
Micro-Nano Dual-Scale Coatings Prepared by Suspension Precursor Plasma Spraying for Resisting Molten Silicate Deposit

Abstract
:1. Introduction
2. Experimental Details
2.1. Preparation of TBCs
2.2. Long-Term Stability Assessment Method
3. Results and Discussion
3.1. Component Stability
3.2. Structural Stability
3.3. Stability of Wetting Performance of CMAS
4. Conclusions
- (1)
- After 8 h of heat treatment, the elemental composition and phase composition of the micro-nano dual-scale layer remained unchanged, indicating good compositional stability.
- (2)
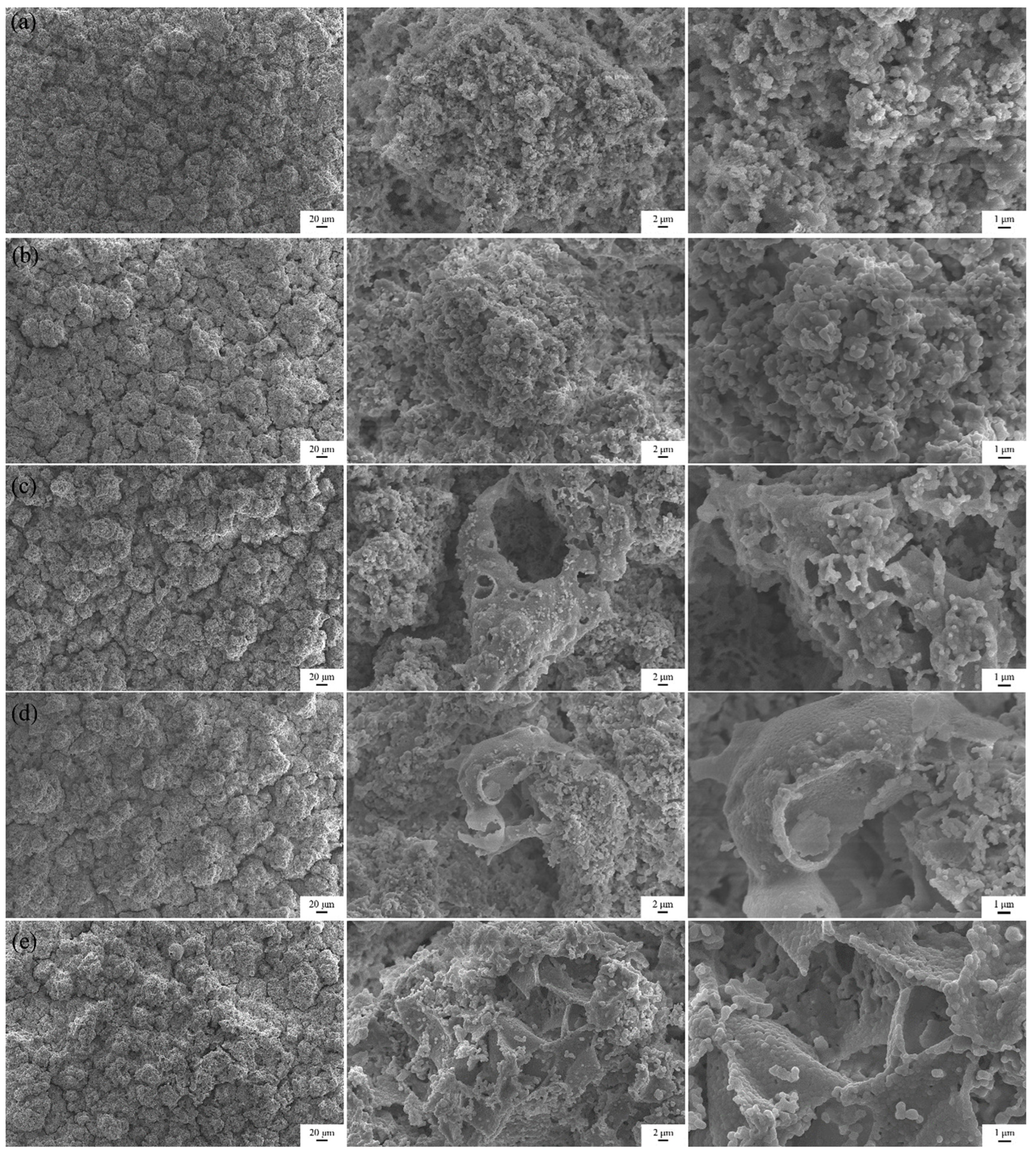
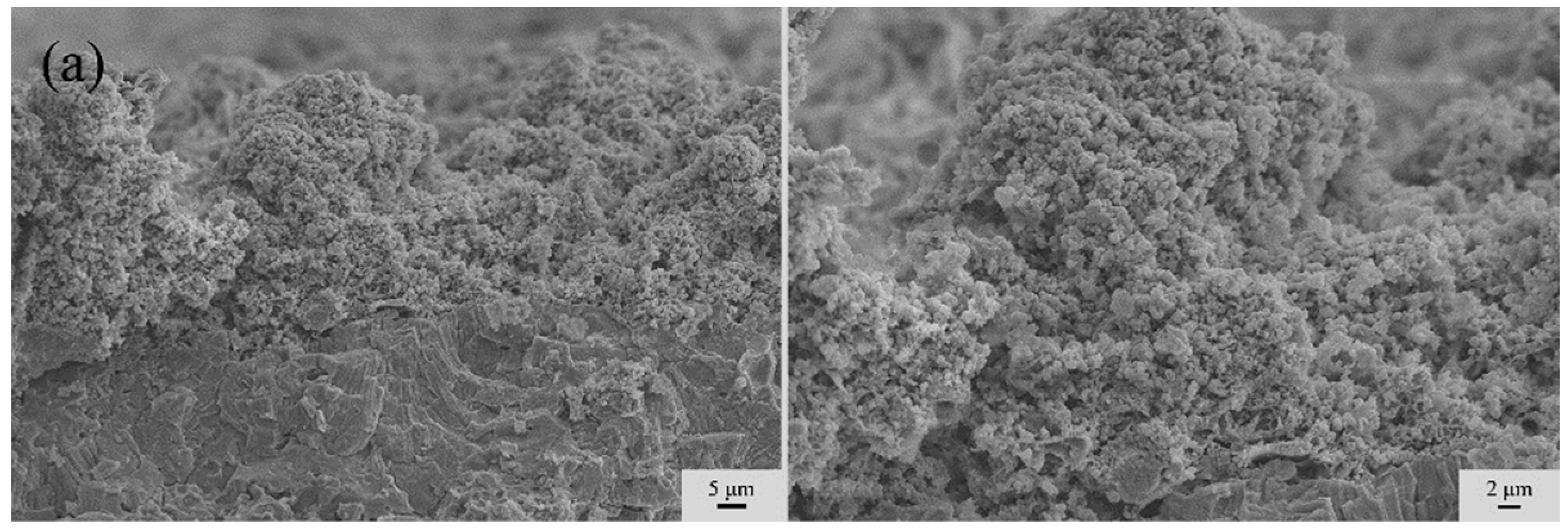
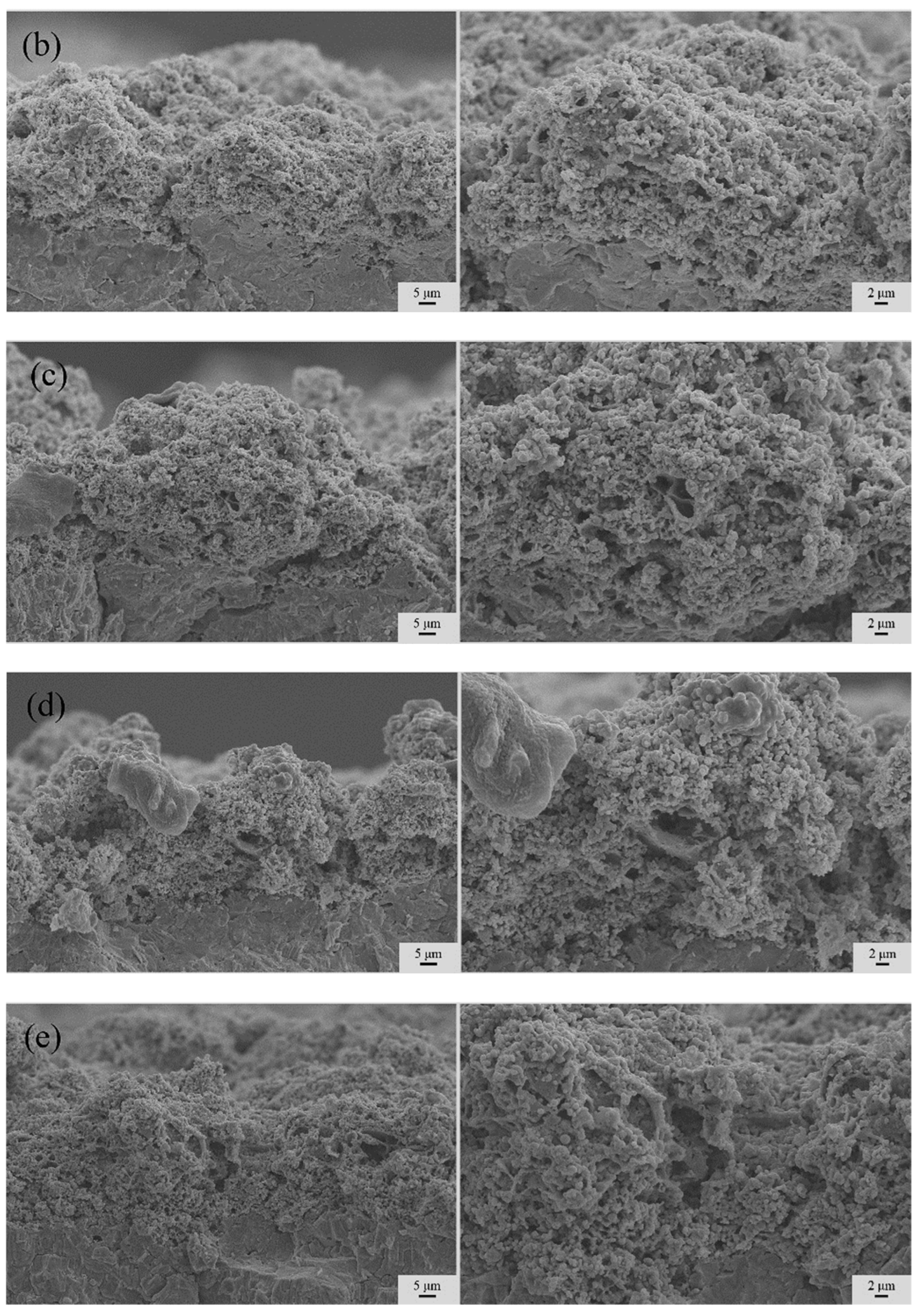
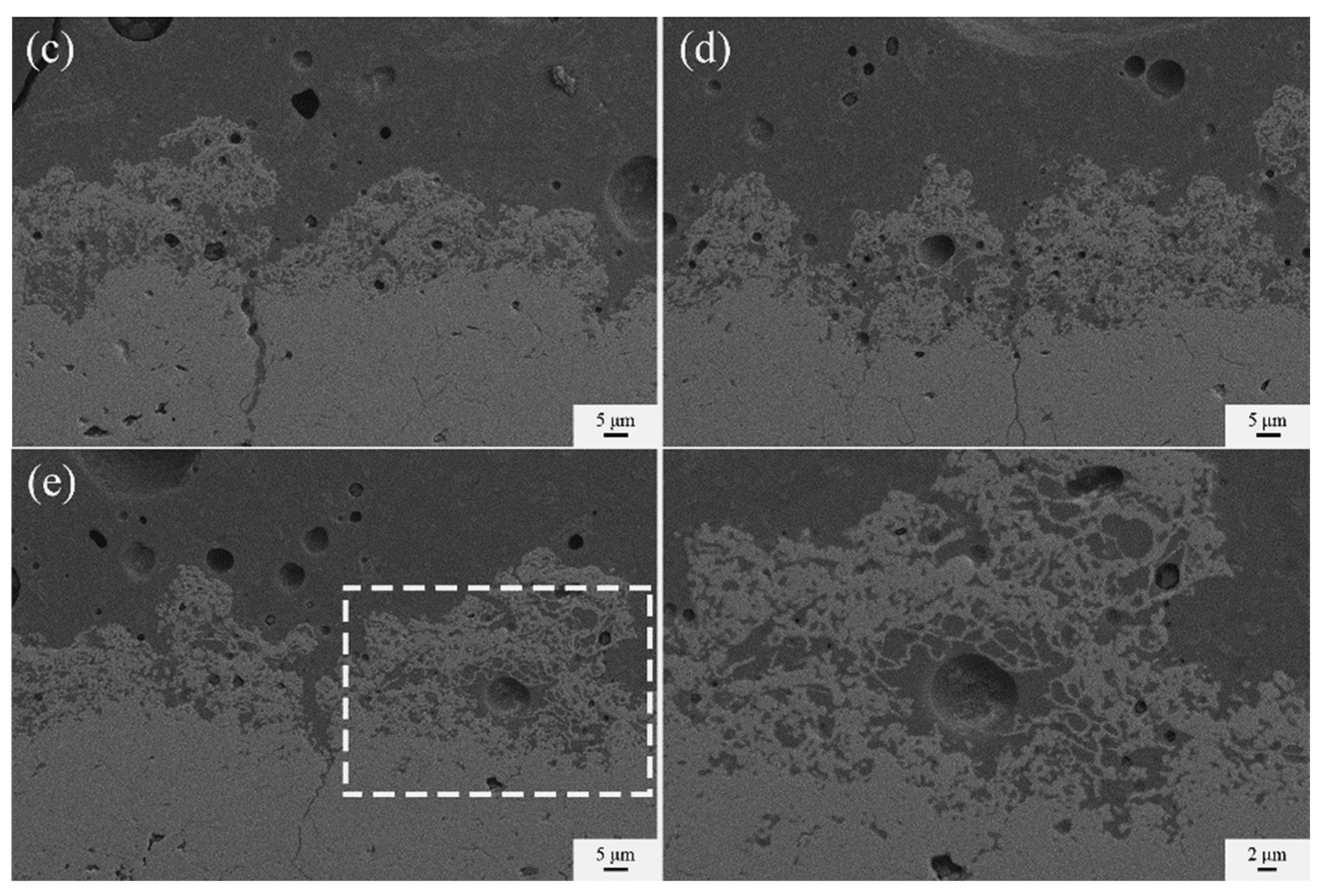
- After 1 h of heat treatment, the micro-nano dual-scale layer began to sinter, forming sheet-like or hollow spherical structures. As heat treatment time increased, the number of sheet-like or hollow spherical structures gradually increased, leading to an increase in the porosity of the micro-nano dual-scale layer; however, the sintering phenomenon was mainly concentrated inside the micro-nano dual-scale layer. After 8 h of heat treatment, the surface convex structure of the micro-nano dual-scale layer did not show significant degradation, indicating good stability of the micro-nano dual-scale structure.
