1. Introduction
The mechanical seal is a device developed on the late 1930s and the beginning of the 1940s. It allows the connection between systems or mechanisms with the purpose of reducing or eliminating fluid leaking. These components help to prevent the contamination of the surrounding environment and are used on several equipment, such as pumps or turbines, and with different operating fluids [
1,
2].
There are two types of mechanical seals, minding the existence or not of movement between the moving parts: statics and dynamics. Dynamic seals are the most commonly used, because they ensure a total seal with no leaks and a greater lifetime, with the ability to perform at higher temperatures and pressures [
3]. Dynamic seals are composed of a rotating part and a fixed part, and they are used in seals with high requirements, where static seals tend to fail.
The conjugation of friction, high pressures, high temperatures, and the contact with corrosive or toxic fluids lead to the wear of its surface [
4,
5,
6], causing the failure of these devices. Diamond has proved to be a sublime option as a coating material in this type of application, due to its extreme properties, highlighting its high hardness and low coefficient of friction [
7,
8].
Nowadays, CVD techniques are the most widely used, enabling the formation of thin diamond films in an easy, cheap manner, and with a satisfactory degree of purity (with properties similar to natural diamond). These methods utilize low pressures and low temperatures, based on the deposition of a chemically-activated gaseous mixture on a substrate, leaving a solid layer on it.
A multilayer film (microcrystalline/nanocrystalline) was adopted in order to retain the best characteristics of each layer, the high fracture strength and good adhesion of microcrystalline diamond (MCD) films, and the low surface roughness of nanocrystalline diamond (NCD) films, ensuring the best performance under demanding tribological applications [
9,
10,
11].
This work is focused on the utilization of mechanical seals on pumps, specifically on the ones in which water is the working fluid. In this kind of application a reduction of the friction between the pump shaft and seal element is highly appreciated because it can reduce the power loss and the premature shaft wear [
