
Unbleached Nanofibrillated Cellulose as Additive and Coating for Kraft Paper

 ,
,  , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Papers, Papers Coating, and Films Production
- Kraft paper handsheet (sample KP);
- Uncoated kraft paper with nanocellulose on mass (sample KPN);
- Kraft paper with 2-mm of NFC surface application (sample KP2);
- Kraft paper with added NFC and a 2-mm-thick NFC surface coating (sample KPN2);
- NFC film with a thickness of 2 mm (sample F);
2.3. Morphological Characterization
2.4. Physical and Barrier Characteristics
2.5. Mechanical Characteristics
2.6. Thermal Characteristics
2.7. Statistical Analysis
3. Results
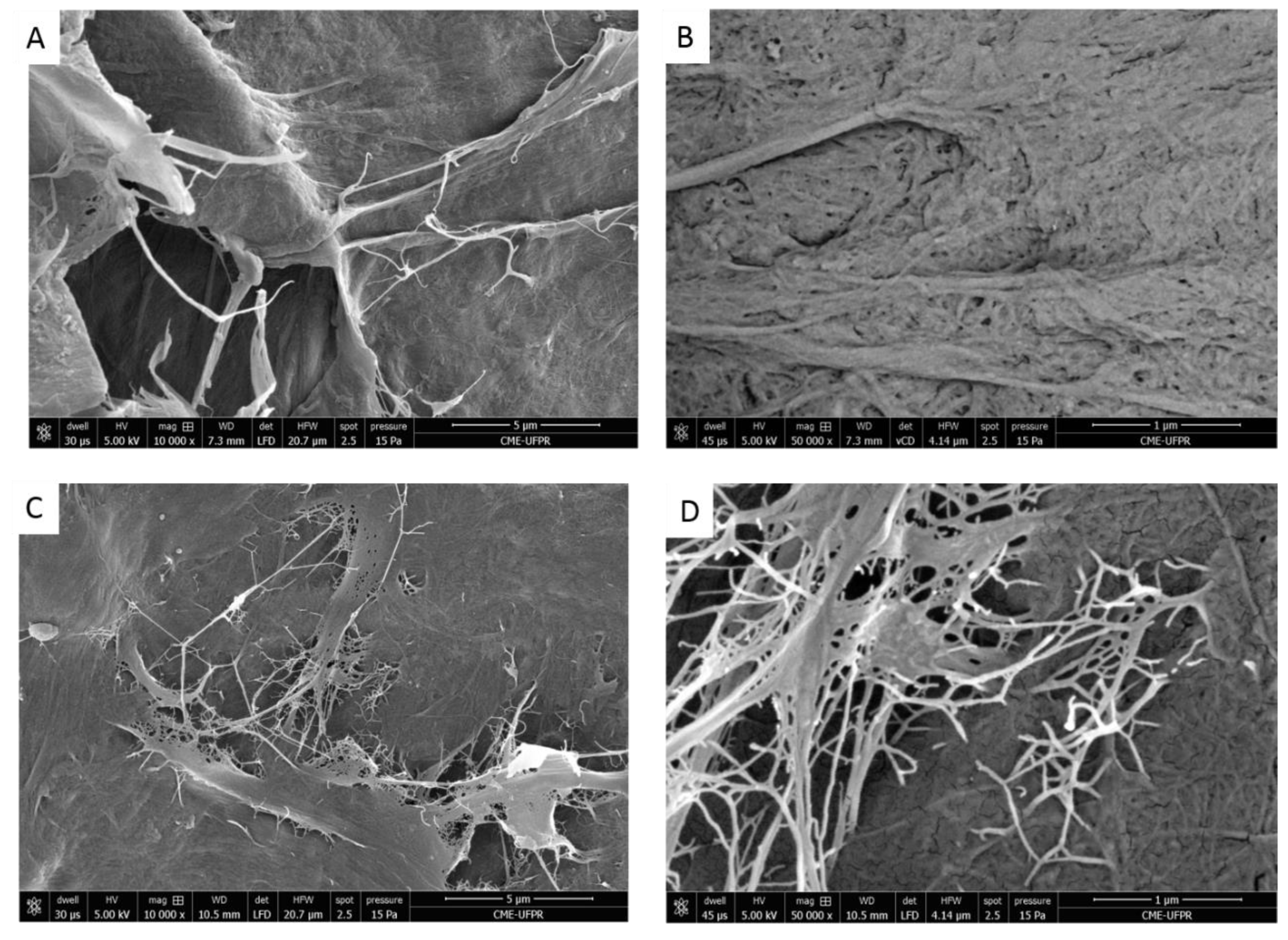
3.1. Morphological Analysis
3.2. Physical and Barrier Characteristics
3.3. Mechanical Characteristics
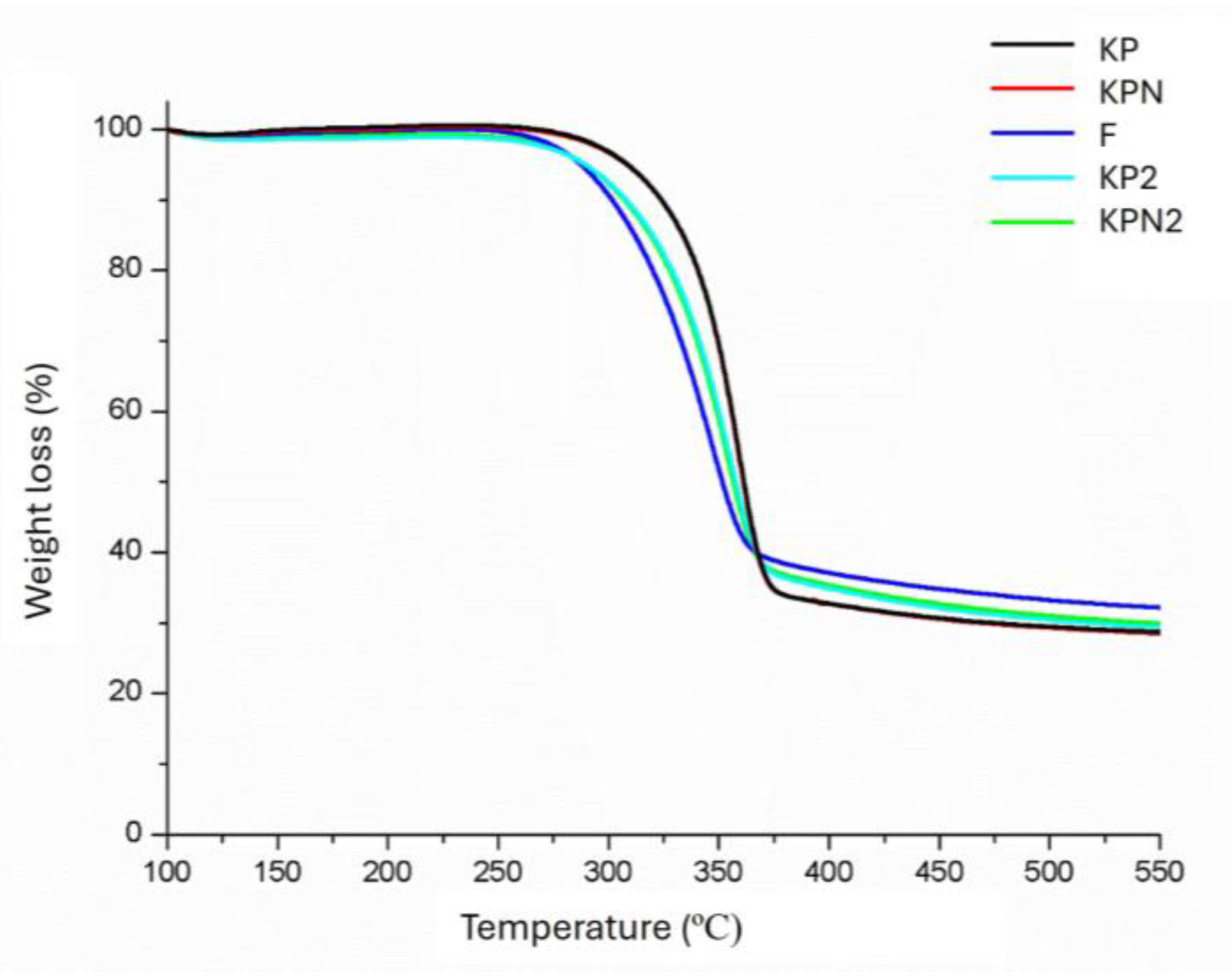
3.4. Thermal Stability
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lengowski, E.C.; Bonfatti Júnior, E.A.; Kumode, M.M.N.; Carneiro, M.E.; Satyanarayana, K.G. Nanocellulose in the Paper Making. In Sustainable Polymer Composites and Nanocomposites; Inamuddin, Thomas, S., Kumar Mishra, R., Asiri, A.M., Eds.; Springer International Publishing: Cham, Switzerland, 2019; pp. 1027–1066. ISBN 978-3-030-05398-7. [Google Scholar]
- Fernandes, A.; Cruz-Lopes, L.; Esteves, B.; Evtuguin, D. Nanotechnology Applied to Cellulosic Materials. Materials 2023, 16, 3104. [Google Scholar] [CrossRef]
