https://doi.org/10.3390/coatings14060670
APA StyleTong, X., Wang, S., Wang, X., & Qu, Q. (2024). Analysis of Surface Characteristics of Titanium Alloy Milling with Ball-End Milling Cutters Based on Mesoscopic Geometric Features. Coatings, 14(6), 670. https://doi.org/10.3390/coatings14060670