
Decision Making for Control of the Gasoline Fraction Hydrotreating Process in a Fuzzy Environment
 ,
,
Abstract
:1. Introduction
- -
- To investigate the influence of the main technological parameters of the hydrotreating block on the hydrotreating process;
- -
- To develop a package, i.e., a system of interconnected models of units of the hydrotreating block of the LG-35-11/300-95 installation at the Atyrau refinery based on available information of various types;
- -
- To formulate a mathematical formulation of the fuzzy decision-making problem for hydrotreating process control based on the developed hydrotreating unit and develop a heuristic method for solving it.
2. Materials and Methods
2.1. Object and Materials of the Research
- (1)
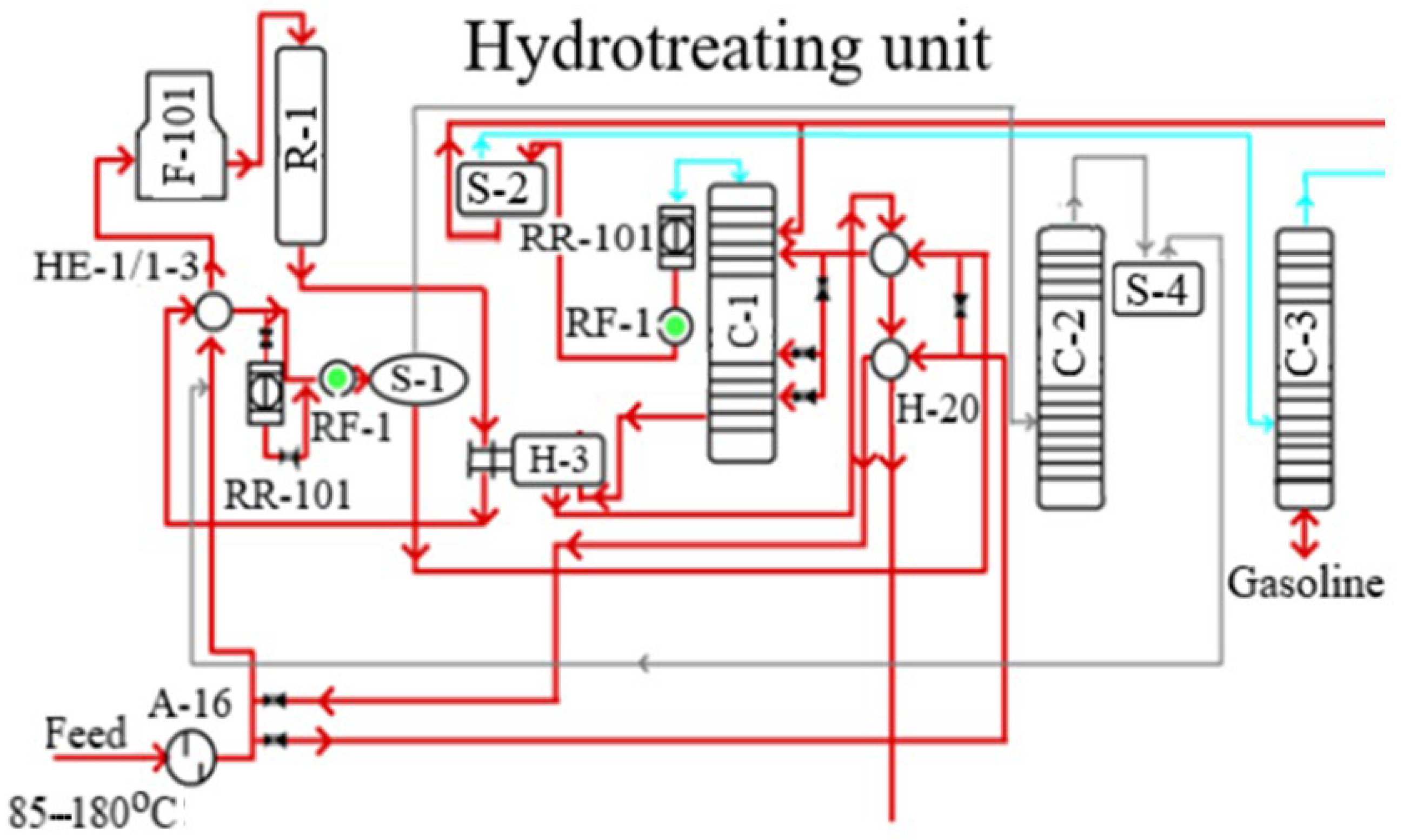
- Circulating gas, after compression in compressors, is fed back to the feedstock hydrotreating system;
- (2)
- Excess HCG from the plant outlet, as the liquid phase of the S-1 separator passes through the H-2 heat exchanger; here, it is heated up to the temperature of 150 °C and floats on 7, 9, 23 plates of the C-1 evaporating column, where sulfur, hydrogen and water are evaporated from hydrogenate at a temperature up to 270 °C and pressure up to 1,519,875 Pa; in addition, light hydrocarbons are removed from the top of the column.