- Kassab, Z.; Abdellaoui, Y.; Salim, M.H.; Bouhfid, R.; Qaiss, A.E.K.; El Achaby, M. Micro- and Nano-Celluloses Derived from Hemp Stalks and Their Effect as Polymer Reinforcing Materials. Carbohydr. Polym. 2020, 245, 116506. [Google Scholar] [CrossRef] [PubMed]
- Lengowski, E.C.; Franco, T.S.; Viana, L.C.; Bonfatti Júnior, E.A.; De Muñiz, G.I.B. Micro and Nanoengineered Structures and Compounds: Nanocellulose. Cellulose 2023, 30, 10595–10632. [Google Scholar] [CrossRef]
- Noremylia, M.B.; Hassan, M.Z.; Ismail, Z. Recent Advancement in Isolation, Processing, Characterization and Applications of Emerging Nanocellulose: A Review. Int. J. Biol. Macromol. 2022, 206, 954–976. [Google Scholar] [CrossRef]
- Poulose, A.; Parameswaranpillai, J.; George, J.J.; Gopi, J.A.; Krishnasamy, S.; Dominic, C.D.M.; Hameed, N.; Salim, N.V.; Radoor, S.; Sienkiewicz, N. Nanocellulose: A Fundamental Material for Science and Technology Applications. Molecules 2022, 27, 8032. [Google Scholar] [CrossRef] [PubMed]
- Barhoum, A. Handbook of Nanocelluloses: Classification, Properties, Fabrication, and Emerging Applications; Springer: Cham, Switzerland, 2022. [Google Scholar] [CrossRef]
- Sehaqui, H.; Allais, M.; Zhou, Q.; Berglund, L.A. Wood Cellulose Biocomposites with Fibrous Structures at Micro- and Nanoscale. Compos. Sci. Technol. 2011, 71, 382–387. [Google Scholar] [CrossRef]
- Lengowski, E.C.; Bonfatti Júnior, E.A.; Simon, L.; De Muñiz, G.I.B.; De Andrade, A.S.; Nisgoski, S.; Klock, U. Different Degree of Fibrillation: Strategy to Reduce Permeability in Nanocellulose-Starch Films. Cellulose 2020, 27, 10855–10872. [Google Scholar] [CrossRef]
