
Design and Performance Study of Carbon Fiber-Reinforced Polymer Connection Structures with Surface Treatment on Aluminum Alloy (6061)


Abstract
:1. Introduction
2. Experiments
2.1. Experimental Materials
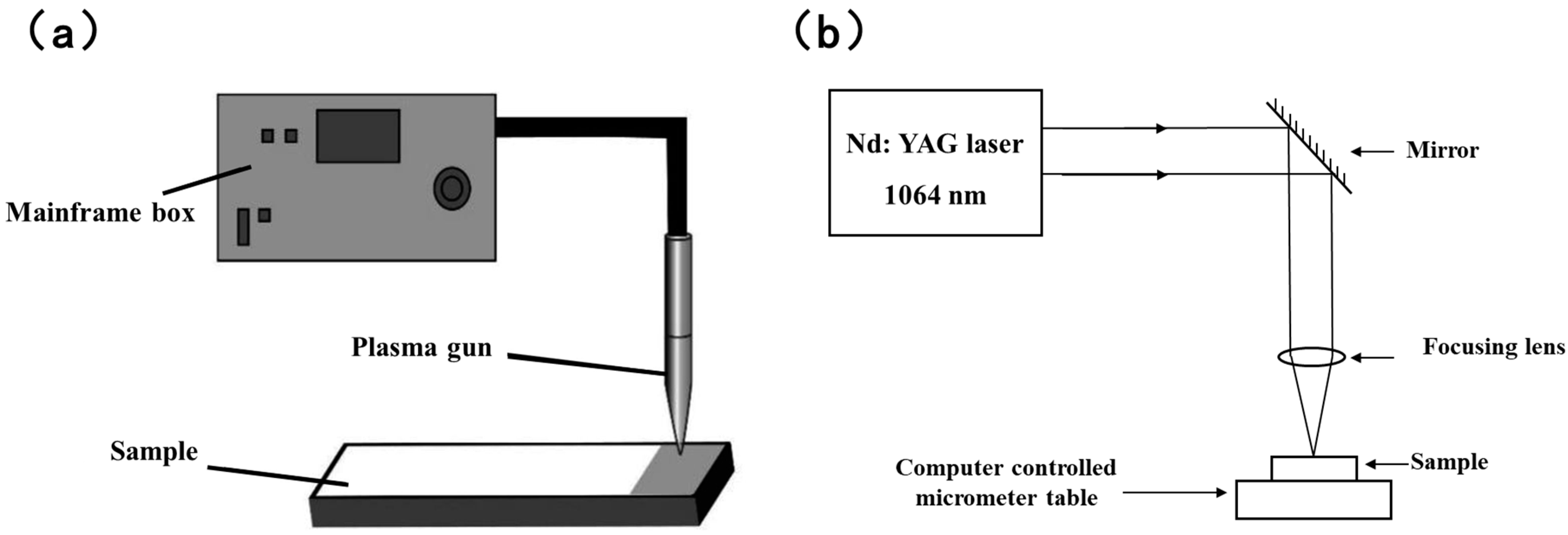
2.2. Experimental Equipment
2.3. Experimental Methods
2.3.1. Aluminum Alloy Surface Treatment
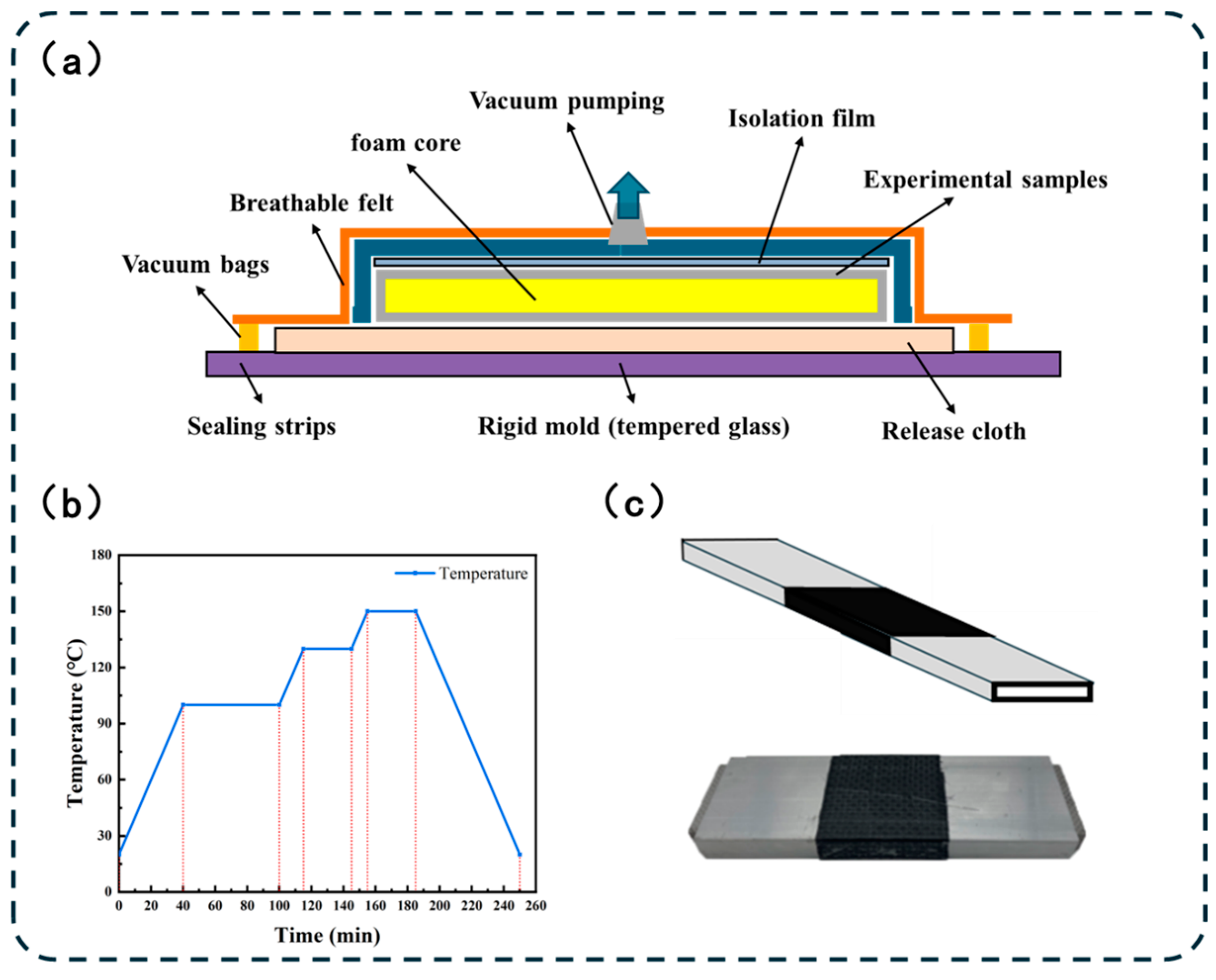
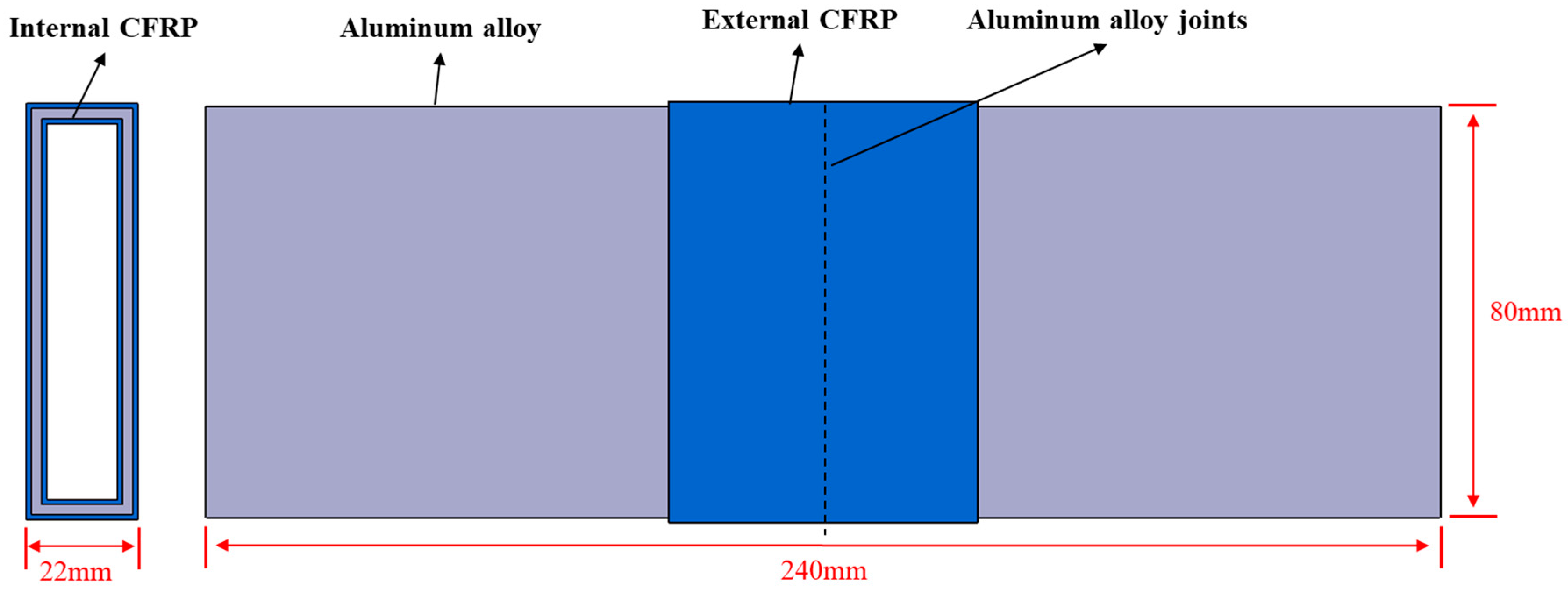
2.3.2. The Preparation of Composite Material Structure Connection Specimens