- (3)
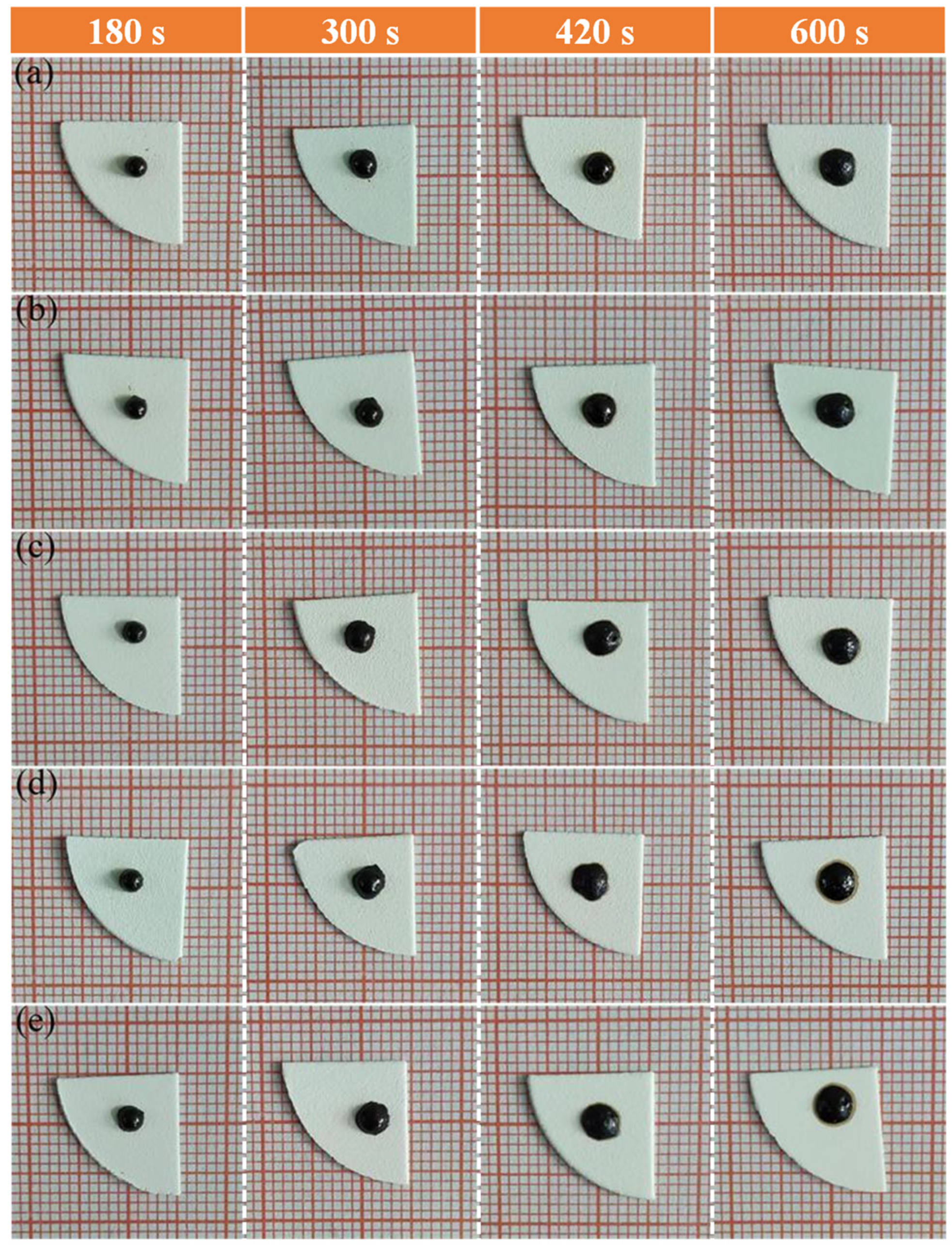
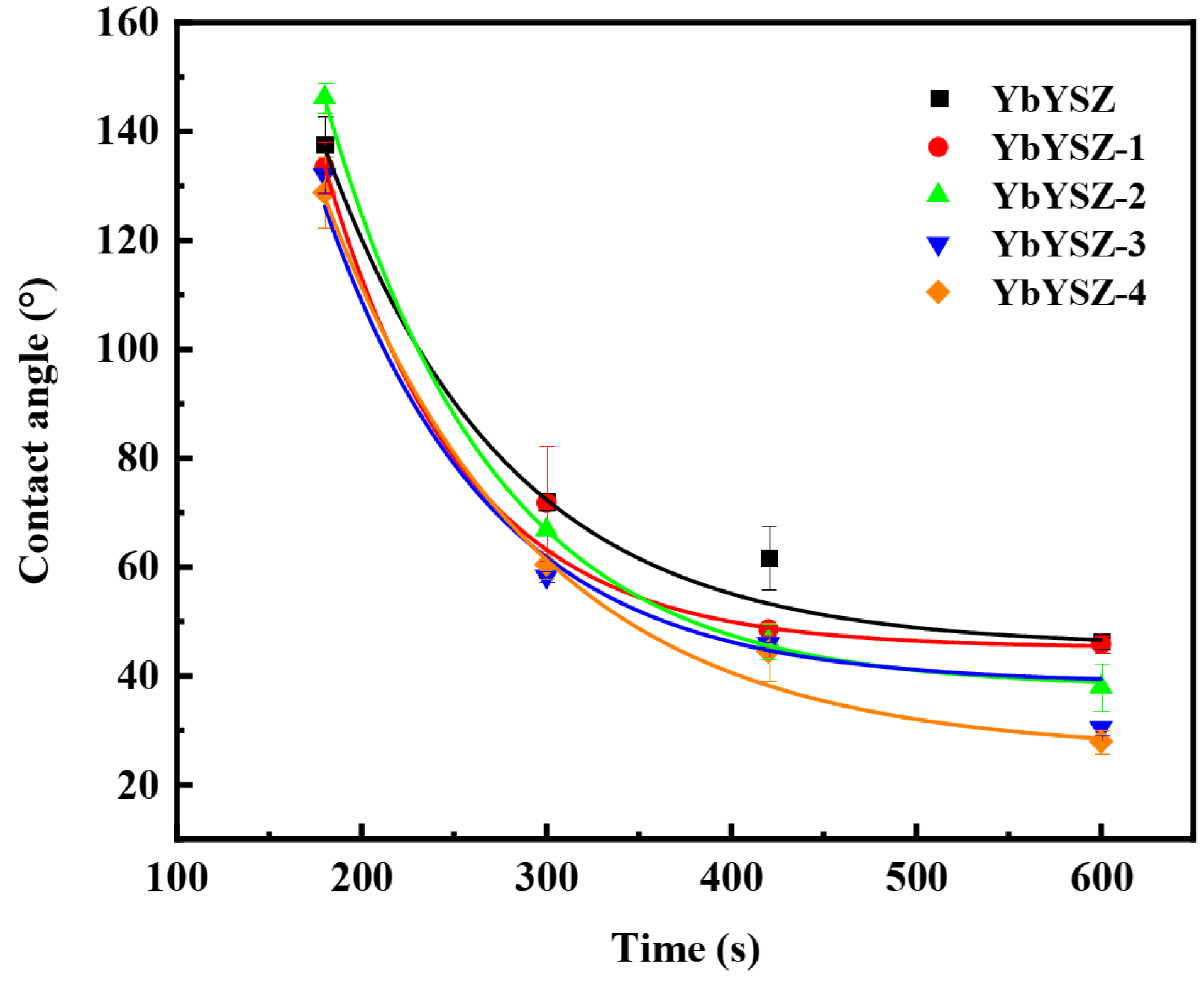
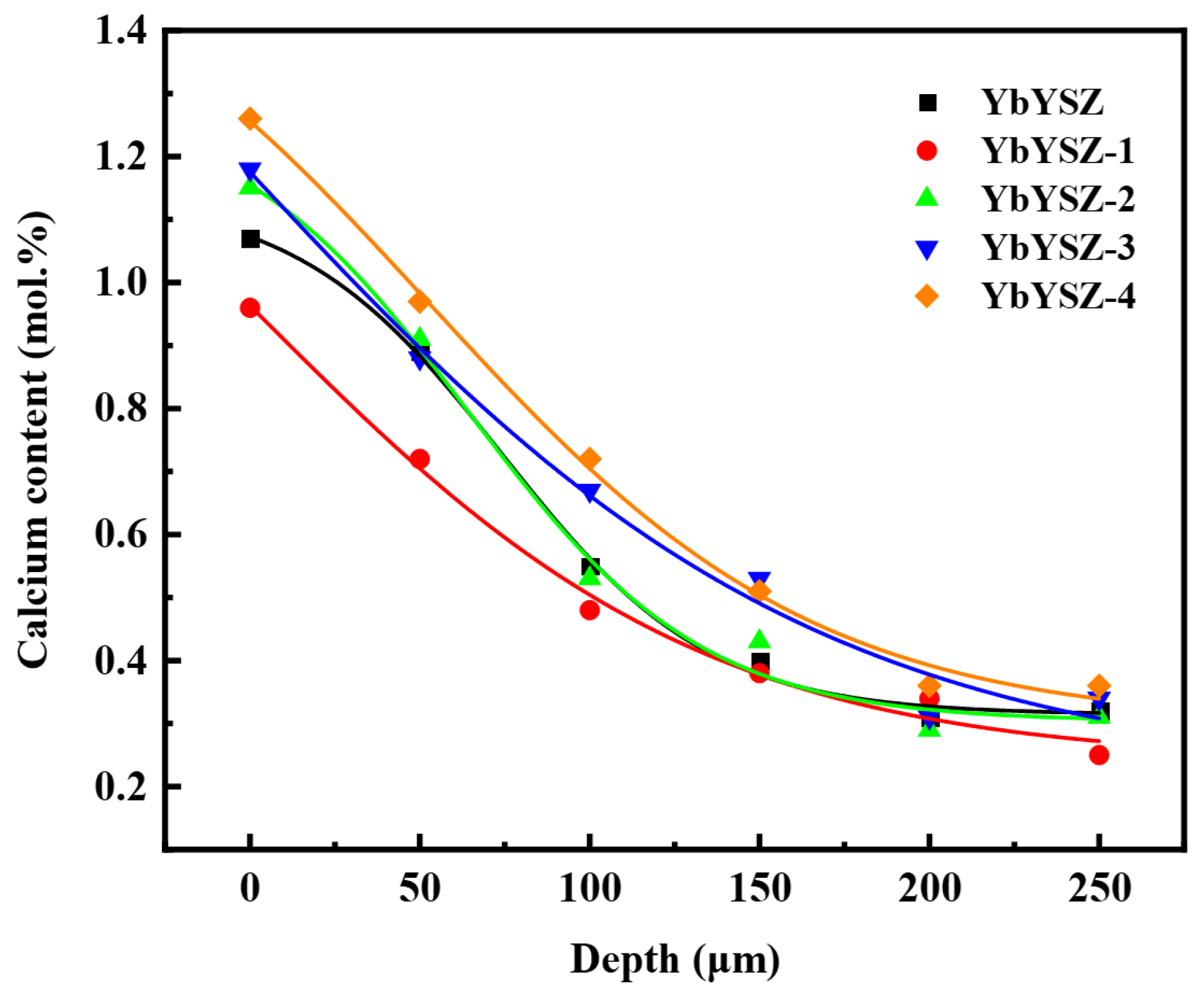
- As the heat treatment time increased, the anti-CMAS wetting performance of the micro-nano dual-scale layer decreased. The sample treated for 8 h could still resist the wetting and penetration of molten CMAS, and the micro-nano dual-scale layer had good stability with a large wetting angle over a long period of time. Interestingly, short-term heat treatment (less than 1 h) can make the micro-nano dual-scale layer denser, hinder the penetration of molten CMAS, and enhance its resistance to degradation. Therefore, the study has a guiding significance for exploring the anti-CMAS corrosion performance of nanoscale coatings, and the wetting behavior of micro-nano dual-scale coatings provides a new solution for solving CMAS corrosion.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Padture, N.P.; Gell, M.; Jordan, E.H. Thermal barrier coatings for gas-turbine engine applications. Science 2002, 296, 280–284. [Google Scholar] [CrossRef]
- Clarke, D.R.; Oechsner, M.; Padture, N.P. Thermal-barrier coatings for more efficient gas-turbine engines. MRS Bull. 2012, 37, 891–902. [Google Scholar] [CrossRef]
- Fang, H.; Wang, W.; Zhang, C.; Wang, Y.; Yang, T.; Yang, Z.; Liu, Y.; Ye, D. Comparative study on failure behavior of promising CMAS-resistant plasma-sprayed thermal barrier coatings in burner rig test with/without CMAS deposition. Ceram. Int. 2023, 49, 12390–12407. [Google Scholar] [CrossRef]
- Wellman, R.; Whitman, G.; Nicholls, J.R. CMAS corrosion of EB PVD TBCs: Identifying the minimum level to initiate damage. Int. J. Refract. Met. Hard Mater. 2010, 28, 124–132. [Google Scholar] [CrossRef]
- Wu, H.Q.; Huo, K.; Ye, F.; Hua, Y.Q.; Dai, F.Z. Wetting and spreading behavior of molten CMAS on the laser textured thermal barrier coatings with the assistance of Pt-modification. Appl. Surf. Sci. 2023, 622, 9. [Google Scholar] [CrossRef]
- Zhang, X.F.; Zhuo, X.S.; Fan, Z.J.; Mao, J.; Deng, C.M.; Deng, C.G.; Mei, X.S.; Cui, J.L.; Zhou, K.S.; Liu, M. Al2O3-modified 7YSZ thermal barrier coatings for protection against volcanic ash corrosion. npj Mater. Degrad. 2022, 6, 7. [Google Scholar] [CrossRef]