- Lengowski, E.C.; Bonfatti Júnior, E.A.; Coelho Simon, L.; Bolzon De Muniz, G.I.; Sulato De Andrade, A.; Neves Leite, A.; Souza De Miranda Leite, E.L. Nanocellulose Coating on Kraft Paper. Coatings 2023, 13, 1705. [Google Scholar] [CrossRef]
- Xu, Y.; Wu, Z.; Li, A.; Chen, N.; Rao, J.; Zeng, Q. Nanocellulose Composite Films in Food Packaging Materials: A Review. Polymers 2024, 16, 423. [Google Scholar] [CrossRef]
- Hashemzehi, M.; Mesic, B.; Sjöstrand, B.; Naqvi, M. A Comprehensive Review of Nanocellulose Modification and Applications in Papermaking and Packaging: Challenges, Technical Solutions, and Perspectives. BioResources 2022, 17, 3718–3780. [Google Scholar] [CrossRef]
- Li, A.; Xu, D.; Luo, L.; Zhou, Y.; Yan, W.; Leng, X.; Dai, D.; Zhou, Y.; Ahmad, H.; Rao, J.; et al. Overview of Nanocellulose as Additives in Paper Processing and Paper Products. Nanotechnol. Rev. 2021, 10, 264–281. [Google Scholar] [CrossRef]
- Zambrano, F.; Starkey, H.; Wang, Y.; Abbati De Assis, C.; Venditti, R.; Pal, L.; Jameel, H.; Hubbe, M.A.; Rojas, O.J.; Gonzalez, R. Using Micro- and Nanofibrillated Cellulose as a Means to Reduce Weight of Paper Products: A Review. BioResources 2020, 15, 4553–4590. [Google Scholar] [CrossRef]
- Bárta, J.; Hájková, K.; Sikora, A.; Jurczyková, T.; Popelková, D.; Kalous, P. Effect of a Nanocellulose Addition on the Mechanical Properties of Paper. Polymers 2023, 16, 73. [Google Scholar] [CrossRef] [PubMed]