3]. It is important to also keep in mind that seal failure is the principle cause of pump malfunction [
12]. The paper novelty is, therefore, to evaluate the coating performance in a real water-pumping scenario.
The materials used to make up the sealants are metal alloys, polymers and, especially ceramics. These materials applied to the faces of the seals must have, among other characteristics, low coefficients of friction, high hardness, high corrosion resistance, and high thermal conductivity [
5,
13]. The most commonly used materials for dynamic seals are: carbon graphite, tungsten carbide (WC), aluminum oxide (Al
2O
3), and silicon carbide [
12,
14].
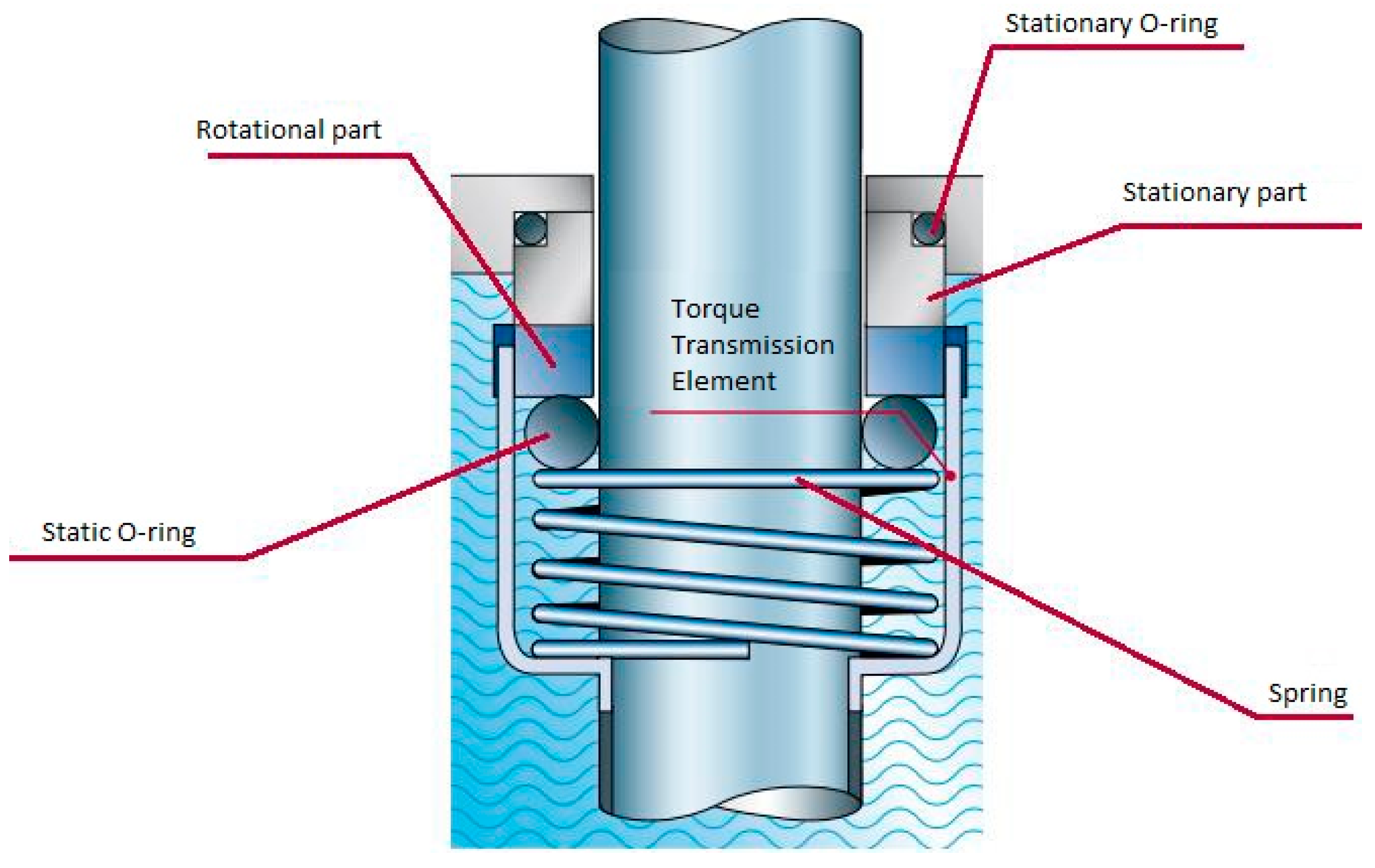
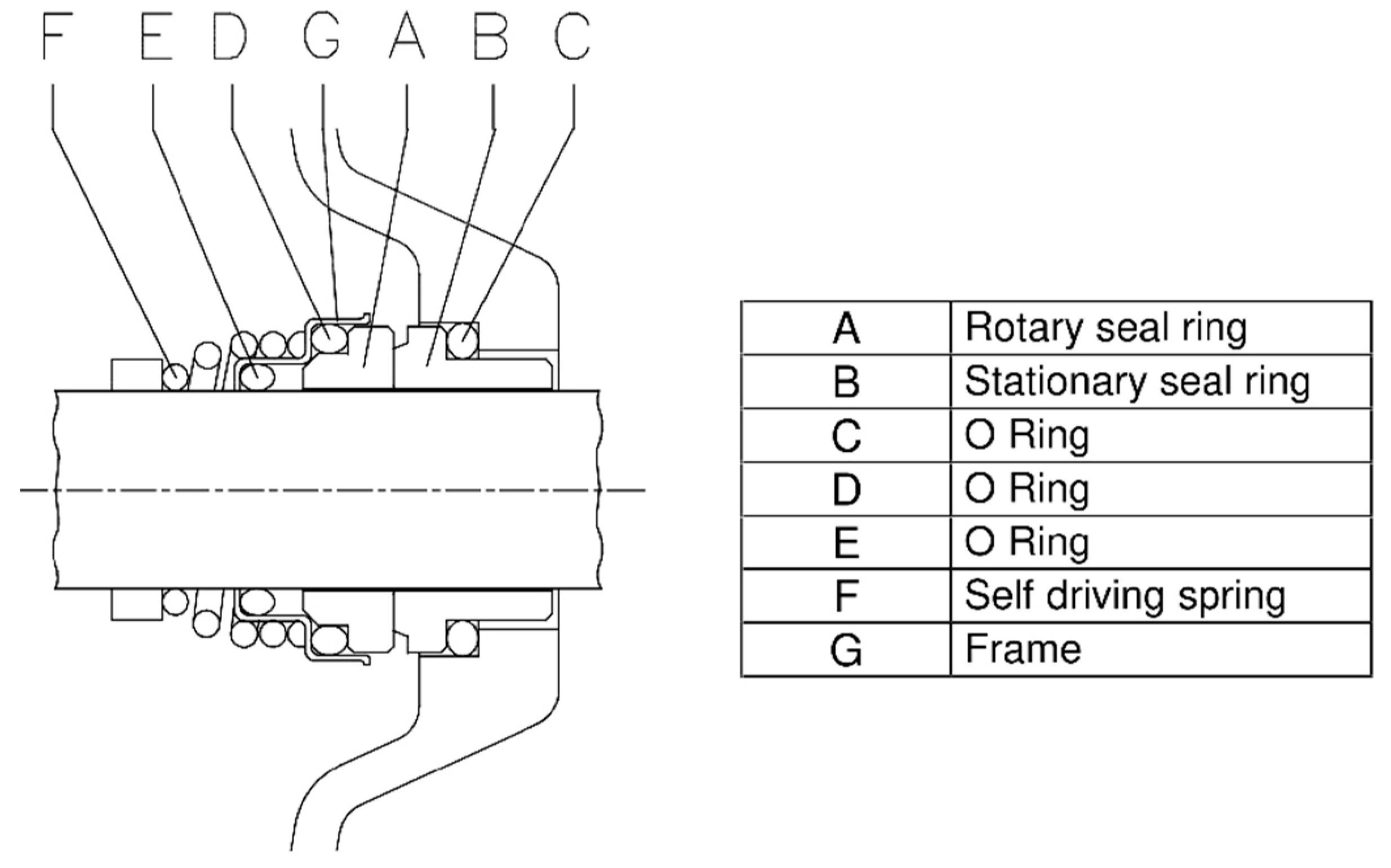
Figure 1 shows an example of a mechanical seal.
The main seal comprises two components: a fixed part and a rotating part. The first part is connected to the housing of the machine and remains stable; the rotating part is fixed to the axis of rotation and rotates at the same speed. A secondary seal, which consists on the application of rubber rings on both parts, ensures that there is no leakage between the rotating part and the shaft, as well as between the static part and the housing of the machine (as illustrated on
Figure 2) [
12]. The material of choice for the secondary seal is usually related with the chemical composition of the working fluid, as well as with the operating temperature [
12].
There are some goals to achieve, from a tribological point of view, for this study. The first one is the wear and friction reduction, as well as the reduction, or even elimination, of lubrication. These goals must be achieved without any loss of performance. Usually the combination of the friction conditions with the work environment, high pressures, high temperatures, and the possible contact with corrosive fluids lead to surface wear [
4,
5,
6]. There are four types of surface wear (as illustrated by
Figure 3): adhesive wear, abrasive wear, fatigue wear, and corrosive wear [
12].
