
The Law of Gas–Liquid Shear Mixing under the Synergistic Effect of Jet Stirring

Abstract
:1. Introduction
2. Materials and Methods
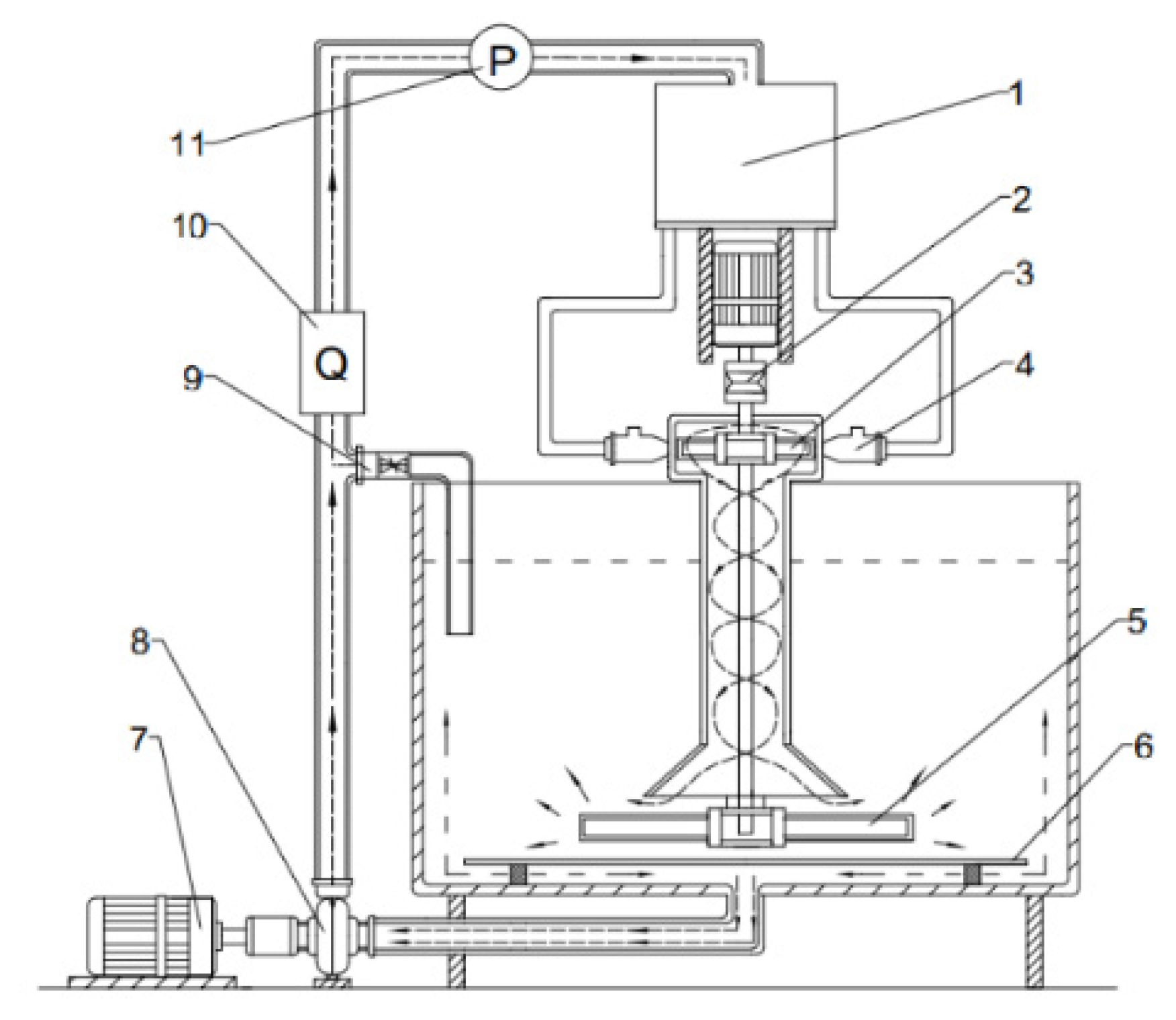
2.1. Experimental Setup
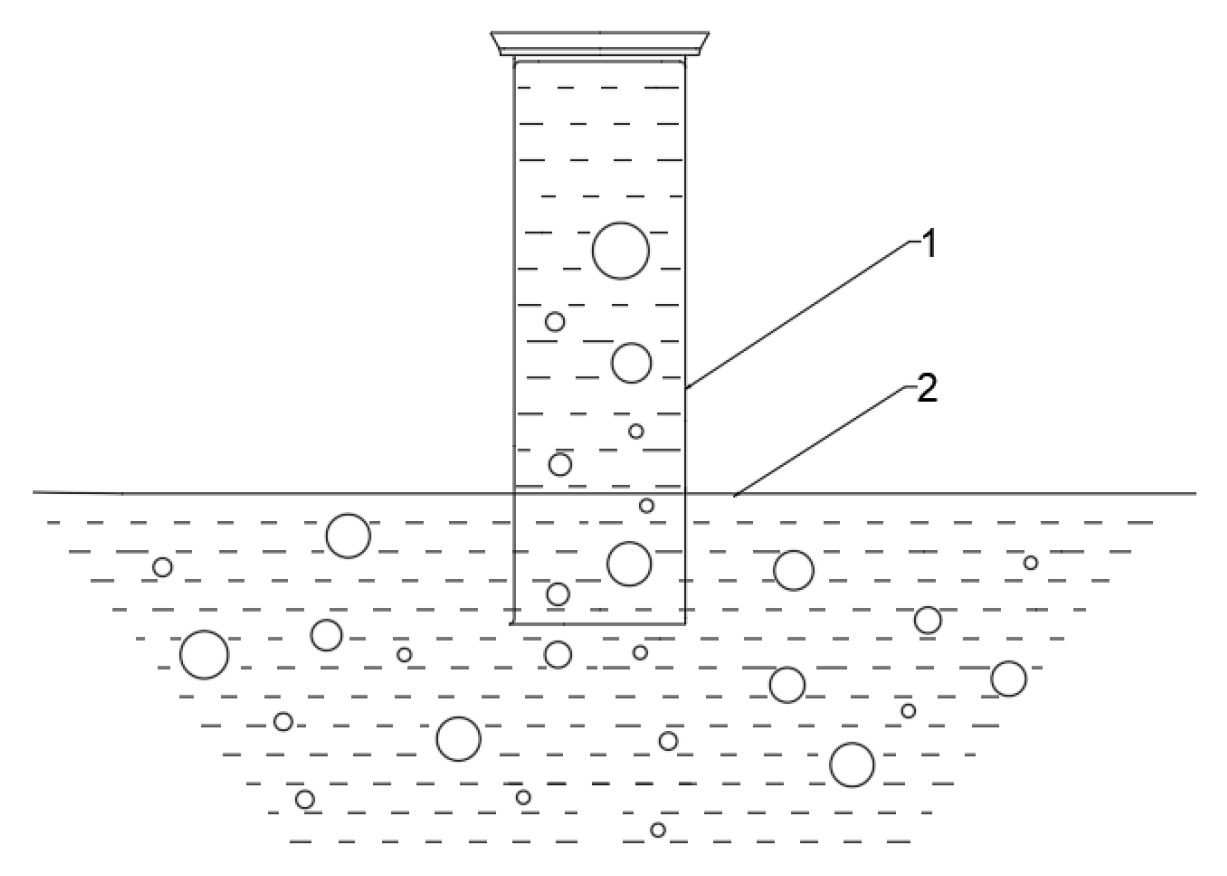
2.2. Experimental Method
3. Results and Discussion
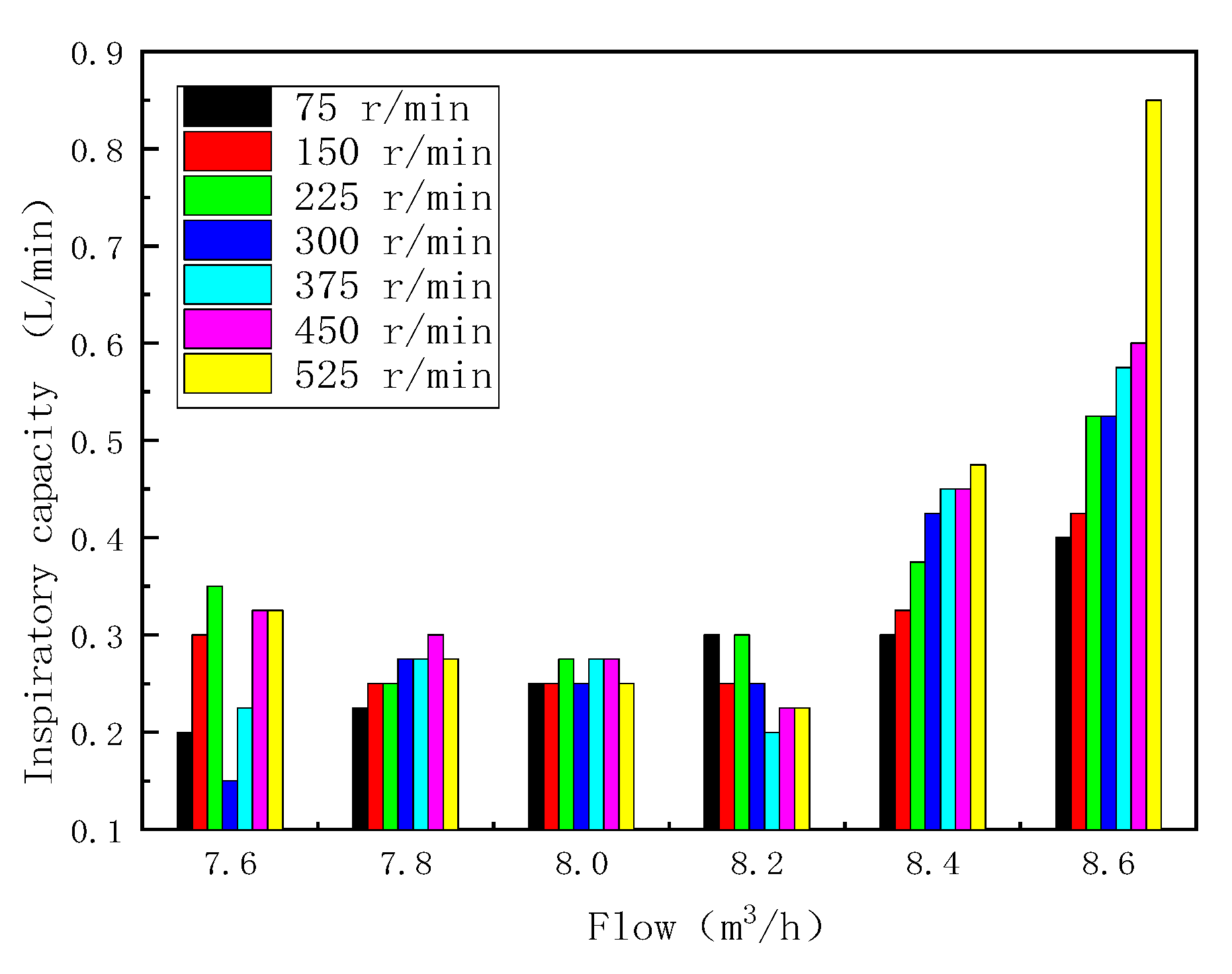
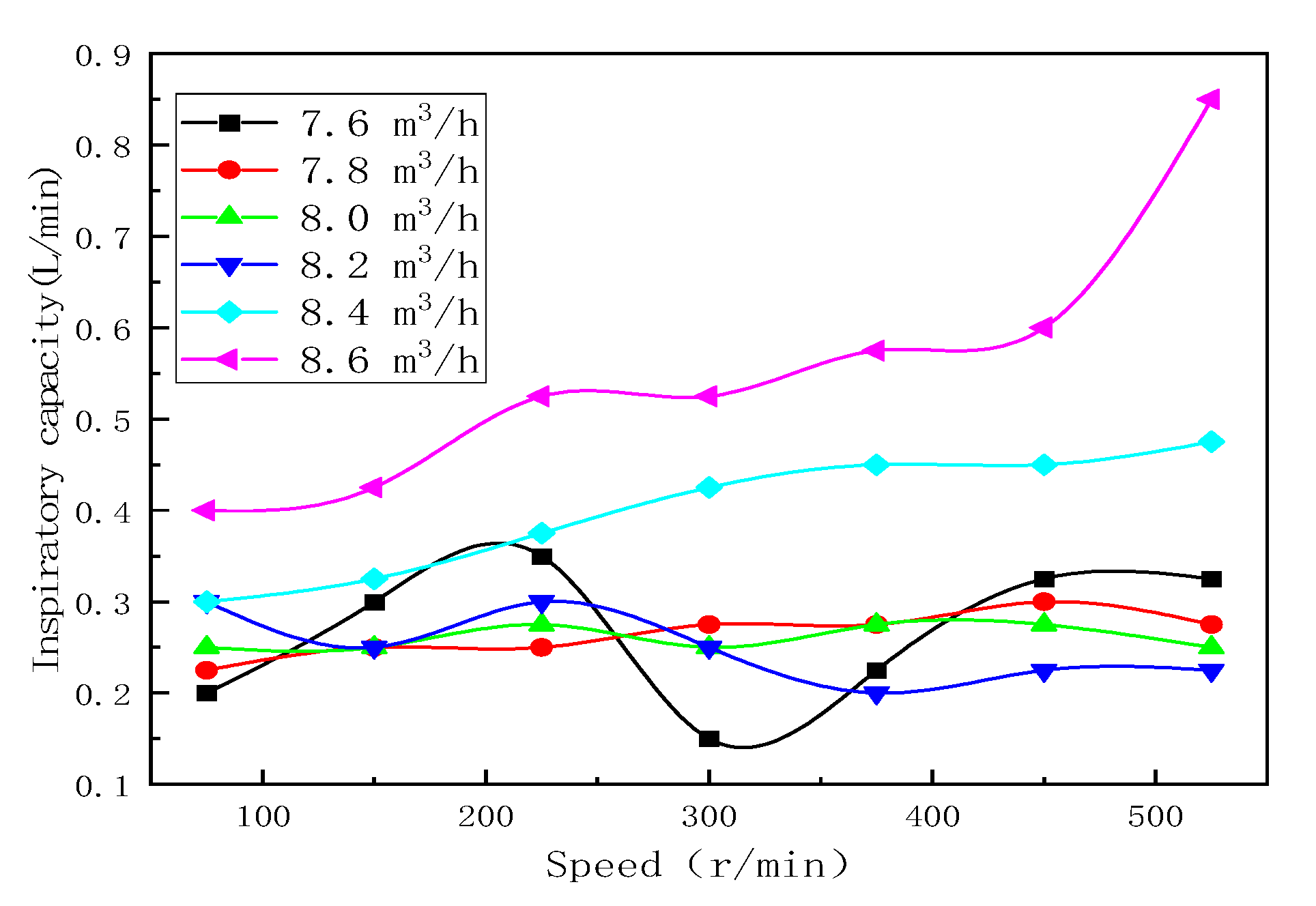
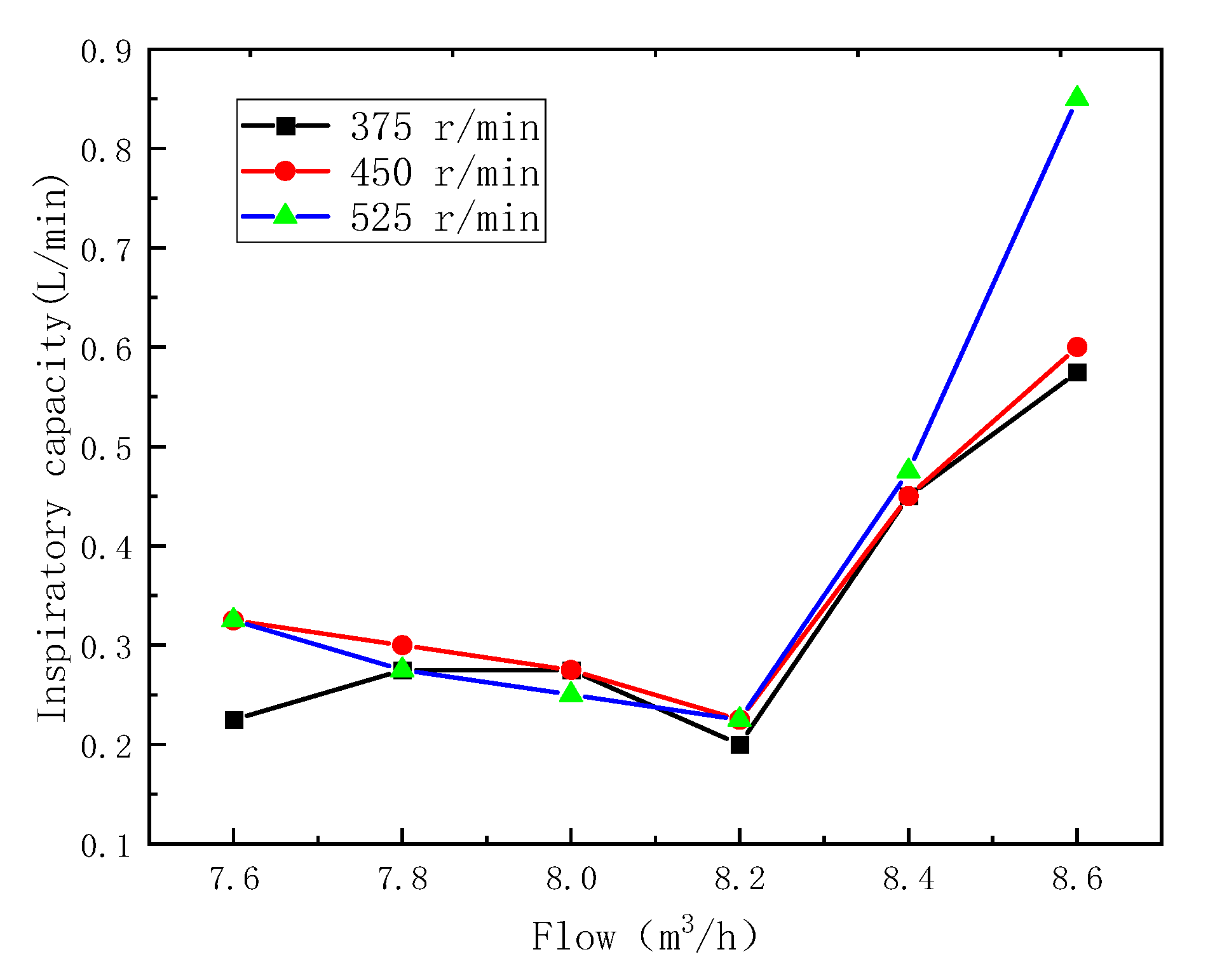
3.1. Injection Ability Test
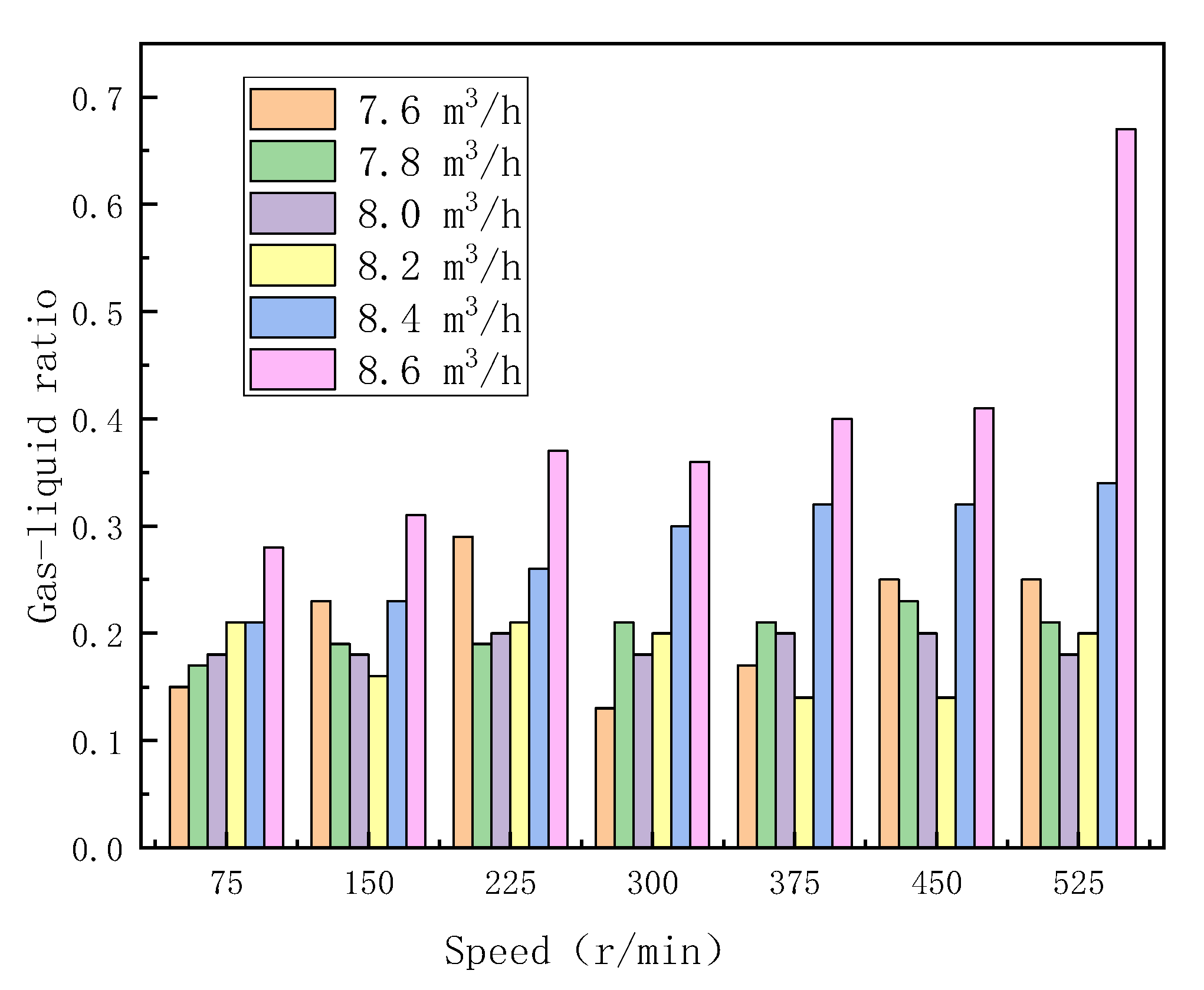
3.2. Gas–Liquid Shear Mixing
3.3. Disscussion
- (1)
- Under the synergetic action of jet mixing, the impact of the jet beam drives the impeller to assist in rotation. It is necessary to explore the interaction between the jet and mixing in order to improve the energy conversion rate. The critical condition of the impeller cutting the jet beam is explored to avoid the negative feedback effect and improve the energy conversion.
- (2)
- The centrifugal effect of solid materials caused by a high working speed, the specific representation of the centrifugal situation and centrifugal force of materials, and the influence of particle size and the density of materials on the suspension effect need to be further explored. Thus, it is helpful to study the flow field movement law in the tank and explore the migration law and dispersion of materials.