- Cañas-Gutiérrez, A.; Gómez Hoyos, C.; Velásquez-Cock, J.; Gañán, P.; Triana, O.; Cogollo-Flórez, J.; Romero-Sáez, M.; Correa-Hincapié, N.; Zuluaga, R. Health and Toxicological Effects of Nanocellulose When Used as a Food Ingredient: A Review. Carbohydr. Polym. 2024, 323, 121382. [Google Scholar] [CrossRef] [PubMed]
- Das, A.K.; Islam, M.N.; Ashaduzzaman, M.; Nazhad, M.M. Nanocellulose: Its Applications, Consequences and Challenges in Papermaking. J. Packag. Technol. Res. 2020, 4, 253–260. [Google Scholar] [CrossRef]
- Salas, C.; Hubbe, M.; Rojas, O.J. Nanocellulose Applications in Papermaking. In Production of Materials from Sustainable Biomass Resources; Fang, Z., Smith, R.L., Jr., Tian, X.-F., Eds.; Biofuels and Biorefineries; Springer: Singapore, 2019; Volume 9, pp. 61–96. ISBN 9789811337673. [Google Scholar]
- Spagnuolo, L.; D’Orsi, R.; Operamolla, A. Nanocellulose for Paper and Textile Coating: The Importance of Surface Chemistry. ChemPlusChem 2022, 87, e202200204. [Google Scholar] [CrossRef] [PubMed]
- Liu, W.; Liu, K.; Du, H.; Zheng, T.; Zhang, N.; Xu, T.; Pang, B.; Zhang, X.; Si, C.; Zhang, K. Cellulose Nanopaper: Fabrication, Functionalization, and Applications. Nano-Micro Lett. 2022, 14, 104. [Google Scholar] [CrossRef] [PubMed]
- Tarrés, Q.; Aguado, R.; Pèlach, M.À.; Mutjé, P.; Delgado-Aguilar, M. Electrospray Deposition of Cellulose Nanofibers on Paper: Overcoming the Limitations of Conventional Coating. Nanomaterials 2021, 12, 79. [Google Scholar] [CrossRef]
- ISO 5269-2:2004; Pulps—Preparation of Laboratory Sheets for Physical Testing—Part 2: Rapid-Köthen Method. International Standardization Organization: Geneva, Switzerland, 2008.
