
Influence of Liner Surface with Parameterized Pit Texture on the Friction Characteristics of Piston Rings
Abstract
:1. Introduction
2. Test for Textured Cylinder Liner and Piston Ring Assembly
2.1. Cylinder Liner Surface Texture Parameters
2.2. Test of the Woven Liner–Piston Ring Assembly UMT
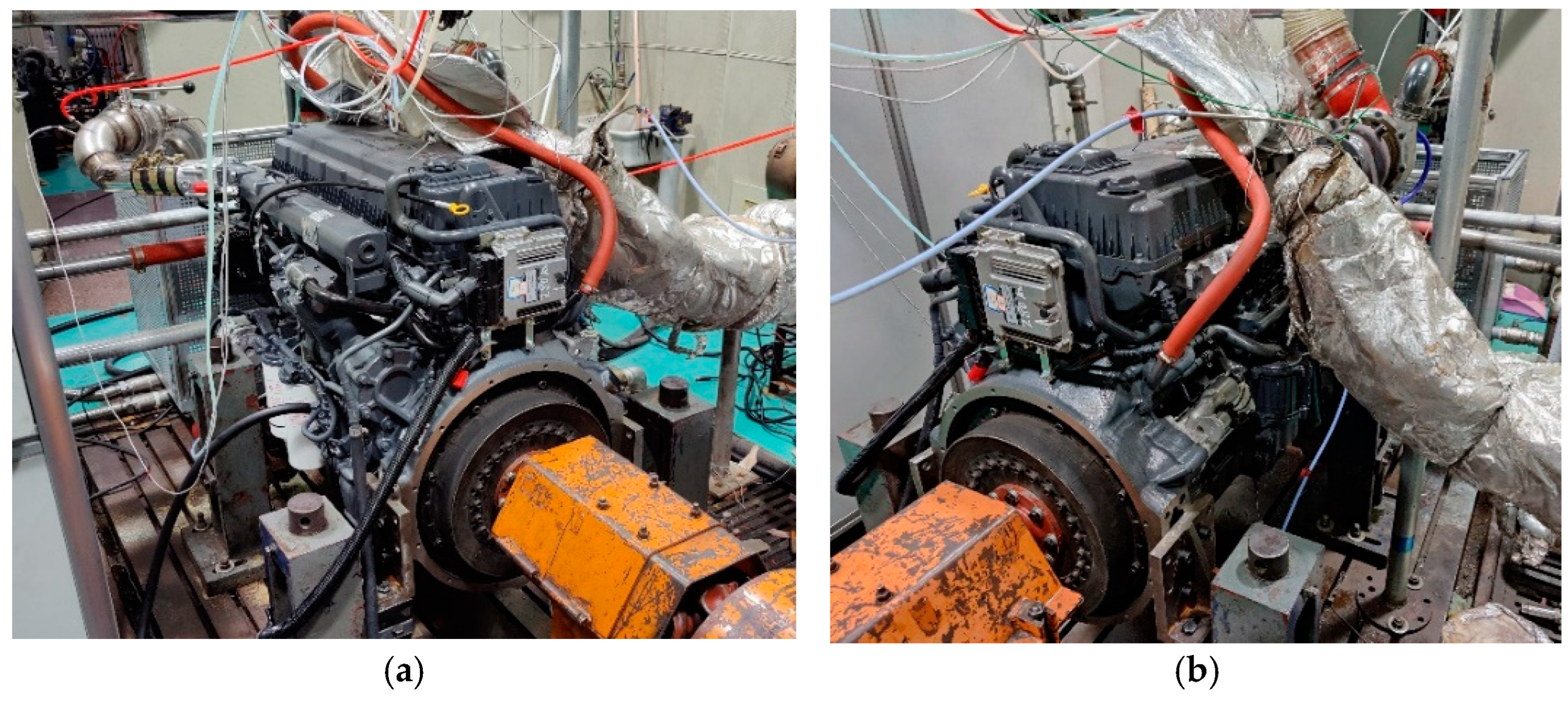
3. Engine Stand Test
- (1)
- Break-in phase: Assemble the processed cylinder liner samples to the engine stand, run the engine at idle for 2 h, and then rotate the engine from 800 r/min to gradually increase to 2000 r/min, which increases the load from 20% to 100% in 20% increments each time the speed is adjusted. In this way, the break-in test is completed after a cumulative 10 h run-in, then the full load is carried out at full speed (2000 r/min, 100% load) for 20 h so that the cylinder liner break-in phase is officially completed;
- (2)
- Reverse drag test: After the break-in test, two backward drag tests are carried out for each set of cylinder liners, increasing the speed from 800 to 2000 and then decreasing it from 2000 to 800. The reverse drag torque and the average value are measured twice separately, with each bank of cylinder liner samples carrying out reverse drag tests at three different oil temperatures (95 °C, 105 °C, and 115 °C);
- (3)
- Fuel consumption rate test: Assemble unwoven and woven liners to the engine stand for trial, and increase the engine speed in increments of 100 r/min. Gradually increase the engine speed from 600 r/min to 2000 r/min to measure the fuel consumption rate separately at each speed.
