
The Study of Fluid Dynamics Simulation of the Internal Flow Field in a Novel Airlift Oscillation Loop Bioreactor

Abstract
:1. Introduction
2. Simulation Methods and Reactors Models
2.1. Simulation Methods
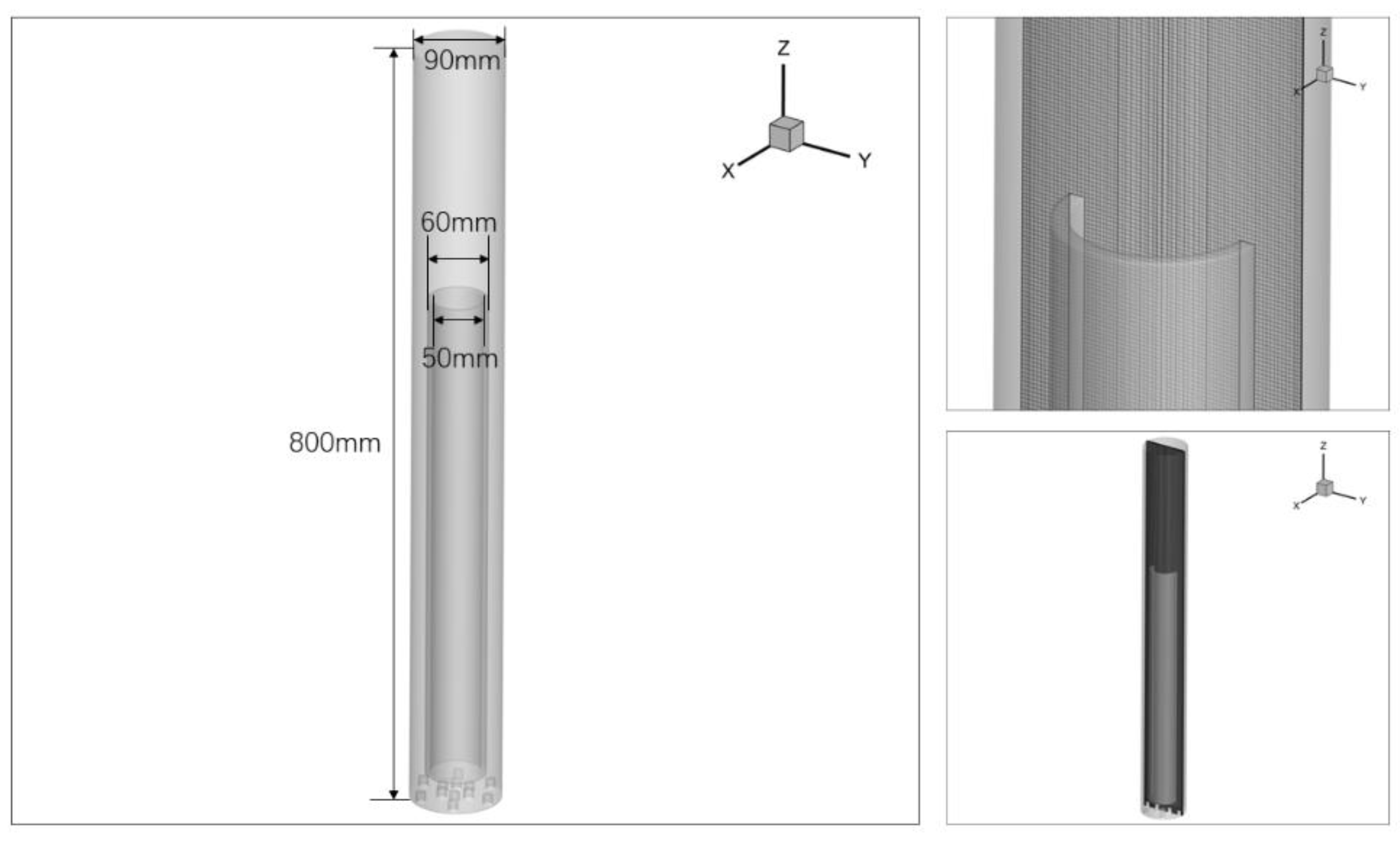
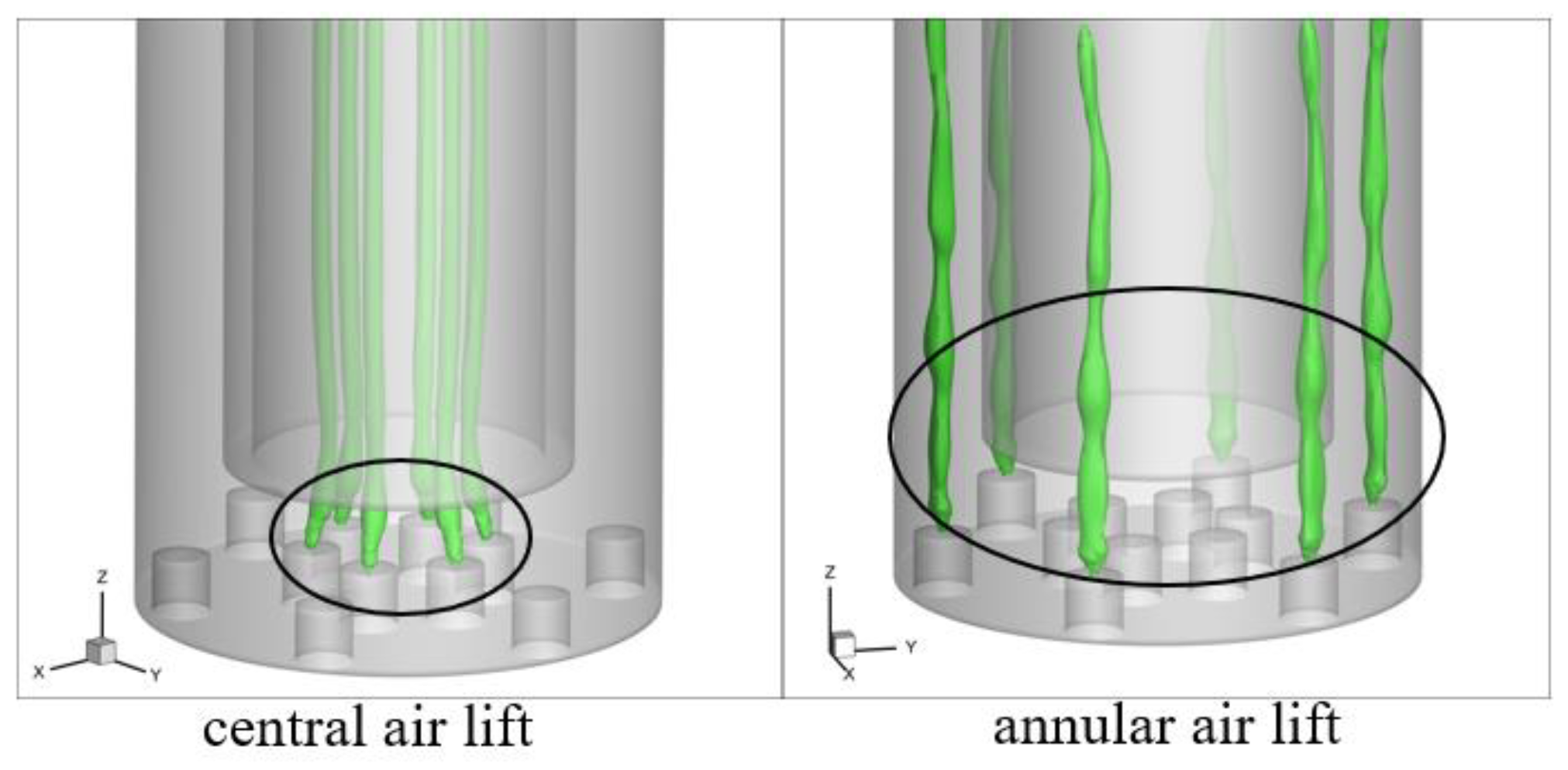
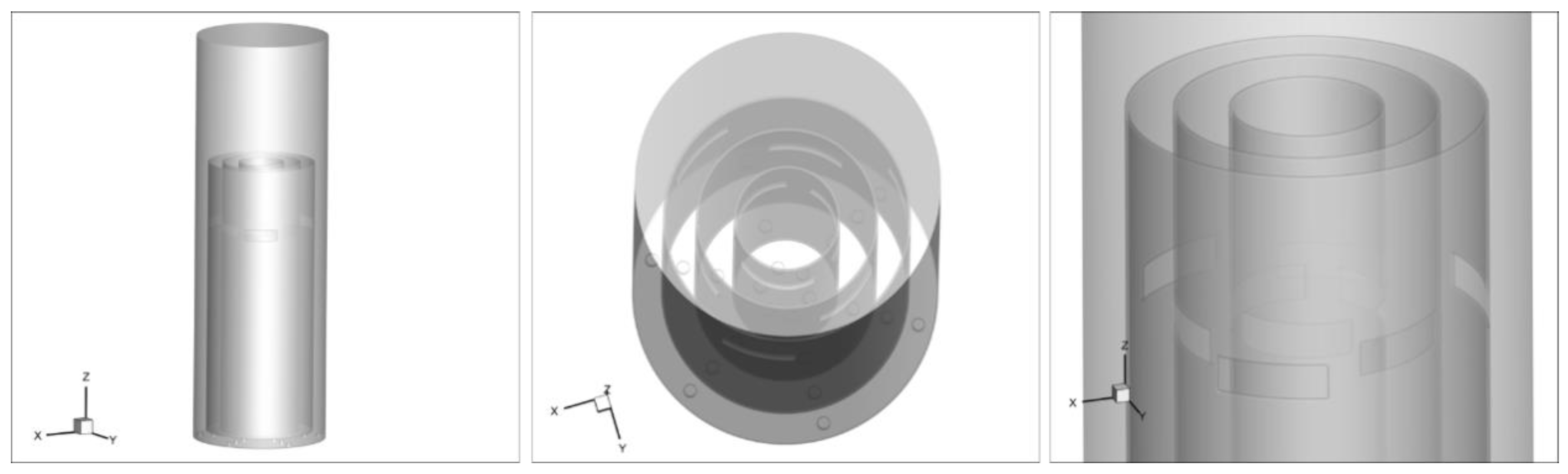
2.2. Reactor Structures and Grid Division
2.3. Boundary Conditions
3. Results and Discussion
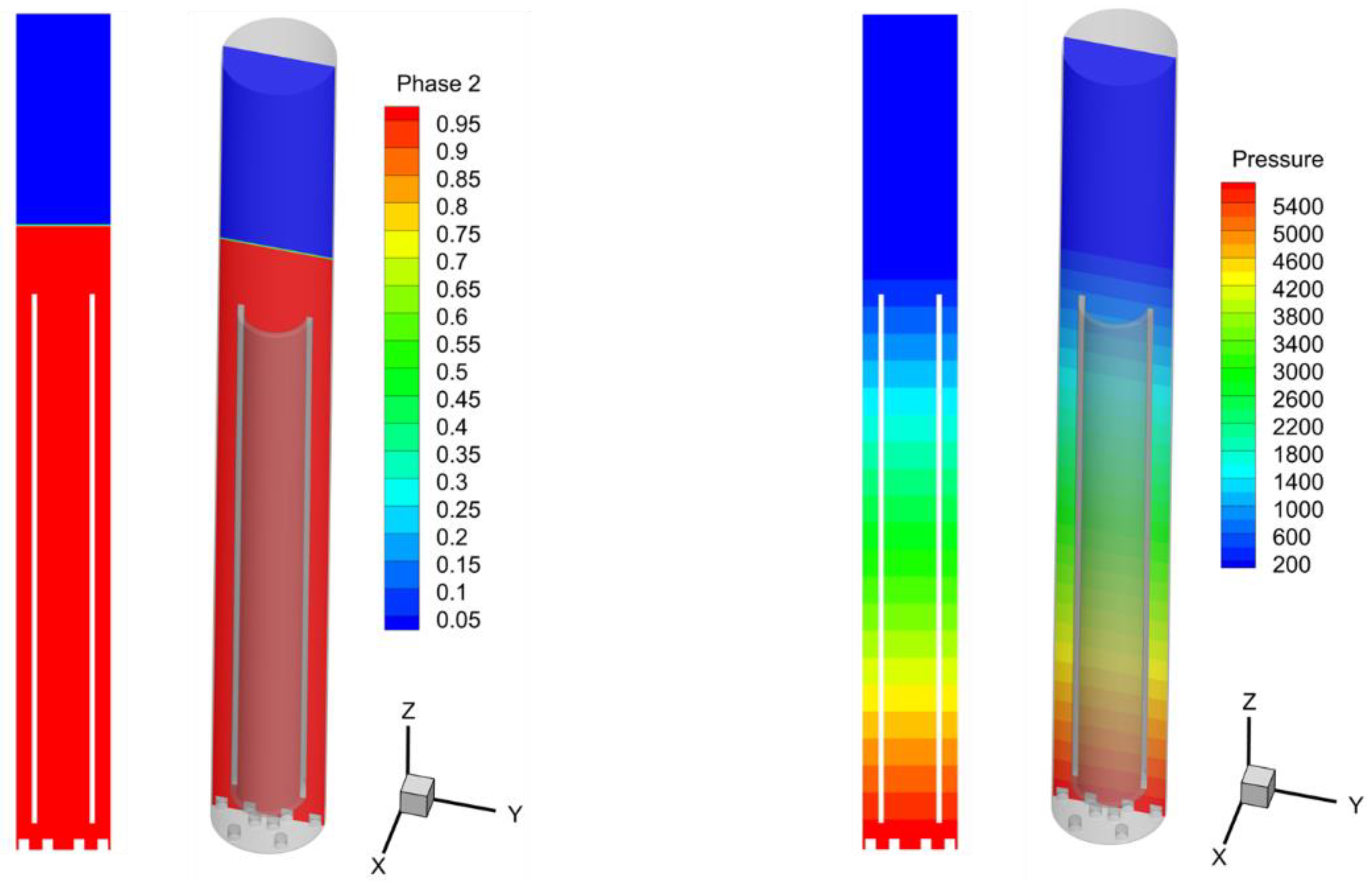
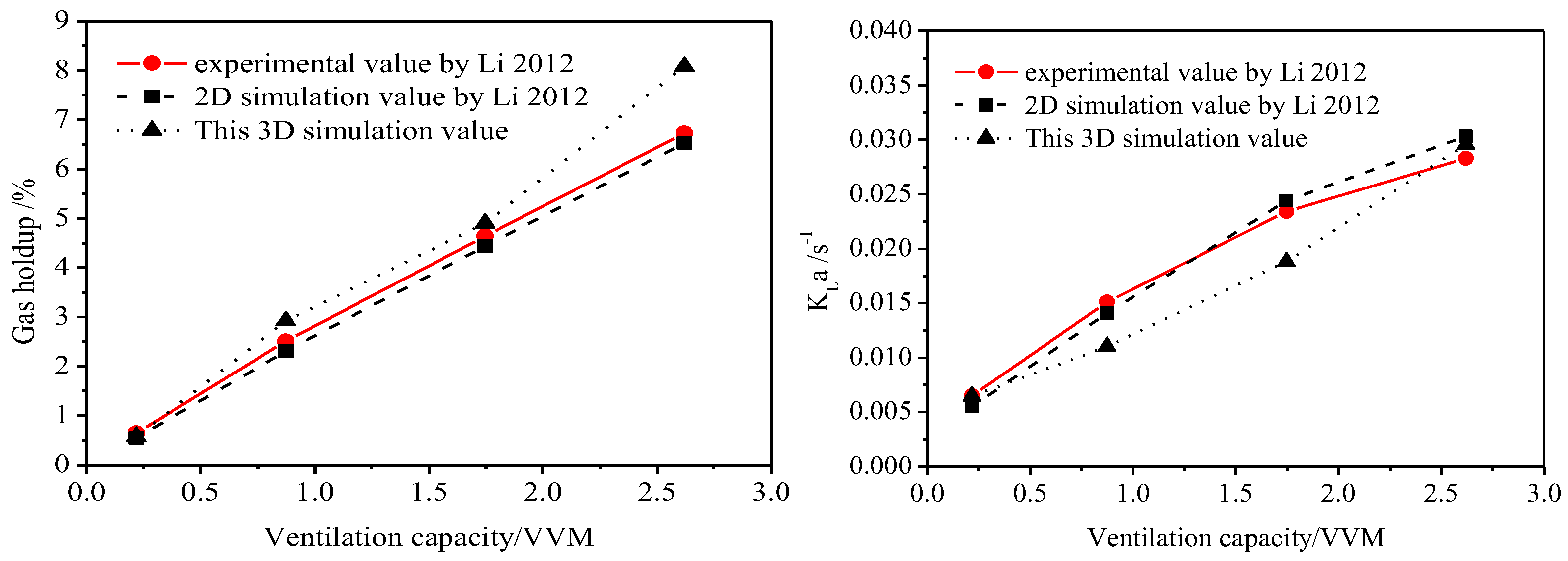
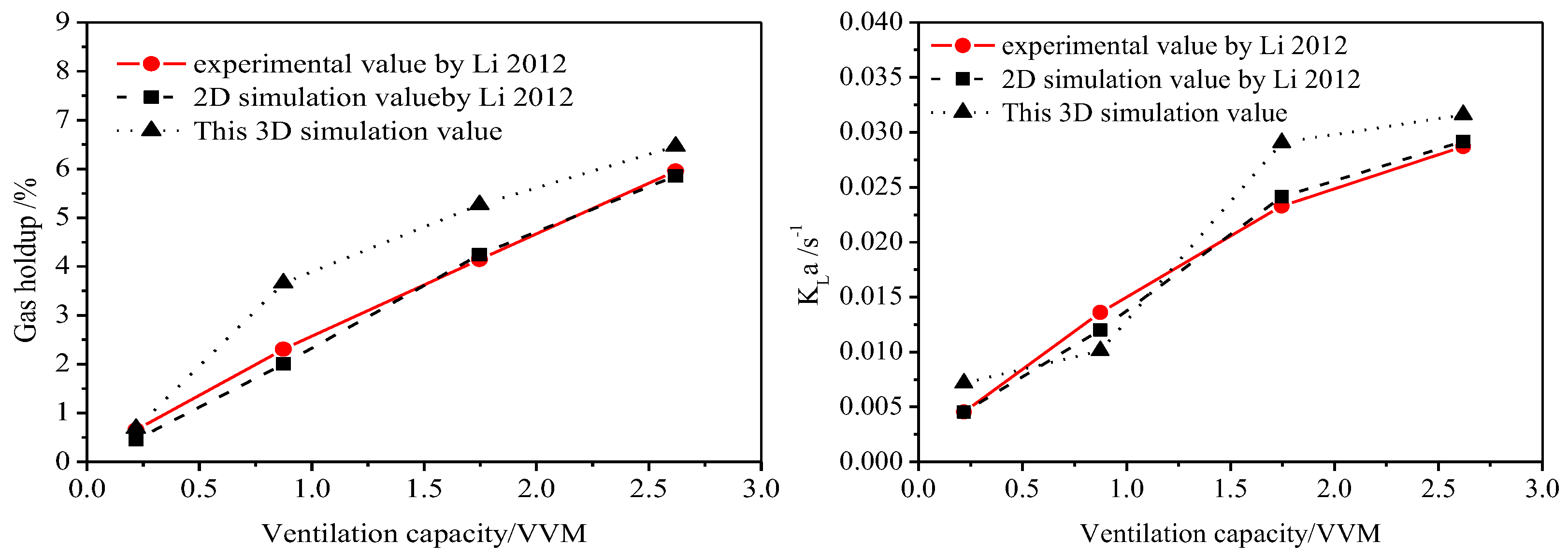
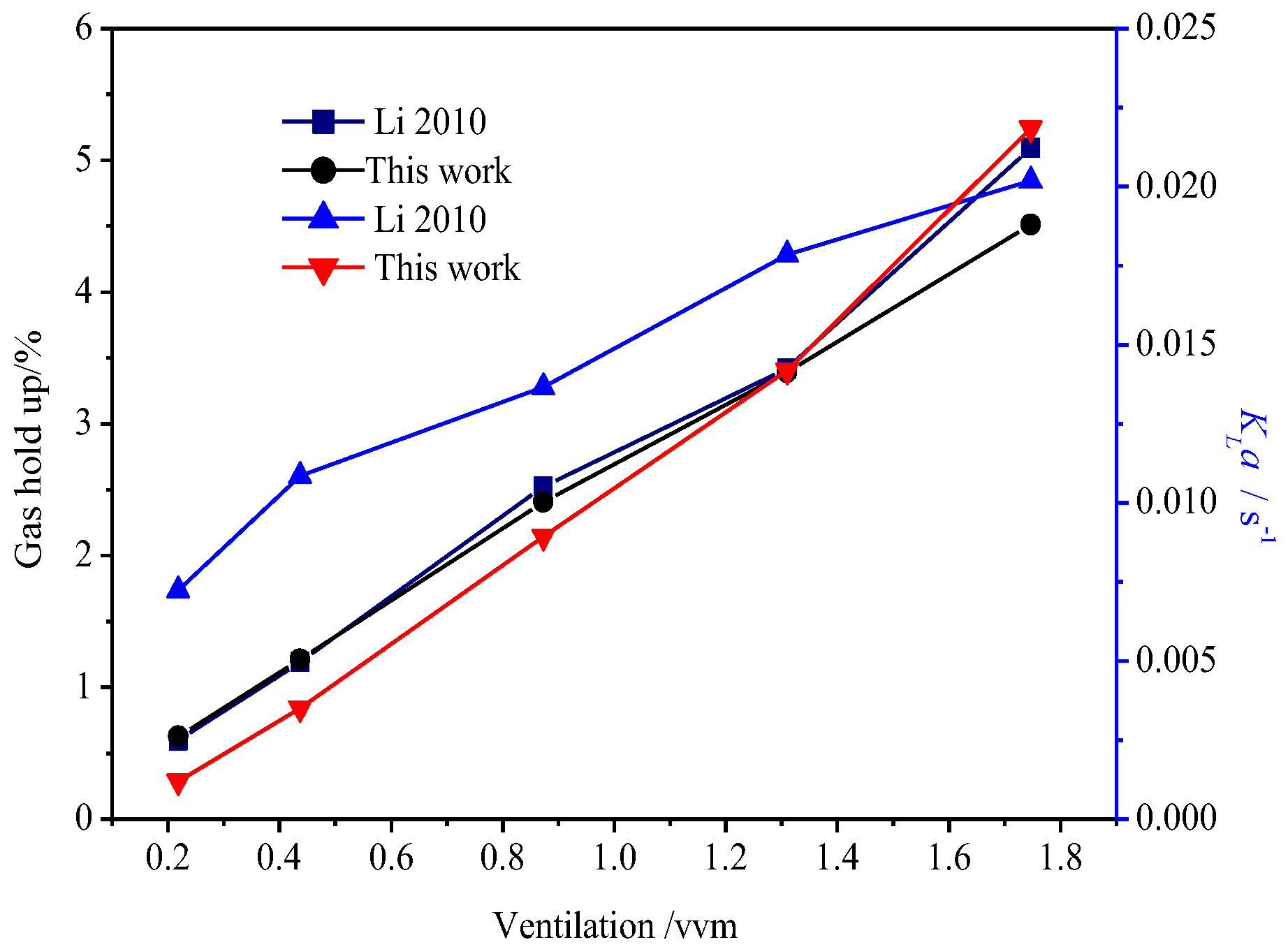
3.1. Simulation Setting and Validating via 5 L Airlift Loop Reactor
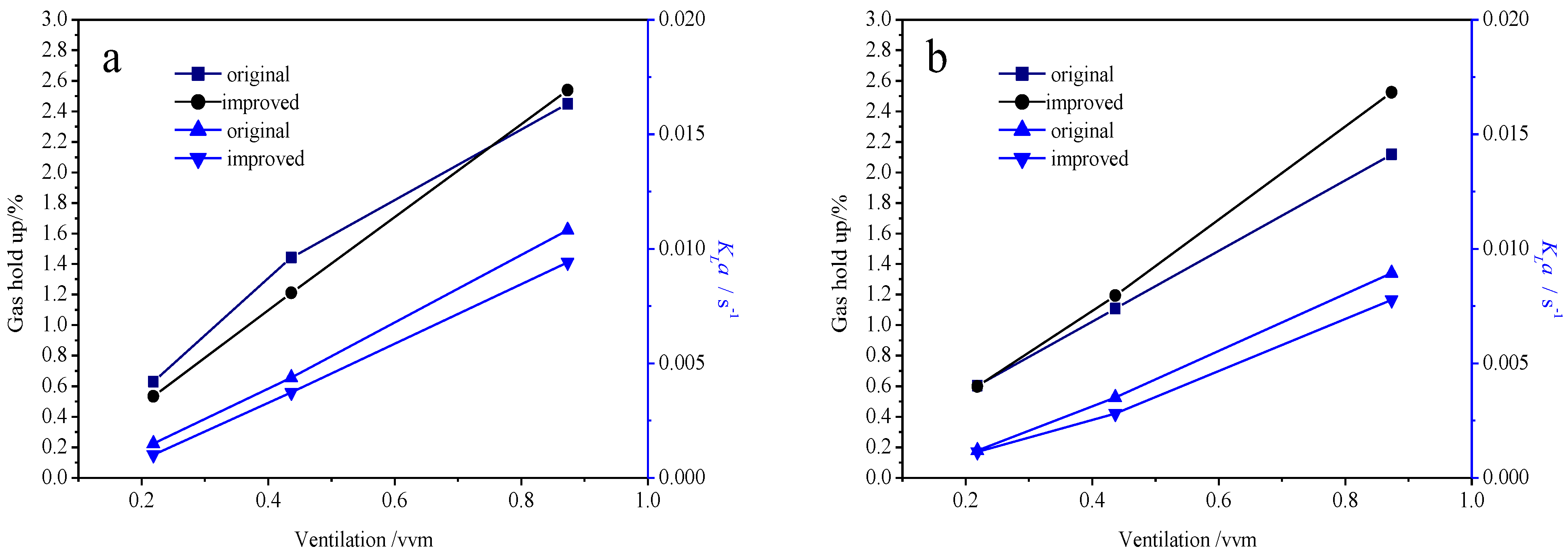
3.2. The 40 L Airlift Loop Reactor Simulation
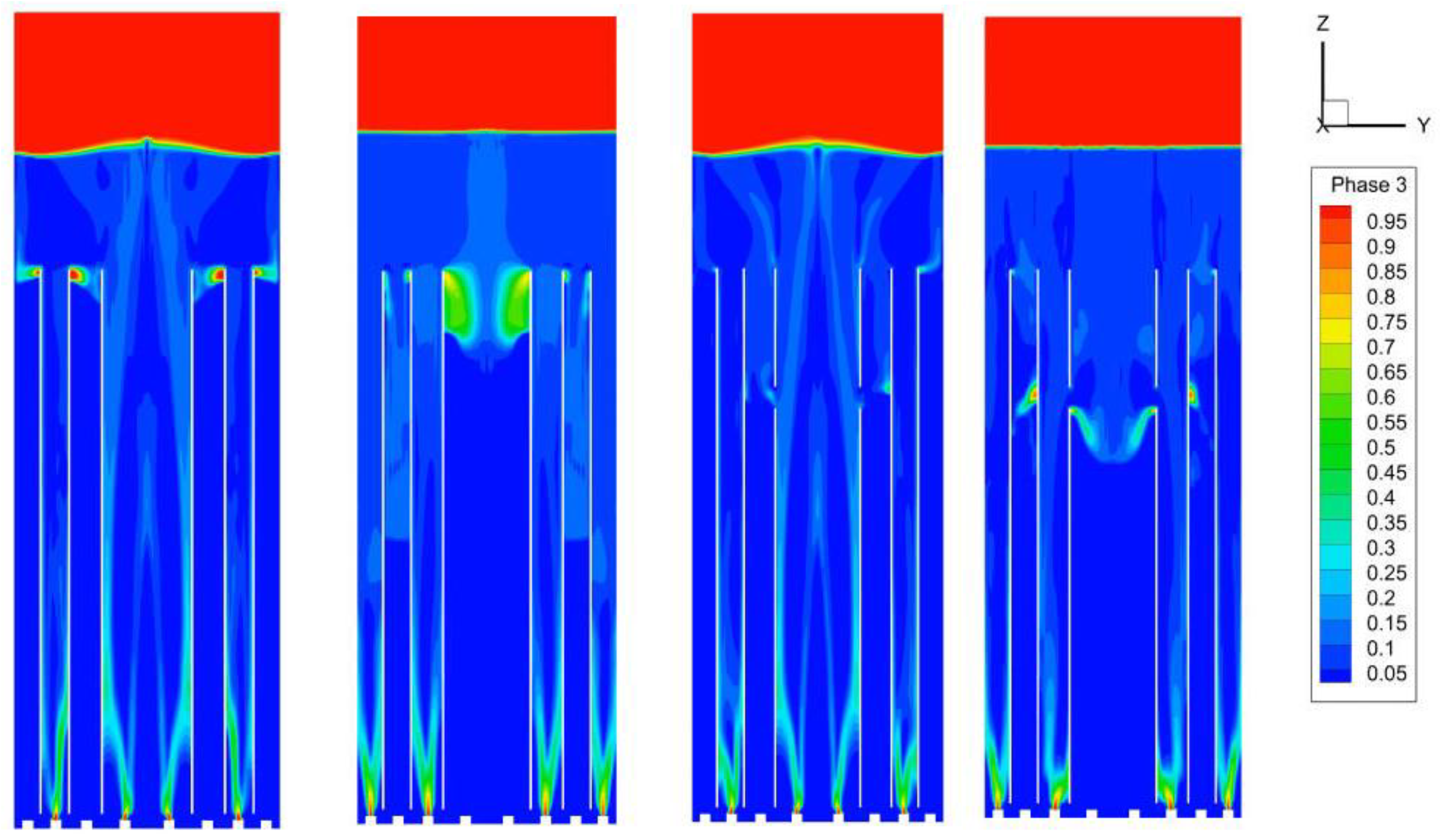
3.3. The 2500 L Airlift Oscillation Loop Reactor Simulation
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Li, Q. Numerical Simulation and Optimization of a Novel Airlift Loop Reactor. Ph.D. Thesis, Tsinghua University, Beijing, China, 2010. [Google Scholar]
