
Oil Removal Technology for Water Injection in Low-Permeability Reservoirs: A Micro-Vortex Flow Approach

Abstract
:1. Introduction
- Suspended Solids: Particle diameters range from 1 to 100 μm, with solids larger than 100 μm easily removed by settling. Suspended solids include various types of mud and sand (clay, silt, fine sand, etc.), corrosion products and scale (Fe2O3, CaO, FeS, CaCO3, etc.), bacteria (sulfate-reducing bacteria, saprophytic bacteria, etc.), organic matter, etc.
- Colloidal Particles: Particle sizes range from 0.001 to 1 μm, with a composition similar to suspended solids but smaller in size and harder to separate.
- Floating Oil and Dispersed Oil: Oil droplets larger than 100 μm are dispersed oil, while those between 10 and 100 μm are floating oil, both of which can be removed through natural settling over time or simple physical processes.
- Emulsified Oil: Oil droplets have a diameter of 0.001 to 10 μm, and emulsified oil is difficult to remove through natural settling and requires chemical methods, air flotation, etc., making it a focal point in water treatment.
- Dissolved Substances: Primarily includes dissolved inorganic salts smaller than 0.001 μm and gases dissolved in the 0. 3 to 0.5 nm range.
- Natural oil removal method [14,15,16]: The proposed approach leverages the density disparity between oil and water to effectively separate a substantial quantity of floating oil. Although it requires extended hydraulic retention time and occupies significant space, it demonstrates strong resilience to variations in water volume and quality. However, it has limited effectiveness in separating dispersed and emulsified oils.
- Inclined plates (tubes) technology [17,18]: Based on the principles of shallow pools, integrating inclined plates into the oil removal system increases the surface area for separation, reduces the separation elevation, extends the wetted perimeter of water flow, reduces the hydraulic radius of water flow, and stabilizes flow dynamics, thereby facilitating the segregation of oil and water. When combined with flocculants, the effectiveness is further improved.
- Coalescence technology [19,20,21]: The produced water passes through coalescence fillers. As the water flows through the fillers, oil droplets collide and adhere to them, gradually increasing and hastening the separation of oil and water. The selection of filler material has a significant