4. Conclusions
- (1)
- In the UMT test, the surface texture of the cylinder liner has a positive effect on reducing the average friction coefficient, of which texture schemes 11, 12, and 15 exhibit the best friction reduction effect; thus, it can be derived that the friction coefficient is mainly affected by the depth of the pits, and the depths of the pits in the texture schemes with good friction reduction effect are all 17–19 μm. The best friction reduction can be achieved when the pit radius is around 50 μm, with little difference in pit depth;
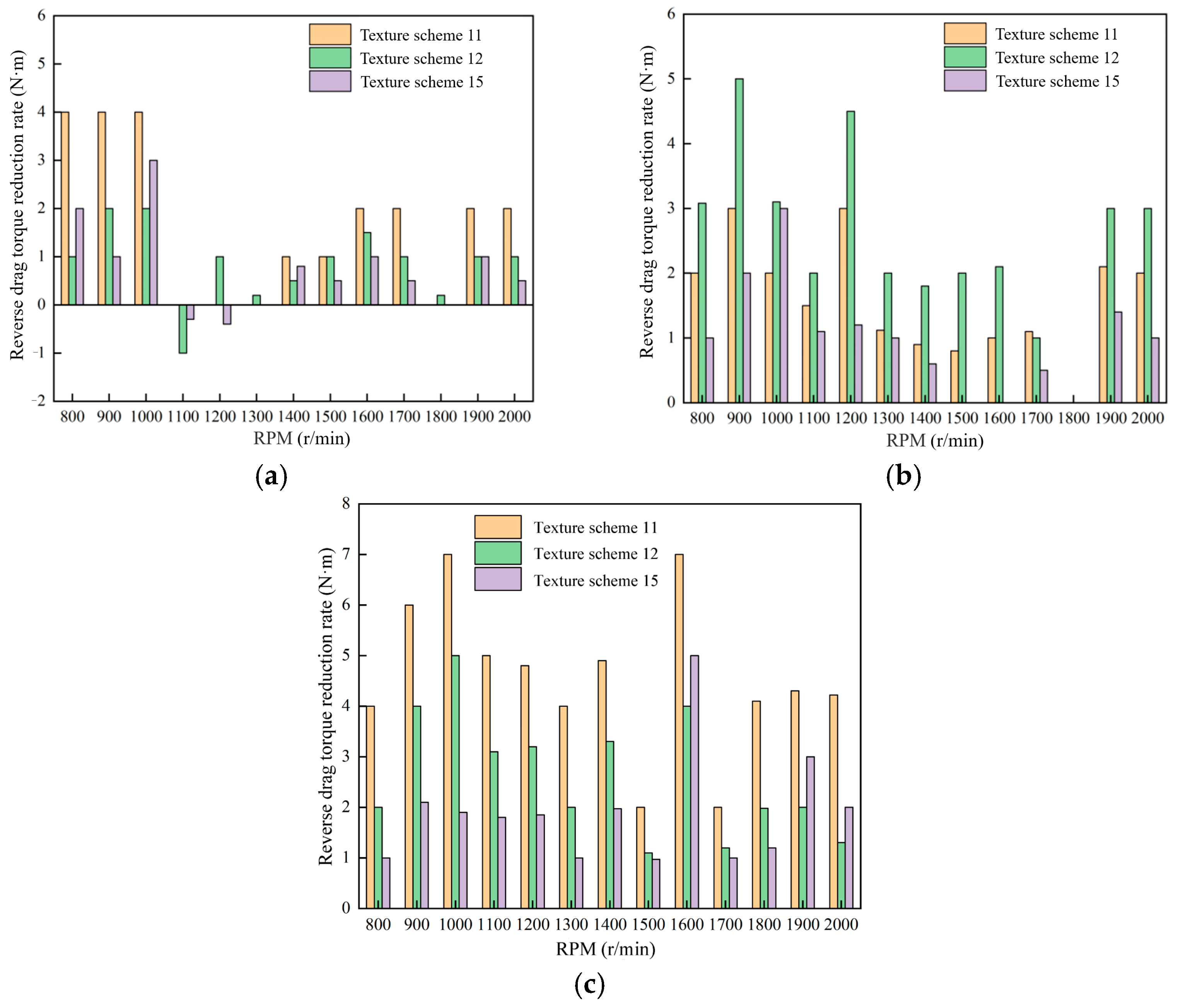
- (2)
- Oil temperature has a strong influence on the lubrication characteristics of the piston ring–cylinder liner assembly, with the effect of surface texture increasing at higher oil temperatures. Specifically, the average back-dragging torque reduction of the engine configured with the surface weave 11 cylinder liner is the largest, by about 1.69 N·m, when the oil temperature is 95 °C over the entire measured speed range. At the oil temperature of 105 °C, the average back-dragging torque of the engine fitted with the surface weave 12 cylinder liner decreases the most, by about 2.54 N·m. In comparison, at the oil temperature of 115 °C, the average back-dragging torque of the engine equipped with the surface weave 11 cylinder liner decreases the most, by approximately 4.53 N·m. Analyzing the variation of different oil temperatures in practice is essential for studying the lubrication characteristics of the piston ring–cylinder liner assembly;
- (3)
- After adding the surface texture of the cylinder liner, the fuel consumption rate of the engine equipped with the structured cylinder liner is generally reduced compared with that of the original cylinder liner engine. Among them, the average and subsequent consumption rate of surface assembly scheme 11 decreases the most, and the value is 1.3 g/kwh. The introduction of a liner surface texture leads to a more pronounced decrease in fuel consumption in regions with lower rpm. Conversely, its impact on fuel consumption in areas with higher rpm is diminished;
- (4)
- In the future, the AI algorithm can be used to optimize the casing texture structure parameters to obtain the minimum friction power consumption.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Baby, A.K.; Rajendrakumar, P.K.; Lawrence, D. Influence of honing angle on tribal behavior of cylinder liner–piston ring pair, experimental investigation. Tribol. Int. 2022, 167, 107355. [Google Scholar] [CrossRef]
- Ferreira, R.; Almeida, R.; Carvalho, Ó.; Sobral, L.; Carvalho, S.; Silva, F. Influence of a DLC coating topography in the piston ring/cylinder liner tribological performance. J. Manuf. Process 2021, 66, 483–493. [Google Scholar] [CrossRef]