2.3.3. The Preparation of Structural Connection Component Casings
2.4. Analysis and Testing Methods
2.4.1. Tensile Testing
2.4.2. Bending Testing
2.4.3. Compression Test
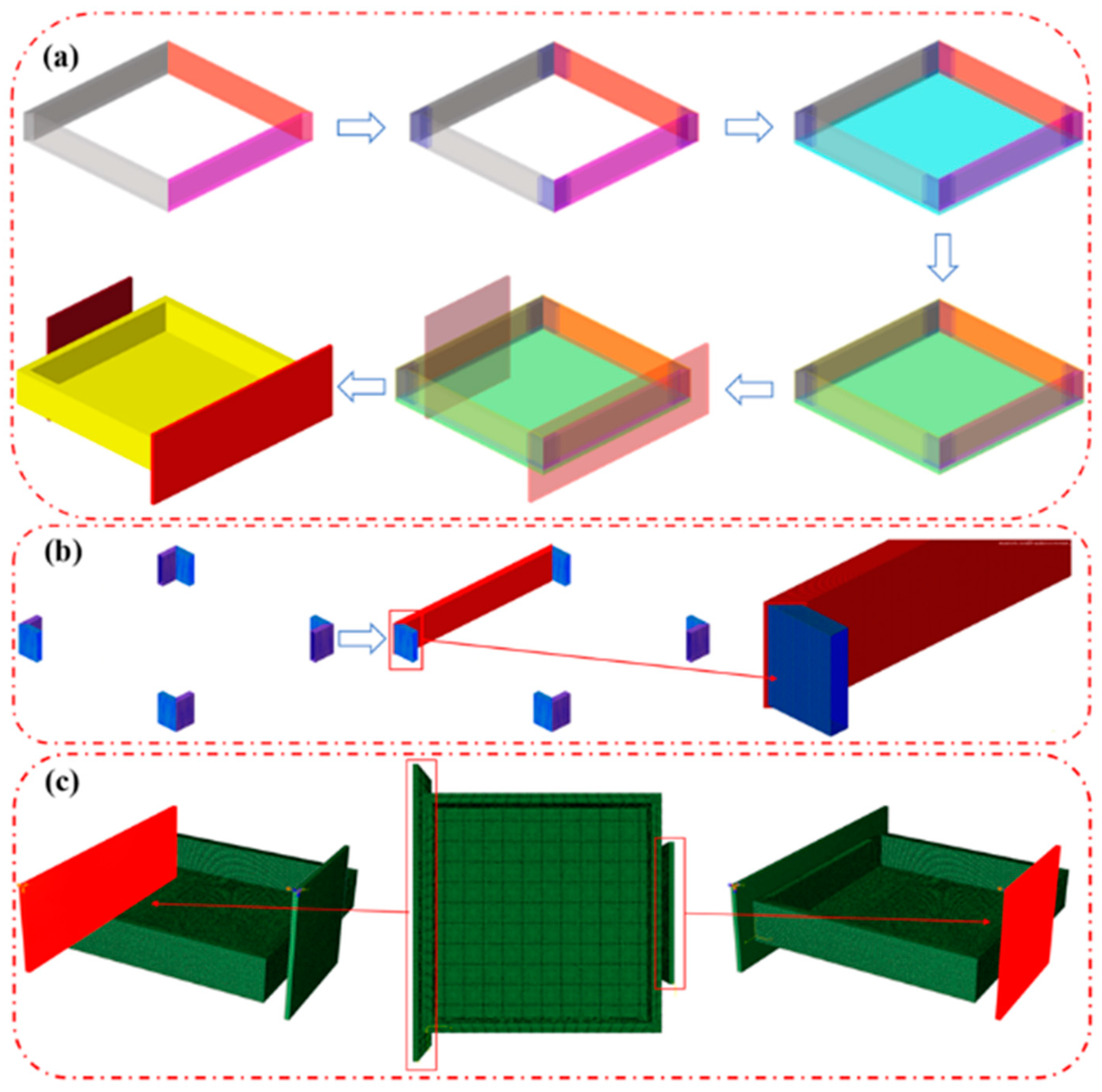
2.4.4. Finite Element Analysis
Geometric Dimensions of the Model
Material Properties
Establishment of Interface Contact Modeling
- τ—shear stress, MPa;
- τmax—maximum shear stress, MPa;
- δ—slip, mm;
- δ1—initial slip, mm;
- α—correction factor.