Diamond, with its amazing properties, is an ideal material to significantly improve the mechanical and tribological properties of the seals. The diamond coating ensures a greater reliability, reducing equipment outages (due to faults and maintenance) and operating costs. It could also be used on applications that do not allow the use of lubrication (pharmaceutical products) [
5].
Both parts (static and rotating) of the seal can be coated, or just one of them (the other being composed of the original material). If only one of the parts is coated with diamond, the risk of breakage, delamination, and wear rate are reduced (as the deposited surface will slide against a softer material). However, if the goal is to produce a robust and highly-reliable seal, it is recommended to use two rings equally coated with diamond [
5].
Currently, there are three sources from which diamond can be obtained: natural deposits, high pressure and high temperature techniques (HPHT), and chemical vapor deposition (CVD) [
15]. This last method was the one used in this study, as it uses low pressures and low temperatures. It is based on the deposition of chemically-activated gaseous species on the substrate, leaving thereon a solid layer. The activation of the gaseous mixture can be achieved by hot-filament or microwave plasma [
16,
17].
The CVD diamond films retain similar properties to natural diamond and, when applied to the face of the seals, can significantly increase their performance and lifetime, desirable characteristics for this type of device [
15].
Depending on the size of the deposited grain, the resulting films have their own designation: MCD for crystals sizes between 1–10 µm [
6,
16,
18]; NCD with sizes equal to (or less than 100 nm); and ultrananocrystalline diamond (UNCD) for grain sizes less than 10 nm [
6,
19]. The MCD film has a higher surface roughness, due to the crystal sizes, resulting in high friction coefficients and wear. MCD films are usually obtained using a mixture of hydrogen (H
2) and oxygen (O
2). Instead, NCD films have a low surface roughness, due to the smaller grains, despite the lower growing rates. These films are possible to obtain, adding Argon (Ar) to the gas mixture previously mentioned.
UNCD films have recently been subject of great study and interest, as they allow for hard, smooth coatings with low deposition temperatures. They do not need any type of surface polishing, being appropriate for tribological applications and showing benefits when applied in mechanical seals [
13].
Each type of film has its own particularities and, so, a multilayer coating can be adopted (MCD/NCD), attaining the best of both types and, comparatively with monolayer coatings, are proven to have better adhesion and lower internal tensions [
9]. The first deposited layer was an MCD film (with good adhesion and strength) and the second one was an NCD layer (with smaller crystals) to improve the mechanical characteristics of the coating (surface smoothness).
However, in CVD diamond films, there are several aspects that complicate the process, obtaining a suitable adhesion between the film and the substrate is one of the main problems [
20]. Factors like: a clean surface; temperature; the chemical nature of the substrate; the nucleation density of the film; the surface roughness of the substrate; and also the thermal stresses (due to the different coefficients of thermal expansion between diamond and the conventional substrates) can greatly influence the film adhesion [
21,
22,
23].
Other aspects to take in account are the different parameters to control throughout the deposition process. The pressure inside the chamber is a parameter that can influence the crystal size and growth rate. Liang et al. [
24] stated that a pressure below 0.5 kPa leads to smaller crystals and that there is a correlation between pressure and crystal size [
24]. Substrate temperature and distance to the filaments also influence the quality of the diamond film obtained, as stated by Song et al. [
25], increasing the distance to the filaments leads to a poor quality film.
Another crucial aspect is the gas mixture inside the chamber, for example, Lin et al. [
26] concluded that increasing the concentration of Ar in the mixture will increase the growth rate and size of the crystals until a limit of 50%. More than 50% of Ar will decrease those parameters and improve the quality of the film [
27].
Several studies can be found on the literature regarding the application of this type of coating on seals with good results. Tomé et al. [
28], obtained low friction coefficients (0.05) and no visible wear. Camargo et al. [
29] also obtained good results depositing diamond on silicon nitride seals (with a friction coefficient of 0.02), with the capability of working with good stability for thousands of meters. Kovalchenko et al. [
30] deposited a diamond coating on a silicon carbide seal and stated that the wear resistance of the device was greatly improved.
2. Materials and Methods
The technique used to perform the deposition of the diamond film on the seal was hot-filament chemical vapor deposition (HFCVD). This technique is widely used due to its versatility, simplicity, low cost of implementation, maintenance, and operation, while providing good control of the growth parameters [
7,
8,
31,
32].