- Magalhãoes, W.L.E.; Claro, F.C.; Matos, M.; Lengowski, E.C. Produção de Nanofibrilas de Celulose por Desfibrilação Mecânica em Moinho Coloidal; Embrapa Florestas: Colombo, Brazil, 2017. [Google Scholar]
- TAPPI T 402 sp-13; Standard Conditioning and Testing Atmospheres for Paper, Board, Pulp Handsheets, and Related Products. Technical Association of Pulp and Paper Industry: Atlanta, GA, USA, 2013.
- TAPPI T 220 sp-16; Physical Testing of Pulp Handsheets. Technical Association of Pulp and Paper Industry: Atlanta, GA, USA, 2016.
- TAPPI T 441 om-20; Water Absorptiveness of Sized (Non-Bibulous) Paper, Paperboard, and Corrugated Fiberboard (Cobb Test). Technical Association of Pulp and Paper Industry: Atlanta, GA, USA, 2020.
- TAPPI T 460 om-16; Air Resistance of Paper (Gurley Method). Technical Association of Pulp and Paper Industry: Atlanta, GA, USA, 2016.
- ASTM D7334-08; Standard Practice for Surface Wettability of Coatings, Substrates and Pigments by Advancing Contact Angle Measurement. American Society for Testing and Materials: West Conshohocken, PA, USA, 2022.
- TAPPI T 494 om-22; Tensile Properties of Paper and Paperboard (Using Constant Rate of Elongation Apparatus). Technical Association of Pulp and Paper Industry: Atlanta, GA, USA, 2022.
- TAPPI T 403 om-22; Bursting Strength of Paper. Technical Association of Pulp and Paper Industry: Atlanta, GA, USA, 2023.
- TAPPI T 414 om-21; Internal Tearing Resistance of Paper (Elmendorf-Type Method). Technical Association of Pulp and Paper Industry: Atlanta, GA, USA, 2021.
- Swinehart, D. Fundamentals of Refining; MeadWestvaco Center for Packaging Innovation: Richmond, VA, USA, 2012. [Google Scholar]
- Nakagaito, A.N.; Yano, H. The effect of morphological changes from pulp fiber towards nano-scale fibrillated cellulose on the mechanical properties of high-strength plant fiber based composites. Appl. Phys. A 2004, 78, 547–552. [Google Scholar] [CrossRef]
- González, I.; Boufi, S.; Pèlach, M.A.; Alcalà, M.; Vilaseca, F.; Mutjé, P. Nanofibrillated cellulose as paper additive in Eucalyptus pulps. BioResources 2012, 7, 5167–5180. [Google Scholar] [CrossRef]
- Zimmermann, T.; Bordeanu, N.; Strub, E. Properties of Nanofibrillated Cellulose from Different Raw Materials and Its Reinforcement Potential. Carbohydr. Polym. 2010, 79, 1086–1093. [Google Scholar] [CrossRef]
- Balea, A.; Monte, M.C.; Merayo, N.; Campano, C.; Negro, C.; Blanco, A. Industrial application of nanocelluloses in papermaking: A review of challenges, technical solutions, and market perspectives. Molecules 2020, 25, 526. [Google Scholar] [CrossRef] [PubMed]
- Wang, W.; Gu, F.; Deng, Z.; Zhu, Y.; Zhu, J.; Guo, T.; Song, J.; Xiao, H. Multilayer surface construction for enhancing barrier properties of cellulose-based packaging. Carbohydr. Polym. 2021, 255, 117431. [Google Scholar] [CrossRef] [PubMed]