- (3)
- In this experimental study, no in-depth exploration was conducted on the environmental factors of equipment and materials. Although the experimental environment conditions were stable, in chemical production, materials will be at different working temperatures. Temperature can also affect the degree of mixing and other aspects, which requires further consideration.
4. Conclusions
- Flow rate is the key factor affecting gas ejection ability, and rotational speed has a certain effect. The interaction between flow rate and speed make the impeller at high speed cut the jet beam at a low flow rate, causing a negative effect and reducing the suction capacity. At high speeds and high flow rates there is a superimposed effect that enhances the suction effect.
- When the flow rate increases to 8.2 m3/h, the gas–liquid shear mixing is enhanced.The velocity difference between the gas and the liquid represents the shear condition of the gas–liquid phase. When the flow rate is before the turning point of 8.2 m3/h, the difference is relatively stable; when it is after the turning point, the difference decreases significantly and the degree of gas shear is strengthened.
- The mixing degree was evaluated by the ratio percentage of gas volume to liquid flow and the mixing coefficient. At a high rotational speed, the gas–liquid ratio shows a V-shaped trend, and the top angle condition is not conducive to the mixing of the two phases. The coefficients of gas–liquid two-phase mixing are calculated: the average filling volume is 0.01 m3/ (m3∙min), the uniform coefficient of filling is 77.51, and the mixing coefficient of the two-phase gas–liquid is 0.12.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Xu, J. Research on Evaluation Method and Application of Mixing Effect of Multiphase System. Ph.D. Thesis, Kunming University of Technology, Kunming, China, 2012. [Google Scholar]
- Lai, L. Numerical Simulation and Experimental Study on Multiphase Mixing Characteristics in a Vertical Stirred Tank. Master’s Thesis, Jiangxi University of Technology, Nanchang, China, 2021. [Google Scholar]
- Shim, J.J.; Ateshian, G.A. A hybrid reactive multiphasic mixture with a compressible fluid solvent. J. Biomech. Eng. 2022, 144, 11–25. [Google Scholar] [CrossRef] [PubMed]