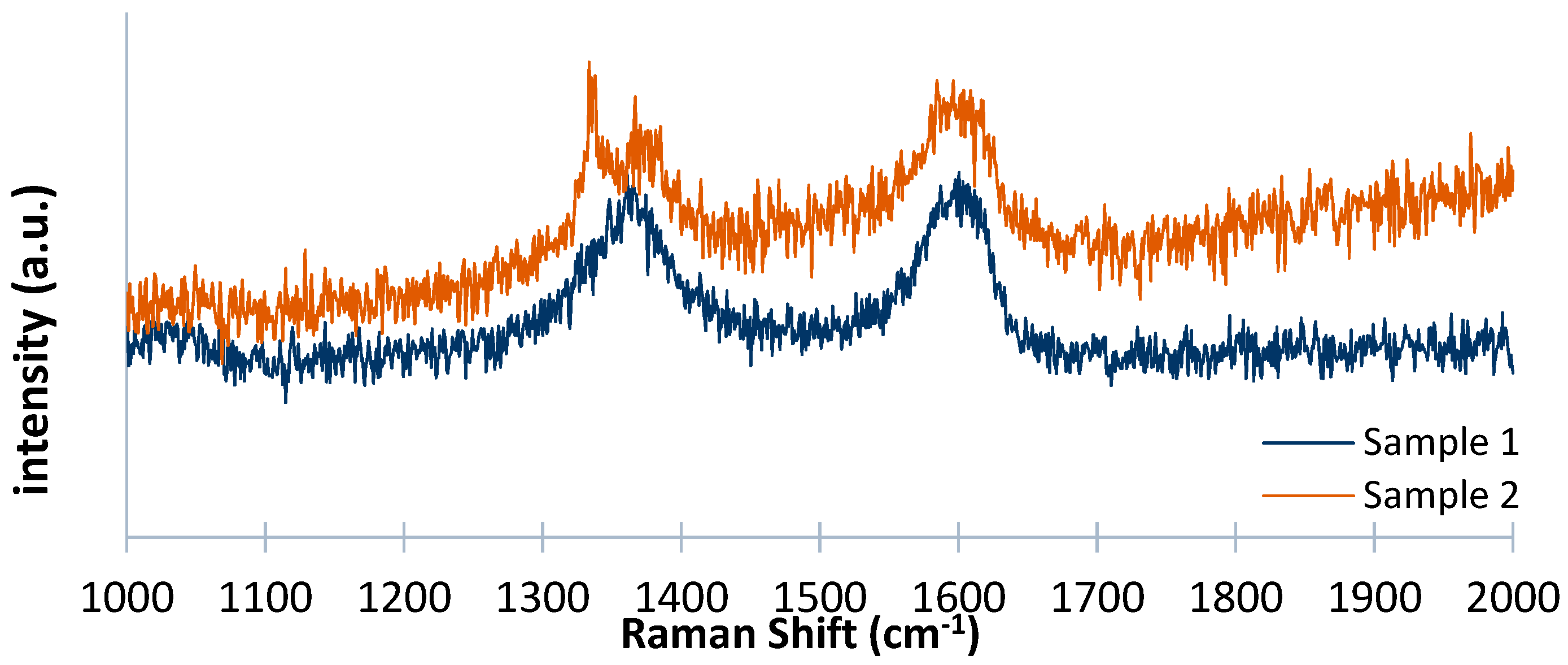
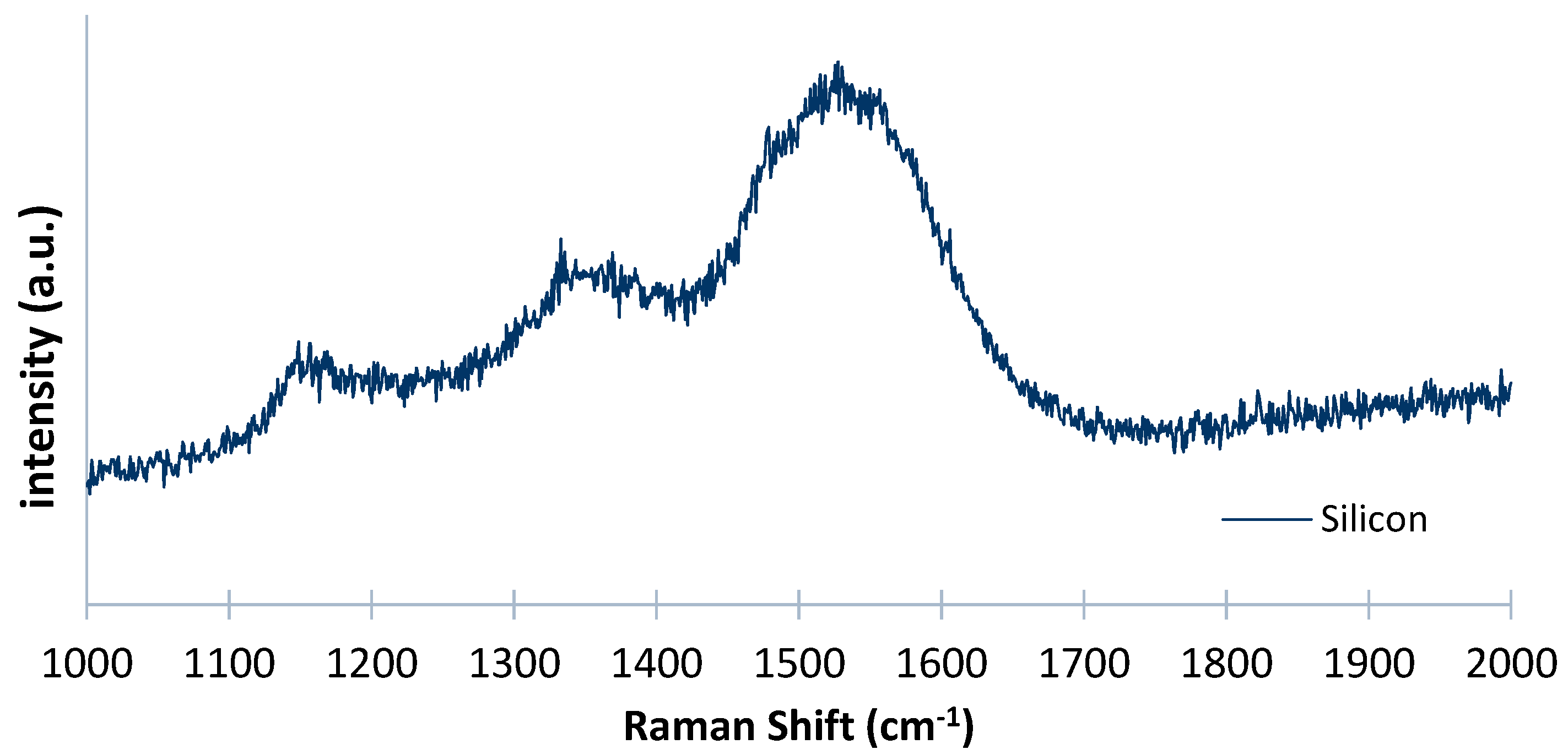
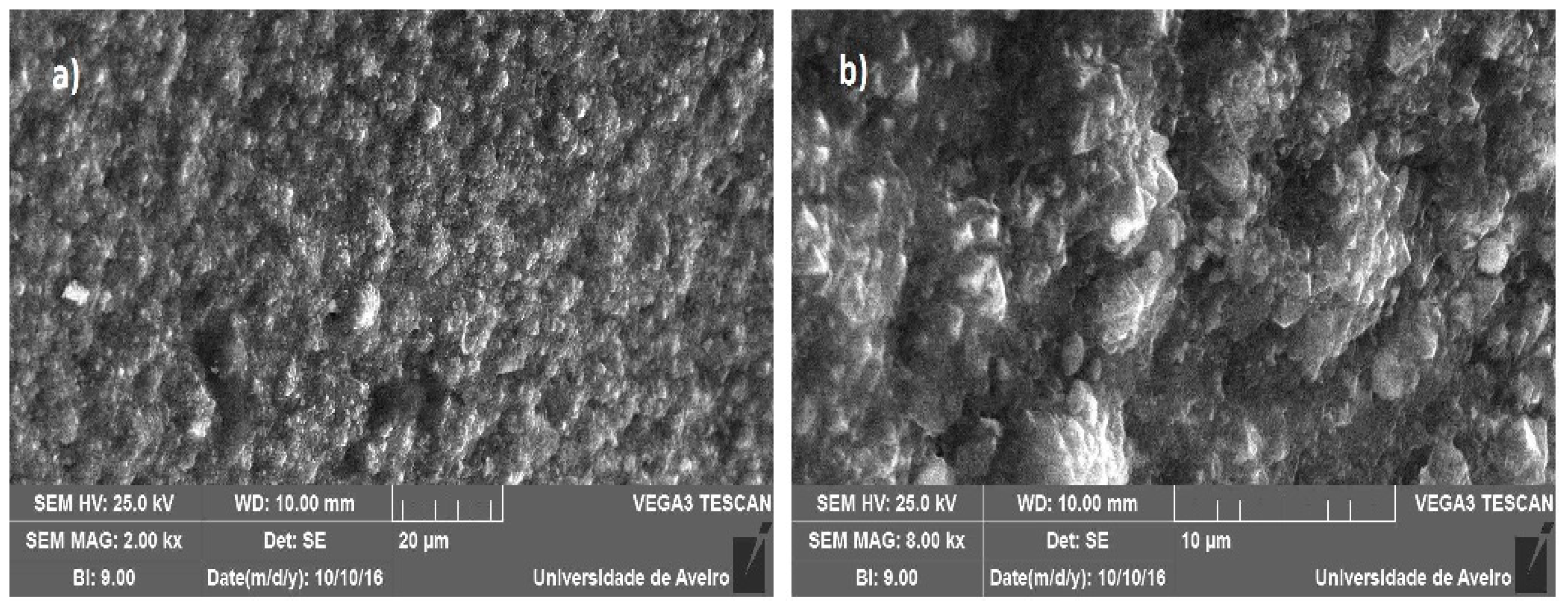
The surface of four cobalt tungsten carbide (WC-Co) seals will be deposited with diamond film, using the same pre-treatment and deposition conditions. The deposited films will be characterized with SEM imaging and Raman spectroscopy, throughout the processes of treatment and deposition.
The treatment of the substrate samples begins with a gradual polishing; this was accomplished by placing a 15 µm diamond paste on the surface of the seals and applying a relatively constant pressure on these against the rotating plates of the polishing machine (RotoPol-21, Struers A/S, Copenhagen, Denmark). The same method of polishing was then repeated with smaller grain diamond paste (6 µm and 3 µm), followed by ultrasonic cleaning.
The next step is to chemically activate the tungsten carbide grains and remove the cobalt concentration from the surface of the seals. This chemical attack was performed in two distinct stages: the first step is to place the samples on a solution called “Murakami” (10 g K
3(Fe(CN)
6) + 10 g KOH + 100 mL H
2O) for 6 min, in an ultrasonic bath at room temperature; the second step is to remove the cobalt from the surface of the seal, using a solution of nitric acid (1 mL 46 wt % HNO
3 + 9 mL 30%
m/
v H
2O
2) for 10 s [
20,
33,
34]. The samples were cleaned in an ultrasonic bath in distilled water for 15 min, between and at the end of both steps.
To improve diamond nucleation, ensuring better homogeneity of the films and good adhesion levels, a final pretreatment was performed on the surface of the seals. The substrate was ultrasonically cleaned in an ethanol bath for 15 min, followed by an abrasion of the substrate surface with diamond powder on the plates of the same polishing machine (similarly to the polishing step), for 25 min with diamond particles of 3 µm (DP-Paste M, Struers A/S, Copenhagen, Denmark). This process will increase the roughness of the substrate surface and, hence, increase the specific surface to be coated, which optimizes adhesion. This step concludes the preparation process of the four samples to be deposited.
The surface roughness of the samples was measured using a Hommel Tester T1000 (JENOPTIK AG, Jena, Germany) before the deposition of the diamond film to compare with the results obtained after the CVD deposition.
Table 1 summarizes the conditions used in the process regarding the four samples.