- Liu, H.; Li, Z.; Geng, S.; Gao, F.; He, T.; Huang, Q. Influences of top clearance and liquid throughput on the performances of an external loop airlift slurry reactor integrated mixing and separation. Chin. J. Chem. Eng. 2020, 28, 1514–1521. [Google Scholar] [CrossRef]
- Geng, S.; Li, Z.; Liu, H.; Yang, C.; Gao, F.; He, T.; Huang, Q. Hydrodynamics and mass transfer in a slurry external airlift loop reactor integrating mixing and separation. Chem. Eng. Sci. 2019, 211, 115294. [Google Scholar] [CrossRef]
- Yang, T.; Geng, S.; Yang, C.; Huang, Q. Hydrodynamics and mass transfer in an internal airlift slurry reactor for process intensification. Chem. Eng. Sci. 2018, 184, 126–133. [Google Scholar] [CrossRef]
- Li, Q.; Zhao, X.; Du, W.; Liu, D. Numerical simulation and structural optimization of an airlift oscillating loop reactor. Chem. Ind. Eng. Progress 2012, 31, 1690–1699. [Google Scholar]
- Sokolichin, A.; Eigenberger, G.; Lapin, A. Simulation of buoyancy driven bubbly flow: Established simplifications and open questions. AIChE J. 2004, 50, 24–45. [Google Scholar] [CrossRef]