- Hong, J.; Wang, Z.; Li, J.; Xu, Y.; Xin, H. Effect of interface structure and behavior on the fluid flow characteristics and phase interaction in the petroleum industry: State of the art review and outlook. Energy Fuels 2023, 37, 9914–9937. [Google Scholar] [CrossRef]
- Zhang, L.; Xie, L.; Cui, X.W.; Chen, J.S.; Zeng, H.B. Intermolecular and surface forces at solid/oil/water/gas interfaces in petroleum production. J. Colloid Interface Sci. 2019, 537, 505–519. [Google Scholar] [CrossRef] [PubMed]
- Han, X.; Xie, J.; Han, X. Application of a soft computing hybrid strategy in modeling and prediction of heterogeneous catalysts. J. Taiyuan Univ. Technol. 2012, 43, 1–5. [Google Scholar]
- Fu, C.; Cai, S.; Yan, J. Study on heterogeneous catalytic esterification of mixed binary acids. J. Pet. Chem. Univ. 2005, 29–31+35. [Google Scholar] [CrossRef]
- Zaporozhets, I.; Kalugina, M.; Mukhlaeva, A.; Isaev, N.; Protopopov, A. Simulation of regenerative pump performing on multiphase mixture. IOP Conf. Ser. Mater. Sci. Eng. 2020, 820, 012041. [Google Scholar] [CrossRef]