For both depositions, five tantalum filaments (0.02 mm diameter) were arranged in a horizontal plane, with about 100 nm long. The filament spacing was 10 mm, they were cleaned with acetone and positioned 8 mm from the face of the samples to be coated. The substrate temperature was measured with the help of a thermocouple placed close to the samples. The growth was carried out at a constant pressure of 30 Torr and with a total gas flow of 200 sccm. The main differences between the two depositions are the gas mixture composition (the addition of Ar allowed the growth of smaller crystals (NCD)), and the deposition time (the presence of Ar also reduce the growth rate).
4. Conclusions
This work consisted of a multilayered deposition of thin films on WC-Co mechanical seals by the HFCVD technique. These were installed in a pump and worked in the suction of water from a well for irrigation for 5 h, which corresponds to a working distance of about 86 km.
The main objectives were to evaluate the deposited film, its morphology, quality, grain size, and surface wear of the seals after working in the pump.
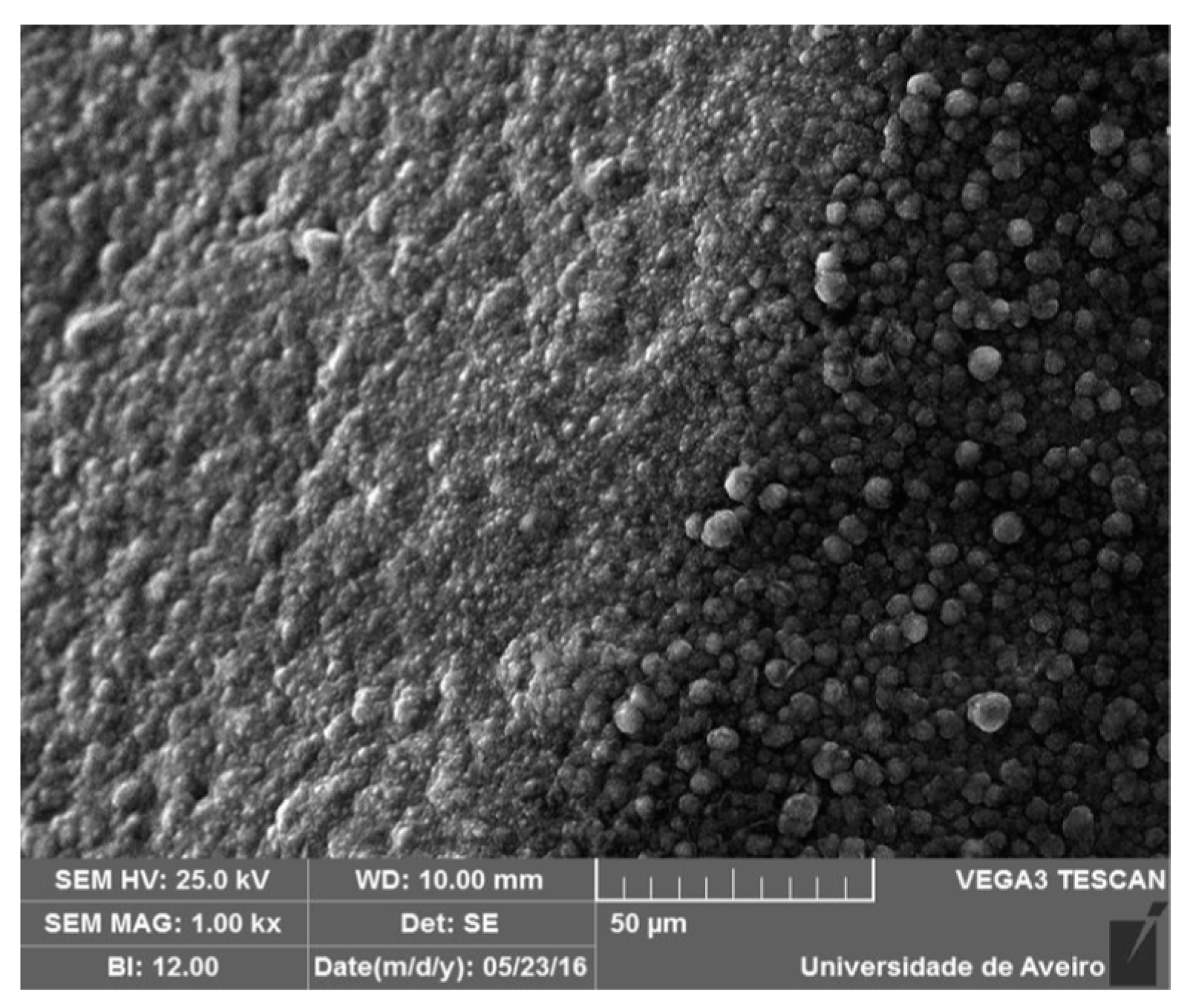
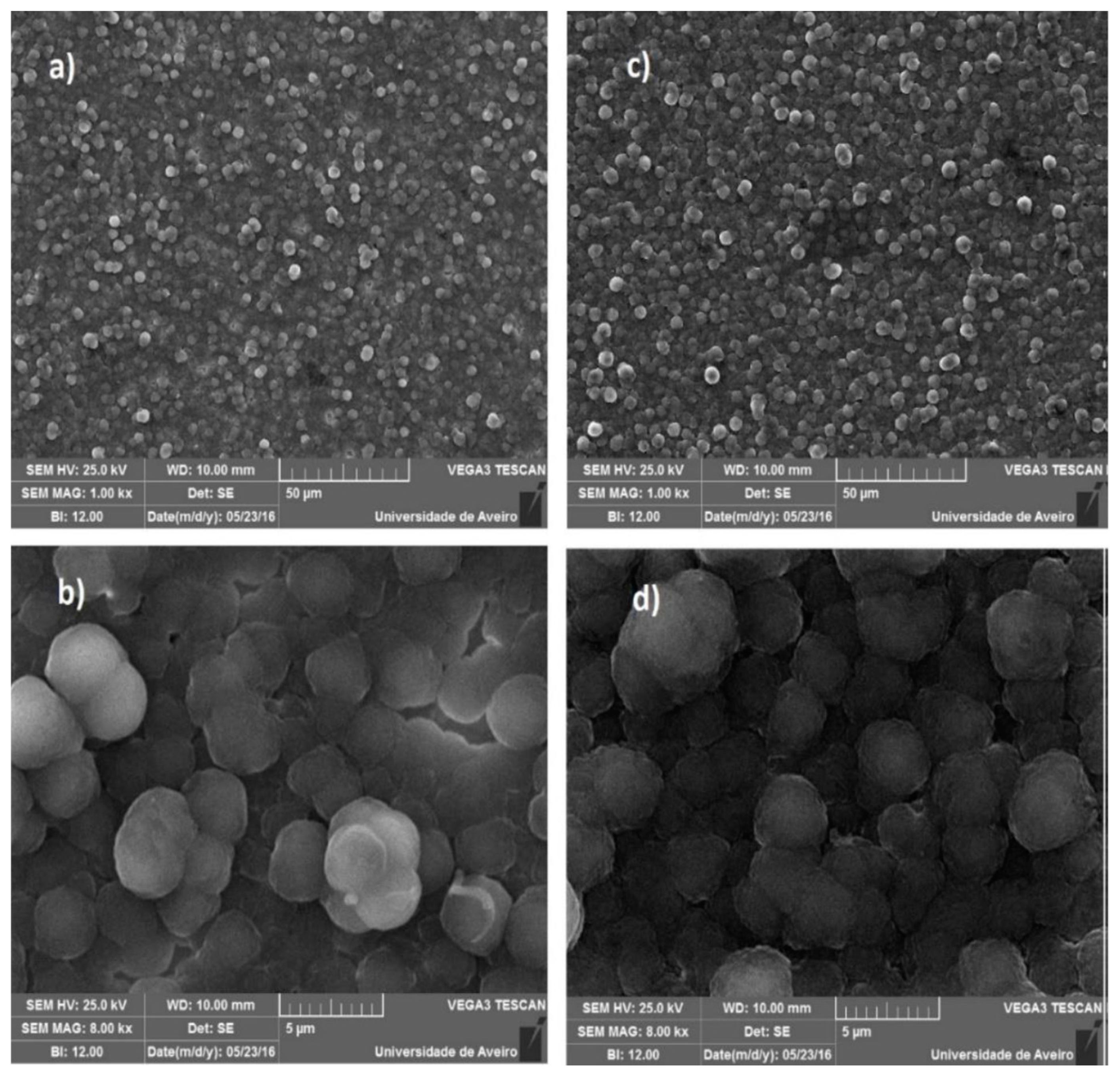
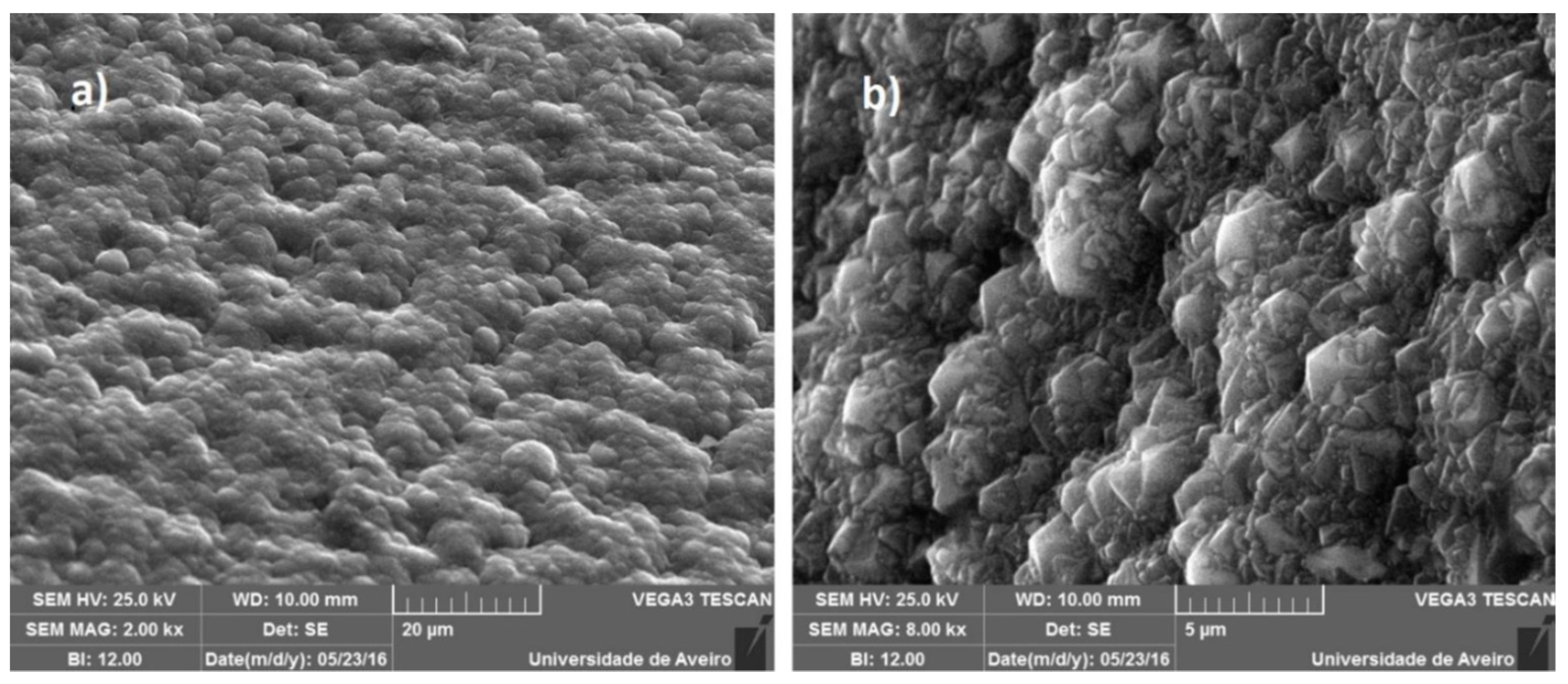
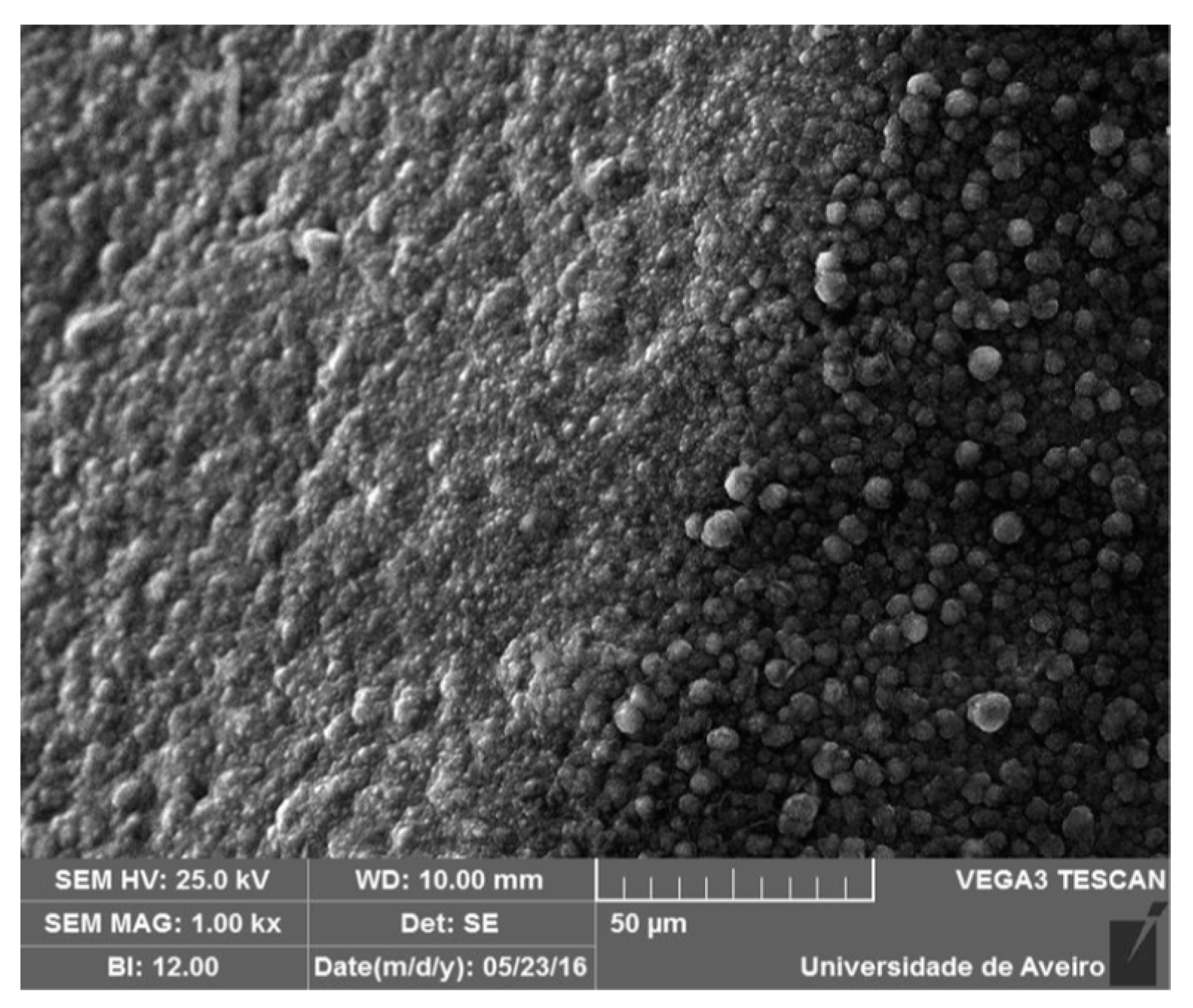
The obtained images revealed the presence of a homogeneous, coalescing film of good quality, with well-defined diamond grains (of small size) of about 100 nm, proving the presence of an NCD film in the most superficial layer of the sample.
After the verification of the existence of a quality diamond film, the seals were subjected to the wear tests to verify their behavior, verifying that no type of failure or leakage of fluid occurred, and it can be concluded that these showed good performance.
The mass of the seals was measured, and this measurement was also carried out after the wear tests, with an insignificant difference between the values of both measurements, which corroborates with the conclusions drawn from the previously-used techniques.
The deposition conditions employed were effective for the deposition of multilayer diamond films on this type of substrate. The use of this type of coating proved to be useful and allowed the retention of the best characteristics of each type of layer, being a perspicacious method to improve adhesion, but, at the same time, to provide a smooth surface (with reduced roughness), an important characteristic for optimizing the performance of the seals.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}