- Kumar, J.; Peglow, M.; Warnecke, G.; Heinrich, S. An efficient numerical technique for solving population balance equation involving aggregation, breakage, growth and nucleation. Powder Technol. 2008, 182, 81–104. [Google Scholar] [CrossRef]
- Kumar, J.; Peglow, M.; Warnecke, G.; Heinrich, S. The cell average technique for solving multi-dimensional aggregation population balance equations. Comput. Chem. Eng. 2008, 32, 1810–1830. [Google Scholar] [CrossRef]
- Liao, Y.X.; Lucas, D. A literature review of theoretical models for drop and bubble breakup in turbulent dispersions. Chem. Eng. Sci. 2009, 64, 3389–3406. [Google Scholar] [CrossRef]
- Liao, Y.; Lucas, D. A literature review on mechanisms and models for the coalescence process of fluid particles. Chem. Eng. Sci. 2010, 65, 2851–2864. [Google Scholar] [CrossRef]
- Cheng, J.; Li, Q.; Yang, C.; Zhang, Y.; Mao, Z. CFD-PBE simulation of a bubble column in OpenFOAM. Chin. J. Chem. Eng. 2018, 26, 1773–1784. [Google Scholar] [CrossRef]
- Huang, Q.; Zhang, W.; Yang, C. Modeling transport phenomena and reactions in a pilot slurry airlift loop reactor for direct coal liquefaction. Chem. Eng. Sci. 2015, 135, 441–451. [Google Scholar] [CrossRef]
- Zhang, C.; Liu, Y.; Jiao, W.; Qi, G.; Guo, J. A turbulent mass diffusivity model for the simulation of the biodegradation of toluene in an internal loop airlift reactor. Process Saf. Environ. Prot. 2022, 165, 646–657. [Google Scholar] [CrossRef]
- Guadarrama-Pérez, R.; Metropolitana, U.A.; Márquez-Baños, V.; Valencia-López, J.; Sánchez-Vázquez, V.; Jesús, G.M.-D.; Ramírez-Muñoz, J.; Gutiérrez-Rojas, M. Hydrodynamics evaluation of an internal-loop airlift reactor with Newtonian and shear-thinning fluids: Experimentation vs CFD simulation. Rev. Mex. Ing. Quim. 2022, 21, Bio 2694. [Google Scholar] [CrossRef]
- Choi, K.H. Prediction of gas holdup in various types of airlift reactors. Korean J. Chem. Eng. 2021, 38, 1781–1790. [Google Scholar] [CrossRef]