- Spence, K.L.; Venditi, R.A.; Rojas, O.J.; Habibi, Y.; Pawlak, J.J. The effect of chemical composition on microfibrillar cellulose films from wood pulps: Water interactions and physical properties for packaging applications. Cellulose 2010, 17, 835–848. [Google Scholar] [CrossRef]
- Chanda, S.; Bajwa, D.S. A review of current physical techniques for dispersion of cellulose nanomaterials in polymer matrices. Rev. Adv. Mater. Sci. 2021, 60, 325–341. [Google Scholar] [CrossRef]
- Sundar, N.; Stanley, S.J.; Kumar, S.A.; Keerthana, P.; Kumar, G.A. Development of dual purpose, industrially important PLA–PEG based coated abrasives and packaging materials. J. Appl. Polym. Sci. 2021, 138, 50495. [Google Scholar] [CrossRef]
- Pego, M.F.F.; Bianchi, M.L.; Yasumura, P.K. Nanocellulose reinforcement in paper produced from fiber blending. Wood Sci. Technol. 2020, 54, 1587–1603. [Google Scholar] [CrossRef]
- Hii, C.; Gregersen, Ø.W.; Chinga-Carrasco, G.; Eriksen, Ø. The Effect of MFC on the Pressability and Paper Properties of TMP and GCC Based Sheets. Nord. Pulp Pap. Res. J. 2012, 27, 388–396. [Google Scholar] [CrossRef]
- Butt, H.-J.; Liu, J.; Koynov, K.; Straub, B.; Hinduja, C.; Roismann, I.; Berger, R.; Li, X.; Vollmer, D.; Steffen, W.; et al. Contact angle hysteresis. Curr. Opin. Colloid Interface Sci. 2022, 59, 101574. [Google Scholar] [CrossRef]
- Wang, X.Y.; Tian, W.; Ye, Y.H.; Chen, Y.; Wu, W.J.; Jiang, S.H.; Wang, Y.L.; Han, X.S. Surface modifications towards superhydrophobic wood-based composites: Construction strategies, functionalization, and perspectives. Adv. Colloid Interface Sci. 2024, 326, 103142. [Google Scholar] [CrossRef]
- Barrino, F.; Ramírez, H.D.L.R.; Schiraldi, C.; Martínez, J.L.; Samper, M.D. Preparation and Characterization of New Bioplastics Based on Polybutylene Succinate (PBS). Polymers 2023, 15, 1212. [Google Scholar] [CrossRef]
- Shi, K.; Ma, Q.; Su, T.; Wang, Z. Preparation of porous materials by selective enzymatic degradation: Effect of in vitro degradation and in vivo compatibility. Sci. Rep. 2020, 10, 7031. [Google Scholar] [CrossRef] [PubMed]
- Dufresne, A. Nanocellulose: From Nature to High Performance Tailored Materials; Walter de Gruyter: Berlin, Germany, 2013. [Google Scholar]
- Feng, L.; Li, S.; Li, H.; Zhai, J.; Song, Y.; Jiang, L.; Zhu, D. Super-Hydrophobic Surface of Aligned Polyacrylonitrile Nanofibers. Angew. Chem. Int. Ed. 2002, 41, 1221–1223. [Google Scholar] [CrossRef]
- Zhang, X.; Liu, X.; Laakso, J.; Levänen, E.; Mäntylä, T. Easy-to-Clean Property and Durability of Superhydrophobic Flaky γ-Alumina Coating on Stainless Steel in Field Test at a Paper Machine. App. Surf. Sci. 2012, 258, 3102–3108. [Google Scholar] [CrossRef]
- Fowkes, F.M. Attractive forces at interfaces. Ind. Eng. Chem. 1964, 56, 40–52. [Google Scholar] [CrossRef]
- Adamson, A.W. Physical Chemistry of Surfaces, 5th ed.; Wiley & Sons: New York, NY, USA, 1976; p. 377. [Google Scholar]