- Xu, J.; Xiao, Q.; Lv, Z.; Huang, J.; Xiao, R.; Pan, J.; Wang, H. New metrics for measuring multiphase mixing effects in a direct-contact heat exchanger. Appl. Therm. Eng. 2019, 147, 592–601. [Google Scholar] [CrossRef]
- Wang, C. Numerical Analysis and Application of Dense Liquid-Solid Two-Phase Turbulent Mixing. Ph.D. Thesis, Jilin University, Changchun, China, 2010. [Google Scholar]
- Yao, Y. Research on Gas-Liquid Flow and Mixing Performance in Injector. Ph.D. Thesis, Qingdao University of Science and Technology, Qingdao, China, 2009. [Google Scholar]
- Li, Z.; Yang, Y.; Gao, J. Research progress of slurry bed reactor for indirect coal liquefaction Fischer-Tropsch synthesis. J. Process Eng. 2022, 1–16. [Google Scholar] [CrossRef]
- Duan, J.; Bi, J.; Han, X.; Zhu, L.; Wang, Z.; Du, S.; Ru, Y. Cold model experimental study on separation performance of hydrocyclone reactor for ionic liquid alkylation. J. Chem. Eng. High. Educ. 2022, 36, 387–397. [Google Scholar]
- Cao, G.; Zhang, R. Research status and application of high-pressure water jet. J. Shenyang Univ. Aeronaut. Astronaut. 2017, 34, 1–16. [Google Scholar]
- Belenje, A.; Takkar, B.; Agarwal, K.; Tyagi, M.; Aggarwal, V.; Padhi, T.R.; Narayanan, R. Jet stream related iatrogenic retinal breaks during vitreo-retinal surgery. Indian J. Ophthalmol. 2022, 70, 902–907. [Google Scholar] [PubMed]