- Chen, D.; Dambra, C. Thick columnar-structured thermal barrier coatings using the suspension plasma spray process. Coatings 2024, 14, 996. [Google Scholar] [CrossRef]
- Gupta, M.; Markocsan, N.; Li, X.-H.; Peng, R.L. Improving the lifetime of suspension plasma sprayed thermal barrier coatings. Surf. Coat. Technol. 2017, 332, 550–559. [Google Scholar] [CrossRef]
- Bakan, E.; Vassen, R. Ceramic top coats of plasma-sprayed thermal barrier coatings: Materials, processes, and properties. J. Therm. Spray Technol. 2017, 26, 992–1010. [Google Scholar] [CrossRef]
- Levi, C.G. Emerging materials and processes for thermal barrier systems. Curr. Opin. Solid State Mater. Sci. 2004, 8, 77–91. [Google Scholar] [CrossRef]
- Wu, J.; Guo, H.B.; Zhou, L.; Wang, L.; Gong, S.K. Microstructure and thermal properties of plasma sprayed thermal barrier coatings from nanostructured YSZ. J. Therm. Spray Technol. 2010, 19, 1186–1194. [Google Scholar] [CrossRef]
- Renteria, A.F.; Saruhan, B.; Schulz, U.; Raetzer-Scheibe, H.J.; Haug, J.; Wiedenmann, A. Effect of morphology on thermal conductivity of EB-PVD PYSZ TBCs. Surf. Coat. Technol. 2006, 201, 2611–2620. [Google Scholar] [CrossRef]
- Zhou, Y.C.; Xiang, H.M.; Feng, Z.H. Theoretical investigation on mechanical and thermal properties of a promising thermal barrier material: Yb3Al5O2. J. Mater. Sci. Technol. 2014, 30, 631–638. [Google Scholar] [CrossRef]
- Guo, H.B.; Kuroda, S.; Murakami, H. Microstructures and properties of plasma-sprayed segmented thermal barrier coatings. J. Am. Ceram. Soc. 2006, 89, 1432–1439. [Google Scholar] [CrossRef]
- Avcı, A.; Karabaş, M.; Akdoğan Eker, A.; Akman, E.; Aslan, C. Improvement of CMAS resistance of laser glazed and nano-modified YSZ thermal barrier coatings. Ceram. Int. 2024, 50 Pt A, 9985–9999. [Google Scholar] [CrossRef]
- Li, S.; An, Y.; Zhou, H.; Chen, J. Plasma sprayed YSZ coatings deposited at different deposition temperatures, part 1: Splats, microstructures, mechanical properties and residual stress. Surf. Coat. Technol. 2018, 350, 712–721. [Google Scholar] [CrossRef]
- Tao, Q.; Wang, Y.; Zheng, Y. Fatigue behaviour and life prediction of YSZ thermal barrier coatings at elevated temperature under cyclic loads. Coatings 2024, 14, 960. [Google Scholar] [CrossRef]
