
Effect of Silicon–Manganese Deoxidation on Oxygen Content and Inclusions in Molten Steel


Abstract
:1. Introduction
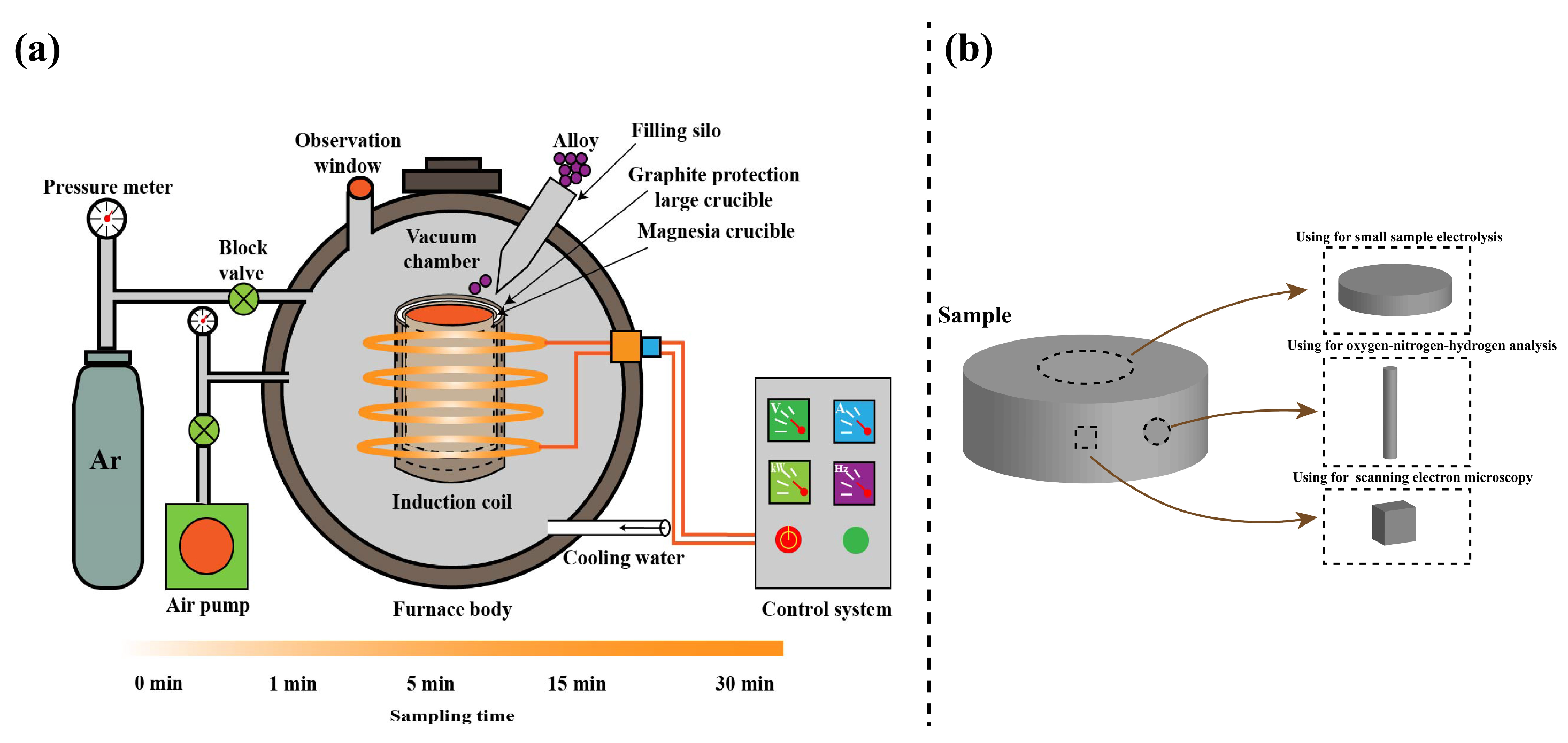
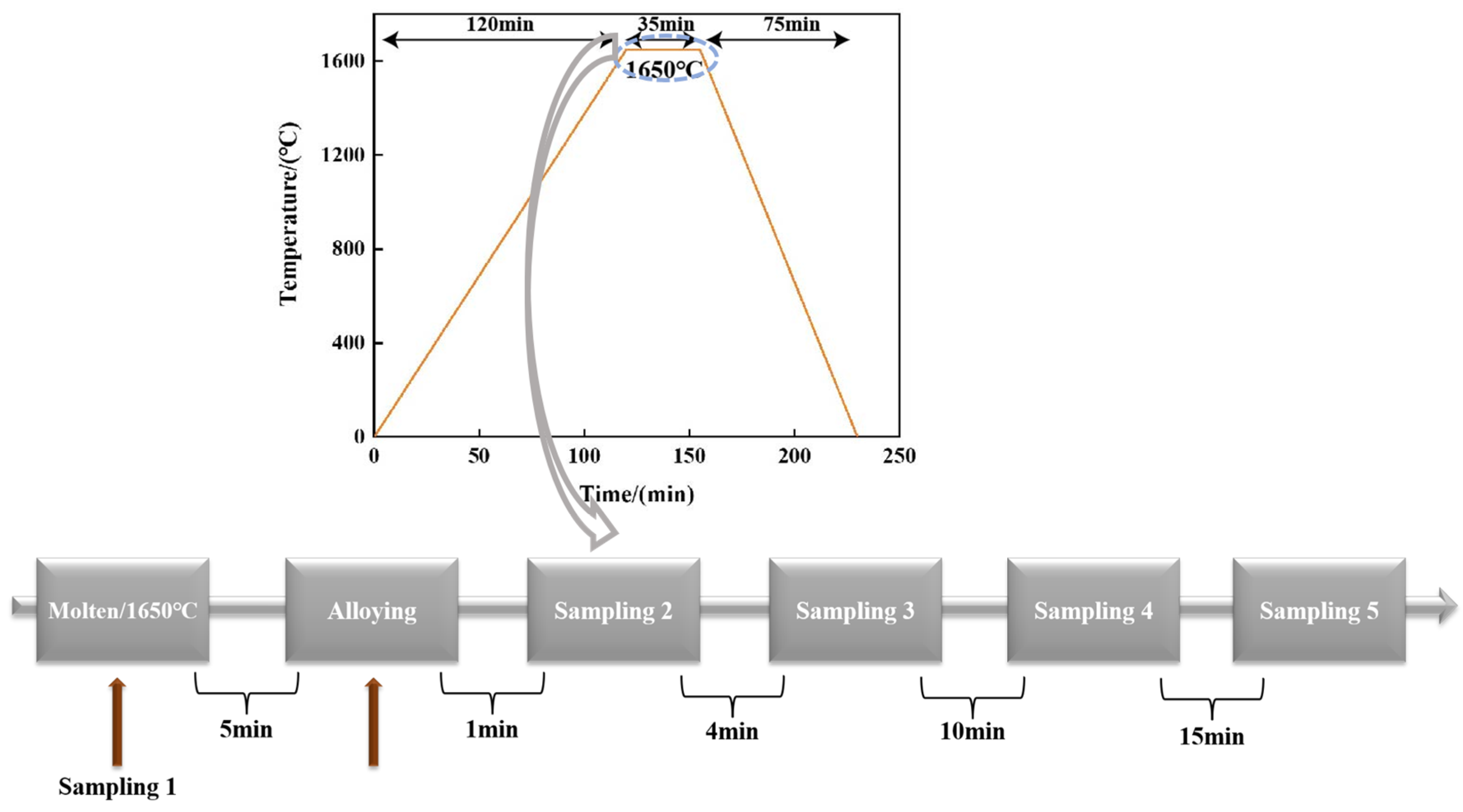
2. Experimental Method
2.1. Experimental Design
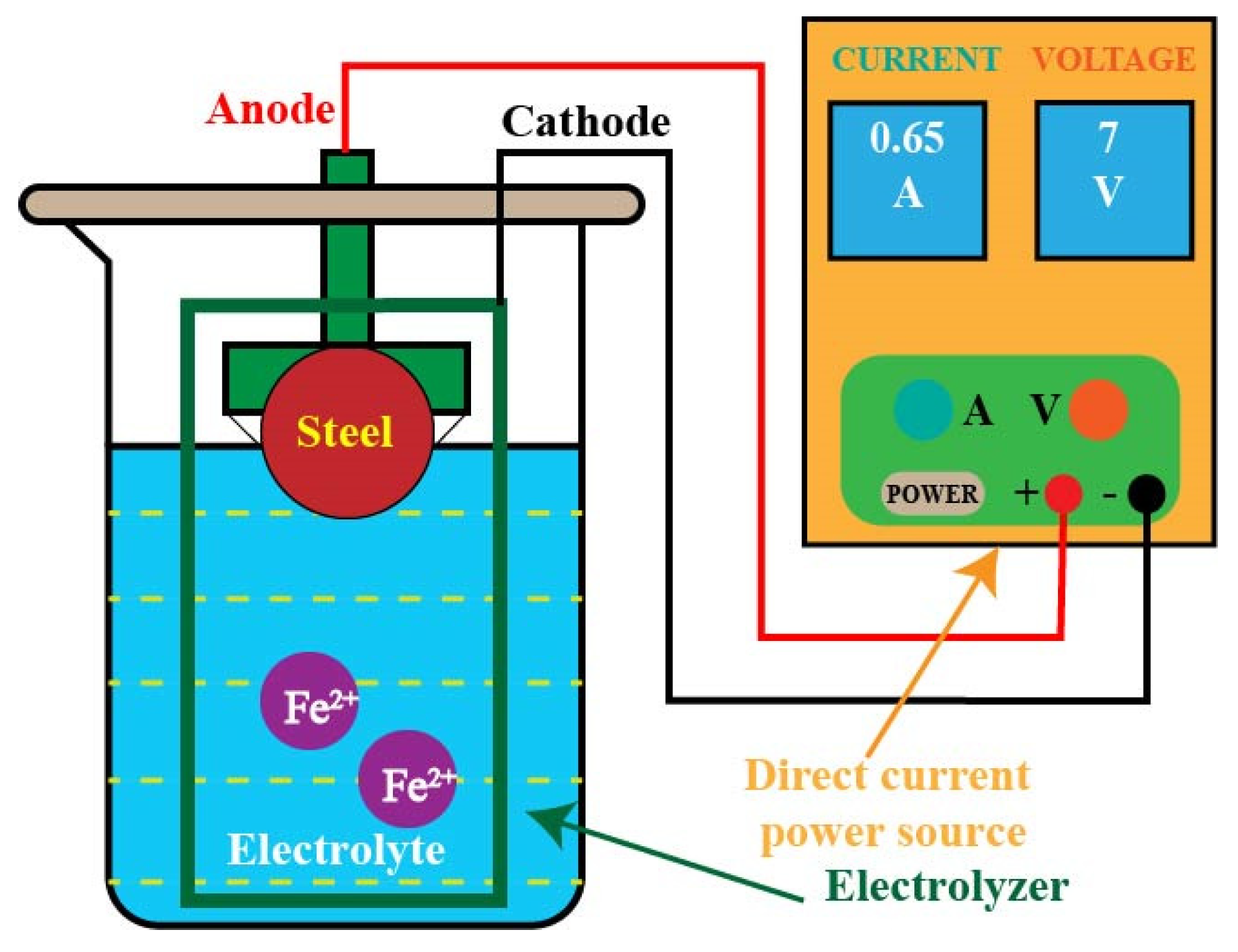
2.2. Sample Characterization
3. Results and Discussion
3.1. Oxygen Content Changes
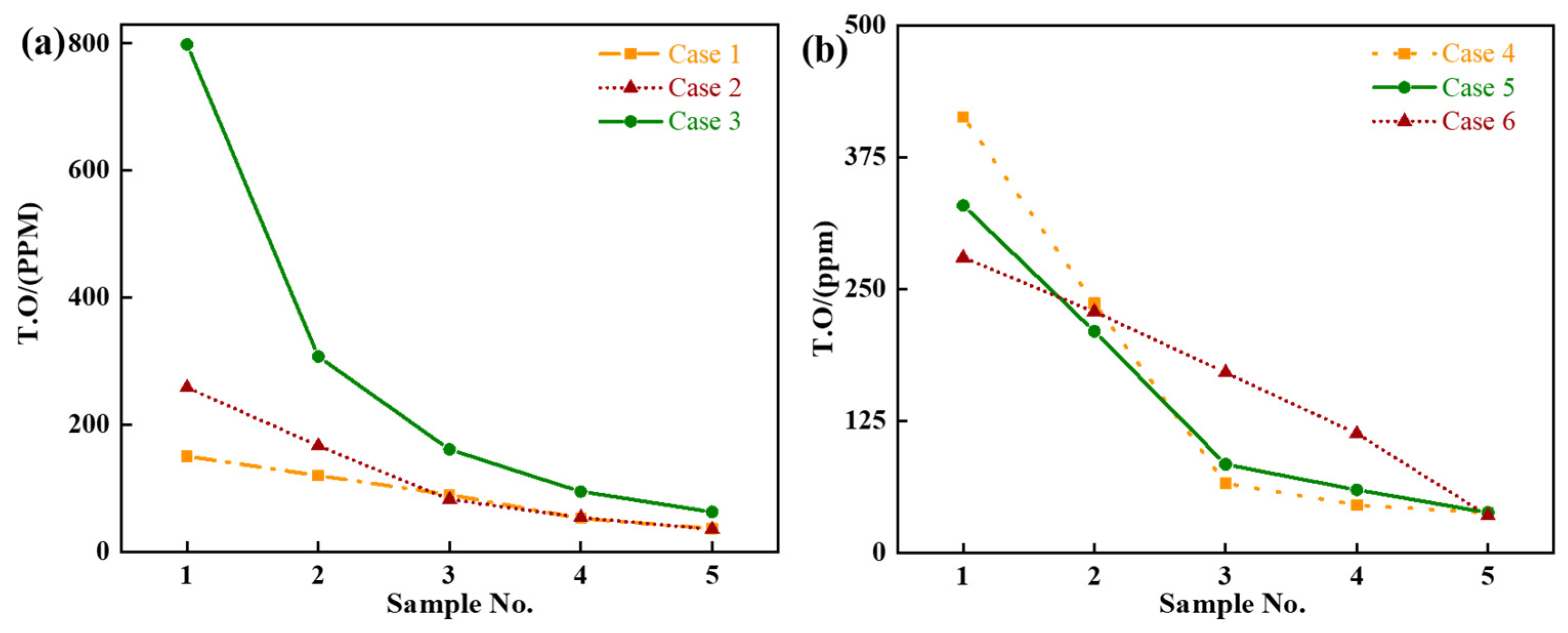
3.1.1. Effect of Different Initial Oxygen Contents on Deoxidation
3.1.2. Effect of Different Mn–Si Ratios on Deoxidation
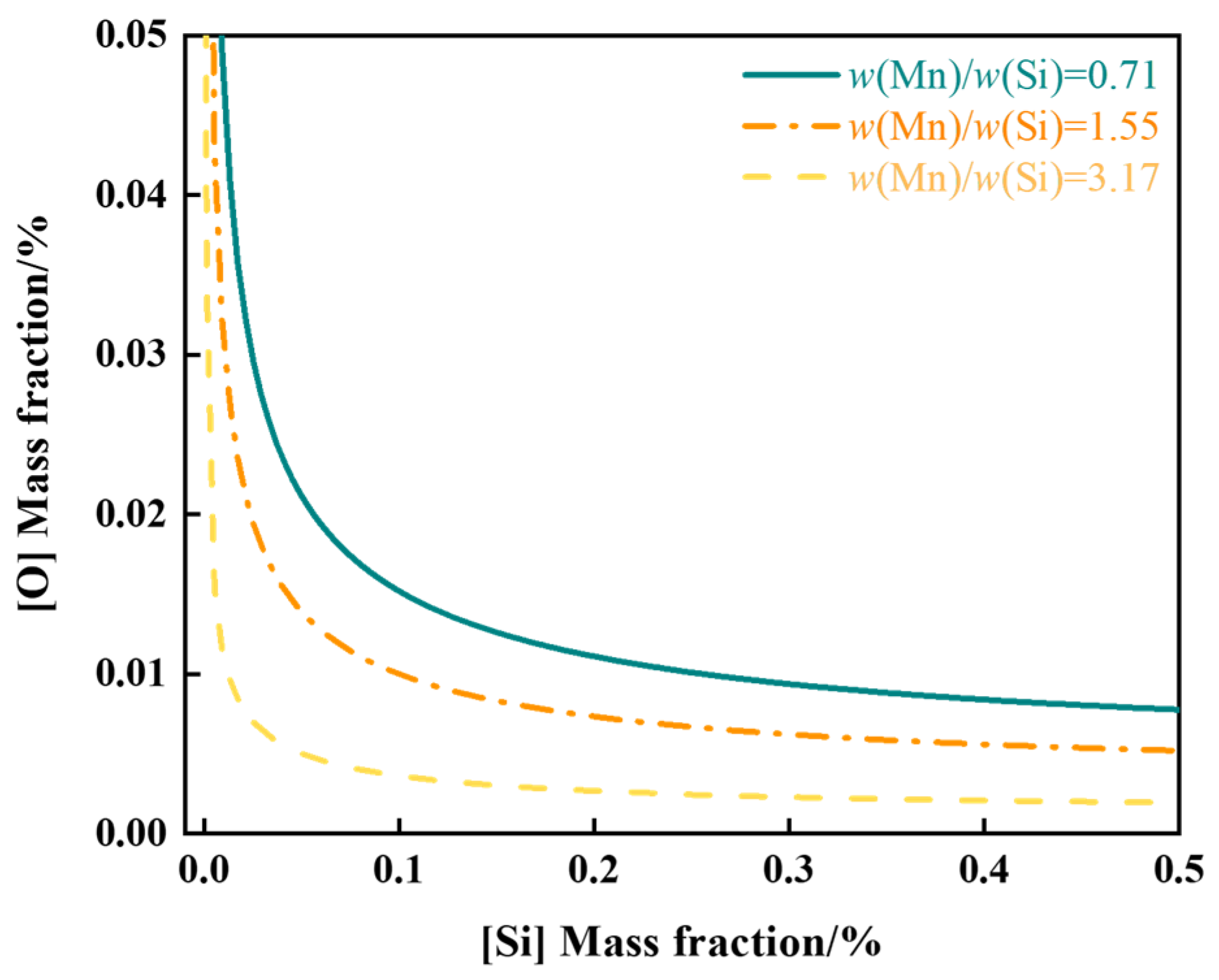
3.1.3. Thermodynamic Calculations

3.2. Inclusion Changes
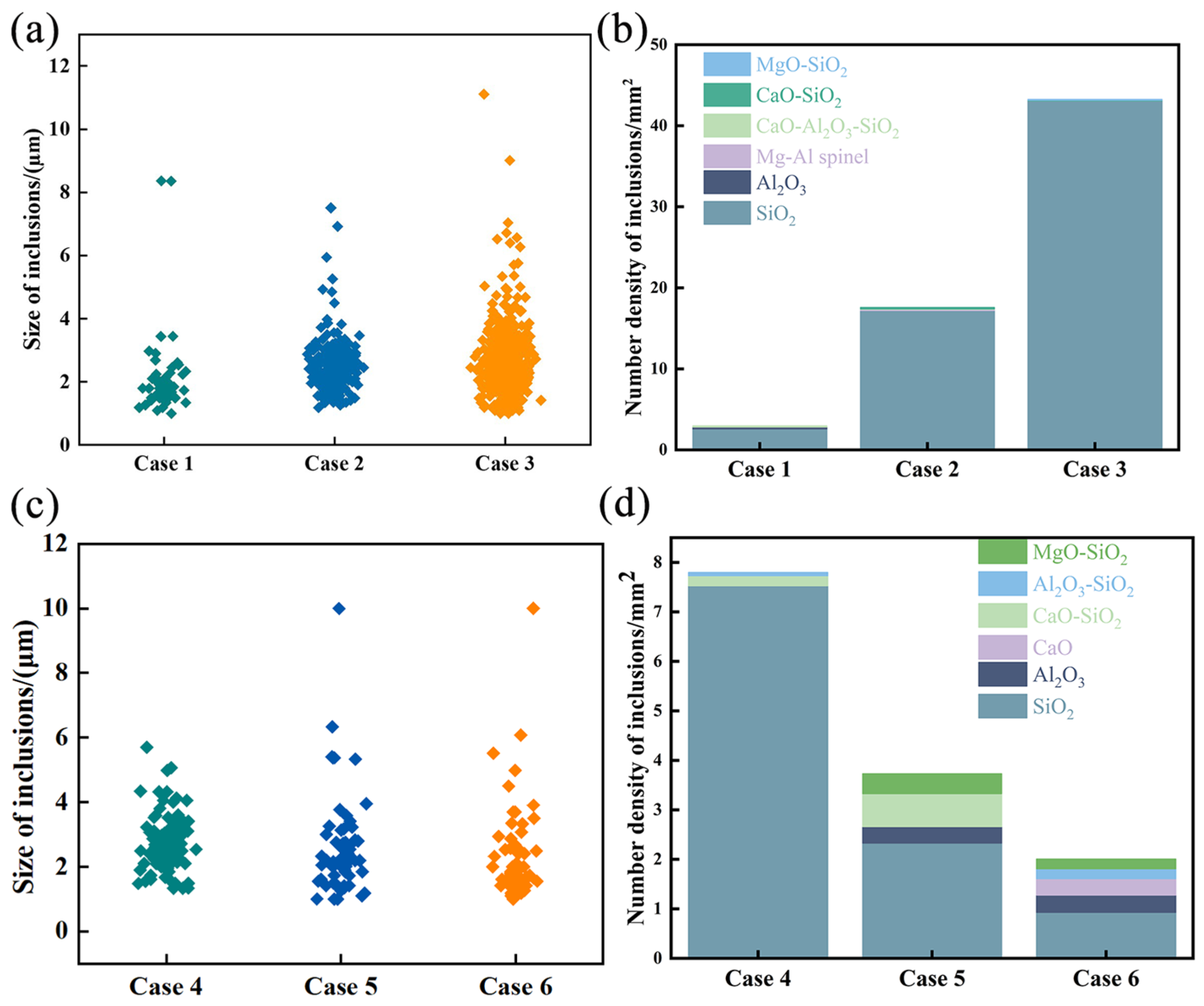
3.2.1. Number and Size of Inclusions
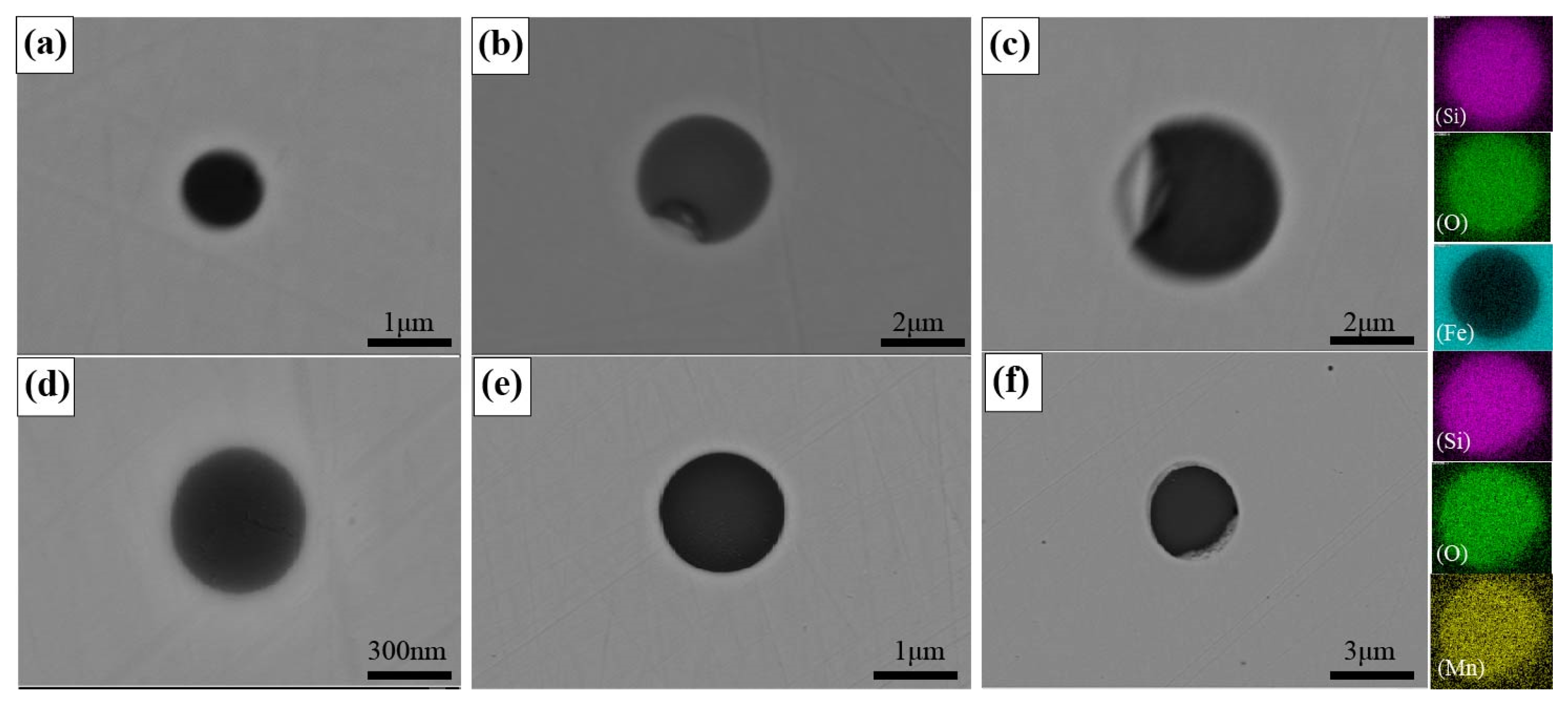
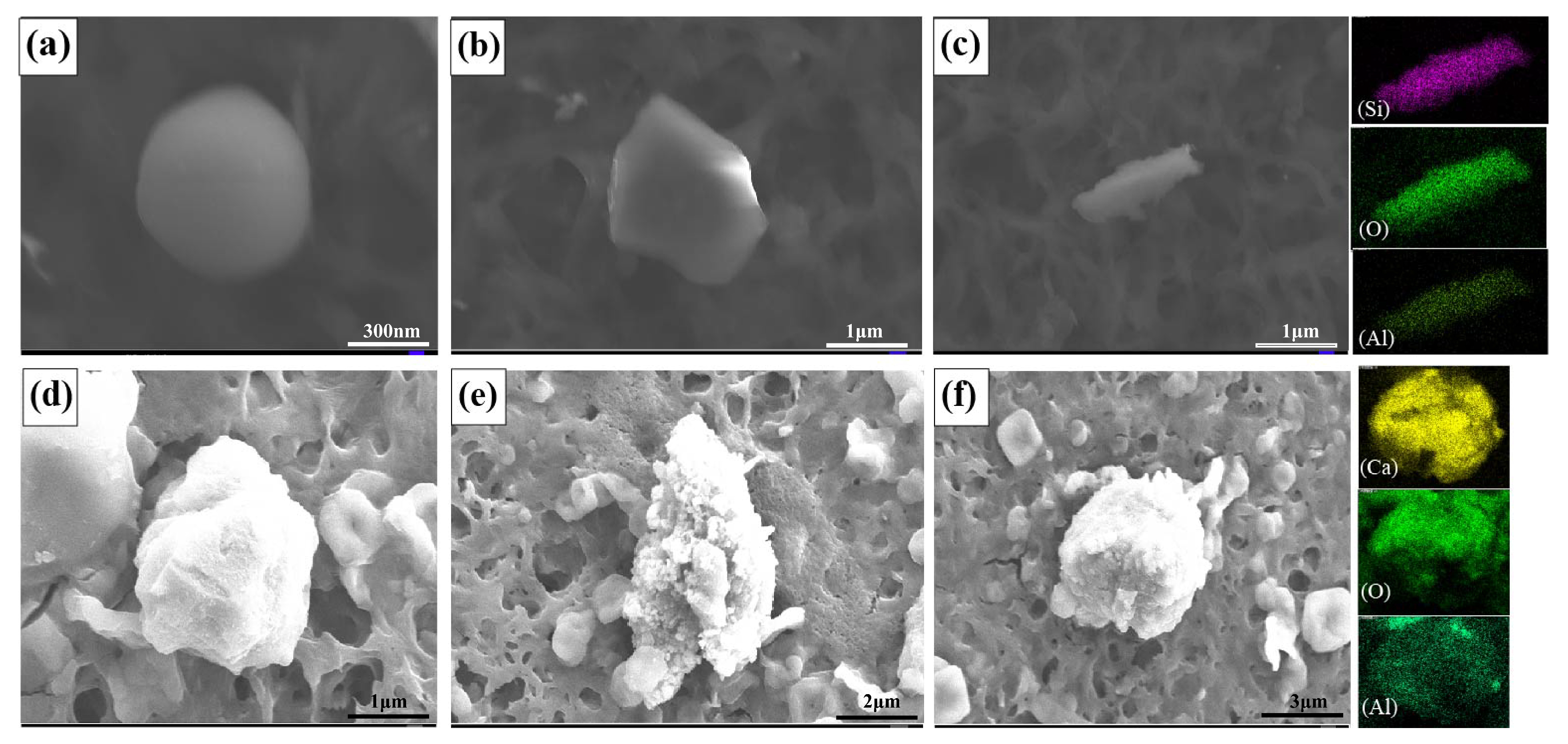
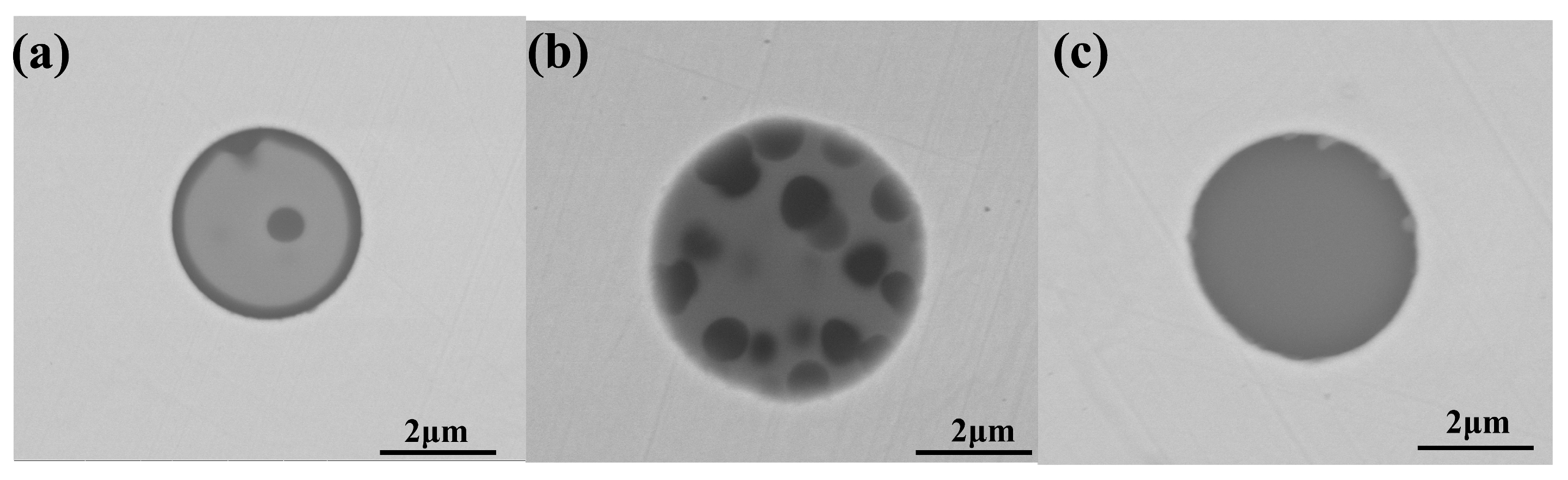
3.2.2. Inclusion Morphology and Composition
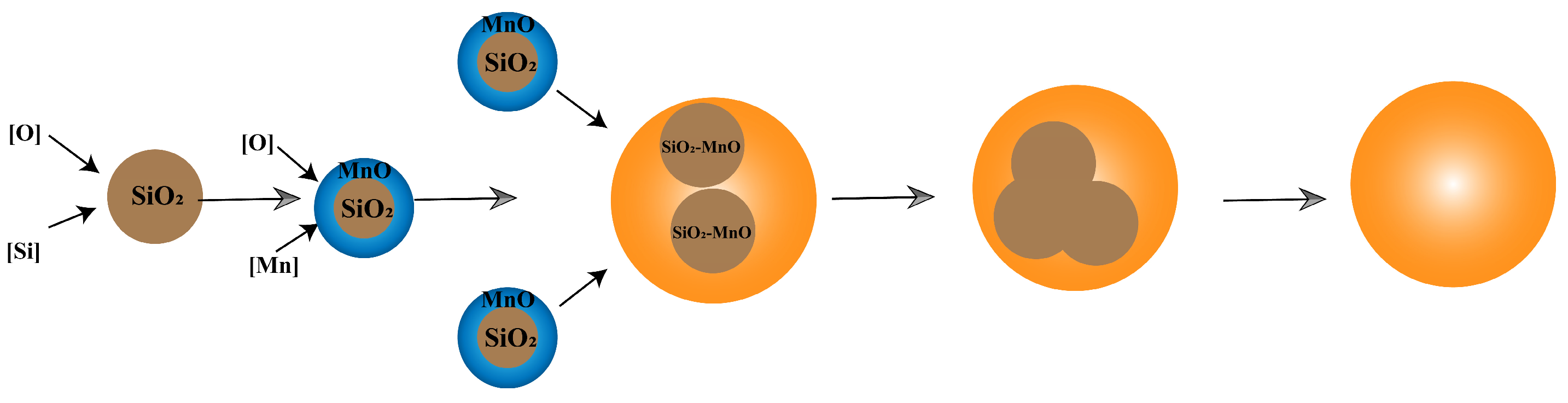
3.2.3. Inclusion Formation Mechanism Analysis
4. Conclusions
- (1)
- Silicon–manganese deoxidation exhibited weaker deoxidation abilities compared with aluminum deoxidation. However, the Si deoxidation process reduced the oxygen content in molten steel to 43 ppm, while the silicomanganese deoxidation process’s final oxygen content was 35 ppm. The deoxidation rate of the silicon–manganese process was lower compared with the silicon deoxidation process.
- (2)
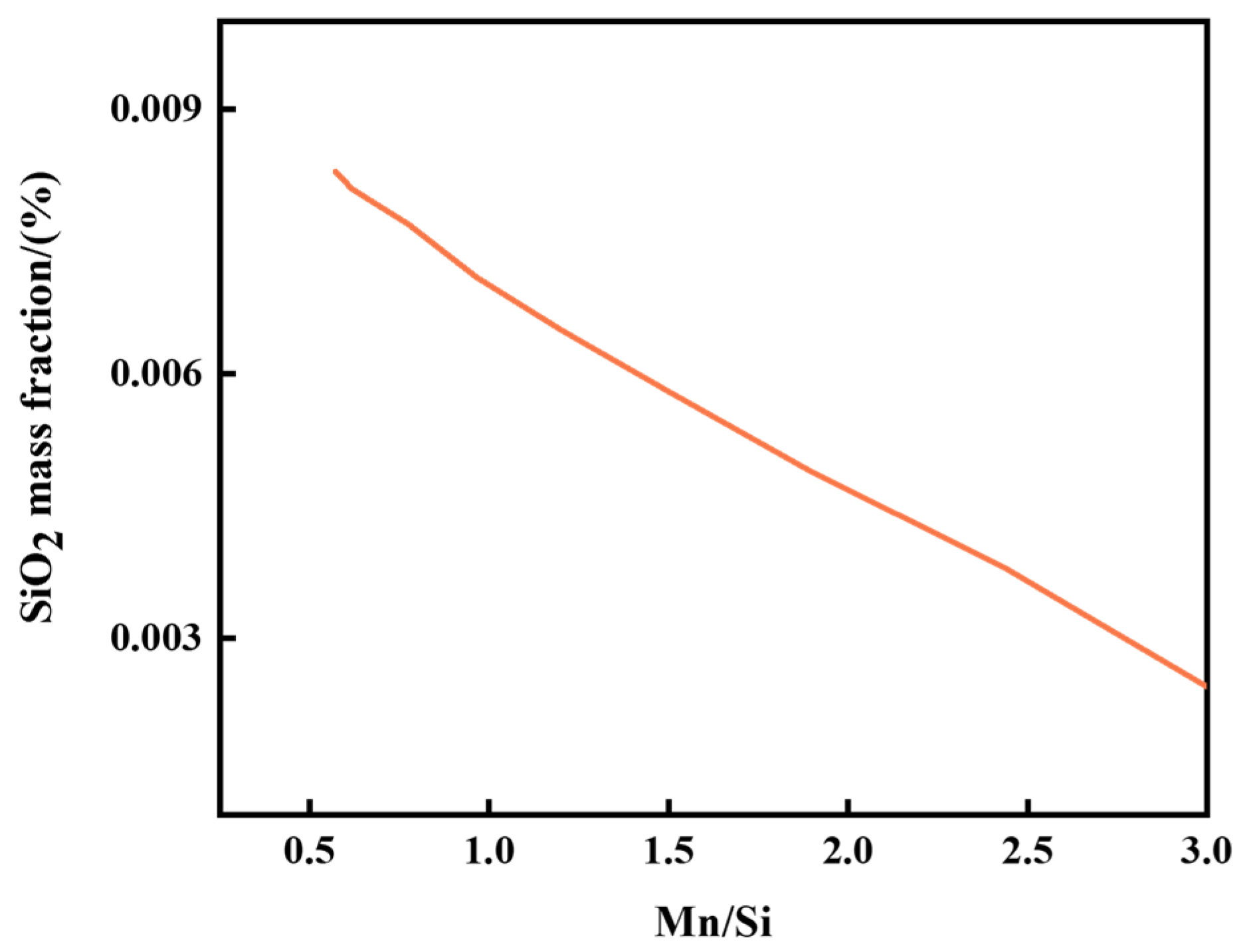
- Silicon–manganese deoxidation significantly reduced the content of B-type inclusions in steel and generated silicate inclusions. The size and density of inclusions peaked at a Mn–Si ratio of 0.71. Afterward, the size and density of inclusions in the steel decreased with an increased Mn–Si ratio.
- (3)
- As the reaction progressed, inclusions in the molten steel initially appeared as spherical SiO2-type inclusions of 1 μm. Gradually, [Mn] combined with liquid SiO2 to form MnO–SiO2 composite liquid inclusions of 1 μm. Finally, MnO–SiO2 aggregated and reached a stable state.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Neishi, Y.; Makino, T.; Matsui, N.; Matsumoto, H.; Higashida, M.; Ambai, H. Influence of the inclusion shape on the rolling contact fatigue life of carburized steels. Metall. Mater. Trans. A 2013, 44, 2131. [Google Scholar] [CrossRef]
- Hashimoto, K.; Fujimatsu, T.; Tsunekage, N.; Hiraoka, K.; Kida, K.; Santos, E.C. Effect of inclusion/matrix interface cavities on internal-fracture-type rolling contact fatigue life. Mater. Des. 2011, 32, 4980. [Google Scholar] [CrossRef]
- Moghaddam, S.M.; Sadeghi, F. A review of microstructural alterations around nonmetallic inclusions in bearing steel during rolling contact fatigue. Tribol. Trans 2016, 59, 1142. [Google Scholar] [CrossRef]
- Nový, F.; Bokůvka, O.; Vicen, M.; Nikolić, R.; Činčala, M.; Medvecká, D. Fatigue damage initiation mechanisms in bearing steel. Mater. Today Proc. 2022, 62, 2637–2640. [Google Scholar] [CrossRef]
- Wang, P.; Wang, B.; Liu, Y.; Zhang, P.; Luan, Y.; Li, D.; Zhang, Z. Effects of inclusion types on the high-cycle fatigue properties of high-strength steel. Scr. Mater. 2022, 206, 114232. [Google Scholar] [CrossRef]
- Ravi, G.; De Waele, W.; Nikolic, K.; Petrov, R.; Hertelé, S. Numerical modelling of rolling contact fatigue damage initiation from non-metallic inclusions in bearing steel. Tribol. Int. 2023, 180, 108290. [Google Scholar] [CrossRef]
- Suh, M.-S.; Nahm, S.-H.; Suh, C.-M.; Lee, S.-B. Fracture behaviors at inclusions of very-high-cycle fatigue in newly developed clean bearing steel. Int. J. Mod. Phys. B 2021, 35, 26. [Google Scholar] [CrossRef]
- Shi, Z.; Li, J.; Zhang, X.; Shang, C.; Cao, W. Influence mechanisms of inclusion types on rotating bending fatigue properties of SAE52100 bearing steel. Materials 2022, 15, 5037. [Google Scholar] [CrossRef]
- Cao, L.; Wang, G.C.; Xiao, Y.Y.; Yang, R.G. Effect of Mg addition on TiN inclusions in GCr15 bearing steel. J. Iron Steel Res. Int. 2022, 29, 6. [Google Scholar] [CrossRef]
- Liu, L. Key production-technology for high-quality special steels. Iron Steel 2018, 53, 4. [Google Scholar]
- Xiao, Y.Y.; Cao, L.; Wang, G.-C.; Wei, J.F.; Sridhar, S. Formation and precipitation mechanism of TiN inclusion in Mg-treated GCr15 bearing steel. Metall. Mater. Trans. B 2022, 53, 2. [Google Scholar] [CrossRef]
- Feng, H.; Lu, P.C.; Li, H.B.; Jiang, Z.H. Effect of Mg pretreatment and Ce addition on cleanliness and inclusion evolution in high-nitrogen stainless bearing steels. Metall. Mater. Trans. B 2022, 53, 2. [Google Scholar] [CrossRef]
- Wu, X.Y.; Liu, B.B.; Tian, Q.R.; Xie, J.B.; Fu, J.X. Effect of Lanthanum and Cerium on Inclusions in GCr15 Bearing Steel. Trans. Indian Inst. Met. 2022, 75, 8. [Google Scholar] [CrossRef]
- Ma, W.; Lui, G.; Gao, P.; Luo, Y.; Li, H.; Chen, B. Study on controlling inclusions and total oxygen of high-carbon steel. Mater. Sci. Technol. 2016, 32, 11. [Google Scholar] [CrossRef]
- Wang, Z.L.; Bao, Y.P.; Gu, C.; Xiao, W.; Liu, Y.; Huang, Y.S. Key metallurgical technology for high-quality bearing steel production based on the nonaluminum deoxidation process. Chin. J. Eng. 2022, 44, 1607. [Google Scholar]
- Wang, X.; Wang, L. Control of the non-metallic inclusions in hard wire steels. Met. Prod 2005, 31, 9. [Google Scholar]
- Gu, C.; Wang, M.; Bao, Y.P.; Wang, F.M.; Lian, J.H. Quantitative analysis of inclusion engineering on the fatigue property improvement of bearing steel. Metals 2019, 9, 476. [Google Scholar] [CrossRef]
- Gladman, T. Development in inclusions control and their effects on steel properties. Ironmak. Steelmak. 1992, 19, 457. [Google Scholar]
- Tehovnik, F.; Burja, J.; Arh, B.; Knap, M. Submerged entry nozzle clogging during continuous casting of Al-killed steel. Metalurgija 2015, 2, 54. [Google Scholar]
- Lee, J.H.; Kang, M.H.; Kim, S.K.; Kim, J.; Kim, M.S.; Kang, Y.B. Influence of Al/Ti ratio in Ti-ULC steel and refractory components of submerged entry nozzle on formation of clogging deposits. ISIJ Int. 2019, 5, 59. [Google Scholar] [CrossRef]
- JPark, H.; Todoroki, H. Control of MgO· Al2O3 spinel inclusions in stainless steels. ISIJ Int. 2010, 50, 1333. [Google Scholar]
- Li, L.; Jiang, Y.; Wu, J. Formation and control of blockage at submerged nozzle of mold during GCr15 steel casting. Shanghai Met. 2020, 42, 35. [Google Scholar]
- Sasai, K.; Mizukami, Y. Mechanism of alumina adhesion to continuous caster nozzle with reoxidation of molten steel. ISIJ Int. 2001, 41, 1331. [Google Scholar] [CrossRef]
- Ladutkin, D.; Korte, E.; Bruch, C.; Doppler, K.G.; Bleymehl, M. Advantages of Si deoxidation of bearing steels for steel cleanness and for composition and morphology of nonmetallic inclusions in rolled product. In Progress in Steel Technologies and Bearing Steel Quality Assurane; STP 1600 (11th Symposium on Bearing Steel Technologies); Beswick, J.M., Ed.; ASTM International: Philadelphia, PA, USA, 2017; pp. 48–62. [Google Scholar]
- Shimamoto, M.; Sugimura, T.; Kimura, S.; Owaki, A.; Kaizuka, M.; Shindo, Y. Improvement of the rolling contact fatigue resistance in bearing steels by adjusting the composition of oxide inclusions. In Bearing Steel Technologies: 10th Volume, Advances in Steel Technologies for Rolling Bearings; STP 1580 (ASTM 10th International Symposium on Advances in Steel Technologies for Rolling Bearings); Beswick, J.M., Ed.; ASTM International: Philadelphia, PA, USA, 2015; pp. 1–13. [Google Scholar]
- Owaki, A.; Iwasaki, K.; Shimamoto, M.; Sugimura, T. The study of the evaluation of the fracture initiation and propagation on the rolling contact fatigue in bearing steels. In Progress in Bearing Steel Technologies and Bearing Steel Quality Assurance; STP 1600 (11th International Symposium on Rolling Bearing Steels); Beswick, J.M., Ed.; ASTM International: Philadelphia, PA, USA, 2017; pp. 487–501. [Google Scholar]
- Gu, C.; Bao, Y.P.; Gan, P.; Lian, J.H.; Münstermann, S. An experimental study on the impact of deoxidation methods on the fatigue properties of bearing steels. Steel Res. Int. 2018, 89, 1800129. [Google Scholar] [CrossRef]
- GB/T 18254-2016; High Carbon Chromium Bearing Steel. General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China, Standardization Administration; Standard Press of China: Beijing, China, 2016.
- Wang, L.; Zhuo, X.; Zhang, J.; Wang, X. Controlling Inclusion Composition in Steelmaking Process for Tire Cord Steel. Chin. J. Eng. 2003, 25, 308. [Google Scholar]
- Wang, X.H. Iron and Steel Metallurgy: Steelmaking; Higher Education Press: Beijing, China, 2007. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | [C] | [Si] | [Mn] | [Al] | [O] |
|---|---|---|---|---|---|
| Electrolytic iron | 0.0005 | 0.0008 | 0.0003 | 0.0042 | 0.0130 |
| Low-carbon ferrosilicon | 0.01 | 76.92 | - | - | 0.0125 |
| Low-carbon ferromanganese | 0.65 | - | 80.8 | - | 0.0093 |
| Case | Mn/wt % | Si/wt % | Mn/Si | Initial T.O/10−6 |
|---|---|---|---|---|
| 1 | 0 | 0.2 | Pure Si | 100 |
| 2 | 0 | 0.2 | Pure Si | 300 |
| 3 | 0 | 0.2 | Pure Si | 800 |
| 4 | 0.25 | 0.35 | 0.71 | 300 |
| 5 | 0.34 | 0.2 | 1.71 | 300 |
| 6 | 0.45 | 0.15 | 3.0 | 300 |
| Sample | [C] | [Si] | [Mn] |
|---|---|---|---|
| Case 2 | 0.013 | 0.19 | 0.009 |
| Case 4 | 0.005 | 0.33 | 0.23 |
| Case 5 | 0.005 | 0.22 | 0.34 |
| Case 6 | 0.012 | 0.12 | 0.38 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, T.; Wang, Z.; Bao, Y.; Gu, C.; Zhang, Z. Effect of Silicon–Manganese Deoxidation on Oxygen Content and Inclusions in Molten Steel. Processes 2024, 12, 767. https://doi.org/10.3390/pr12040767
Song T, Wang Z, Bao Y, Gu C, Zhang Z. Effect of Silicon–Manganese Deoxidation on Oxygen Content and Inclusions in Molten Steel. Processes. 2024; 12(4):767. https://doi.org/10.3390/pr12040767
Chicago/Turabian StyleSong, Tianle, Zhongliang Wang, Yanping Bao, Chao Gu, and Zefeng Zhang. 2024. "Effect of Silicon–Manganese Deoxidation on Oxygen Content and Inclusions in Molten Steel" Processes 12, no. 4: 767. https://doi.org/10.3390/pr12040767
APA StyleSong, T., Wang, Z., Bao, Y., Gu, C., & Zhang, Z. (2024). Effect of Silicon–Manganese Deoxidation on Oxygen Content and Inclusions in Molten Steel. Processes, 12(4), 767. https://doi.org/10.3390/pr12040767