- Liu, X.; Xu, H.; Geng, H. Calculation model of rock depth in abrasive water jet rotary cutting. J. Army Eng. Univ. 2022, 1, 77–85. [Google Scholar]
- Zhao, K.; Cheng, H.; Long, X. FTLE evaluation method for mixing capacity of jet pump. J. Drain. Irrig. Mach. Eng. 2022, 40, 556–562. [Google Scholar]
- Al-Anzi, B.S.; Fernandes, J. Sensitivity test of jet velocity and void fraction on the prediction of rise height and performance of a confined plunging liquid jet reactor. Processes 2022, 10, 160. [Google Scholar] [CrossRef]
- Yang, X.; Wu, H.; Feng, Z. Jet impingement heat transfer characteristics with variable extended jet holes under strong crossflow conditions. Aerospace 2022, 9, 44. [Google Scholar] [CrossRef]
- Daskiran, C.; Xue, X.; Cui, F.; Katz, J.; Boufadel, M.C. Impact of a jet orifice on the hydrodynamics and the oil droplet size distribution. Int. J. Multiph. Flow 2022, 147, 103921. [Google Scholar] [CrossRef]
- Zhu, G.; Zhang, L.; Wang, W. Numerical simulation of eccentric biaxial stirring for sludge mixing. J. Environ. Eng. 2017, 11, 3128–3134. [Google Scholar]