- Huang, J.B.; Chu, X.; Yang, T.; Fang, H.J.; Ye, D.D.; Wang, W.Z.; Zhang, X.F.; Sun, W.; Huang, R.Z.; Li, C.J. Achieving high anti-sintering performance of plasma-sprayed YSZ thermal barrier coatings through pore structure design. Surf. Coat. Technol. 2022, 435, 13. [Google Scholar] [CrossRef]
- Dong, Y.S.; Yan, C.L.; Li, J.; Jiang, Z.C.; Mo, W.L.; Zhang, Q.J. Study on thermal shock resistance of Sc2O3 and Y2O3 co-stabilized ZrO2 thermal barrier coatings. Ceram. Int. 2023, 49, 20034–20040. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, W.; Wang, W.; Liu, W.; Yang, T.; Li, K.; Tang, Z.; Liu, C.; Zhang, C. Evolution of microstructure, thermophysical and mechanical properties and wetting behavior of plasma-sprayed Yb2O3 and Y2O3 co-stabilized ZrO2 coatings during high-temperature exposure and CMAS corrosion. Surf. Coat. Technol. 2024, 477, 130278. [Google Scholar] [CrossRef]
- Fang, H.J.; Wang, W.Z.; Yang, Z.N.; Yang, T.; Wang, Y.H.; Huang, J.B.; Ye, D.D. Phase stability, thermal shock behavior and CMAS corrosion resistance of Yb2O3-Y2O3 co-stabilized zirconia thermal barrier coatings prepared by atmospheric plasma spraying. Surf. Coat. Technol. 2021, 427, 11. [Google Scholar] [CrossRef]
- Fang, H.J.; Wang, W.Z.; Huang, J.B.; Li, Y.J.; Ye, D.D. Corrosion behavior and thermos-physical properties of a promising Yb2O3 and Y2O3 co-stabilized ZrO2 ceramic for thermal barrier coatings subject to calcium-magnesium-aluminum-silicate (CMAS) deposition: Experiments and first-principles calculation. Corros. Sci. 2021, 182, 109230. [Google Scholar] [CrossRef]
- Scott, H.G. Phase relationships in the zirconia-yttria system. J. Mater. Sci. 1975, 10, 1527–1535. [Google Scholar] [CrossRef]
- Ilavsky, J.; Stalick, J.K. Phase composition and its changes during annealing of plasma-sprayed YSZ. Surf. Coat. Technol. 2000, 127, 120–129. [Google Scholar] [CrossRef]
- Moon, J.; Choi, H.; Kim, H.; Lee, C. The effects of heat treatment on the phase transformation behavior of plasma-sprayed stabilized ZrO2 coatings. Surf. Coat. Technol. 2002, 155, 1–10. [Google Scholar] [CrossRef]
- Cipitria, A.; Golosnoy, I.O.; Clyne, T.W. Sintering kinetics of plasma-sprayed zirconia TBCs. J. Therm. Spray Technol. 2007, 16, 809–815. [Google Scholar] [CrossRef]