impact on the efficiency of oil removal. When water contains significant sediments and suspended solids, the fillers are prone to clogging, making equipment maintenance challenging.
- Air flotation separation technology [22,23,24]: Employing dispersed micro-bubbles as a medium, this method facilitates the adsorption of suspended solids and oil droplets in water. Typically, it necessitates the concurrent utilization of flocculants for optimal efficacy. While proficient in eliminating oil and suspended solids, it demands stringent bubble size criteria. Otherwise, the treatment outcome may fall short of expectations.
- Hydraulic cyclone technology [25,26,27]: Exploiting the density variance between oil and water, this approach employs cyclones or eddy currents to engender centrifugal force for oil–water segregation, which is an efficient oil removal technology. Nonetheless, its susceptibility to impact loads is inadequate, its capacity for suspended solids removal is moderate, it cannot separate emulsified oil, and treating recovery water from backwashing poses challenges.
2. Materials and Methods
2.1. Chemicals
2.2. Field Water
2.3. Experimental Equipment Design and Principles
2.3.1. Main Components of Equipment
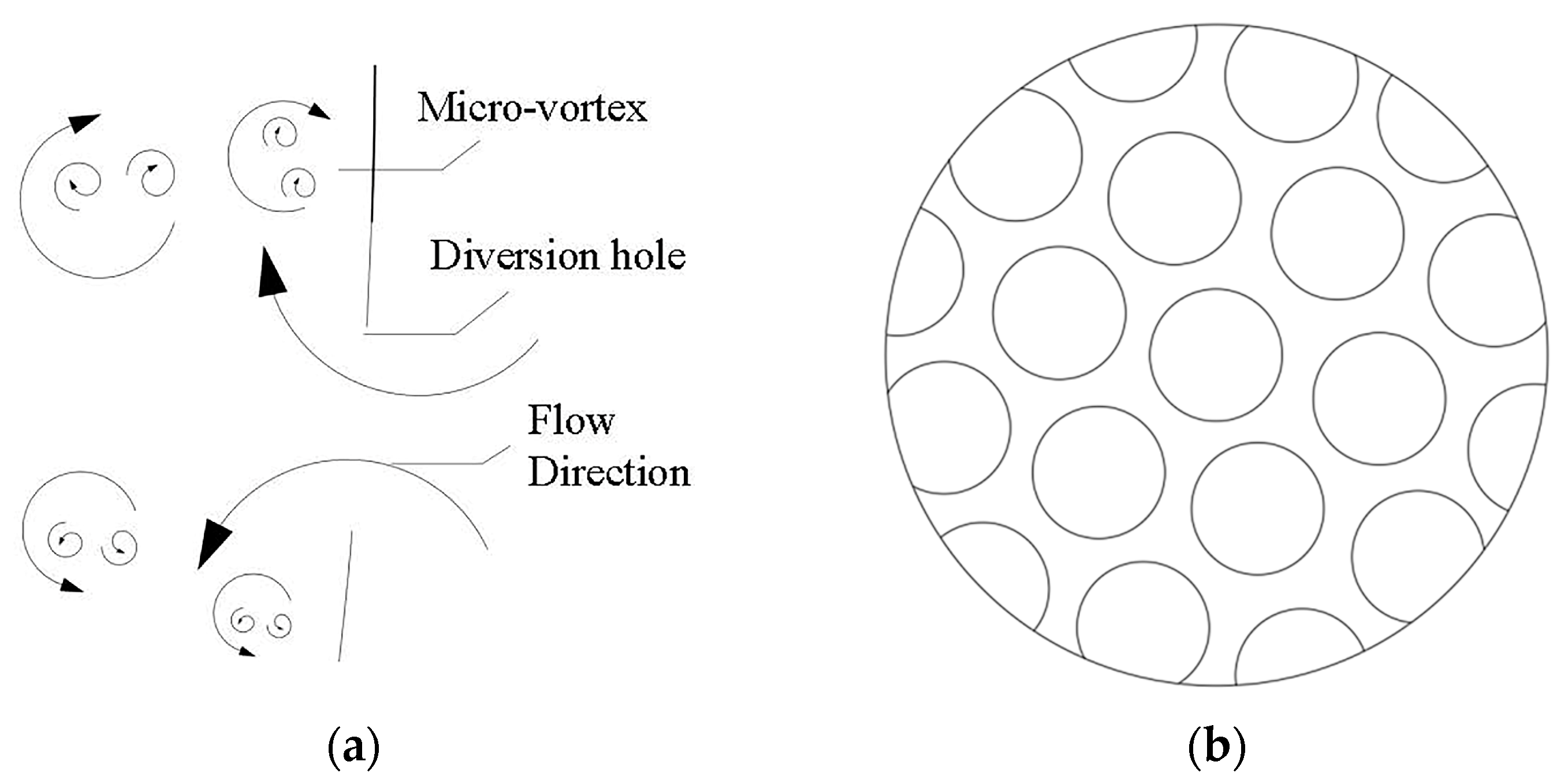
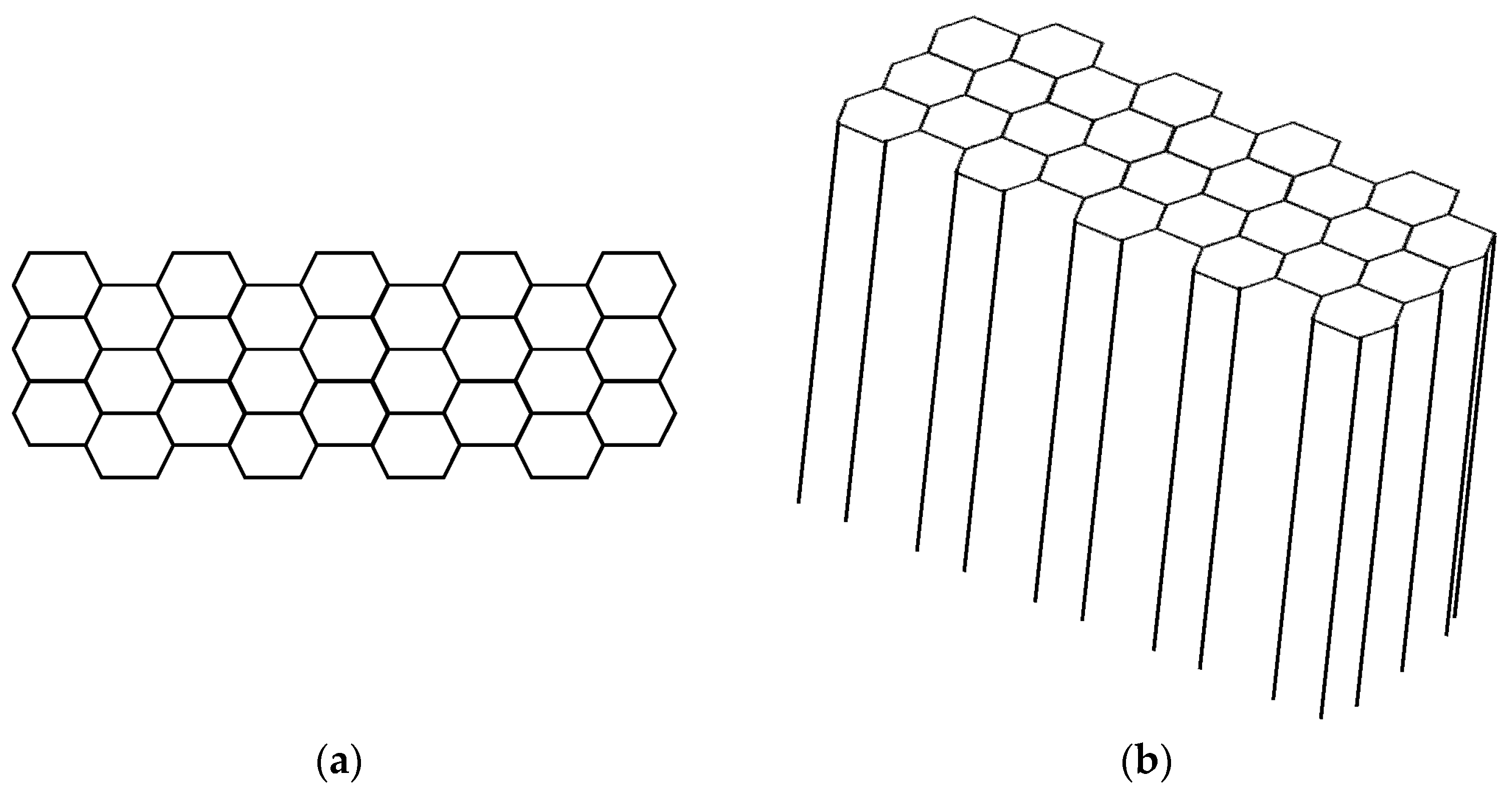
2.3.2. Micro-Vortex Flow Reactor
2.3.3. Principles and Process of Oil Removal in the Chamber
- The NR (natural oil removal) chamber
- The CR (chemical reaction) chamber
- The CS (coagulation sedimentation) chamber
2.4. Pilot Experiment Design
2.4.1. Flocculant Dosage Experiment for Chemical Addition
2.4.2. Coagulant Dose Optimization and Micro-Vortex Flow Controlled Experiment
2.4.3. Comparative Study of Oil Removal Processes
2.4.4. Long-Term Performance Observation
2.5. Methods for Data Collection and Analysis
3. Results and Discussion
3.1. Flocculant Dose Optimization
3.2. Coagulant Dose Optimization and Micro-Vortex Flow Controlled Experiment
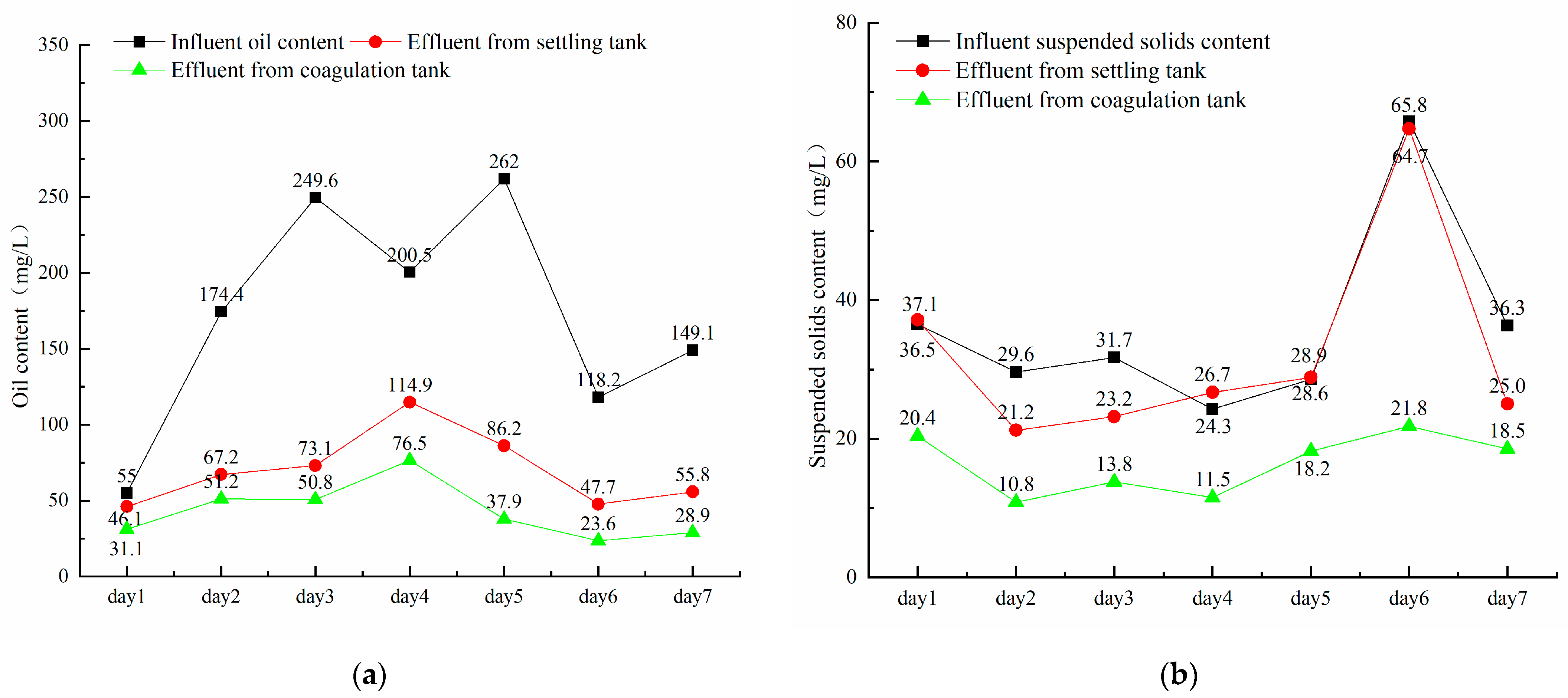
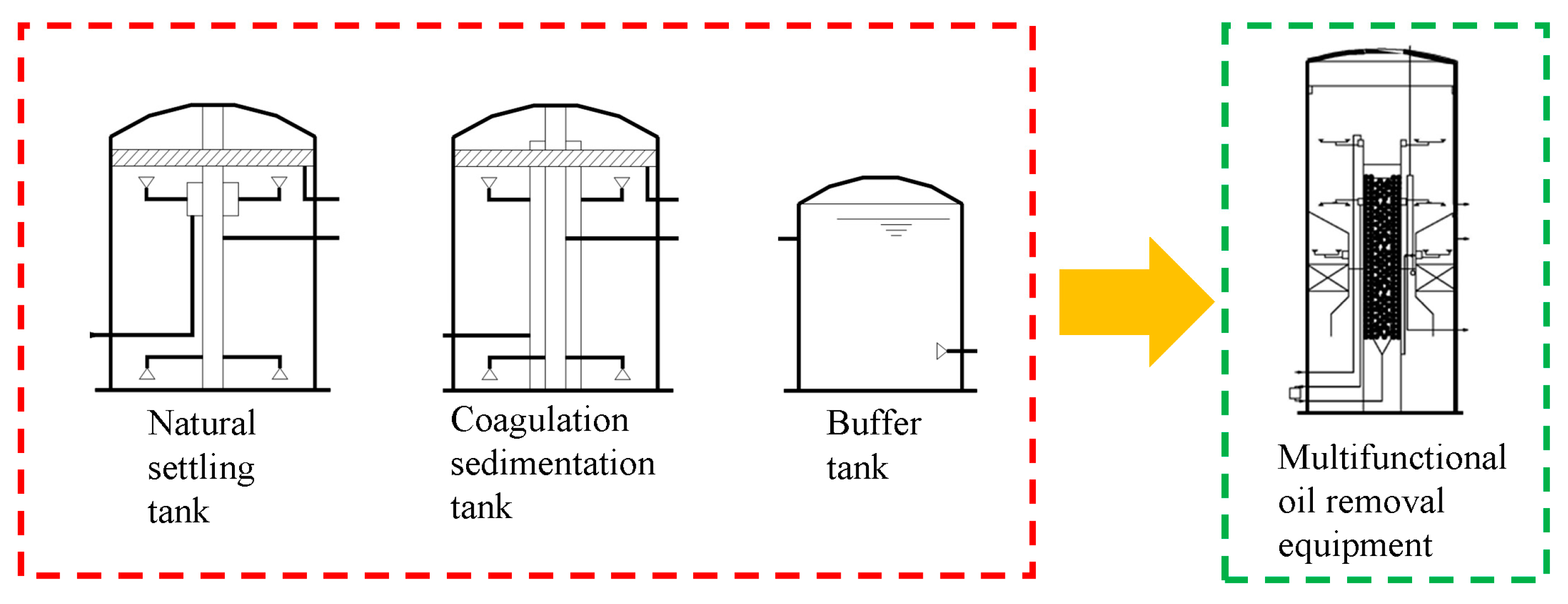
3.3. Comparative Study with Union Station Oil Removal Process
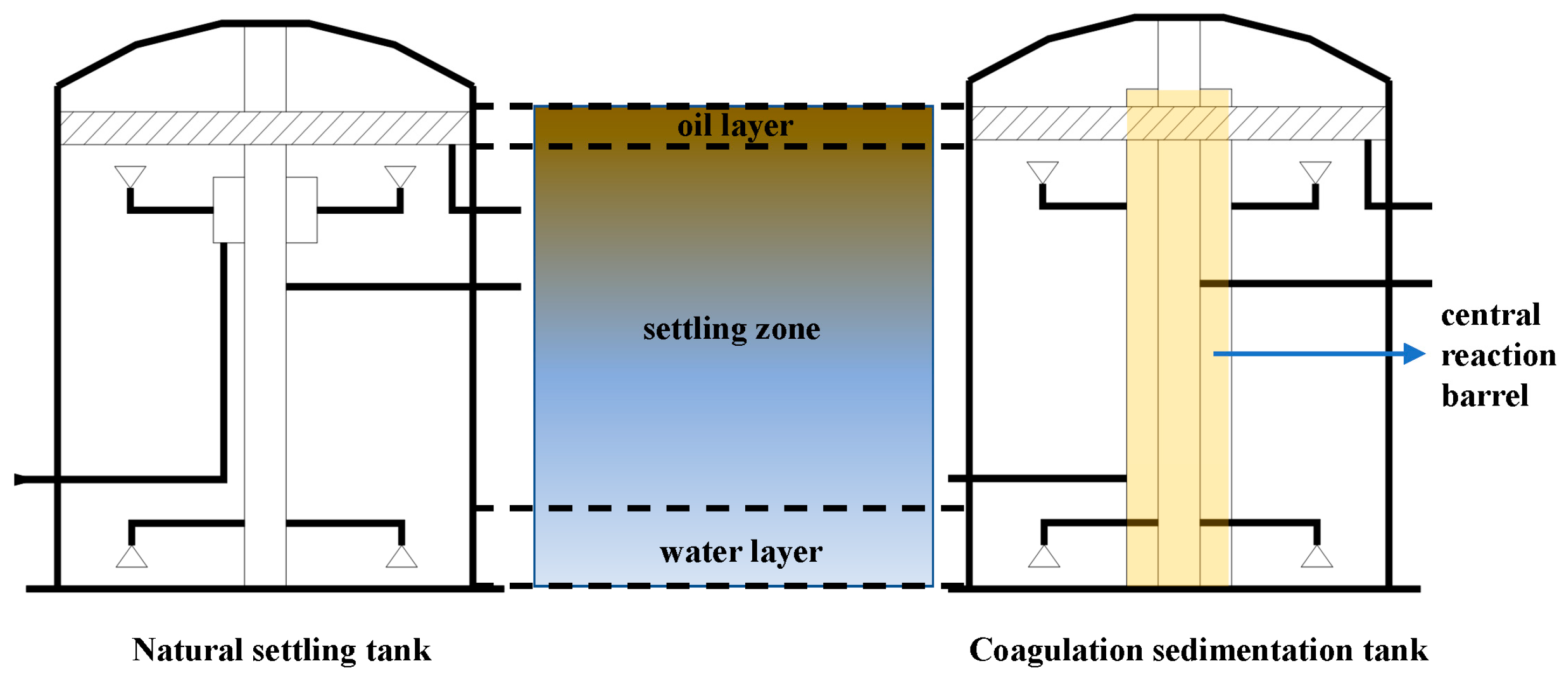
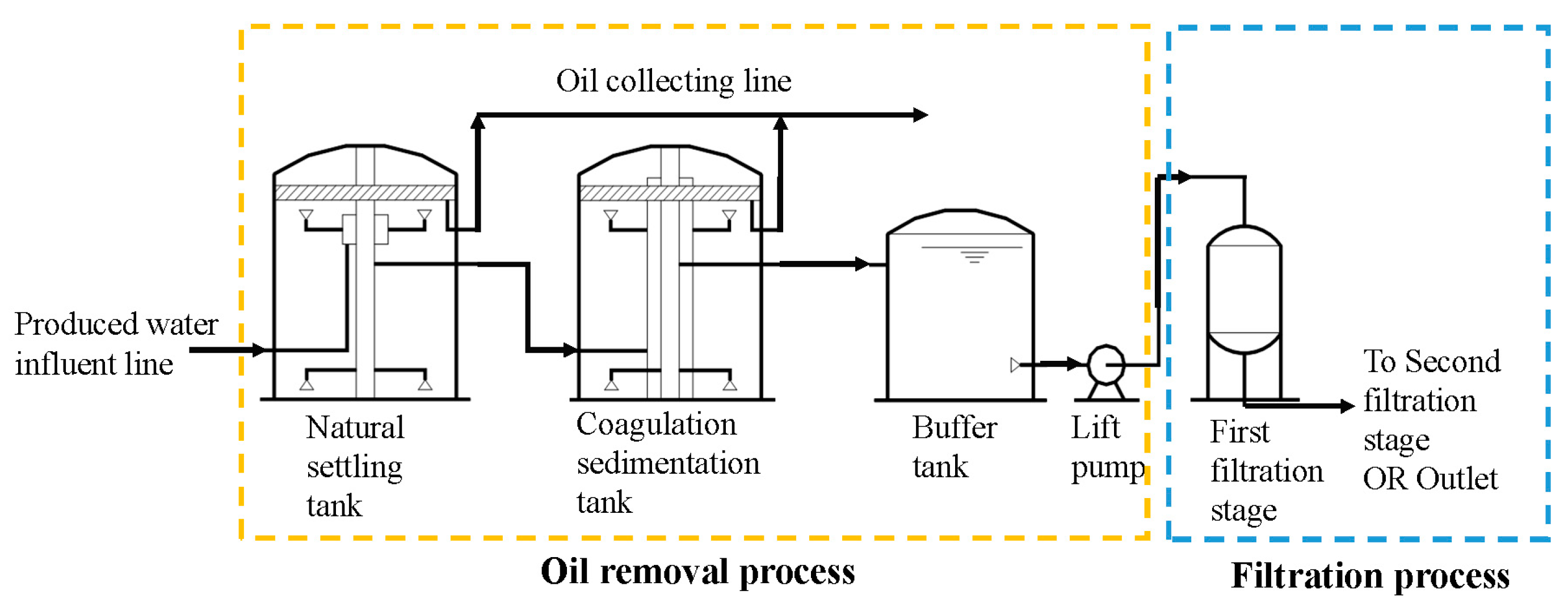
3.3.1. Union Station Oil Removal Process
3.3.2. MOR Equipment
- In the preceding chamber (CR) of the MOR equipment, effluent water undergoes coalescence through micro-vortex flow, increasing the particle size of small oil droplets.