- τs—shear strength of the adhesive layer, MPa;
- fa—debonding strength of the adhesive layer, MPa.
- Ga—shear modulus of the adhesive layer, MPa;
- fa—debonding strength of the adhesive layer, MPa.
Tensile Test Conditions for Joints
Bending Test Conditions for Joints
Application of Simplified Structural Components
3. Results and Discussion
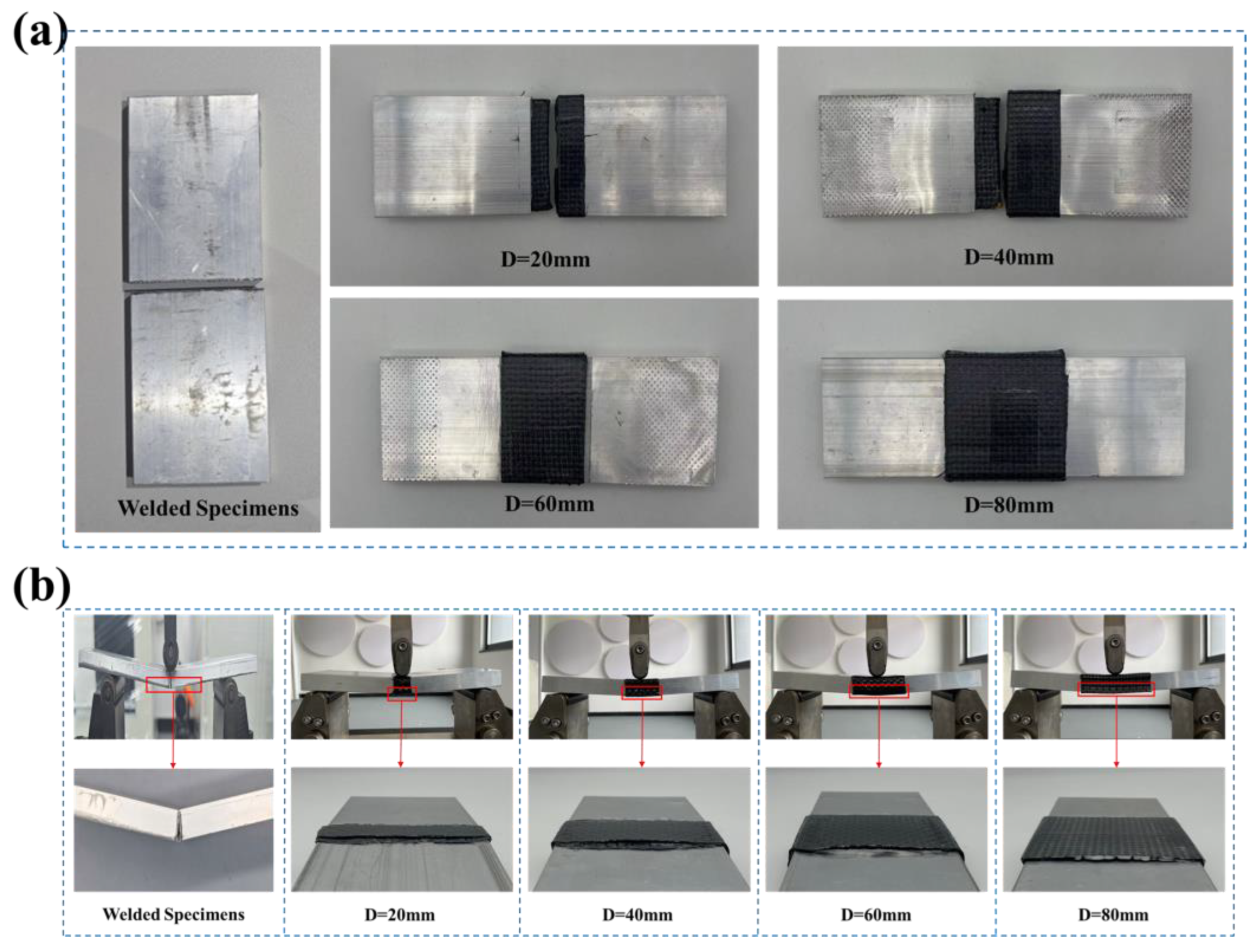
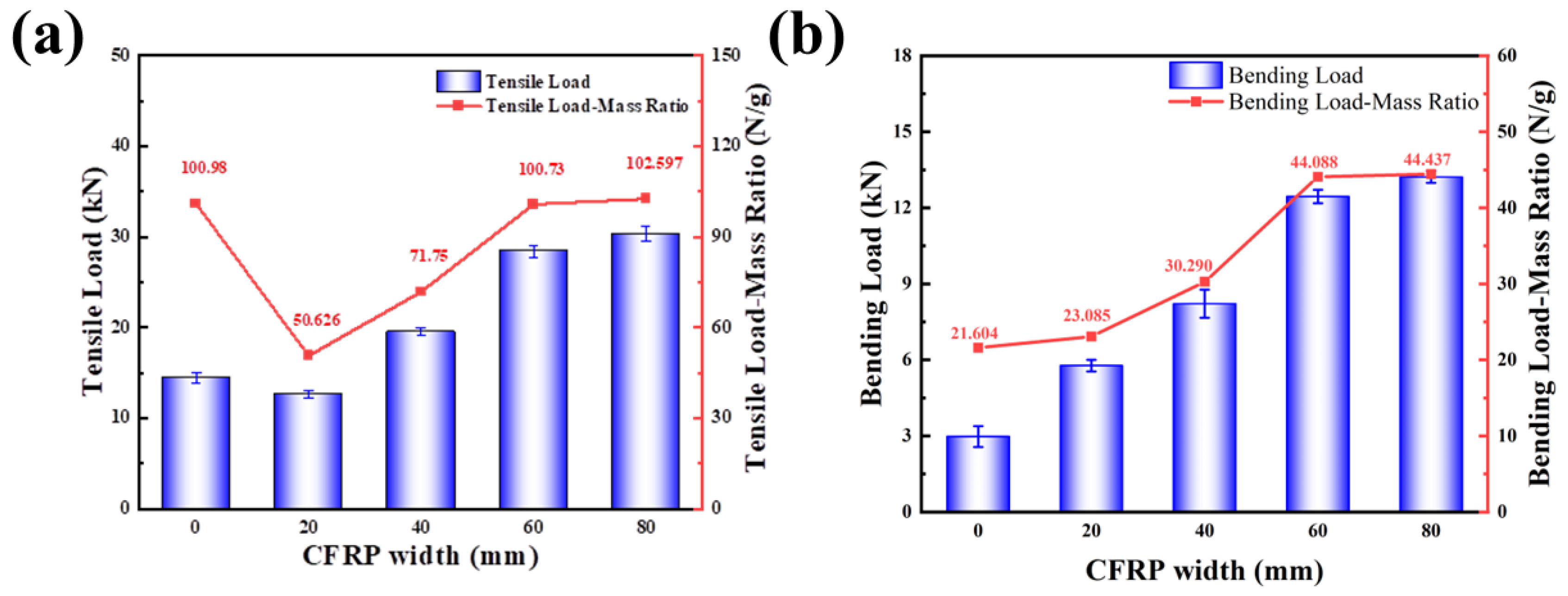
3.1. Impact of Different Widths of CFRP Sandwich Structures on the Mechanical Performance of Connectors
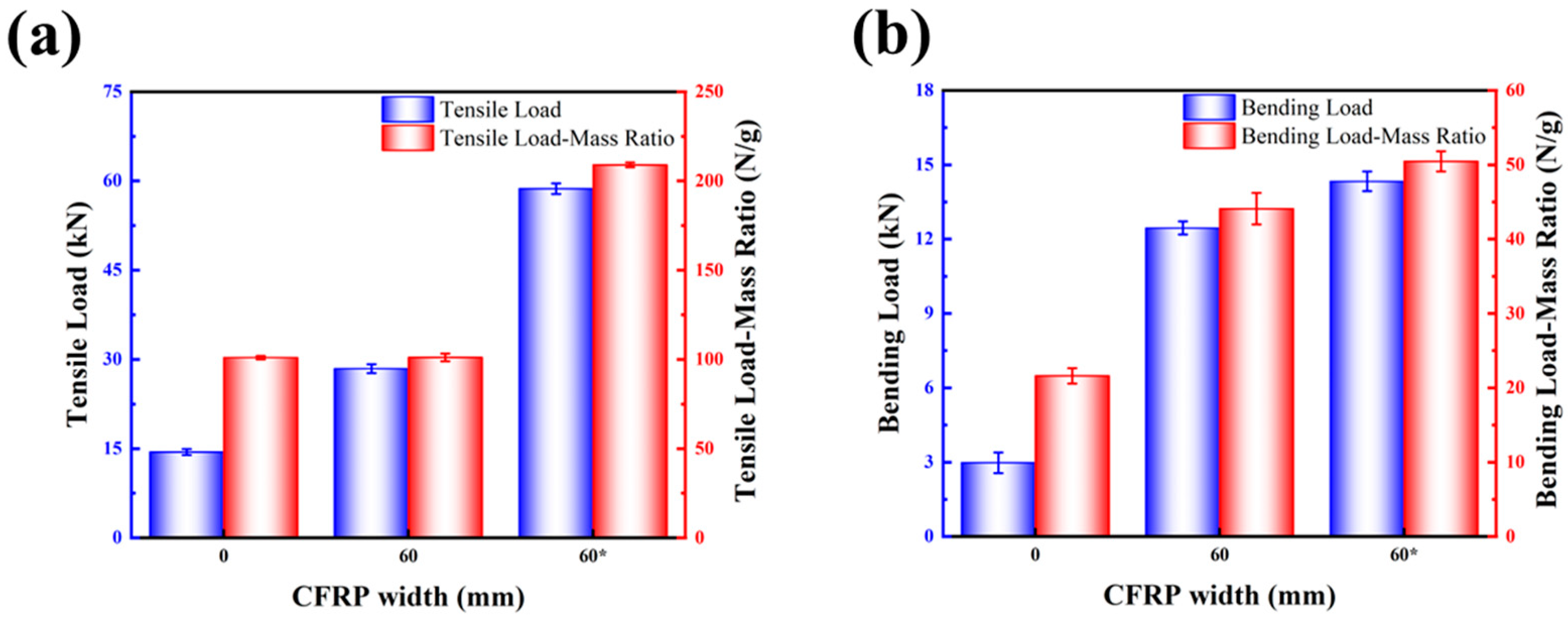
3.2. Effect of Aluminum Alloy Surface Treatment on the Mechanical Performance of CFRP Foam-Core Sandwich-Structure Connectors
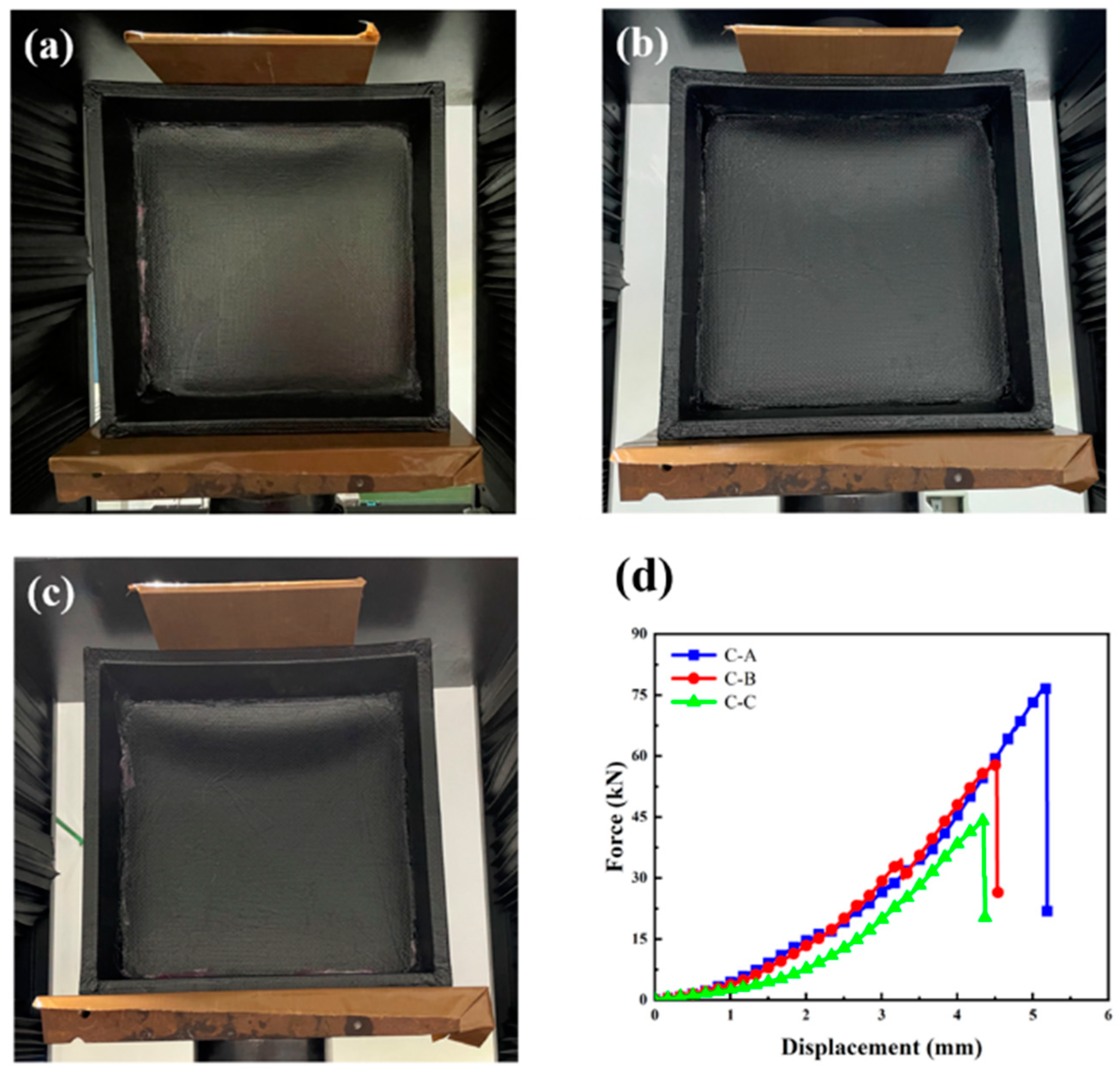
3.3. Performance Analysis of Sandwich-Structure Joint Box
3.4. Finite Element Simulation Analysis
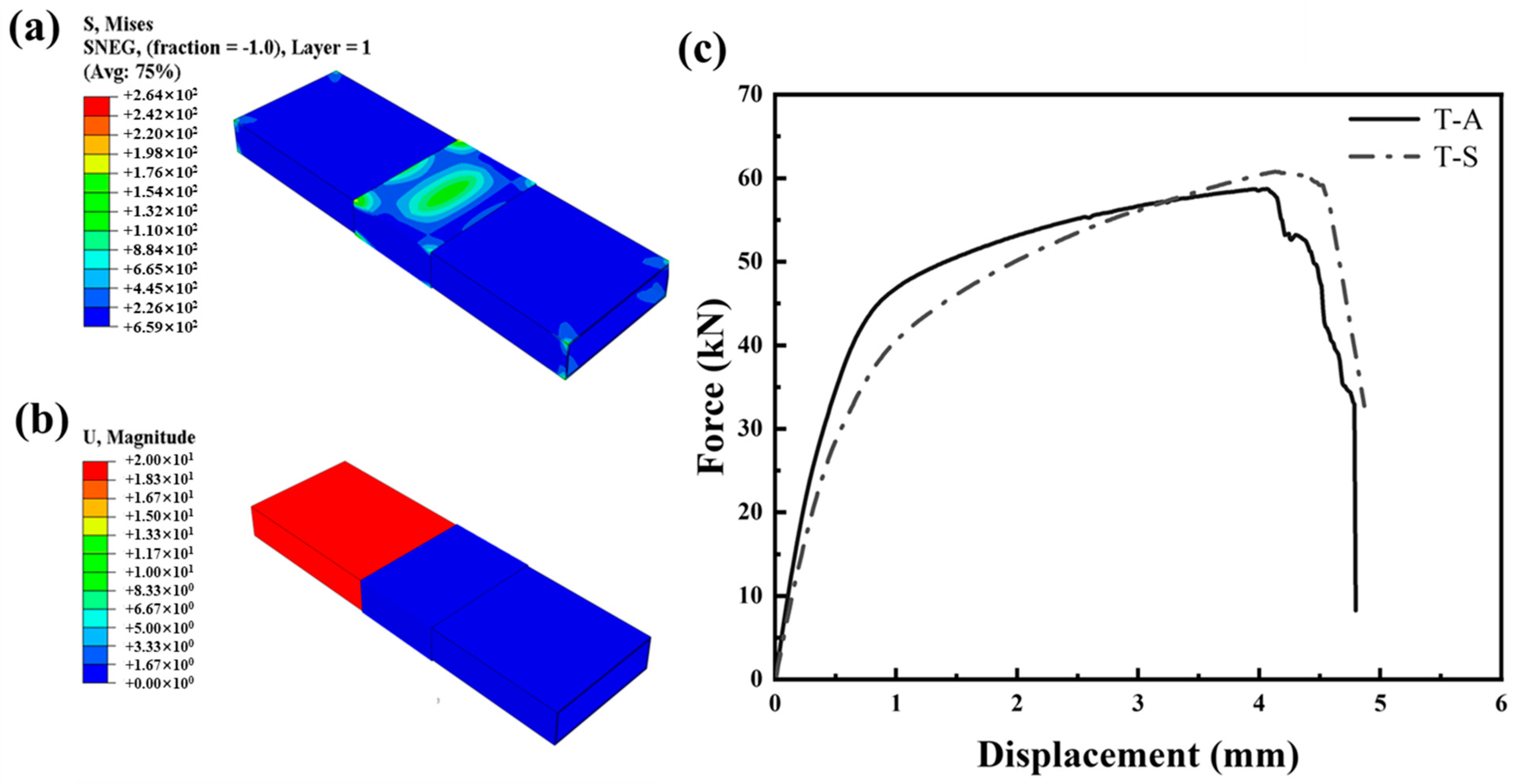
3.4.1. Finite Element Analysis of Tensile Samples
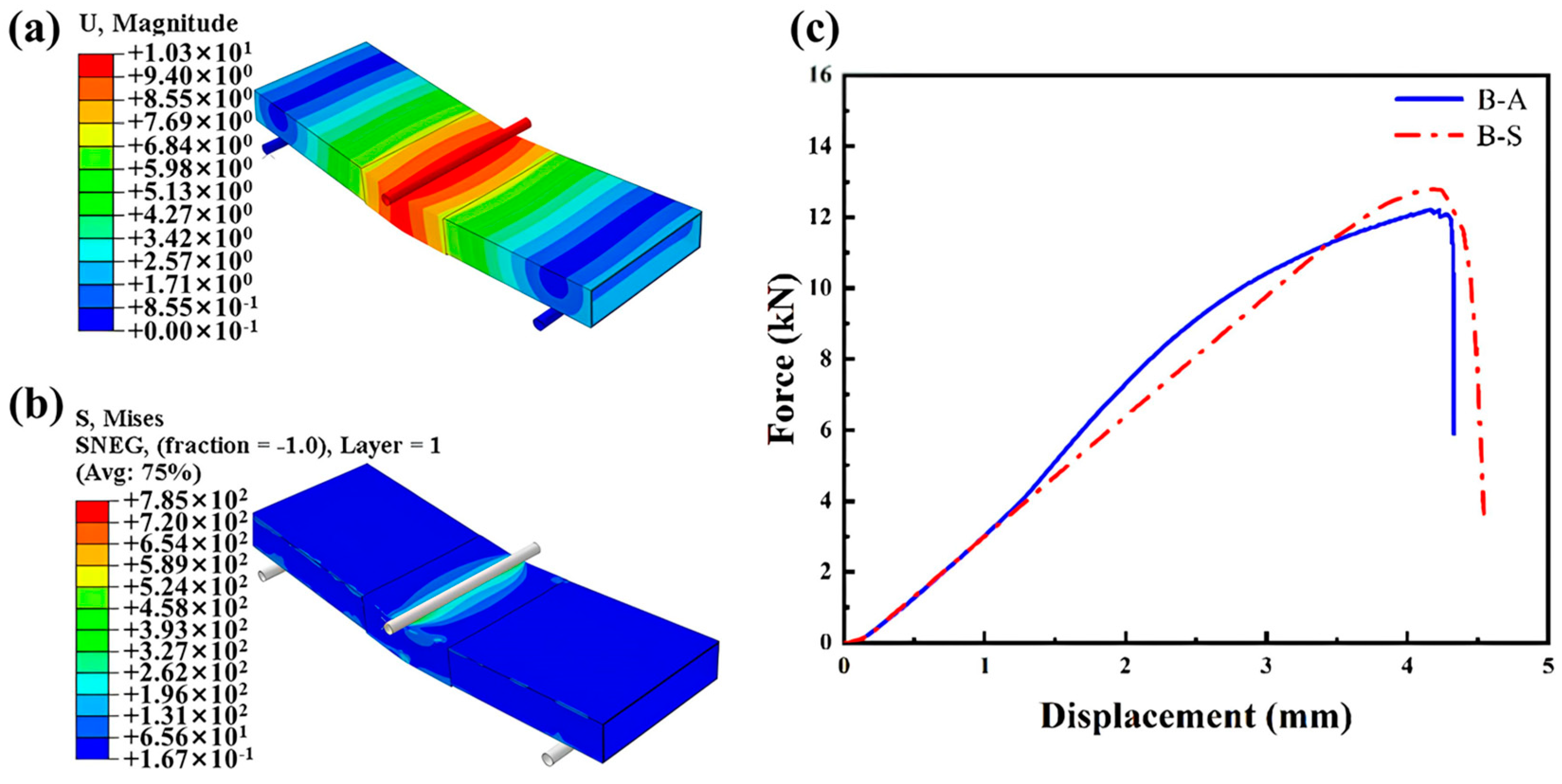
3.4.2. Finite Element Analysis of Bending Samples
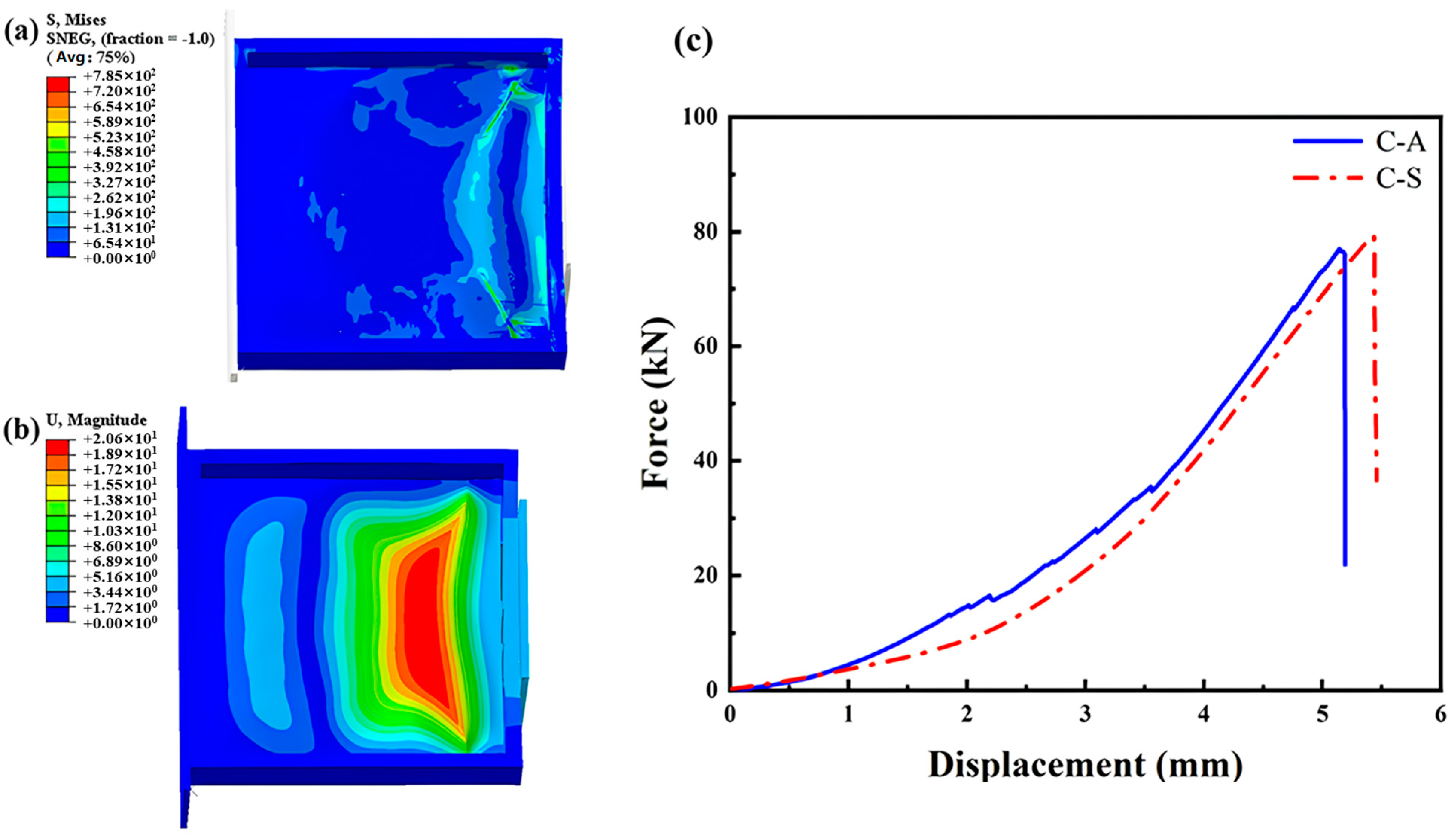
3.4.3. Finite Element Analysis of Sandwich-Structure Joint Box
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Jeevi, G.; Nayak, S.K.; Abdul, K.M. Review on adhesive joints and their application in hybrid composite structures. Adhes. Sci. Technol. 2019, 33, 1497–1520. [Google Scholar] [CrossRef]
- Shang, X.; Marques, E.A.S.; Machado, J.J.M.; Carbas, R.J.C.; Jiang, D.; Da Silva, L.F. Review on techniques to improve the strength of adhesive joints with composite adherends. Compos. Part B Eng. 2019, 177, 107363. [Google Scholar] [CrossRef]
- Chen, D.; Sun, G.; Jin, X.; Li, Q. Quasi-static bending and transverse crushing behaviors for hat-shaped composite tubes made of CFRP, GFRP and their hybrid structures. Compos. Struct. 2020, 239, 111842. [Google Scholar] [CrossRef]
- Wang, Z.; Zhang, W.; Luo, Q.; Zheng, G.; Li, Q.; Sun, G. A novel failure criterion based upon forming limit curve for thermoplastic composites. Compos. Part B Eng. 2020, 202, 108320. [Google Scholar] [CrossRef]
- Wang, Z.; Xie, H.; Luo, Q.; Li, Q.; Sun, G. Optimizaition for formability of plain woven carbon fiber fabrics. Int. J. Mech. Sci. 2021, 197, 106318. [Google Scholar] [CrossRef]
- Zhang:, X.; Chen, Y.; Hu, J. Recent advances in the development of aerospace materials. Prog. Aerosp. Sci. 2018, 97, 22–34. [Google Scholar] [CrossRef]