- Cernuschi, F.; Bison, P.G.; Marinetti, S.; Scardi, P. Thermophysical, mechanical and microstructural characterization of aged free-standing plasma-sprayed zirconia coatings. Acta Mater. 2008, 56, 4477–4488. [Google Scholar] [CrossRef]
- Jiang, X.; Liu, C.; Liu, M.; Zhu, H. Influence of heat treatment on nanocrystalline zirconia powder and plasma-sprayed thermal barrier coatings. Trans. Nonferrous Met. Soc. China 2010, 20, 2272–2280. [Google Scholar] [CrossRef]
- Shinmi, A.; Zhao, X.; Xiao, P. Mechanical and electrical characterisation of a phase transformation in thermal barrier coatings. Surf. Coat. Technol. 2010, 205, 2678–2686. [Google Scholar] [CrossRef]
- Li, G.-R.; Xie, H.; Yang, G.-J. Scale-progressive healing mechanism dominating the ultrafast initial sintering kinetics of plasma-sprayed thermal barrier coatings. Ceram. Int. 2018, 44, 16732–16738. [Google Scholar] [CrossRef]
- Chen, S.-G.; Yin, Y.-S.; Wang, D.-P.; Wang, X. Effect of nanocrystallite structure on the lower activation energy for Sm2O3-doped ZrO2. J. Mol. Struct. 2004, 703, 19–23. [Google Scholar] [CrossRef]
- Matsui, K.; Matsumoto, A.; Uehara, M.; Enomoto, N.; Hojo, J. Sintering kinetics at isothermal shrinkage: Effect of specific surface area on the initial sintering stage of fine zirconia powder. J. Am. Ceram. Soc. 2007, 90, 44–49. [Google Scholar] [CrossRef]
- Yang, G.J.; Chen, Z.L.; Li, C.X.; Li, C.J. Microstructural and Mechanical Property Evolutions of Plasma-Sprayed YSZ Coating During High-Temperature Exposure: Comparison Study Between 8YSZ and 20YSZ. J. Therm. Spray Technol. 2013, 22, 1294–1302. [Google Scholar] [CrossRef]
- Wang, N.; Zhou, C.; Gong, S.; Xu, H. Heat treatment of nanostructured thermal barrier coating. Ceram. Int. 2007, 33, 1075–1081. [Google Scholar] [CrossRef]
- Chraska, T.; King, A.H.; Berndt, C.C. On the size-dependent phase transformation in nanoparticulate zirconia. Mater. Sci. Eng. A 2000, 286, 169–178. [Google Scholar] [CrossRef]
- Zhang, B.P.; Song, W.J.; Wei, L.L.; Xiu, Y.X.; Xu, H.B.; Dingwell, D.B.; Guo, H.B. Novel thermal barrier coatings repel and resist molten silicate deposits. Scr. Mater. 2019, 163, 71–76. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Solution | Achieved Effects | Practical Cases |