- The micro-vortex flow in the CR enhances reagent diffusion, ensuring uniform contact with oil droplets and facilitating electrical neutralization and adsorption effects.
- The micro-vortex flow strengthens reagent diffusion, enabling the formation of a high-quality three-dimensional contact coagulation layer that effectively removes suspended solids and oil.
- Efficient oil removal conditions are already established within the influent entering the CS chamber, including larger coalesced droplets, the demulsification of reagents, and stable floc formation. These conditions significantly increase overall oil removal efficiency in the shallow pool section.
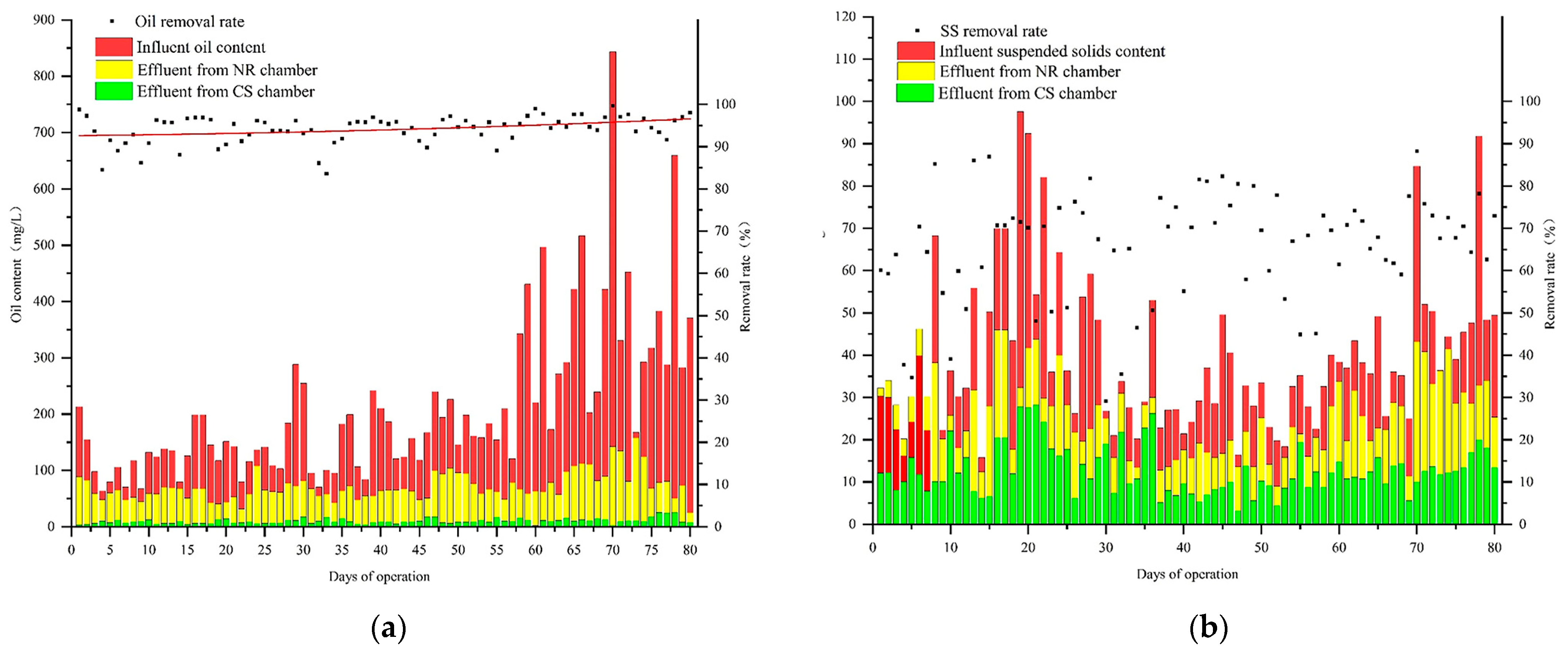
3.4. Long-Term Observations of MOR Equipment Performance
4. Conclusions
- (1)
- The micro-vortex flow action promotes a uniform diffusion and contact of chemicals, resulting in a 30% reduction in the coagulant dosage compared to MOR equipment without micro-vortex flow reactors.
- (2)
- Comparative experiments were conducted to evaluate the performance of MOR equipment versus the “natural settling tank + coagulation sedimentation tank” process. The MOR equipment demonstrated superior removal rates, surpassing the conventional process by 20.5% for oil and 14.7% for suspended solids. It also reduced the coagulant dosage by 30%, while maintaining a hydraulic retention time of 5 h, resulting in an effluent with oil and suspended solids content below 20 mg/L.
- (3)
- Long-term operational observations have revealed the inherent self-cleaning effect of micro-vortex flow reactors, ensuring consistent and stable equipment performance over an extended duration. The MOR equipment consistently achieved oil removal rates exceeding 93% and suspended solids removal rates surpassing 63% during a continuous operation period of 80 days. The average concentrations in the effluent were measured at approximately 9 mg/L for oil and around 12.7 mg/L for suspended solids. As the operation time increased, higher removal rates and stability were observed during the third period.
- (1)
- It is crucial to assess whether the oil removal efficiency can be maintained when dealing with different qualities of produced water and higher flow rates in larger treatment systems.
- (2)
- When dealing with high-viscosity organic compounds, such as polymers in chemically enhanced recovery produced water, the micro-vortex reactor’s resistance to contamination needs re-evaluation, and regular maintenance may be necessary.
- (3)
- The shape and material of the micro-vortex reactor can be further studied to achieve a better enhanced coagulation effect.