- An, J. Study on Toughening Modification of Flame Retardant Composite Materials Based on PBT. Bachelor’s Thesis, Lanzhou University of Technology, Lanzhou, China, 2021. [Google Scholar]
- Xie, G.S.; Huang, Z.B.; Zhao, X.B.; Qin, P.F.; Lao, B. Discussion on Lightweight Design of Automobile Bodies. Automot. Parts 2023, 80–84. [Google Scholar]
- Kunická, L.; Kocich, R.; Lowe, T.C. Advances in metals and alloys for joint replacement. Prog. Mater. Sci. 2017, 88, 232–280. [Google Scholar] [CrossRef]
- Taub, A.; De Moor, E.; Luo, A.; Matlock, D.K.; Speer, J.G.; Vaidya, U. Materials for Automotive Lightweighting. Annu. Rev. Mater. Res. 2019, 49, 327–359. [Google Scholar] [CrossRef]
- Heinz, A.; Haszler, A.; Keidel, C.; Moldenhauer, S.; Benedictus, R.; Miller, W.S. Recent development in aluminum alloys for aerospace applications. Mater. Sci. Eng. A 2000, 280, 102–107. [Google Scholar] [CrossRef]
- Tian, Y.L. Trends in Lightweight Material Technology and the Application and Challenges of Composite Materials in New Energy Vehicles. In Proceedings of the “Innovative Materials Leading New Opportunities in Automotive Development”—2019 China Automotive Materials (Xiqing) International Forum, Tianjin, China, 27 March 2019; pp. 500–510. [Google Scholar]
- Lu, S.K.; Hua, D.X.; Li, Y.; Cui, F.Y.; Li, P.Y. Stiffness calculation model of thread connection considering friction factors. Math. Probl. Eng. 2019, 2019, 8424283. [Google Scholar] [CrossRef]
- Yu, H.Y.; Li, J.X.; Zhou, G.X. Tensile Performance of Bolt Connections between Carbon Fiber Composite Materials and High-Strength Steel Plates. J. Tongji Univ. (Nat. Sci. Ed.) 2018, 46, 680–686+700. [Google Scholar]
- Xiao, Y.; Ishikawa, T. Bearing strength and failure behavior of bolted composite joints (part I: Experimental investigation). Compos. Sci. Technol. 2005, 65, 1022–1031. [Google Scholar] [CrossRef]
- Liu, H.; Liu, X.; Chen, Z.; Ouyang, Y.; Yin, J. Mechanical properties of bolted connections for aluminum alloy structures at elevated temperatures. Thin-Walled Struct. 2020, 157, 107067. [Google Scholar] [CrossRef]
- Xiong, Y.J.; Zheng, Y.P.; Xia, X.S.; Yang, B.N. Study on the Performance of Metal-Composite Material Lap Joint Structures. Fiberglass/Compos. Mater. 2019, 59–65. [Google Scholar]
- Liu, Y.; Zhuang, W.; Luo, Y.; Xie, D.; Mu, W. Joining mechanism and damage of self-piercing riveted joints in carbon fibre reinforced polymer composites and aluminium alloy. Thin-Walled Struct. 2023, 182, 110233. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, G.; Zheng, X.; Li, J.; Li, X.; Zhu, W.; Yanagimoto, J. A self-piercing riveting method for joining of continuous carbon fiber reinforced composite and aluminum alloy sheets. Compos. Struct. 2021, 259, 113219–113228. [Google Scholar] [CrossRef]
- Lee, C.J.; Lee, J.M.; Ryu, H.Y.; Lee, K.H.; Kim, B.M.; Ko, D.C. Design of hole-clinching process for joining of dissimilar materials-Al6061-T4 alloy with DP780 steel, hot-pressed 22MnB5 steel, and carbon fiber reinforced plastic. J. Mater. Process. Technol. 2014, 214, 2169–2178. [Google Scholar]
- Li, H.; Liu, X.S.; Zhang, Y.S.; Senkara, J.; Li, G.Y.; Ma, M.T. Challenges, Trends, and Advances in Joining Technologies for Dissimilar Materials in New Energy Electric Vehicles. Mater. Rev. 2019, 33, 3853–3861+3881. [Google Scholar]
- Ramezani, F.; Nunes, P.D.P.; Carbas, R.J.C.; Marques, E.A.S.; da Silva, L.F.M. The Joint Strength of Hybrid Composite Joints Reinforced with Different Laminates Materials. J. Adv. Join. Process. 2022, 5, 100103–100113. [Google Scholar] [CrossRef]
- Ni, J.; Min, J.; Wan, H.; Lin, J.; Wang, S.; Wan, Q. Effect of adhesive type on mechanical properties of galvanized steel/SMC adhesive-bonded joints. Int. J. Adhes. 2019, 97, 102482. [Google Scholar] [CrossRef]
- Qin, J.J. Exploration of the Process Flow for Metal Adhesive Bonding Pretreatment; Modern Enterprise: Seattle, WA, USA, 2019; pp. 146–147. [Google Scholar]
- Sun, G.; Xia, X.; Liu, X.; Luo, Q.; Li, Q. On quasi-static behaviors of different joint methods for connecting carbon fiber reinforce plastic (CFRP) laminate and aluminum alloy. Thin-Walled Struct. 2021, 164, 107657. [Google Scholar] [CrossRef]
- Joesbury, A.M.; Colegrove, P.A.; Van Rymenant, P.; Ayre, D.S.; Ganguly, S.; Williams, S. Weld-bonded stainless steel to carbon fiber-reinforced plastic joints. J. Mater. Process. Technol. 2018, 251, 241–250. [Google Scholar] [CrossRef]
- Murray, R.E.; Roadman, J.; Beach, R. Fusion joining of thermoplastic composite wind turbine blades: Lap-shear bond characterization. Renew. Energy 2019, 140, 501–512. [Google Scholar] [CrossRef]