- Li, L.; Xu, X.; Wang, W.; Lau, R.; Wang, C.-H. Hydrodynamics and mass transfer of concentric-tube internal loop airlift reactors: A review. Bioresour. Technol. 2022, 359, 127451. [Google Scholar] [CrossRef] [PubMed]
- Shi, J.; Guo, K.; Wang, Z.; Zheng, L.; Liu, H.; Xiang, W.; Liu, C.; Li, X. Computational fluid dynamics simulation of hydrodynamics in a two-stage internal loop airlift reactor with contraction-expansion guide vane. ACS Omega 2021, 6, 6981–6995. [Google Scholar] [CrossRef]
- Wang, Z.; Cheng, Z.; Yuan, P.; Huang, Z. The influence of draft tubes on the mass transfer and mixing performance of a pilot-pcale internal-loop airlift reactor. Processes 2023, 11, 2886. [Google Scholar]
- Qiao, N.; Yue, S.; Cheng, J.; Wang, C.; Wang, X.; Shi, Y.; Guo, J.; Yu, D. A gas distributor capable of multiple injection directions to improve the gas-liquid dispersion performance in the airlift loop reactor. Biochem. Eng. J. 2023, 190, 108770. [Google Scholar] [CrossRef]
- Sulc, R.; Dymak, J. Hydrodynamics and mass transfer in a concentric internal jet-loop airlift bioreactor equipped with a deflector. Energies 2021, 14, 4329. [Google Scholar] [CrossRef]