5. Patents
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition | Manufacturer | Concentration/(mg·L−1) | Turbidity before Dosing/NTU | Oil Content before Dosing /(mg·L−1) | Turbidity after Dosing/NTU | Oil Content after Dosing /(mg·L−1) | Oil Removal Efficiency/% | Turbidity Removal Rate/% |
|---|---|---|---|---|---|---|---|---|
| polyaluminum ferric sulfate | GY2 | 1 | 60.0 | 120.3 | 20.3 | 29.65 | 75.29 | 66.17 |
| GY2 | 5 | 60.2 | 120.0 | 15.07 | 12.44 | 89.63 | 74.88 | |
| GY2 | 10 | 59.5 | 120.3 | 12.5 | 5.47 | 95.45 | 79.17 | |
| GY2 | 20 | 59.8 | 120.0 | 11.8 | 5.23 | 95.64 | 80.27 | |
| GY2 | 30 | 60.2 | 119.5 | 9.21 | 5.15 | 95.7 | 84.7 | |
| GY2 | 40 | 60.2 | 120.0 | 7.74 | 4.53 | 96.23 | 87.1 | |
| GY2 | 50 | 60.2 | 120.0 | 2.28 | 1.45 | 98.79 | 96.2 | |
| polyaluminum chloride (active component 26%) | GYT * | 1 | 60.0 | 120.3 | 18.2 | 20.7 | 82.79 | 69.67 |
| GYT * | 5 | 60.2 | 120.0 | 14.2 | 11.3 | 90.58 | 76.41 | |
| GYT * | 10 | 59.5 | 120.3 | 10.3 | 8.34 | 93.07 | 82.69 | |
| GYT * | 20 | 60.2 | 119.5 | 9.24 | 7.15 | 94.17 | 84.65 | |
| GYT * | 30 | 60.2 | 119.5 | 8.45 | 4.24 | 96.45 | 85.96 | |
| GYT * | 40 | 60.2 | 120.0 | 6.74 | 3.23 | 97.31 | 88.80 | |
| GYT * | 50 | 60.2 | 120.0 | 2.1 | 1.5 | 98.75 | 96.51 | |
| polyferric sulfate | BS | 1 | 59.8 | 120.3 | 22.3 | 19.05 | 84.13 | 62.83 |
| BS | 5 | 60.3 | 120.3 | 21.3 | 17.33 | 85.56 | 59.5 | |
| BS | 10 | 60.2 | 120.0 | 16.6 | 5.47 | 95.45 | 72.33 | |
| BS | 20 | 60.1 | 120.0 | 14.3 | 4.53 | 96.22 | 76.17 | |
| BS | 30 | 60.2 | 120.0 | 9.7 | 3.67 | 96.94 | 83.89 | |
| BS | 40 | 60.0 | 119.8 | 6.72 | 2.67 | 97.78 | 88.8 | |
| BS | 50 | 60.2 | 120.0 | 5.3 | 2.1 | 98.25 | 91.20 | |
| polyaluminum chloride active component 30% | HNLQ | 1 | 60.3 | 120.3 | 13.2 | 12.21 | 89.83 | 78 |
| HNLQ | 5 | 60.2 | 120.0 | 11.6 | 7.33 | 93.90 | 80.67 | |
| HNLQ | 10 | 60.1 | 120.0 | 9.08 | 5.35 | 95.54 | 84.87 | |
| HNLQ | 20 | 60.1 | 120.3 | 7.18 | 4.77 | 96.03 | 88.03 | |
| HNLQ | 30 | 60.0 | 120.0 | 5.87 | 3.89 | 96.76 | 90.22 | |
| HNLQ | 40 | 60.0 | 120.0 | 5.47 | 1.42 | 98.82 | 90.88 | |
| HNLQ | 50 | 60.0 | 120.0 | 1.35 | 1.1 | 99.08 | 97.75 | |
| polyaluminum ferric sulfate | JC | 1 | 60.3 | 120.2 | 22.1 | 74.53 | 37.89 | 63.17 |
| JC | 5 | 60.2 | 120.0 | 20.1 | 52.44 | 56.30 | 66.5 | |
| JC | 10 | 60.1 | 120.0 | 16.9 | 50.79 | 57.67 | 71.83 | |
| JC | 20 | 60.1 | 120.3 | 15.5 | 44.77 | 62.69 | 74.17 | |
| JC | 30 | 60.0 | 120.0 | 14.9 | 28.3 | 76.42 | 75.17 | |
| JC | 40 | 60.0 | 120.0 | 14.4 | 12 | 90 | 76 | |
| JC | 50 | 60.1 | 120.0 | 10.5 | 8.2 | 93.17 | 82.53 | |
| polyaluminum chloride (active component 22%) | MT | 1 | 60.3 | 120.2 | 16.9 | 19.21 | 83.99 | 71.83 |
| MT | 5 | 60.2 | 120.0 | 15.8 | 18.84 | 84.3 | 73.67 | |
| MT | 10 | 60.1 | 120.2 | 13.5 | 12.91 | 89.24 | 77.5 | |
| MT | 20 | 60.0 | 120.0 | 12.8 | 9 | 92.5 | 78.67 | |
| MT | 30 | 60.0 | 120.0 | 11.8 | 8.3 | 93.08 | 80.33 | |
| MT | 40 | 60.0 | 120.2 | 11.2 | 7.53 | 93.74 | 81.33 | |
| MT | 50 | 60.0 | 120.0 | 8.3 | 6.9 | 94.25 | 86.17 |
| Chemical Composition | Manufacturer | Concentration/(mg·L−1) | Turbidity before Dosing/NTU | Oil Content before Dosing /(mg·L−1) | Turbidity after Dosing/NTU | Oil Content after Dosing /(mg·L−1) | Oil Removal Efficiency/% | Turbidity Removal Rate/% |
|---|---|---|---|---|---|---|---|---|
| cationic polyacrylamide (ionic degree 50) | HNLQ | 0.1 | 60.0 | 120.3 | 17.3 | 9.88 | 91.77 | 71.17 |
| HNLQ | 0.2 | 60.0 | 120.0 | 16.2 | 8.5 | 92.92 | 73 | |
| HNLQ | 0.5 | 60.2 | 120.0 | 15.7 | 8.4 | 93 | 73.83 | |
| HNLQ | 1 | 59.5 | 120.3 | 14.6 | 7.8 | 93.5 | 75.67 | |
| HNLQ | 2 | 59.6 | 120.0 | 13.7 | 6.2 | 94.83 | 77.17 | |
| HNLQ | 4 | 60.2 | 120.0 | 12.2 | 5 | 95.83 | 79.67 | |
| cationic polyacrylamide (ionic degree 60) | YLZ | 0.1 | 59.8 | 120.3 | 22.7 | 12.95 | 89.21 | 62.17 |
| YLZ | 0.2 | 60.0 | 120.0 | 22.1 | 11.9 | 90.08 | 63.17 | |