- Wu, F. Numerical simulation of mixing process in stirred mixing tank. Hydrometallurgy 2014, 33, 328–331. [Google Scholar]
- Tan, F.; Gao, J.; Wu, D. Research on mixing mechanism and design. J. Shandong Univ. Archit. 2007, 214–217. [Google Scholar] [CrossRef]
- Ye, L.; Xie, X.; Wan, T. Study on Flow Characteristics and Mass Transfer Mechanism of Kettle Taylor Flow Reactor. J. Shanghai Univ. Technol. 2022, 44, 213–219. [Google Scholar]
- Litz, L.M.; Han, C. A new type of gas-liquid stirred tank reactor. J. Jilin Univ. Technol. 1987, 76–80. [Google Scholar]
- Wen, Z.; Yu, J.; Hua, X. Online quality control of outlet concentration in continuous stirred tank reactors. J. East China Univ. Sci. Technol. 1997, 106–110. [Google Scholar]
- Ye, S.; Zhu, B.; Peng, D. Research on a multi-layer baffle stirred tank reactor. Chem. Eng. 1983, 66–72+26. [Google Scholar]
- Zhu, Q.; Wang, J. Robust optimal control of continuous stirred tank reactors. J. Chem. Eng. 2013, 64, 4114–4120. [Google Scholar]
- MT/T 652-1997; Test Methods and Determination Rules for Clean Water Performance of Coal Flotation Machines. Available online: https://www.antpedia.com/standard/1067213-1.html (accessed on 18 July 2023).



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Parameter | Optimization Value Range | Value |
|---|---|---|---|
| Internal spray | Inner spray straight pipe diameter D1/mm | Determined based on working parameters | 12 |
| Inner nozzle outlet diameter D2/mm | Matching ratio with external nozzle 1.96–3.24 | 6 | |
| Internal nozzle convergence angle ° | 14–16 | 14 | |
| External spray | Outer spray straight pipe diameter D3/mm | Determined based on working parameters | 30 |
| Outer nozzle outlet diameter D4/mm | Fit with inner nozzle | 12 | |
| Suction pipe | Suction tube diameter d1/mm | Determined based on working parameters | 8 |
| Serial Number | Parameter/mm | ||||||
|---|---|---|---|---|---|---|---|
| Structural Components | Length | Width | Height | Diameter | Thickness | Number | |
| 1 | Upper impeller | 90 | 60 | — | 100 | 4 | 6 |
| 2 | Lower impeller | 160 | 45 | — | — | 4 | 4 |
| 3 | Feeding silo | — | — | 135 | 240 | 7.5 | 1 |
| 4 | Draft tube | 658 | — | — | 105 | 7.5 | 1 |
| 5 | Main shaft | 1166 | — | — | 19 | 1 | |
| 6 | Conical discharge port | — | — | — | big254 small120 | 7.5 | 1 |
| 7 | Tank | 2067 | 1138 | 860 | — | 7.5 | 1 |
| 8 | Sealing bottom plate | 1200 | 900 | — | — | 7.5 | 1 |
| Point of Sampling | Sequence of Measurement | ||
|---|---|---|---|
| First Time | Second Time | Third Time | |
| 1 | 501 | 513 | 509 |
| 2 | 690 | 675 | 702 |
| 3 | 827 | 834 | 813 |
| 4 | 995 | 1003 | 1015 |
| 5 | 514 | 505 | 516 |
| 6 | 703 | 603 | 693 |
| 7 | 846 | 836 | 850 |
| 8 | 1015 | 988 | 1023 |
| 9 | 510 | 523 | 498 |
| 10 | 697 | 713 | 705 |
| 11 | 863 | 896 | 873 |
| 12 | 1075 | 1013 | 1050 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, W.; Wang, H.; Wang, L.; Li, L.; Cai, C.; Zhu, J. The Law of Gas–Liquid Shear Mixing under the Synergistic Effect of Jet Stirring. Processes 2023, 11, 2531. https://doi.org/10.3390/pr11092531
Zhou W, Wang H, Wang L, Li L, Cai C, Zhu J. The Law of Gas–Liquid Shear Mixing under the Synergistic Effect of Jet Stirring. Processes. 2023; 11(9):2531. https://doi.org/10.3390/pr11092531
Chicago/Turabian StyleZhou, Wei, Hui Wang, Lingling Wang, Liang Li, Chuanchuan Cai, and Jinbo Zhu. 2023. "The Law of Gas–Liquid Shear Mixing under the Synergistic Effect of Jet Stirring" Processes 11, no. 9: 2531. https://doi.org/10.3390/pr11092531