- Xiao, J.; Min, J.Y.; Lin, J.P.; Zhang, J. A Review of the Bonding Techniques Between Polymer Matrix Composites and Metals. Automot. Abstr. 2021, 543, 32–38. [Google Scholar]
- Kawahito, Y.; Niwa, Y.; Terajima, T.; Katayama, S. Laser direct joining of glassy metal Zr55Al10Ni5Cu30 to engineering plastic polyethylene terephthalate. Mater. Trans. 2010, 51, 1433–1436. [Google Scholar] [CrossRef]
- Lin, J.; Zhang, J.; Min, J.; Sun, C.; Yang, S. Laser-assisted conduction joining of carbon fiber reinforced sheet molding compound to dual-phase steel by a polycarbonate interlayer. Opt. Laser Technol. 2021, 133, 106561. [Google Scholar] [CrossRef]
- Suresh, S.; Venkatesan, K.; Natarajan, E. Influence of SiC Nanoparticle Reinforcement on FSS Welded6061-T6 Aluminum Alloy. J. Nanomater. 2018, 1, 7031867. [Google Scholar]
- Sonoya, K.J.; Fukui, K.; Suzuki, M. Effect of Welding Conditions of Spot Welded Zone on the Tensile Strength about Aluminum Alloy (A6061). Univers. J. Mech. Eng. 2016, 4, 8–18. [Google Scholar] [CrossRef]
- Prussak, R.; Stefaniak, D.; Kappel, E.; Hühne, C.; Sinapius, M. Smart cure cycles for fiber metal laminates using embedded fiber Bragg grating sensors. Compos. Struct. 2019, 213, 252–260. [Google Scholar] [CrossRef]
- Zhu, W. Study on the Interface Control Mechanism and Performance of Al/CFRP/Al Laminates. Master’s Thesis, Yanshan University, Qinhuangdao, China, 2021. [Google Scholar]
- Park, S.Y.; Choi, W.J.; Choi, H.S.; Kwon, H. Effects of surface pre-treatment and void content on GLARE laminate process characteristics. J. Mater. Process. Technol. 2010, 210, 1008–1016. [Google Scholar] [CrossRef]
- Mu, W.L.; Na, J.X.; Qin, G.F.; Tan, W.; Gao, Y.; Shen, H. Durability Study of CFRP-Aluminum Alloy Adhesive Joints at Extreme Temperatures. Automot. Eng. 2020, 42, 985–992. [Google Scholar]
- Boon, Y.D.; Joshi, S.C.; Ong, L.S. Effects of mechanical surface treatment on bonding between aluminum and carbon/epoxy composites. Procedia Eng. 2017, 184, 374–386. [Google Scholar] [CrossRef]
- Nemani, S.K.; Annavarapu, R.K.; Mohammadian, B.; Raiyan, A.; Heil, J.; Haque, M.A.; Abdelaal, A.; Sojoudi, H. Surface modification of polymers: Methods and applications. Adv. Mater. Interfaces 2018, 5, 1801247. [Google Scholar] [CrossRef]