2.2. Formulation of the Decision-Making Problem in the Fuzzy Environment and Heuristic Method for Solution Thereof
3. Results
3.1. Influence of Main Process Parameters of Hydrotreating Unit on Hydrotreating Process
3.2. Development of a Package of Models of the Main Units of the Hydrotreating Unit of the Catalytic Reforming Unit LG-35-11/300-95
3.3. Solving the Problem of Fuzzy Decision Making to Control the Hydrotreating Process Based on the Proposed Heuristic Method
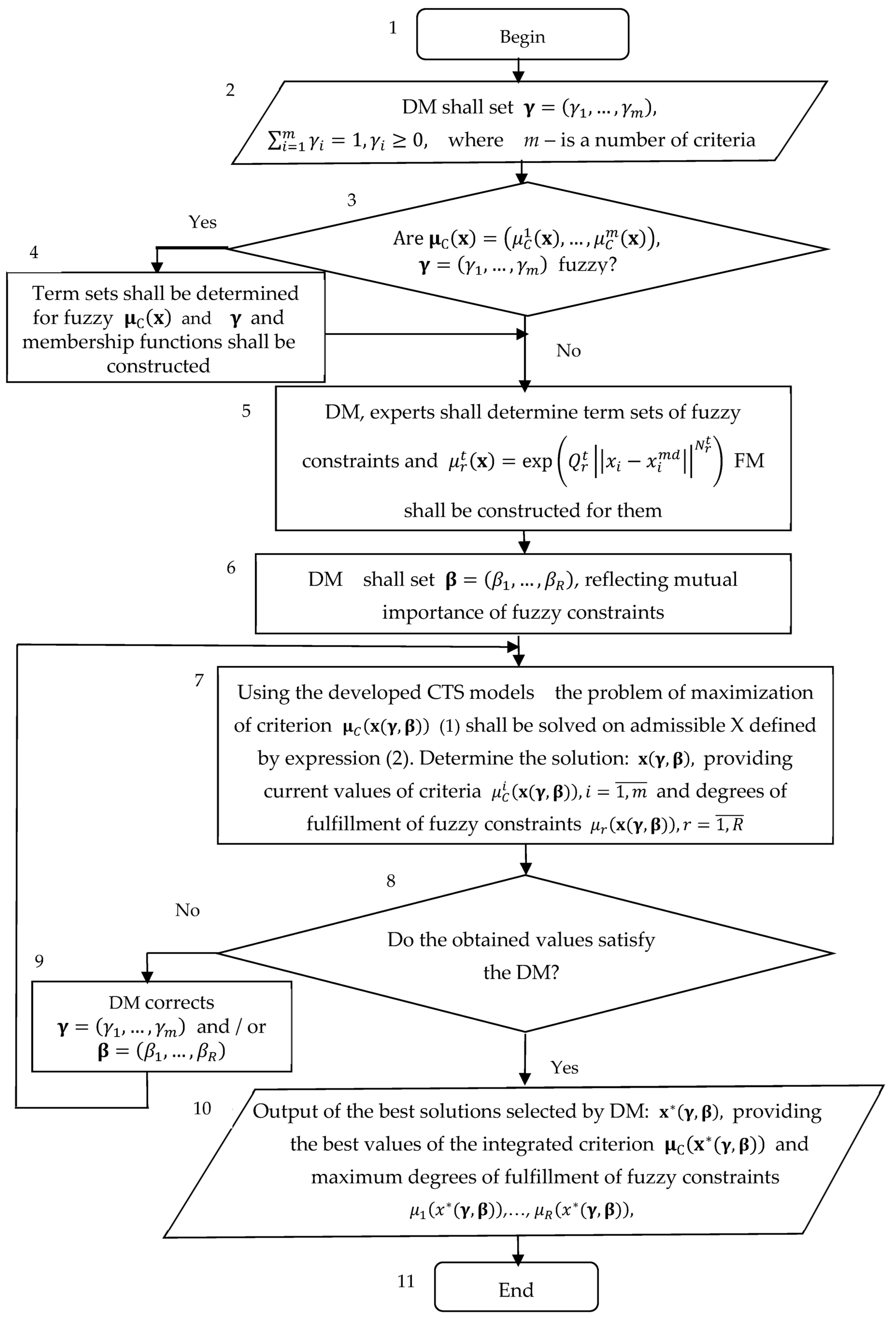
- The solvable control problem of hydrotreating process (11)–(12) is reduced to a single-criterion problem, to maximize of hydrogenate volume. Therefore, the weight coefficient of the criterion is taken as 1 (Block 2);
- Since the normalized criterion for estimation of the hydrogenate volume in the solved fuzzy control problem is crisp and is determined on the basis of Model (4) and term-multiplicity and membership function are not constructed (Blocks 3, 4) for it;
- DM experts have defined the terms of the term set that describe the fuzzy constraints. The fuzzy constraints on the quality parameters of the hydrogenate with consideration of the requirements of the standards are described by the fuzzy terms: “not more than, »; «about, ». For example, the content of unsaturated hydrocarbons in the hydrogenate , sulfur in the hydrogenate —, water-soluble acids and alkalies in the hydrogenate composition 0. For these fuzzy instructions, the membership functions were constructed (Block 5) with participation of DM experts:where the meanings of numerical values of coefficients and parameters are explained in Section 2, when describing Blocks 3, 4 and 5; —values of hydrogenate quality indicators, which are obtained on the basis of models (, (, , ).
- The DM determined the following values of the weight coefficients of the vector , which reflect the mutual importance of fuzzy constraints, i.e., (Block 6).
- Based on the developed models of the hydrotreating reactor () (, , ), the problem of maximizing the criterion estimating the volume of hydrogenation product on the admissible set X, determined by the Pareto optimality principle (12) was solved [45]. The solutions were found, which depend on providing current values of the criterion and the degree of fulfillment of fuzzy constraints (Block 7).
- The obtained results are presented to DM for analysis and final decision making. If the obtained current solutions do not satisfy the DM (Block 8), he corrects the values of the vector (Block 9) to improve the solution and the cycle of searching for the best solution is repeated starting from Point 5 (Block 7). In the first four solution cycles, the current solutions were not satisfactory to the DM, to the requirements of the standards for quality indicators and the DM adjusted the values of the weight vector and searched for the best solution starting from Point 5. After the fifth solution cycle with the values of results satisfying the DM and standards requirements were obtained, and control was transferred to the next point (Block 10).
- The best solutions selected by the DM are derived: the vector of input, mode parameters which provides the maximum value of the criterion (volume of hydrogenate) and the maximum degrees of fulfillment of fuzzy constraints to its qualitative parameters where The obtained best solutions are recorded into Table 2.
4. Discussion of Results
- -
- The proposed heuristic method of solving the decision-making problem of hydrotreating process control is more effective than the deterministic method because its results are more consistent with real data;
- -
- The results of solving decision-making problems of hydrotreating process control in a fuzzy environment using the proposed heuristic method allow us to improve the adequacy of the decision. Improving the adequacy of the resulting solution is ensured by taking into account the experience, knowledge and considerations of experts, DMs, which allows a more complete and meaningful description of the real situation without idealizing it;
- -
- The proposed fuzzy approach to the decision-making problem of hydrotreating process control in a fuzzy environment allows us to determine the degree of fulfillment of fuzzy constraints, which are not determined in known methods.
5. Conclusions
- -
- The influence of the main technological parameters of the hydrotreating block on the hydrotreating process was determined. These results were taken into account in the development of a package of hydrotreating block models used in optimizing the hydrotreating process;
- -
- A package of models of the main units of the hydrotreating block (reactor R-1 and furnace F-101 of hydrotreating, columns C-1, C-2, C-3) of the catalytic reforming unit LG-35-11/300-95 of the Atyrau refinery has been developed. The structure of models for determining the production volume is identified as nonlinear regression models. The structure of fuzzy models that evaluate the quality indicators of the hydrogenation product is identified as fuzzy regression equations;
- -
- A mathematical formulation of the decision-making problem for hydrotreating process control in a fuzzy environment on the basis of hydrotreating reactor models and a heuristic method of its solution were formulated. The formulation of the decision-making problem for hydrotreating process control in a fuzzy environment and the heuristic method of solving thereof are based on the modification of the Pareto optimality principle with application of the mathematical apparatus of fuzzy set theories.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Takman, M.; Svahn, O.; Paul, C.; Cimbritz, M.; Struckmann, P.J.; Lund, N.J.; Davidsson, Å. Assessing the potential of a membrane bioreactor and granular activated carbon process for wastewater reuse—A full-scale WWTP operated over one year in Scania, Sweden. Sci. Total Environ. 2023, 895, 165–185. [Google Scholar] [CrossRef]
- Palos, R.; Gutiérrez, A.; Fernández, M.L.; Trueba, D.; Bilbao, J.; Arandes, J.M. Upgrading of heavy coker naphtha by means of catalytic cracking in refinery FCC unit. Fuel Process. Technol. 2020, 205, 45–57. [Google Scholar] [CrossRef]
- Deng, Y.; Zhao, R. Advanced Oxidation Processes (AOPs) in Wastewater Treatment. Curr. Pollut. Rep. 2022, 1, 167–176. [Google Scholar] [CrossRef]
- Jones, E.R.; Vliet, M.T.H.; Qadir, M.; Bierkens, M.F.P. Country-level and gridded estimates of wastewater production, collection, treatment and reuse. Earth Syst. Sci. Data 2021, 13, 237–254. [Google Scholar] [CrossRef]
- Orazbayev, B.; Zhumadillayeva, A.; Orazbayeva, K.; Iskakova, S.; Utenova, B.; Gazizov, F.; Ilyashenko, S.; Afanaseva, O. The System of Models and Optimization of Operating Modes of a Catalytic Reforming Unit Using Initial Fuzzy Information. Energies 2022, 15, 1573. [Google Scholar] [CrossRef]
- Estevam Lau Bomfim, J.Á.; Filho, J.F.S.C.; Bezerra, T.D.; Rangel, F.C.; Simões, T.A.; Romano, P.N. Catalysts for syngas production by dry reforming of methane. In Heterogeneous Catalysis; Materials and Applications; Elsevier: Amsterdam, The Netherlands, 2022; pp. 175–206. [Google Scholar] [CrossRef]
- James, G. Speight, Introduction to refining processes. In The Refinery of the Future, 2nd ed.; Springer: Berlin/Heidelberg, Germany, 2020; p. 644. [Google Scholar]
- Lapinski, M.P.; Metro, S.; Pujadó, P.R.; Moser, M. Catalytic Reforming in Petroleum Processing. In Handbook of Petroleum Processing; Treese, S., Jones, D., Pujado, P., Eds.; Springer: Cham, Switzerland, 2020; p. 123. [Google Scholar]
- Gong, J.H.; Wu, L.; Ma, Q.Q.; Zhang, Z.G.; Wei, X.L.; Chang, X.L.; Zhang, J.S. Commercial application of novel deep catalytic cracking technology for resid to chemicals. Pet. Process. Petrochem. 2021, 8, 157–175. [Google Scholar]
- Thorson, M.R.; Santosa, D.M.; Hallen, R.T.; Kutnyakov, I.; Olarte, M.V.; Flake, M.; Neuenschwander, G.; Middleton-Smith, L.; Zacher, A.H.; Hart, T.R.; et al. Scaleable Hydrotreating of HTL Biocrude to Produce Fuel Blendstocks. Energy Fuels 2021, 35, 11346–11352. [Google Scholar] [CrossRef]
- Erychev, M.A. Hydrotreating of oil fractions and process catalysts. Innov. Technol. 2020, 3, 94–97. (In Russian) [Google Scholar]
- Besekerskii, V.A.; Popov, E.P. The Theory of Automatic Control Systems, 3rd ed.; Nauka Publishing House: Moscow, Russia, 2020; p. 307. (In Russian) [Google Scholar]
- Pospelov, D.A. Situational Management: Theory and Practice, 4th ed.; Nauka: Moscow, Russia, 2022; p. 305. (In Russian) [Google Scholar]
- Isidori, A. Control Theory for Automation: Fundamentals. In Springer Handbook of Automation; Nof, S., Ed.; Springer: Berlin/Heidelberg, Germany, 2020; p. 278. ISBN 978-3-540-78830-0. [Google Scholar]
- Kaipbergenov, A.T.; Utemisov, A.O.; Yuldashova, H.B. Stability of Automatic Control Systems. Acad. Res. Field Eng. Sci. 2022, 3, 918–921. [Google Scholar]
- Golnaraghi, F.; Kuo, B.C. Automatic Control Systems, 3rd ed.; Wiley: Hoboken, NJ, USA, 2020; p. 797. [Google Scholar]
- Sikorsky, I. Fundamentals of the Automatic Control Theory; Kyiv Polytechnic Institute: Kyiv, Ukraine, 2020; 45p. [Google Scholar]
- Xue, W.; Wang, Y.; Liang, Y.; Wang, T.; Ren, B. Efficient hydraulic and thermal simulation model of the multi-phase natural gas production system with variable speed compressors. Appl. Therm. Eng. 2024, 242, 122411. [Google Scholar] [CrossRef]
- Baaj, I. On the handling of inconsistent systems of max-min fuzzy relational equations. Fuzzy Sets Syst. 2024, 482, 108912. [Google Scholar] [CrossRef]
- Wen, C.F.; Wu, Y.K.; Li, Z. Algebraic formulae for solving systems of max-min inverse fuzzy relational equations. Inf. Sci. 2023, 622, 1162–1183. [Google Scholar] [CrossRef]
- Aliev, R.A.; Tserkovny, A.E.; Mamedova, G.A. Production Management with Fuzzy Initial Information, 3rd ed.; Energoatomizdat, Publication: Moscow, Russia, 2022; p. 258. [Google Scholar]
- Suleimenov, B.A. Intelligent and Hybrid Process Control Systems, 2nd ed.; Evero: Almaty, Kazakhstan, 2023; p. 317. [Google Scholar]
- Fayaz, M.; Ahmad, S.; Ullah, I.; Kim, D. A blended risk index modeling and visualization based on hierarchical fuzzy logic for water supply pipelines assessment and management. Processes 2018, 6, 61. [Google Scholar] [CrossRef]
- Wu, Y.K.; Lur, Y.Y.; Wen, C.F.; Lee, S.J. Analytical method for solving max-min inverse fuzzy relation. Fuzzy Sets Syst. 2022, 440, 21–41. [Google Scholar] [CrossRef]
- Technological Regulations for the Catalytic Reforming Installation LG-35-11/300-95; Atyrau Oil Refinery: Atyrau, Kazakhstan, 2021; p. 130.