- Gao, L.; Cui, Y.; Xu, Z.; Fu, Y.; Liu, S.; Li, Y.; Hou, X. A fully coupled tribal-dynamic model for pistol-ring-liner system. Tribol. Int. 2023, 178, 107998. [Google Scholar] [CrossRef]
- Li, T.; Zhu, X.; Tang, H.; Zhang, B.; Wang, L.; Yu, Y.; Qiao, Z.; Ma, X. A new method for determining lubrication regimes of pistol ring-cylinder liner tribosystem. Tribol. Int. 2023, 179, 108162. [Google Scholar] [CrossRef]
- Patil, A.S.; Shirsat, U.M. Effect of laser textured dimples on tribal behavior of pistol ring and cylinder liner contact at varying load dol. Mater. Today Proc. 2021, 44, 1005–1020. [Google Scholar] [CrossRef]
- Pawlus, P.; Reizer, R. Functional importance of honed cylinder liner surface texture, a review. Tribol. Int. 2022, 167, 107409. [Google Scholar] [CrossRef]
- Rao, X.; Sheng, C.; Guo, Z.; Yuan, C. A review of online condition monitoring and maintenance strategy for cylinder liner-piston rings of diesel engines. Mech. Syst. Signal Pract. 2022, 165, 108385. [Google Scholar] [CrossRef]
- Rao, X.; Sheng, C.; Guo, Z.; Zhang, X.; Yin, H.; Xu, C.; Yuan, C. Effects of textured cylinder liner pistol ring on performances of diesel engine under hot engine tests. Renew. Sustain. Energy Rev. 2021, 146, 111193. [Google Scholar] [CrossRef]
- Shahabuddin, M.; Mofijur, M.; Fattah, I.M.R.; Kalam, M.A.; Masjuki, H.H.; Chowdhury, M.A.; Hossain, N. Study on the tribological characteristics of plant oil-based bio-rubber with automotive liner-piston ring materials. Curr. Res. Green Sustain. Chem. 2022, 5, 100262. [Google Scholar] [CrossRef]
- Hamilton, D.B.; Walowit, J.A.; Allen, C.M. A theory of lubrication by microirregularities. J. Basic Eng. 1966, 88, 177–185. [Google Scholar] [CrossRef]
- Etsion, I. State of the art in laser surface texturing. J. Tribol. 2005, 127, 248–253. [Google Scholar] [CrossRef]
- Xu, Y.; Peng, Y.; Dearn, K.D.; You, T.; Geng, J.; Hu, X. Fabrication and tribal characterization of laser textured boron cast iron surfaces. Surf. Coat. Technol. 2017, 313, 391–401. [Google Scholar] [CrossRef]
- Guo, S.G.; Wang, B.; Chang, Q.Y. Transient Thermal Hydrodynamic Lubrication Analysis of Textured Piston Ring/Cylinder Liner. Solid State Phenom. 2018, 279, 172–178. [Google Scholar] [CrossRef]
- Gu, C.X.; Meng, X.H.; Zhang, D. Analysis of the coated and textured ring/liner conjunction based on a thermal mixed lubrication model. Friction 2018, 6, 420–431. [Google Scholar] [CrossRef]
- Liu, Z.; Ning, X.; Meng, X.; Liao, Q.; Wang, J. Starved lubrication analysis for the top ring and cylinder liner of a two-stroke marine diesel engine considering the thermal effect of friction. Int. J. Engine Res. 2023, 24, 336–359. [Google Scholar] [CrossRef]
- Zhang, H.; Liu, X.; Gong, J.; Bai, S.; Sun, K.; Jia, H. Thermohydrodynamic Lubrication Characteristics of Piston Rings in Diesel Engine Considering Transient Heat Transfer under the Parameterized Surface Texture of Cylinder Liners. Energies 2023, 16, 7924. [Google Scholar] [CrossRef]
- Yin, H.; Zhang, X.; Guo, Z.; Xu, Y.; Rao, X.; Yuan, C. Synergetic effects of surface textures with modified copper nanoparticles lubricant additives on the tribal properties of cylinder-piston ring. Tribol. Int. 2023, 178, 108085. [Google Scholar] [CrossRef]
- Vaitkunaite, G.; Espejo, C.; Thiebaut, B.; Neville, A.; Morina, A. Low friction trimofilm formation and distribution on an engine cylinder tested with MoDTC-containing low viscosity engine lubricants. Tribol. Int. 2022, 171, 107551. [Google Scholar] [CrossRef]
- Wróblewski, P. Reduction of friction energy in a pistol combustion engine for hydrophobic and hydrophobic multilayer nanoatings surrounded by foot. Energy 2023, 271, 126974. [Google Scholar] [CrossRef]
- Zhang, B.; Ma, X.; Liu, L.; Yu, H.; Morina, A.; Lu, X. Study on the sliding wear map of cylinder liner-piston ring based on various operating parameters. Tribol. Int. 2023, 186, 108632. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter Name | Value |
|---|---|
| Pit depth hp/μm | 5–10 |
| Pit radius rp/μm | 25–40 |
| Texture density sp | 20–40% |
| Cylinder liner surface roughness σl/μm | 0.4 |
| Piston ring surface roughness σr/μm | 0.4 |
| Piston ring barrel height δ/μm | 20 |
| Piston ring axial width b/mm | 1.5 |
| Test Name | Load/kg | Speed/rpm | Trip/mm | Time/min | Test Temperature/°C |
|---|---|---|---|---|---|
| Constant parameter friction test | 3 | 1500 | 3.5 | 120 | 40 |
| Variable speed test | 3 | 100–2500 | 3.5 | 0.5 | 40 |
| Variabletemperature test | 3 | 1500 | 3.5 | 120 | 40, 100 |
| Variable load test | 1–3 | 1500 | 3.5 | 120 | 40 |
| Scenario Number | Diameter/μm | Depth/μm | Axial Spacing/μm | Radial Spacing/μm |
|---|---|---|---|---|
| 1 | 30 | 5.5 | 280 | 585 |
| 2 | 40 | 7.8 | 490 | 493 |
| 3 | 52 | 12 | 600 | 493 |
| 4 | 54 | 9.86 | 494 | 493 |
| 5 | 47 | 8.05 | 730 | 488 |
| 6 | 59 | 19.5 | 720 | 570 |
| 7 | 120 | 5.5 | 715 | 498 |
| 8 | 100 | 15.2 | 220 | 594 |
| 9 | 106 | 21.9 | 500 | 516 |
| 10 | 29 | 17.2 | 260 | 599 |
| 11 | 45 | 17.0 | 520 | 571 |
| 12 | 49 | 18.9 | 540 | 530 |
| 13 | 54 | 22.8 | 495 | 530 |
| 14 | 56 | 20.2 | 765 | 594 |
| 15 | 52 | 18.1 | 510 | 507 |
| 16 | 115 | 17.1 | 685 | 493 |
| 17 | 97 | 16.1 | 252 | 599 |
| 18 | 101 | 16.9 | 475 | 526 |
| Diameter/μm | Depth/μm | Axial Spacing/μm | Radial Spacing/μm | |
|---|---|---|---|---|
| 30 | 5.5 | 280 | 585 | |
| 40 | 7.8 | 490 | 493 | |
| 52 | 12 | 600 | 493 | |
| 54 | 9.86 | 494 | 493 | |
| 47 | 8.05 | 730 | 488 | |
| 59 | 19.5 | 720 | 570 | |
| 120 | 5.5 | 715 | 498 | |
| 100 | 15.2 | 220 | 594 | |
| 106 | 21.9 | 500 | 516 | |
| 29 | 17.2 | 260 | 599 | |
| 45 | 17 | 520 | 571 | |
| 49 | 18.9 | 540 | 530 | |
| 54 | 22.8 | 495 | 530 | |
| 56 | 20.2 | 765 | 594 | |
| 52 | 18.1 | 510 | 507 | |
| 115 | 17.1 | 685 | 493 | |
| 97 | 16.1 | 252 | 599 | |
| 101 | 16.9 | 475 | 526 | |
| Sum = | 1206 | 269.61 | 9251 | 9679 |
| Average = | 67 | 14.978 | 513.944 | 537.722 |
| ∑iX2ij2 = | 96,304 | 4553.0321 | 5261,765 | 5236,565 |
| St. Dev. = | 30.197 | 5.503 | 172.74 | 43.353 |
| SS = | 15,502 | 514.724 | 507,264.944 | 31,951.611 |
| n = | 18 | 18 | 18 | 18 |
| F = | 173.94 | |||
| Instrument | Instrument Models | Measuring Range | Measurement Error |
|---|---|---|---|
| Electric dynamometer | JD120 | 10–1750 r/min, | ±1 r/min, |
| 100–682 Nm, | ±0.05%, | ||
| Aerometer | ToCeiL20N100 | 10–−1200 kg/h | ±1% |
| Fuel consumption gauge | PWK100 | 5–80 kg/h | ±0.1% |
| Engine measurement and control system | FCD-1300 | 10–1000/5–200 °C 10–1000 kpa/5–200 kpa −100–200 kpa/−100–100 kpa /−10–50 kpa 5–100%/−40–80 °C | ±1.5 °C/±1 °C, ±0.1 kpa/0.1 kpa ± 0.1 kpa/0.1 kpa ± 0.05 kpa ± 2%RH/±0.2 °C |
| The Part Name | Test Sequence | Comments | |
|---|---|---|---|
| 1 | 2 | ||
| Original cylinder liner | ● | (1) Keep the corresponding part; (2) Removal of air distribution mechanism during testing (including valves, valve springs, rocker arm assembly, push rods, etc.); (3) Remove the auxiliary machinery. | |
| Original piston set | ● | ● | |
| Original bearing | ● | ● | |
| Weave the cylinder liners | ● | ||
| Name of the mechanical loss | Calculation relationship | ||
| The difference in mechanical loss before and after the cylinder liner weaving | =1–2 | ||
| Parameters | Fuel Consumption Rate/g/(kw·h) |
|---|---|
| Original cylinder liner | 197.9 |
| Woven cylinder liner 11 | 196.6 |
| Woven cylinder liner 12 | 196.9 |
| Woven cylinder liner 15 | 197.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, H.; Gong, J.; Liu, X.; Sun, W.; Sun, K.; Bai, S. Influence of Liner Surface with Parameterized Pit Texture on the Friction Characteristics of Piston Rings. Processes 2024, 12, 572. https://doi.org/10.3390/pr12030572
Zhang H, Gong J, Liu X, Sun W, Sun K, Bai S. Influence of Liner Surface with Parameterized Pit Texture on the Friction Characteristics of Piston Rings. Processes. 2024; 12(3):572. https://doi.org/10.3390/pr12030572
Chicago/Turabian StyleZhang, Hongyang, Junzhen Gong, Xiaori Liu, Wen Sun, Ke Sun, and Shuzhan Bai. 2024. "Influence of Liner Surface with Parameterized Pit Texture on the Friction Characteristics of Piston Rings" Processes 12, no. 3: 572. https://doi.org/10.3390/pr12030572