- Semple, K.E.; Zhou, C.; Rojas, O.J.; Nkeuwa, W.N.; Dai, C. Moulded Pulp Fibers for Disposable Food Packaging: A State-of-the-Art Review. Food Packag. Shelf Life 2022, 33, 100908. [Google Scholar] [CrossRef]
- Liu, L.; Lei, Y.; Chen, G. Research on the Preparation and Properties of Water Resistant and Oil Resistant Paper Tableware Made by Bagasse Brown Pulp. In Applied Sciences in Graphic Communication and Packaging; Zhao, P., Ouyang, Y., Xu, M., Yang, L., Ren, Y., Eds.; Lecture Notes in Electrical Engineering; Springer: Singapore, 2018; Volume 477, pp. 609–615. ISBN 978-981-10-7628-2. [Google Scholar]
- Bonfatti Júnior, E.A.; Raia, R.Z.; Bila, N.F.; Lopes, M.S.; Klock, U.; Andrade, A.S.; Vivian, M.A. Kraft pulping and papermaking of Cryptomeria japonica. Sci. Fores. 2019, 47, 811–822. [Google Scholar] [CrossRef]
- Brodin, F.W.; Gregersen, Ø.W.; Syverud, K. Cellulose Nanofibrils: Challenges and Possibilities as a Paper Additive or Coating Material—A Review. Nord. Pulp Pap. Res. J. 2014, 29, 156–166. [Google Scholar] [CrossRef]
- Mtibe, A.; Linganiso, L.Z.; Mathew, A.P.; Oksman, K.; John, M.J.; Anandjiwala, R.D. A comparative study on properties of micro and nanopapers produced from cellulose and cellulose nanofibres. Carbohydr. Polym. 2015, 118, 1–8. [Google Scholar] [CrossRef]
- Wang, H.; Wang, J.; Si, S.; Wang, Q.; Li, X.; Wang, S. Residual-Lignin-Endowed Molded Pulp Lunchbox with a Sustained Wet Support Strength. Ind. Crops Prod. 2021, 170, 113756. [Google Scholar] [CrossRef]
- Thanakkasaranee, S.; Sadeghi, K.; Seo, J. Packaging materials and technologies for microwave applications: A review. Crit. Rev. Food Sci. Nutr. 2022, 63, 6464–6483. [Google Scholar] [CrossRef] [PubMed]
- Majder-Łopatka, M.; Węsierski, T.; Ankowski, A.; Ratajczak, K.; Duralski, D.; Piechota-Polanczyk, A.; Polanczyk, A. Thermal Analysis of Plastics Used in the Food Industry. Materials 2022, 15, 248. [Google Scholar] [CrossRef] [PubMed]
- Mofokeng, J.P.; Luyt, A.S.; Tábi, T.; Kovács, J. Comparison of injection moulded, natural fibre-reinforced composites with PP and PLA as matrices. J. Thermoplast. Compos. Mater. 2012, 25, 927–948. [Google Scholar] [CrossRef]
- Hu, X.; Su, T.; Li, P.; Wang, Z. Blending modification of PBS/PLA and its enzymatic degradation. Polym. Bull. 2018, 75, 533–546. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Apparent Density (g/cm3) | Water Absorption (g/m2) |
|---|---|---|
| F | 0.70 ± 0.05 c | 45.84 ± 4.06 a |
| KPN | 0.47 ± 0.29 a | 130.72 ± 11.04 c |
| KP | 0.44 ± 0.76 a | 133.15 ± 5.19 c |
| KPN2 cs | 0.64 ± 0.98 b | 65.01 ± 2.98 b |
| KPN2 ps | 203.28 ± 21.00 d | |
| KP2 cs | 0.65 ± 0.012 b | 70.04 ± 11.83 b |
| KP2 ps | 222.81 ± 22.08 d |
| Sample | 0 s | 5 s | 15 s | 30 s |
|---|---|---|---|---|
| F | 73.15 ± 5.79 ab | 64.09 ± 9.33 b | 60.32 ± 12.89 a | 57.04 ± 15. 55 a |
| KPN | 70.36 ± 22.98 ab | 73.5 ± 15.11 b | 0 | 0 |
| KP | 65.36 ± 7.77 a | 18.45 ± 5.58 a | 0 | 0 |
| KPN2 cs | 73.04 ± 13.00 ab | 59.77 ± 14.96 b | 56.68 ± 15,74 a | 55.01 ± 16.00 a |
| KPN2 ps | 81.64 ± 7.38 bc | 36.8 ± 10.42 a | 0 | 0 |
| KP2 cs | 74.42 ± 6.72 ab | 63.00 ± 9.79 b | 62.2 ± 11.02 a | 60.57 ± 12.64 a |
| KP2 ps | 90.07 ± 7.99 c | 50.28 ± 17.53 ab | 0 | 0 |
| Sample | 0 s | 5 s | 15 s | 30 s |
|---|---|---|---|---|
| F | 89.45 ± 8.52 a | 53.68 ± 10.73 ab | 41.88 ± 9.73 ab | 33.43 ± 8.32 ab |
| KPN | 90.43 ± 9.13 a | 54.57 ± 14.56 abc | 36.53 ± 11.80 a | 27.4 ± 9.46 a |
| KP | 86.56 ± 8.26 a | 49.01 ± 6.60 a | 35.88 ± 6.70 a | 37.02 ±10.97 a |
| KPN2 cs | 95.45 ± 4.98 ab | 71.36 ± 8.66 d | 57.79 ± 7.92 c | 43.74 ± 12.33 bc |
| KPN2 ps | 94.14 ± 8.54 ab | 65.74 ± 11.65 bcd | 50.52 ± 13.45 bc | 47.84 ± 6.43 c |
| KP2 cs | 89.75 ± 9.48 a | 52.02 ± 9.98 ab | 39.8 ± 9.17 ab | 42.68 ± 5.76 bc |
| KP2 ps | 102.35 ± 5.97 b | 67.36 ± 7.88 cd | 50.68 ± 11.06 bc | 32.8 ± 8.00 ab |
| Sample | Burst Index (kPa·m2/g) | Tear Index (mN·m2/g) | Tensile Index (N·m/g) |
|---|---|---|---|
| F | 3.14 ± 0.44 c | 89.90 ± 18.35 a | |
| KPN | 6.76 ± 0.35 b | 22.49 ± 0.00 b | 86.83 ± 12.12 a |
| KP | 4.34 ± 0.17 c | 17.67 ± 0.71 c | 60.56 ± 3.33 b |
| KPN2 | 10.17 ± 0.65 a | 25.41 ± 1.08 a | 90.95 ± 5.05 a |
| KP2 | 6.61 ± 1.63 b | 21.67 ± 1.05 b | 70.03 ± 5.47 b |
| Sample | Mass Loss (%) | ||||
|---|---|---|---|---|---|
| 100–200 °C | 200–300 °C | 300–400 °C | 400–500 °C | After 500 °C | |
| F | 0.19 | 9.11 | 53.60 | 3.85 | 33.25 |
| KP | 0.38 | 4.15 | 65.11 | 3.26 | 29.10 |
| KPN | 0.13 | 3.26 | 64.06 | 3.36 | 29.19 |
| KP2 | 1.18 | 6.29 | 57.62 | 4.47 | 30.45 |
| KPN2 | 0.72 | 6.93 | 56.99 | 4.35 | 31.01 |
| Sample | Thermal Degradation Temperatures (°C) | ||
|---|---|---|---|
| Tonset | Tmax | Tendset | |
| F | 227 | 347 | 411 |
| KP | 226 | 359 | 390 |
| KPN | 238 | 359 | 387 |
| KP2 | 235 | 355 | 392 |
| KPN2 | 244 | 354 | 390 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lengowski, E.C.; Bonfatti Júnior, E.A.; Simon, L.C.; Izidio, V.M.C.; Andrade, A.S.d.; Nisgoski, S.; Muniz, G.I.B.d. Unbleached Nanofibrillated Cellulose as Additive and Coating for Kraft Paper. Coatings 2024, 14, 962. https://doi.org/10.3390/coatings14080962
Lengowski EC, Bonfatti Júnior EA, Simon LC, Izidio VMC, Andrade ASd, Nisgoski S, Muniz GIBd. Unbleached Nanofibrillated Cellulose as Additive and Coating for Kraft Paper. Coatings. 2024; 14(8):962. https://doi.org/10.3390/coatings14080962
Chicago/Turabian StyleLengowski, Elaine Cristina, Eraldo Antonio Bonfatti Júnior, Leonardo Coelho Simon, Vitória Maria Costa Izidio, Alan Sulato de Andrade, Silvana Nisgoski, and Graciela Inês Bolzon de Muniz. 2024. "Unbleached Nanofibrillated Cellulose as Additive and Coating for Kraft Paper" Coatings 14, no. 8: 962. https://doi.org/10.3390/coatings14080962