- Bommier, A.; Zuber, S. The Pareto Principle of Optimal Inequality; Touloyse Schcool of Economics: Toulouse, France, 2022; p. 32. [Google Scholar]
- Opanasenko, V.M.; Fazilov, S.; Radjabov, S.S. Multilevel Face Recognition System. Cybern. Syst. Anal. 2024, 60, 146–151. [Google Scholar] [CrossRef]
- Evsina, E.V. Expert Assessment Method in Training Lecturers for Work in International Groups of Students. Bull. South. Ural. State Univ. 2020, 12, 83–89. [Google Scholar] [CrossRef]
- Ibrahim, D.; Jobson, M.; Li, J.; Guillen-Gosalbez, G. Optimization-based design of crude oil distillation units using surrogate column models and a support vector machine. Chem. Eng. Res. Des. 2020, 134, 212–225. [Google Scholar] [CrossRef]
- Natraj, P.; Sandhiya, S.; Selvakumari, K. Fuzzy Sets and its Application in Decision Making Problems by Comparing three Methods. Palarch’s J. Archaeol. Egypt/Egyptol. 2020, 17, 4841–4848. [Google Scholar]
- Zimmermann, H.-J. Fuzzy Set Theory—And Its Applications, 5th ed.; Springer Science+Business Media, LLC.: Berlin/Heidelberg, Germany, 2018; p. 525. ISBN 978-94-010-3870-6. [Google Scholar] [CrossRef]
- Zhang, L.; Qi Kang, Q.; Deng, Q.; Xu, L.; Wu, Q. A Line Complex-Based Evolutionary Algorithm for Many-Objective Optimization. IEEE/CAA J. Autom. Sin. 2023, 10, 1150–1167. [Google Scholar] [CrossRef]
- Farooq, M.A.; Nóvoa, H.; Araújo, A.; Tavares, S.M.O. An innovative approach for planning and execution of pre-experimental runs for Design of Experiments. Eur. Res. Manag. Bus. Econ. 2021, 22, 155–161. [Google Scholar] [CrossRef]
- Spirin, N.A.; Lavrov, V.V.; Zainullin, L.A.; Bondin, A.R.; Burykin, A.A. Methods for Planning and Processing the Results of an Engineering Experiment, 2nd ed.; LLC “UINC”: Ekaterinburg, Russia, 2022; p. 290. [Google Scholar]
- Hussain, N. Hydrotreating Process in Oil Refinery. 2020. Available online: https://thepetrosolutions.com/hydrotreating-process-oil-refinery/ (accessed on 10 December 2023).
- Li, M.; Ihli, J.; Verheijen, M.A.; Holler, M.; Guizar-Sicairos, M.; Bokhoven, J.A.; Hensen, E.J.M.; Weber, T. Alumina-Supported NiMo Hydrotreating Catalysts─Aspects of 3D Structure, Synthesis, and Activity. J. Phys. Chem. 2022, 126, 18536–18549. [Google Scholar] [CrossRef] [PubMed]
- Zhu, C.-T.; Zhang, L.-Q.; Zhou, M.-L.; Wang, X.-W.; Yang, Z.-D.; Lin, R.-Y.; Yang, D.-W. Study on the mechanism of hydrodesulfurization of tetrahydrothiophene catalyzed by nickel phosphide. Pet. Sci. 2022, 19, 1390–1400. [Google Scholar] [CrossRef]
- Tanirbergenova, A.; Orazbayev, B.; Ospanov, Y.; Omarova, S.; Kurmashev, I. Hydrotreating unit models based on statistical and fuzzy information. Period. Eng. Nat. Sci. 2021, 9, 242–258. [Google Scholar] [CrossRef]
- Valeev, S.G. Regression Modeling in the Processing of Observations, 4th ed.; Nauka: Moscow, Russia, 2022; p. 277. (In Russian) [Google Scholar]
- Yakovis, L.M.; Strongin, P.Y. Adaptive Identification of Control Objects in Systems with Standard Controllers. J. Phys. Conf. Ser. 2020, 1864, 012110. [Google Scholar] [CrossRef]
- Zhou, T.; Sundmacher, K. Multiscale process systems engineering—Analysis and design of chemical and energy systems from molecular design up to process optimization. Front. Chem. Sci. Eng. 2022, 16, 137–140. [Google Scholar] [CrossRef]
- Rykov, A.C. REGRESS Software Package; Moscow State University Publishing House: Moscow, Russia, 2021; p. 177. [Google Scholar]
- Najah, M. Al-Mhanna. Simulation of High-Pressure Separator Used in Crude Oil Processing. Processes 2018, 6, 219. [Google Scholar] [CrossRef]
- Orazbayev, B.; Zhumadillayeva, A.; Orazbayeva, K.; Umarov, T.; Dyussekeyev, K.; Kurmangaziyeva, L. Development of a linguistic model of a reforming unit of a catalytic reforming plant. IOP Publ. J. Phys. Conf. Ser. 2021, 1988, 012025. [Google Scholar] [CrossRef]
- Lovison, A.; Cardin, F. A Pareto–Pontryagin Maximum Principle for Optimal Control. Symmetry 2022, 14, 1169. [Google Scholar] [CrossRef]
- Shumsky, V.M.; Zyryanova, L.A. Engineering Tasks in Oil Refining and Petrochemistry, 2nd ed.; MPC Publication: Moscow, Russia, 2023; p. 475. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |
| 0 | 0 | 0 | 0 | |||||||
| 0 | 0 | 0 | 0 | 0 | ||||||
| 0 | ||||||||||
| 0 | 0 | 0 | ||||||||
| 0 | 0 | 0 | 0 | 0 | ||||||
| 0 | 0 | 0 | 0 | 0 | 0 | 0 | ||||
| 0 | ||||||||||
| 0 | 0 | 0 | 0 | 0 | ||||||
| 0 | 0 | 0 | 0 | 0 | 0 | 0 | ||||
| 0 | 0 | 0 | ||||||||
| 0 | 0 | 0 | 0 | 0 | ||||||
| 0 | 0 | 0 | 0 | 0 | 0 | 0 | ||||
| 0 | 0 | 0 | 0 | 0 | 0 | |||||
| 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |||
| 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |||
| Values of Criterion and Membership Function of Fuzzy Constraints | Deterministic Method [46] | The Proposed Heuristic Method | Experimental and Production Data |
|---|---|---|---|
| m3 /h | 76.5 | 78.0 | 77.5 |
| - | 1.0 | - | |
| - | 1.0 | - | |
| - | 0.98 | - | |
| Optimal values of input, mode parameters —volume of raw material, at the inlet R-1, m3 /hour | 82 | 80 | 80 |
| —pressure in the reactor R-1, Pa | 3,040,061.5 | 2,745,862 | 2,941,995 |
| —temperature in the reactor R-1, °C | 345 | 337 | 338 |
| —volumetric feed rate of raw materials’ feed, hour−1 | 3 | 3 | 3 |
| —circulating HCG, nm3 | 403 | 400 | 401 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Orazbayev, B.; Tanirbergenova, A.; Orazbayeva, K.; Berikbaeva, M.; Kaliyeva, S.; Kurmangaziyeva, L.; Makhatova, V. Decision Making for Control of the Gasoline Fraction Hydrotreating Process in a Fuzzy Environment. Processes 2024, 12, 669. https://doi.org/10.3390/pr12040669
Orazbayev B, Tanirbergenova A, Orazbayeva K, Berikbaeva M, Kaliyeva S, Kurmangaziyeva L, Makhatova V. Decision Making for Control of the Gasoline Fraction Hydrotreating Process in a Fuzzy Environment. Processes. 2024; 12(4):669. https://doi.org/10.3390/pr12040669
Chicago/Turabian StyleOrazbayev, Batyr, Alua Tanirbergenova, Kulman Orazbayeva, Meruert Berikbaeva, Samal Kaliyeva, Lyailya Kurmangaziyeva, and Valentina Makhatova. 2024. "Decision Making for Control of the Gasoline Fraction Hydrotreating Process in a Fuzzy Environment" Processes 12, no. 4: 669. https://doi.org/10.3390/pr12040669