- Shi, Y.; Wu, S.; Ren, H.; Jin, M.; Wang, L.; Qiao, N.; Yu, D. Computational fluid dynamics and factor analysis of a novel swirling demulsified airlift loop reactor for the treatment of refined soybean oil wastewater. Bioresour. Technol. 2020, 296, 122316. [Google Scholar] [CrossRef]
- Li, X.; Zhang, G.; Zhao, X.; Zhou, J.; Du, G.; Chen, J. A conceptual air-lift reactor design for large scale animal cell cultivation in the context of in vitro meat production. Chem. Eng. Sci. 2020, 211, 115269. [Google Scholar] [CrossRef]
- Sokolichin, A.; Eigenberger, G.; Lapin, A.; Lübert, A. Dynamic numerical simulation of gas-liquid two-phase flows Euler/Euler versus Euler/Lagrange. Chem. Eng. Sci. 1997, 52, 611–626. [Google Scholar] [CrossRef]
- Ishii, M. Thermo-Fluid Dynamic Theory of Two-Phase Flow; Eyrolles: Paris, France, 1975. [Google Scholar]
- Lahey, R.T.; Drew, D.A. On the Development of multidimensional two-fluid models for vapor/liquid two-phase flows. Chem. Eng. Commun. 1992, 118, 125–139. [Google Scholar] [CrossRef]