|---|---|---|
| Anti-CMAS attack | Reduce CMAS penetration and improve coating life | High-temperature protection of aircraft engine turbine blades |
| Enhance thermal isolation | Reduce thermal conductivity and improve insulation performance | Thermal insulation coating in gas turbines |
| Improve mechanical performance | Improve strain tolerance and crack resistance and stabilize mechanical performance | Application of surface coating for high-temperature industrial equipment |
| Parameters | BC | Ceramic Layer | Micro-Nano Dual-Scale Layer |
|---|---|---|---|
| Primary gas flow rate, Ar, (SLPM) | 50 | 40 | 50 |
| Secondary air flow rate, H2 (SLPM) | 7 | 8 | 9.5 |
| Current, (A) | 600 | 635 | 650 |
| Power, (kW) | 40 | 40 | 44 |
| Spraying distance, (mm) | 100 | 85 | 50 |
| Traverse speed of gun, (mm/s) | 1000 | 500 | 400 |
| Liquid delivery rate, (mL/min) | - | - | 30 |
| Samples | Heat-Treatment Temperature | Heat-Treatment Time (h) |
|---|---|---|
| YbYSZ | 1300 °C | / |
| YbYSZ-1 | 0.5 | |
| YbYSZ-2 | 1 | |
| YbYSZ-3 | 2 | |
| YbYSZ-4 | 8 |
| Samples | Zr | Yb | Y | O |
|---|---|---|---|---|
| YbYSZ | 46.46 | 4.17 | 0.60 | 48.77 |
| YbYSZ-1 | 48.20 | 3.95 | 0.87 | 46.97 |
| YbYSZ-2 | 49.70 | 4.41 | 0.22 | 47.68 |
| YbYSZ-3 | 48.47 | 3.87 | 0.67 | 46.99 |
| YbYSZ-4 | 50.26 | 4.25 | 0.55 | 44.94 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Y.; Wang, Y.; Wang, W.; Zhang, W.; Wang, J.; Li, K.; Li, H.; Liu, P.; Yang, S.; Zhang, C. Micro-Nano Dual-Scale Coatings Prepared by Suspension Precursor Plasma Spraying for Resisting Molten Silicate Deposit. Coatings 2024, 14, 1123. https://doi.org/10.3390/coatings14091123
Liu Y, Wang Y, Wang W, Zhang W, Wang J, Li K, Li H, Liu P, Yang S, Zhang C. Micro-Nano Dual-Scale Coatings Prepared by Suspension Precursor Plasma Spraying for Resisting Molten Silicate Deposit. Coatings. 2024; 14(9):1123. https://doi.org/10.3390/coatings14091123
Chicago/Turabian StyleLiu, Yangguang, Yihao Wang, Weize Wang, Wenkang Zhang, Junhao Wang, Kaibin Li, Hongchen Li, Pengpeng Liu, Shilong Yang, and Chengcheng Zhang. 2024. "Micro-Nano Dual-Scale Coatings Prepared by Suspension Precursor Plasma Spraying for Resisting Molten Silicate Deposit" Coatings 14, no. 9: 1123. https://doi.org/10.3390/coatings14091123