- Song, Y.; Shi, G.Q.; Dong, Z.D.; Tang, X.; Han, B.N. Review of Common Surface Treatment Methods in Aerospace Applications. Electron. Prod. Reliab. Environ. Test. 2019, 37, 78–81. [Google Scholar]
- Liu, X. Fundamental Research on the Mechanism and Application of Ionized Airflow Assisted Cutting. Master’s Thesis, Dalian University of Technology, Dalian, China, 2012. [Google Scholar]
- Bónová, L.; Zhu, W.; Patel, D.K.; Krogstad, D.V.; Ruzic, D.N. Atmospheric pressure microwave plasma for aluminum surface cleaning. J. Vac. Sci. Technol. A Vac. Surf. Film. 2020, 38, 023002. [Google Scholar] [CrossRef]
- Munoz, J.; Bravo, J.A.; Calzada, M.D. Aluminum metal surface cleaning and activation by atmospheric-pressure remote plasma. Appl. Surf. Sci. 2017, 407, 72–81. [Google Scholar] [CrossRef]
- Li, C.Q.; Dong, H.B.; Zou, Y.G.; Zou, X.H. The Effect of Low-Temperature Air Plasma Treatment on the Adhesion Performance of Aluminum Alloy Surfaces. China Surf. Eng. 2017, 30, 34–42. [Google Scholar]
- GB/T 228.1-2010; Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature. Standardization Administration of China: Beijing, China, 2010.
- GB/T 232-2010; Metallic Materials—Bend Test Method. Standardization Administration of China: Beijing, China, 2010.
- Wang, H.T.; Wu, G.; Dai, Y.T.; He, X.Y. Determination of the bond–slip behavior of CFRP-to-steel bonded interfaces using digital image correlation. J. Reinf. Plast. Compos. 2016, 35, 1353–1367. [Google Scholar] [CrossRef]
- Menzemer, C.C.; Fei, L.; Srivatsan, T.S. Failure of bolted connections in an aluminum alloy. J. Mater. Eng. Perform. 1999, 8, 197–204. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Name | Specification | Manufacturer |
|---|---|---|
| Aluminum Alloy Profiles | 6061 (Custom-made workpieces) | Jiangsu Annan Sai Metal Products Co., Ltd. (Nanjing, China) |
| Carbon Fiber Plain-Weave Prepreg | T700-12K | Toray Industries, Co., Ltd. (Tokyo, Japan) |
| PET Foam (Polyethylene terephthalate) | GURIT G-PET | Jiaxing ZH Composites Co., Ltd. (Jiaxing, China) |
| Acetone | WF330 | Shanghai Lingfeng Chemical Reagent Co., Ltd. (Shanghai, China) |
| Expanding Foam | HR320 | Xiamen Haor New Materials Co., Ltd. (Xiamen, China) |
| Vacuum Bag Film | LVF230B | Shanghai LIGO Technology Co., Ltd. (Shanghai, China) |
| Release Film | LRF230B | Shanghai LIGO Technology Co., Ltd. (Shanghai, China) |
| Name | Model | Manufacturer |
|---|---|---|