- Krishna, R.; Urseanu, M.; van Baten, J.; Ellenberger, J. Influence of scale on the hydrodynamics of bubble columns operating in the churn-turbulent regime: Experiments vs. Eulerian simulations. Chem. Eng. Sci. 1999, 54, 4903–4911. [Google Scholar] [CrossRef]
- Hua, J.; Wang, C. Numerical simulation of bubble-driven liquid flows. Chem. Eng. Sci. 2000, 55, 4159–4173. [Google Scholar] [CrossRef]
- Wang, T.; Wang, J.; Jin, Y. Experimental study and CFD simulation of hydrodynamic behaviours in an external loop airlift slurry reactor. Can. J. Chem. Eng. 2004, 82, 1183–1190. [Google Scholar] [CrossRef]
- Tomiyama, A. Struggle with computational bubble dynamics. Multiph. Sci. Technol. 1998, 4, 369–405. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Guide Tube | Inner Diameter 1/mm | Inner Diameter 2/mm | Inner Diameter 3/mm | Diameter/mm |
|---|---|---|---|---|
| Original | 100 | 161 | 211 | 503 |
| Improved | 80 | 140 | 192 | 500 |
| Operating Mode | Gas Holdup (%) | KLa (s-1) | Average Speed in Y Direction (m/s) | |||
|---|---|---|---|---|---|---|
| Before Digging Hole | After Digging Hole | Before Digging Hole | After Digging Hole | Before Digging Hole | After Digging Hole | |
| Center | 15.11 | 14.71 | 0.0544 | 0.05533 | 0.01431 | 0.01430 |
| Annular gap | 14.07 | 13.60 | 0.05635 | 0.05236 | 0.01441 | 0.01443 |
| Oscillation | 22.01 | 21.72 | 0.08619 | 0.08369 | 0.01434 | 0.01428 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, A.; Sun, X.; Liu, D. The Study of Fluid Dynamics Simulation of the Internal Flow Field in a Novel Airlift Oscillation Loop Bioreactor. Processes 2023, 11, 3391. https://doi.org/10.3390/pr11123391
Liu A, Sun X, Liu D. The Study of Fluid Dynamics Simulation of the Internal Flow Field in a Novel Airlift Oscillation Loop Bioreactor. Processes. 2023; 11(12):3391. https://doi.org/10.3390/pr11123391
Chicago/Turabian StyleLiu, Anjun, Xiaoyuan Sun, and Dehua Liu. 2023. "The Study of Fluid Dynamics Simulation of the Internal Flow Field in a Novel Airlift Oscillation Loop Bioreactor" Processes 11, no. 12: 3391. https://doi.org/10.3390/pr11123391