| YLZ | 0.5 | 60.3 | 120.3 | 21.9 | 11.5 | 90.42 | 63.5 | |
| YLZ | 1 | 60.2 | 120.0 | 21.6 | 10.6 | 91.17 | 64 | |
| YLZ | 2 | 60.1 | 120.0 | 20.8 | 10.2 | 91.5 | 65.33 | |
| YLZ | 4 | 60.0 | 119.8 | 19.0 | 9.42 | 92.15 | 68.33 | |
| cationic polyacrylamide (ionic degree 90) | MT * | 0.1 | 60.3 | 120.3 | 15.7 | 25 | 79.17 | 73.83 |
| MT * | 0.2 | 60.0 | 120.0 | 15.4 | 18 | 85 | 74.33 | |
| MT * | 0.5 | 60.2 | 120.0 | 15.3 | 14.23 | 88.14 | 74.5 | |
| MT * | 1 | 60.1 | 120.0 | 15.2 | 10.58 | 91.18 | 74.67 | |
| MT * | 2 | 60.1 | 120.3 | 14.3 | 7.56 | 93.7 | 76.17 | |
| MT * | 4 | 60.0 | 120.0 | 13.8 | 3 | 97.5 | 77 | |
| cationic polyacrylamide (ionic degree 50) | JC | 0.1 | 60.3 | 120.2 | 19.1 | 73.37 | 38.86 | 68.17 |
| JC | 0.2 | 60.0 | 120.0 | 18.9 | 62.1 | 48.25 | 68.5 | |
| JC | 0.5 | 60.2 | 120.0 | 18.6 | 61.2 | 49 | 69 | |
| JC | 1 | 60.1 | 120.0 | 18 | 51.74 | 56.88 | 70 | |
| JC | 2 | 60.1 | 120.3 | 17 | 38.02 | 68.32 | 71.67 | |
| JC | 4 | 60.0 | 120.0 | 15.8 | 31.51 | 73.74 | 73.67 | |
| anionic polyacrylamide | YLZ-2 | 0.1 | 60.3 | 120.2 | 18.6 | 25.23 | 78.98 | 69 |
| YLZ-2 | 0.2 | 60.0 | 120.0 | 18.3 | 20.9 | 82.58 | 69.5 | |
| YLZ-2 | 0.5 | 60.2 | 120.0 | 18.1 | 19.02 | 84.15 | 69.83 | |
| YLZ-2 | 1 | 60.1 | 120.2 | 17.5 | 18.26 | 84.78 | 70.83 | |
| YLZ-2 | 2 | 60.0 | 120.0 | 17.3 | 12.91 | 89.24 | 71.17 | |
| YLZ-2 | 4 | 60.0 | 120.2 | 17 | 9.09 | 92.43 | 71.67 | |
| cationic polyacrylamide (ionic degree 60) | KP | 0.1 | 60.2 | 120.0 | 26.2 | 25.23 | 78.98 | 56.33 |
| KP | 0.2 | 60.0 | 120.0 | 23.5 | 24.1 | 79.92 | 60.83 | |
| KP | 0.5 | 60.1 | 120.2 | 22.61 | 23.2 | 80.67 | 62.32 | |
| KP | 1 | 60.0 | 120.0 | 21.4 | 19.5 | 83.75 | 64.33 | |
| KP | 2 | 60.0 | 120.2 | 20.3 | 16.6 | 86.17 | 66.17 | |
| KP | 4 | 60.1 | 120.2 | 15.6 | 10.3 | 91.42 | 74 |
References
- Igunnu, E.T.; Chen, G.Z. Produced Water Treatment Technologies. Int. J. Low-Carbon Technol. 2014, 9, 157–177. [Google Scholar] [CrossRef]
- Fakhru’l-Razi, A.; Pendashteh, A.; Abdullah, L.C.; Biak, D.R.A.; Madaeni, S.S.; Abidin, Z.Z. Review of Technologies for Oil and Gas Produced Water Treatment. J. Hazard. Mater. 2009, 170, 530–551. [Google Scholar] [CrossRef] [PubMed]
- Nasiri, M.; Jafari, I.; Parniankhoy, B. Oil and Gas Produced Water Management: A Review of Treatment Technologies, Challenges, and Opportunities. Chem. Eng. Commun. 2017, 204, 990–1005. [Google Scholar] [CrossRef]
- Venkatesan, A.; Wankat, P.C. Produced Water Desalination: An Exploratory Study. Desalination 2017, 404, 328–340. [Google Scholar] [CrossRef]
- Zhong, W.J.; Fu, Y.C.; Tian, S.; Huang, Y.; Wang, X. A New Oilfield Injection Water Quality Decision-Making Method. Pet. Sci. Technol. 2022, 41, 123–138. [Google Scholar] [CrossRef]
- Kassab, M.A.; Abbas, A.E.; Elgamal, I.; Shawky, B.M.; Mubarak, M.F.; Hosny, R. Review on the Estimating the Effective Way for Managing the Produced Water: Case Study. Open J. Mod. Hydrol. 2021, 11, 19–37. [Google Scholar] [CrossRef]
- Bennion, D.B.; Thomas, F.B.; Imer, D.; Ma, T.; Schulmeister, B. Water Quality Considerations Resulting in the Impaired Injectivity of Water Injection and Disposal Wells. J. Can. Pet. Technol. 2001, 40, 53–61. [Google Scholar] [CrossRef]
- Wang, J.; Fu, Y.-C.; Huang, Y.; Wang, X.-T.; Tian, S. A Study of the Effect of Oilfield Water Quality on Reservoir Injury. In Proceedings of the International Field Exploration and Development Conference; Springer: Berlin/Heidelberg, Germany, 2021. [Google Scholar]
- Kong, B.; Wang, S.; Chen, S. Minimize Formation Damage in Water-Sensitive Montney Formation with Energized Fracturing Fluid. SPE Reserv. Eval. Eng. 2017, 20, 562–571. [Google Scholar] [CrossRef]
- Li, X.; Yang, Z.; Li, S.; Huang, W.; Zhan, J.; Lin, W. Reservoir Characteristics and Effective Development Technology in Typical Low-Permeability to Ultralow-Permeability Reservoirs of China National Petroleum Corporation. Energy Explor. Exploit. 2021, 39, 1713–1726. [Google Scholar] [CrossRef]
- Wang, B.; Zhao, Y.; Tian, Y.; Kong, C.; Ye, Q.; Zhao, S.; Li, Z.; Suo, Y. Numerical Simulation Study of Pressure-Driven Water Injection and Optimization Development Schemes for Low-Permeability Reservoirs in the G Block of Daqing Oilfield. Processes 2013, 12, 1. [Google Scholar] [CrossRef]
- Gao, P.; Qu, L.; Sun, W. Analysis of Reinjection Water to Improve Water-Flooding Effect for Low-Permeability Sandstone Reservoirs. In IOP Conference Series: Earth and Environmental Science; IOP Publishing: Bristol, UK, 2019. [Google Scholar]
- Shahryar, J. Petroleum Waste Treatment and Pollution Control; Butterworth-Heinemann: Oxford, UK, 2016. [Google Scholar]
- Nordvik, A.B.; Simmons, J.L.; Bitting, K.R.; Lewis, A.; Strøm-Kristiansen, T. Oil and Water Separation in Marine Oil Spill Clean-up Operations. Spill Sci. Technol. Bull. 1996, 3, 107–122. [Google Scholar] [CrossRef]
- Pintor, A.M.A.; Vilar, V.J.P.; Botelho, C.M.S.; Boaventura, R.A.R. Optimization of a Primary Gravity Separation Treatment for Vegetable Oil Refinery Wastewaters. Clean Technol. Environ. Policy 2014, 16, 1725–1734. [Google Scholar] [CrossRef]
- Liao, X.-H.; Yang, S.-J.; Qin, M.-W.; Dou, M.-Y.; Feng, Q.; Li, H.-M.; Zou, S. Overview of Oil-Water Separation Equipment Technology of Refined Oil. In IOP Conference Series: Earth and Environmental Science; IOP Publishing: Bristol, UK, 2020. [Google Scholar]
- Clark, S.E.; Roenning, C.D.; Elligson, J.C.; Mikula, J.B. Inclined Plate Settlers to Treat Storm-Water Solids. J. Environ. Eng. 2009, 135, 621–626. [Google Scholar] [CrossRef]
- Liu, Y.; Lu, H.; Li, Y.; Xu, H.; Pan, Z.; Dai, P.; Wang, H.; Yang, Q. A Review of Treatment Technologies for Produced Water in Offshore Oil and Gas Fields. Sci. Total Environ. 2021, 775, 145485. [Google Scholar] [CrossRef] [PubMed]
- Hafskjold, B.; Morrow, T.B.; Celius, H.K.B.; Johnson, D.R. Drop-Drop Coalescence in Oil/Water Separation. In Proceedings of the SPE Annual Technical Conference and Exhibition, New Orleans, LA, USA, 25–28 September 1994. [Google Scholar]
- Frising, T.; Noïk, C.; Dalmazzone, C. The Liquid/Liquid Sedimentation Process: From Droplet Coalescence to Technologically Enhanced Water/Oil Emulsion Gravity Separators: A Review. J. Dispers. Sci. Technol. 2006, 27, 1035–1057. [Google Scholar] [CrossRef]
- Lu, H.; Liu, Y.; Cai, J.; Xu, X.; Xie, L.; Yang, Q.; Li, Y.; Zhu, K. Treatment of Offshore Oily Produced Water: Research and Application of a Novel Fibrous Coalescence Technique. J. Pet. Sci. Eng. 2019, 178, 602–608. [Google Scholar] [CrossRef]
- Al-Shamrani, A.A.; James, A.; Xiao, H. Separation of Oil from Water by Dissolved Air Flotation. Colloids Surf. A Physicochem. Eng. Asp. 2002, 209, 15–26. [Google Scholar] [CrossRef]
- Al-Shamrani, A.A.; James, A.; Xiao, H. Destabilisation of Oil–Water Emulsions and Separation by Dissolved Air Flotation. Water research 2002, 36, 1503–1512. [Google Scholar] [CrossRef] [PubMed]
- Etchepare, R.; Oliveira, H.; Azevedo, A.; Rubio, J. Separation of Emulsified Crude Oil in Saline Water by Dissolved Air Flotation with Micro and Nanobubbles. Sep. Purif. Technol. 2017, 186, 326–332. [Google Scholar] [CrossRef]
- Liu, M.; Chen, J.; Cai, X.; Han, Y.; Xiong, S. Oil–Water Pre-Separation with a Novel Axial Hydrocyclone. Chin. J. Chem. Eng. 2018, 26, 60–66. [Google Scholar] [CrossRef]
- de Araújo, C.A.O.; Scheid, C.M.; Loureiro, J.B.; Klein, T.S.; Medronho, R.A. Hydrocylone for Oil-Water Separations with High Oil Content: Comparison between Cfd Simulations and Experimental Data. J. Pet. Sci. Eng. 2020, 187, 106788. [Google Scholar] [CrossRef]
- Zhang, J.; He, Y.-T.; Liu, S.; Xu, J.-Y. Oil-Water Separation in a Cylindrical Cyclone with Vortex Finder. Phys. Fluids 2022, 34, 033314. [Google Scholar] [CrossRef]
- Hu, W.; Wei, Y.; