After 10 min of erosion, the samples were taken out and observed. Both coatings showed no signs of erosion. However, after 20 min of testing, it was observed that both the metallic coating and the resin coating had peeled off. This indicates that the thinner metallic coating exhibits poor erosion resistance in the liquid–solid two-phase flow environment, emphasizing the need to control the coating thickness within a certain range. The resin coating tended to peel off in the form of plastic deformation and bulge, indicating that improving the bonding strength between the coating and the substrate material is the key process to improve the erosion resistance of the coated casing material.
3.2. Macro-Topography
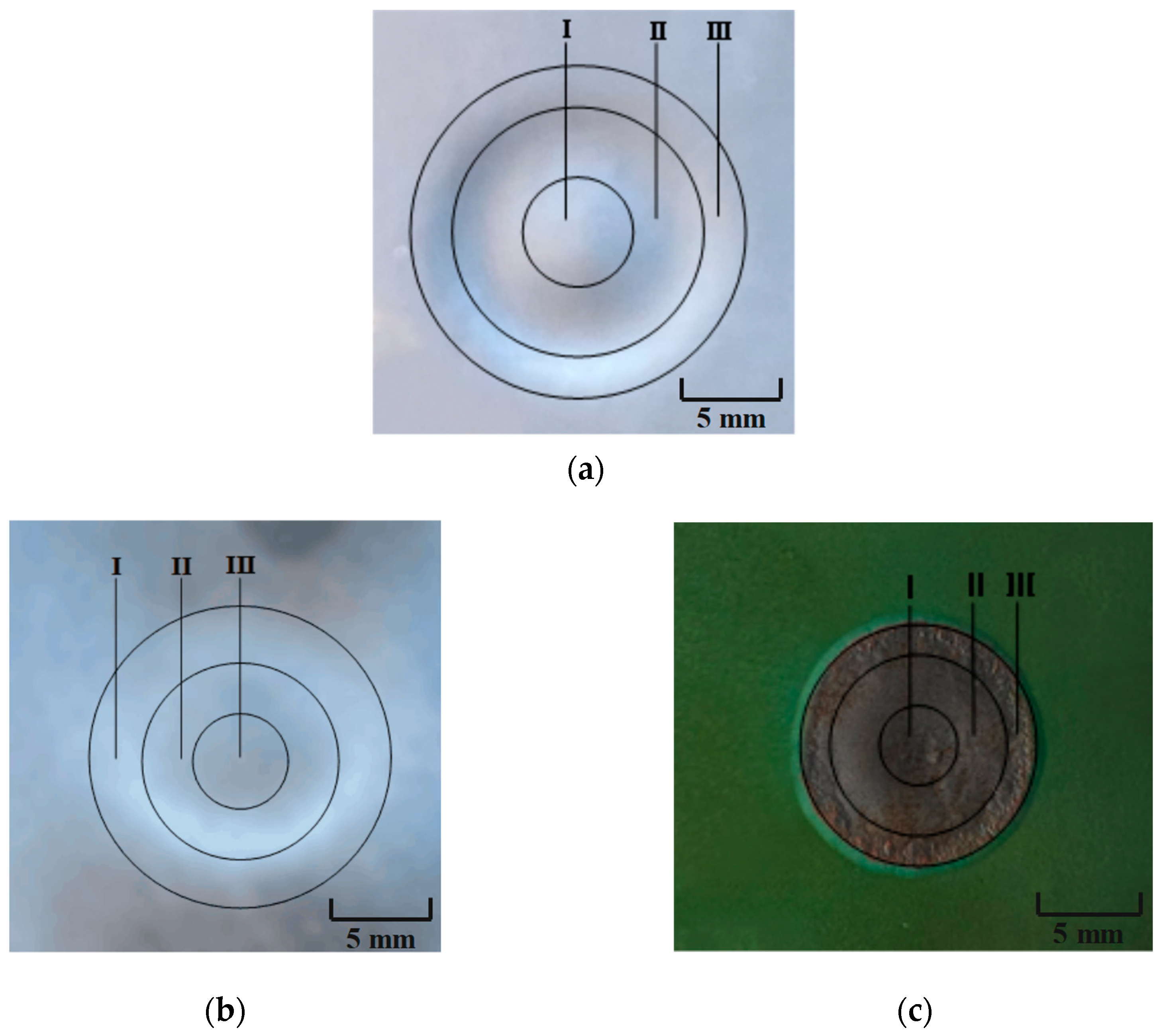
Figure 4 depicts the macroscopic topography of 125 V erosion in liquid–solid two-phase flow over 90 min, as well as the erosion of the resin and metallic coatings in liquid–solid two-phase flow over 20 min. From the figure, it is evident that both the metallic and resin coatings have completely peeled off, indicating that the particles impact the metallic and resin coating target walls at a high angle, nearly 90°, resulting in significant plastic deformation. In the jet erosion stagnation zone I, the sand-carrying fluid shoots the impact material from zone I. Particles collide with zone I due to inertia, and the fluid velocity in zone I is low. Consequently, the erosion of the material surface is minimal under the impact of a low flow rate and a high impact angle.
From the figure, it is evident that under the impact of the sand-carrying fluid, the depth of the pit in zone II is the deepest, indicating more severe erosion compared to zone I. This is due to the influence of high-speed turbulence, causing particles to diffuse from zone I to zone II and accumulate. Zone II experiences a strong ploughing effect as particles in this zone impact the material surface at higher speeds. In addition, due to the high turbulence in this zone, more particles target the material surface at a higher flow rate, reaching their maximum concentration in this zone. Consequently, particles in this zone repetitively and extensively impact the material surface, resulting in significant plastic or brittle deformation. This leads to the maximum depth of the pit and erosion rate in this zone. As the radial position increases, the impact angle of the particles gradually decreases. Therefore, the erosion in zone II is mainly caused by material deformation and ploughing that are caused by the high flow rate and low angle [
23,
24].
Zone III is situated at the periphery of the jet, where the fluid generates minimal slip, and a large number of particles are concentrated in zone II. Particles impacting zone II randomly enter zone III along the fluid streamlines, where they interact with each other, resulting in minimal micro-cutting. The normal component force of the particles in zone III is very small, and the tangential component force is nearly parallel to the material surface of the material for sliding and rolling, which do not significantly contribute to material erosion. Consequently, the erosion amount in zone III is very small and can be considered negligible.
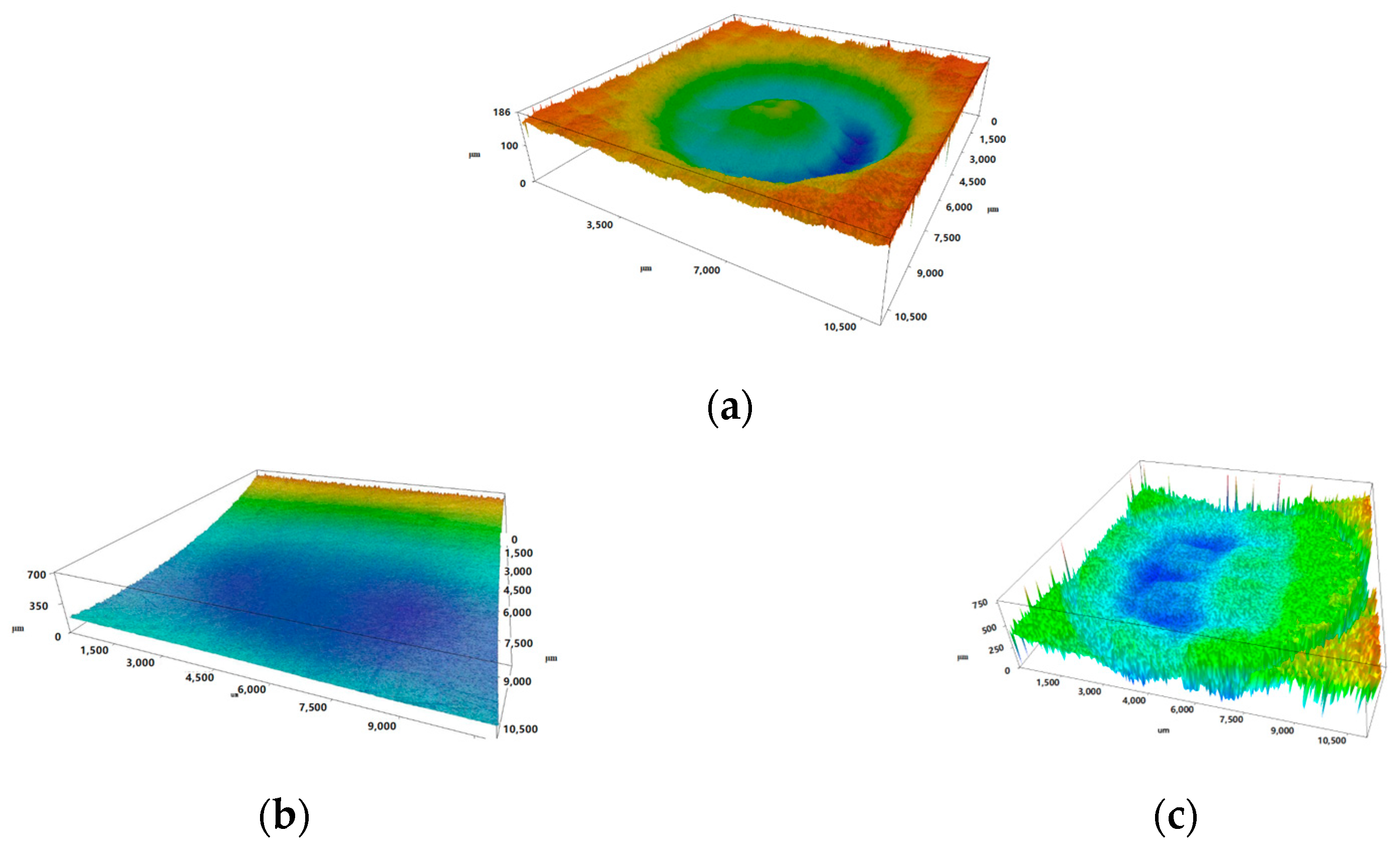
3.3. Contour Topography
Figure 5 shows the erosion profile scanned by the profile scanner. The ordinate in
Figure 5 shows the depth of the eroded specimen, and the horizontal axis is the distance along with the eroded specimen. From the
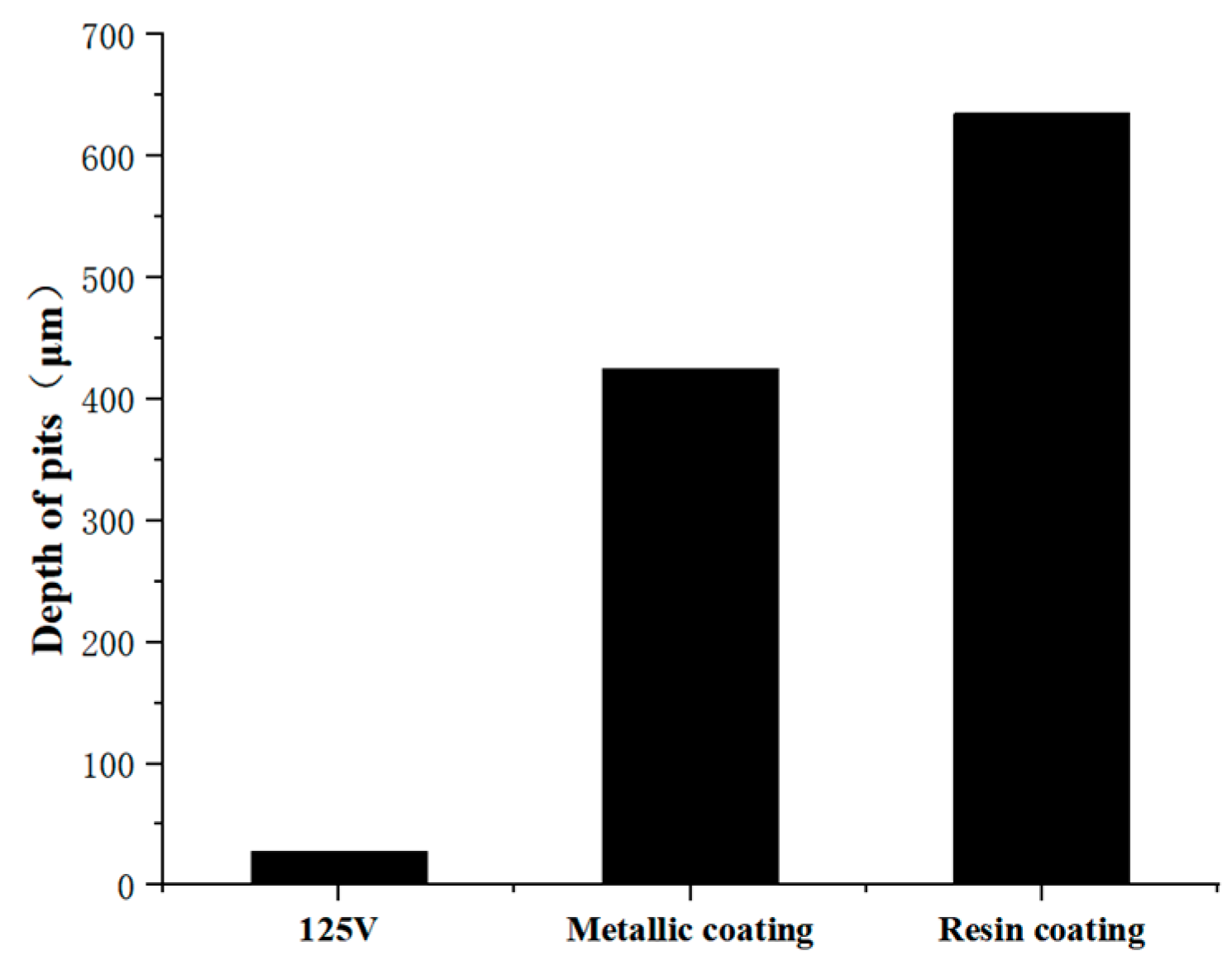
Figure 6, it can be observed that the pit depths of the resin-coated casing and the metallic-coated casing after 20 min are 435 μm and 650 μm, respectively. The erosion time of 125 V is 120 min, and the pit depth can be calculated to be 40 μm within 20 min. Comparing the pit depth of the material at the same time of the liquid–solid erosion test, it can be noted that the hardness of the material has a linear function relationship with the pit depth. The greater the hardness of the material, the smaller the pit depth, and the stronger the erosion resistance. Liu Daoxin’s [
14] research has indicated that the erosion resistance of metallic coatings that are either too thick or too thin is not ideal. It is necessary to control the thickness of the coating within a reasonable range to achieve the best erosion resistance. Because the metallic coating is too thin, its erosion resistance decreases. Moreover, the resin coating material does not exhibit signs of peeling at 10 min but completely detaches at 20 min, suggesting that both coatings fall off from the substrate after 20 min.
The analysis of
Figure 6 reveals that the single resin coating exhibits weak erosion resistance in the complex liquid–solid two-phase flow. After 10 min of erosion, the coating remains intact and connected with the substrate material. However, after 20 min of testing, both the coating and the substrate material have peeled off. This indicates that improving the bonding strength between the coating and the substrate material is the key process for enhancing the erosion resistance of the coated casing material. Secondly, because the metallic coating is too thin, this results in the poor erosion resistance of the material. Therefore, it is essential to control the coating thickness within a certain range to achieve optimal erosion resistance.
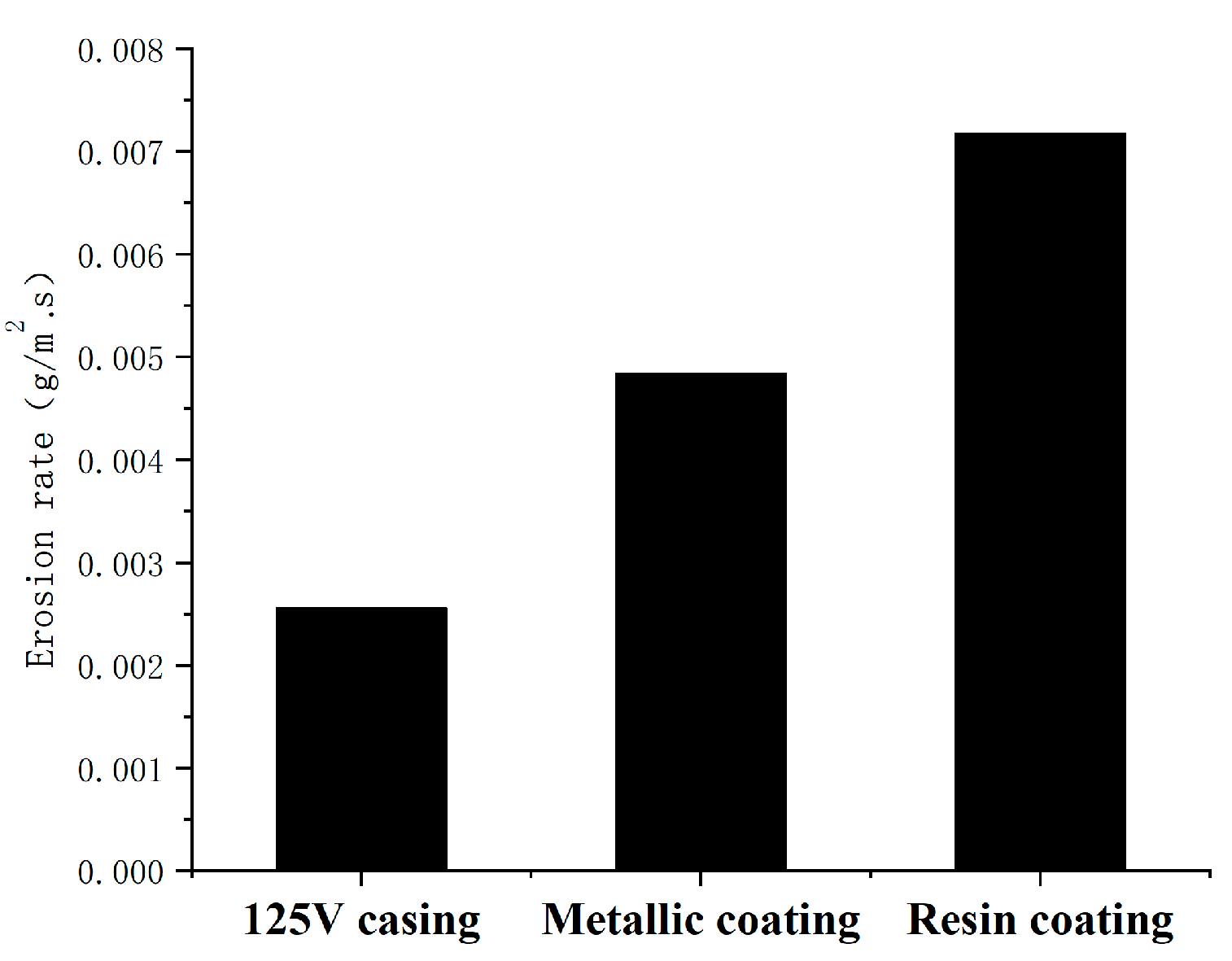
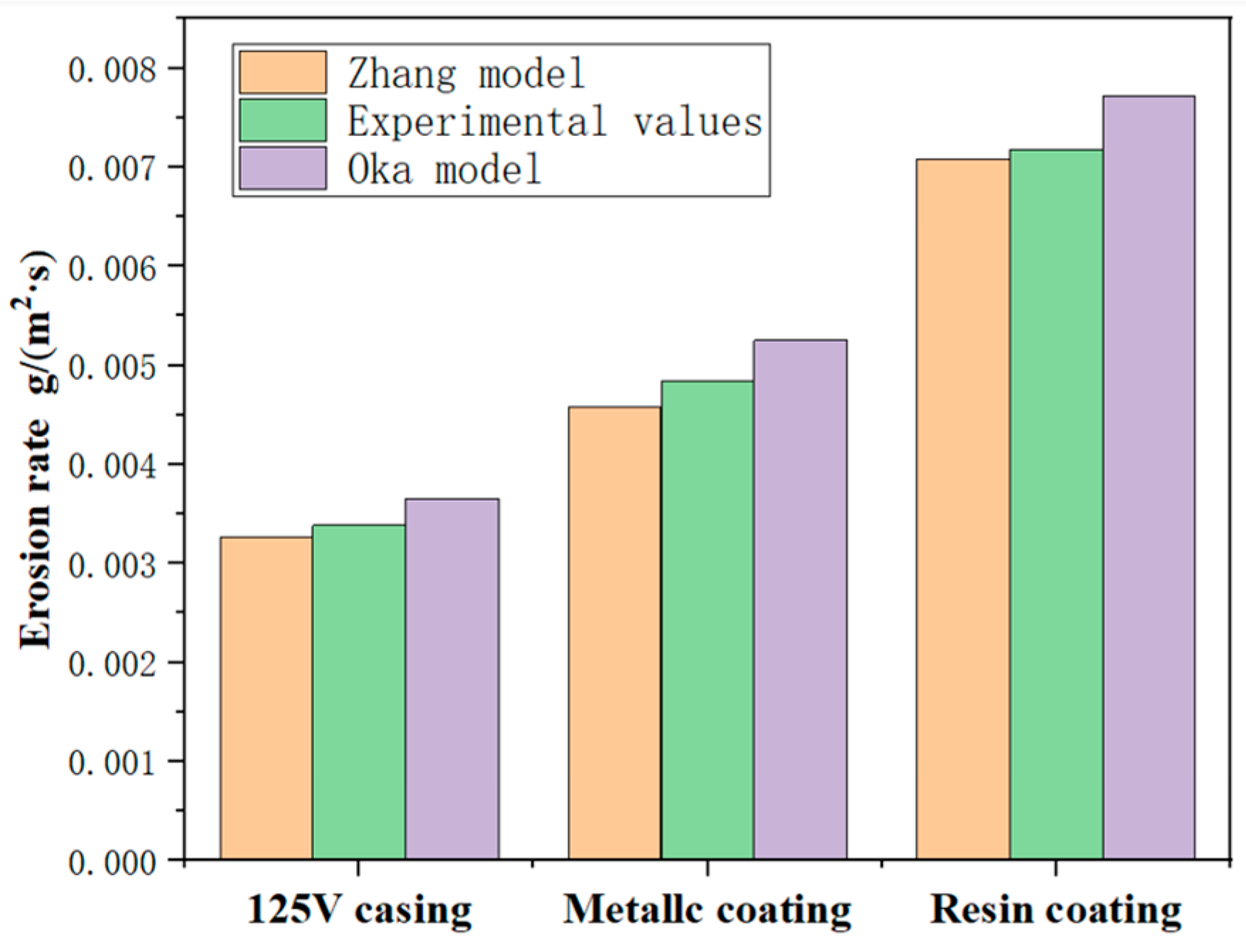
3.4. Erosion Test Results and Analysis
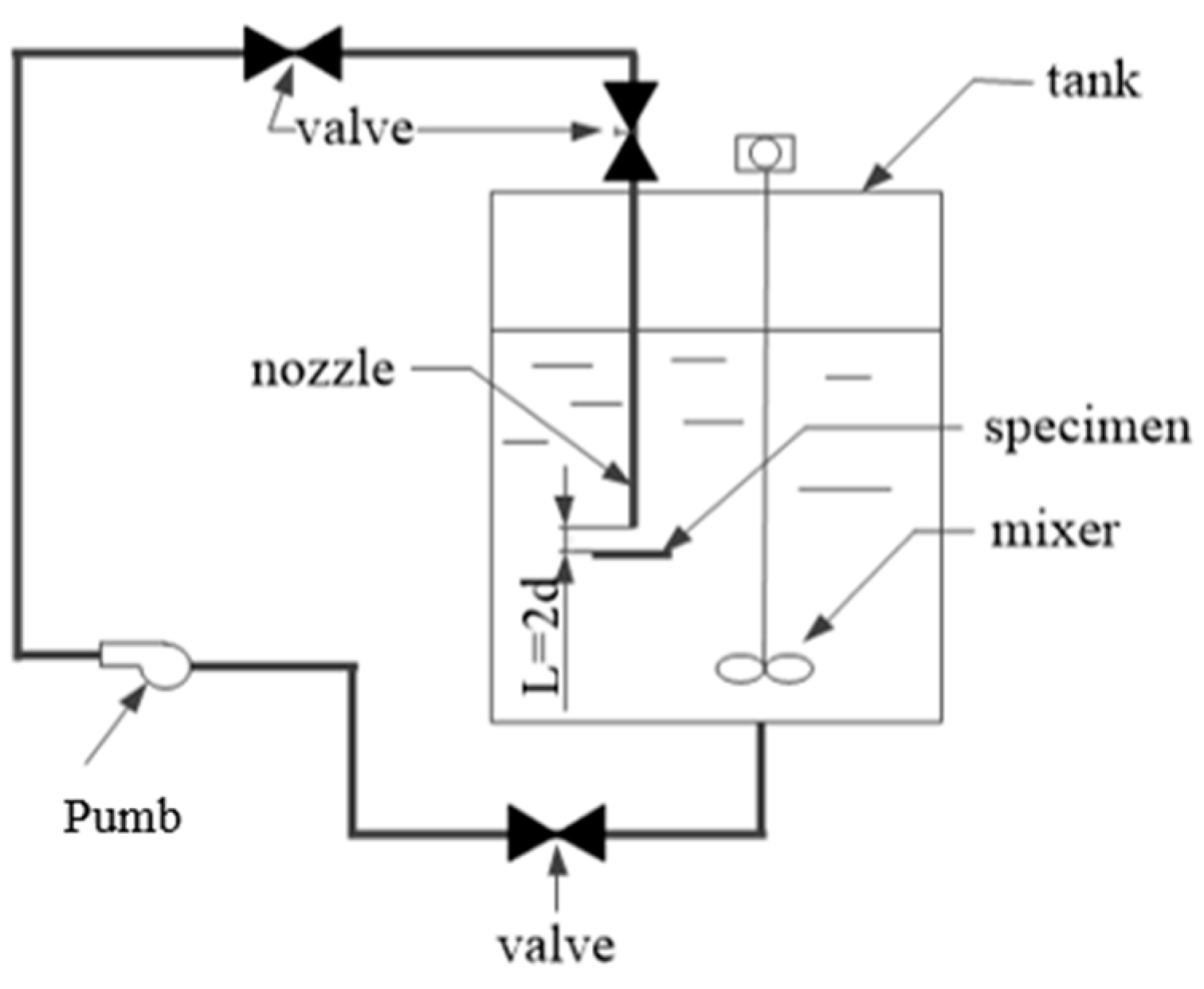
In the liquid–solid erosion test, the nozzle diameter is 7 mm, and the distance between the nozzle and the sample is 10.5 mm. The erosion time of the antibacterial casing and the 125 V sample was set to 1.5 h, and the erosion time of the resin- and metallic-coated casing was 20 min. The average flow rate of the nozzle was 15 m/s, and the sampling test shows that the average sand content of the nozzle was 0.4954%. The erosion test results of the three materials are shown in
Figure 7. The erosion rates of 125 V, resin-coated casing, and metallic-coated casing are 0.002564, 0.002511, and 0.007179 g/(m
2·s), respectively.
For the resin-coated casing, there is no change observed within the initial 10 min as the coating remains adhered to the metal surface. However, by the 20 min mark, the coating is completely detached, exposing the metal to erosion. It can be inferred that after 20 min of erosion, the expansion and adhesion of the coating diminish, which leads to the coating coming off. Comparing the two coating casing tests, the mass loss of the metallic coating is 1.5 times that of the non-metallic coating casing within 20 min, indicating the weak erosion resistance of the metallic coating under short-term erosion conditions. Because the material is entirely covered with a metallic coating, it can be concluded that the erosion resistance of a single-coated casing is generally low at a 90° angle. In contour scanning, the thickness of the metallic coating is roughly 40 μm, which is thin. Thinner coatings, when subjected to high-speed flows of sand-carrying liquid, typically experience brittle spalling or swelling of the plastic coating, resulting in a thin metallic coating with low hardness that is extremely susceptible to being washed away. Therefore, the erosion resistance of the coating is extremely poor when the thin coating is subjected to sand-carrying erosion in a liquid–solid environment.
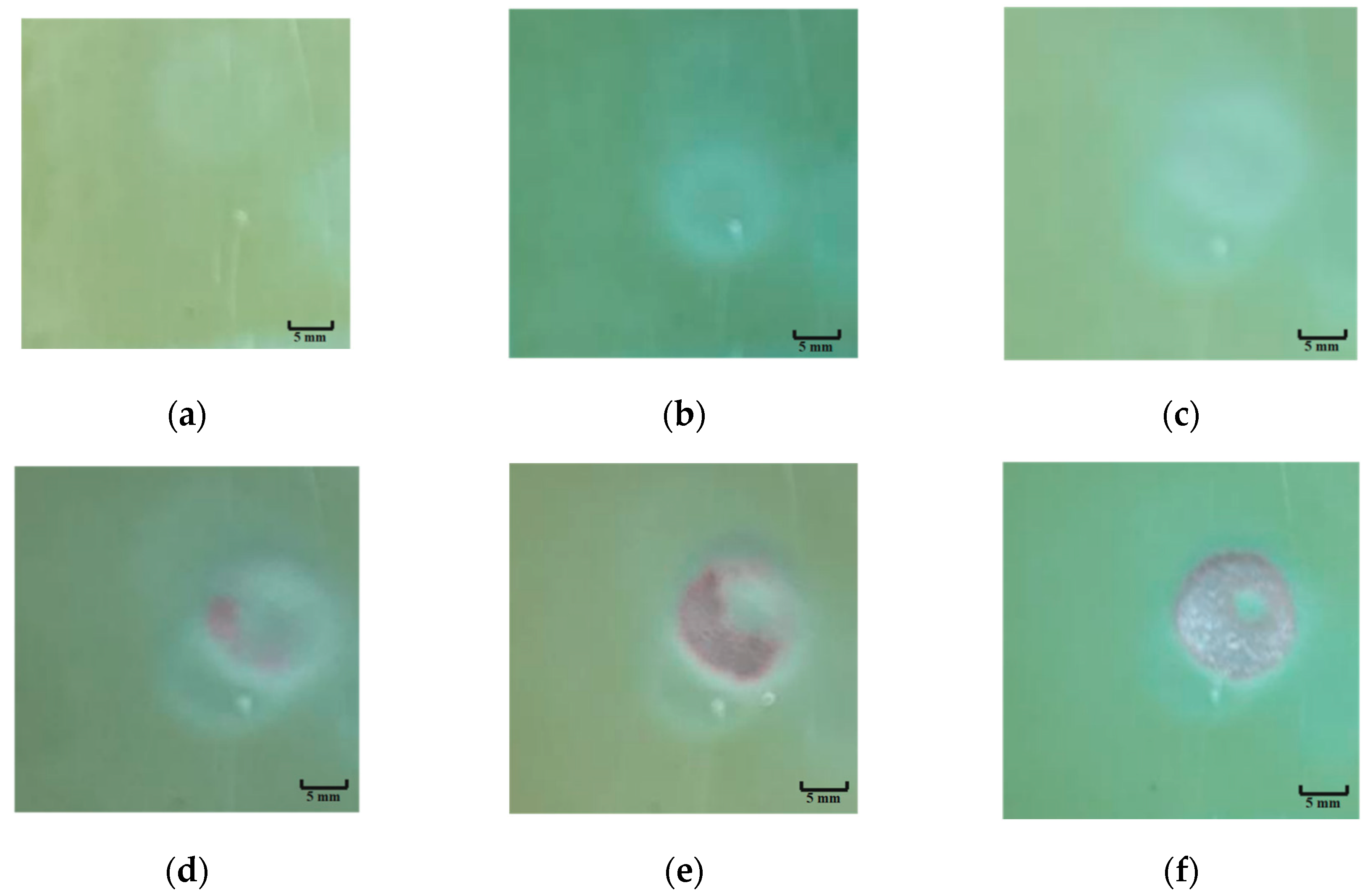
In order to better understand the failure mechanism of the Si resin coating material, the coating material was photographed and recorded at an interval of every 5 min, as shown in
Figure 8, which shows the erosion images of the Si resin coating in the liquid–solid two-phase flow environment. Between 0 and 10 min, the circular pit on the surface of the Si resin coating was slightly darkened but not broken, and the material was reduced from the initial mass of 110.1867 g to 110.1827 g; therefore, the erosion rate was relatively low. Between 10 and 25 min, the coating dropped from partially to completely eroded, and the mass decreased from 110.1827 g to 110.1724 g. The erosion rate of the material increased sharply after breakage. In particular, between 15 and 20 min, the loss of material mass was large, and it can be inferred from the figure that after the breakage of the Si resin coating, part of the surface will expand, resulting in a decrease in the viscosity of the material, and then a large area of the coating material will be peeled off from the substrate material in a relatively short period of time.
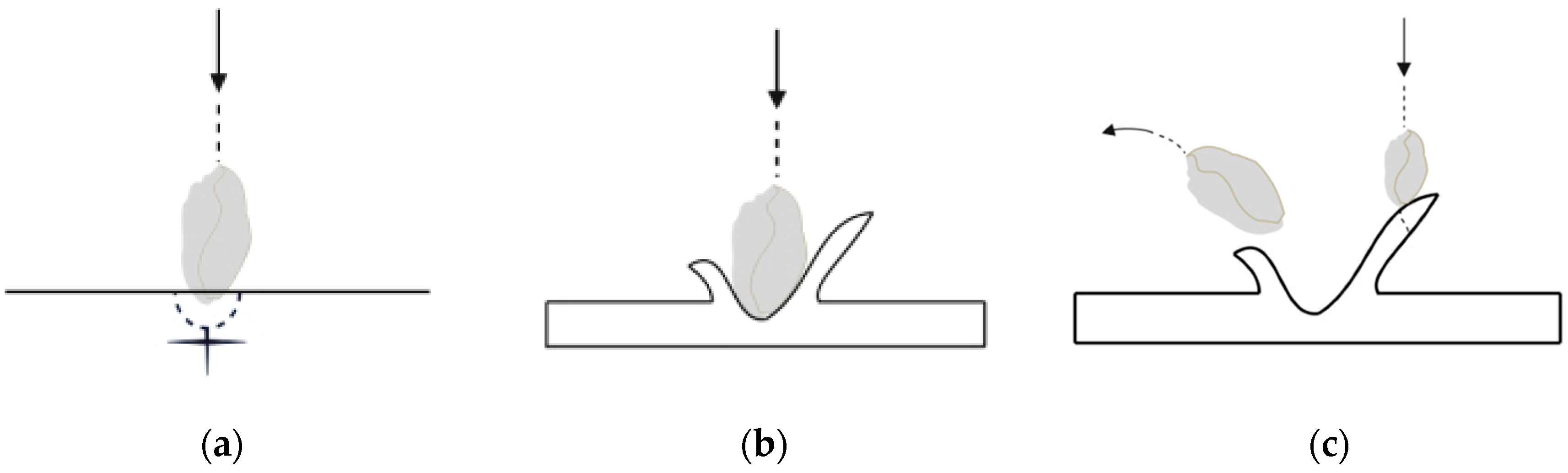
The peeling mechanism of the resin layer is shown in
Figure 9. When the particles collide with the metallic coating material, lateral and radial cracks will occur on the surface of the target. As shown in
Figure 9a, when the particles are easy to deform and the impact load is low, the surface of the target is prone to short cracks in the circumferential direction. As the impact load increases, the cracks will continue to form and grow, as shown in
Figure 9b. If the contact load exceeds the hardness of the target, the particles will invade the target and break violently. When the particles bounce off the target, a plane crack is generated. As shown in
Figure 9c, the surface target near the collision point is divided into many fragments by the horizontal and vertical cracks, which are taken away by subsequent particle collisions.
The damage to the resin-coated material is mainly caused by the impact of the particles. When the material is impacted by particles, plastic deformation will occur, which makes the elastic deformation energy of the coating itself increase sharply. When the elastic deformation of the coating material reaches a certain extent, the stress of the resin coating exceeds the fracture limit and cutting will occur. If the stress is lower than the fracture limit and higher than the plastic limit, the material will undergo plastic deformation, and finally cracks will cause the material to be damaged.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}