| UV Laser Marking Machine | 3SUV-3 | Shanghai Sanshu Industrial Co., Ltd. (Shanghai, China) |
| Atmospheric Plasma Machine | SPA2800H | Dongguan Shengding Precision Instruments Co., Ltd. (Dongguan, China) |
| Universal Testing Machine | Criterion40 | MTS Systems Corporation, USA, Co., Ltd. (Eden Prairie, MN, USA) |
| Parameter | Laser Treatment | Plasma Treatment |
|---|---|---|
| Laser Frequency (kHz) | 10.763 | / |
| Scanning Speed (mm/s) | 102.719 | / |
| Scan Line Spacing (mm) | 0.115 | / |
| Treatment Time (s) | / | 173.132 |
| Treatment Distance (mm) | / | 5.821 |
| Gas Flow Rate (L/h) | / | 597.383 |
| Parameter | Value | Unit |
|---|---|---|
| E1 | 62,000 | MPa |
| E2 | 58,000 | MPa |
| E3 | 6900 | MPa |
| ν12 | 0.04 | — |
| ν13 | 0.3 | — |
| ν23 | 0.3 | — |
| G12 | 7700 | MPa |
| G13 | 2700 | MPa |
| G23 | 2700 | MPa |
| Number | Peak Slip δ1 (mm) | Maximum Shear Stress τf (MPa) | Maximum Slip δf (mm) | Bond Stiffness τf/δ1 (MPa/mm) | Fracture Energy Gf (N/mm) |
|---|---|---|---|---|---|
| C-1 | 0.022 | 21.001 | 0.124 | 956.460 | 1.300 |
| C-2 | 0.030 | 21.429 | 0.140 | 723.953 | 1.503 |
| C-3 | 0.029 | 21.385 | 0.129 | 743.431 | 1.374 |
| C | 0.027 | 21.272 | 0.131 | 794.487 | 1.392 |
| Product | C-A | C-B | C-C |
|---|---|---|---|
| Maximum Compression Load (kN) | 77.01 | 57.83 | 44.26 |
| Specific Strength (N/g) | 17.35 | 13.04 | 10.09 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, J.; Liu, Y.; Cheng, L.; Kang, D.; Gao, R.; Qin, Y.; Mei, Z.; Zhang, M.; Yu, M.; Sun, Z. Design and Performance Study of Carbon Fiber-Reinforced Polymer Connection Structures with Surface Treatment on Aluminum Alloy (6061). Coatings 2024, 14, 785. https://doi.org/10.3390/coatings14070785
Zhang J, Liu Y, Cheng L, Kang D, Gao R, Qin Y, Mei Z, Zhang M, Yu M, Sun Z. Design and Performance Study of Carbon Fiber-Reinforced Polymer Connection Structures with Surface Treatment on Aluminum Alloy (6061). Coatings. 2024; 14(7):785. https://doi.org/10.3390/coatings14070785
Chicago/Turabian StyleZhang, Jianxin, Yang Liu, Lele Cheng, Dongxu Kang, Ruize Gao, Yinle Qin, Zhonghao Mei, Mengshuai Zhang, Muhuo Yu, and Zeyu Sun. 2024. "Design and Performance Study of Carbon Fiber-Reinforced Polymer Connection Structures with Surface Treatment on Aluminum Alloy (6061)" Coatings 14, no. 7: 785. https://doi.org/10.3390/coatings14070785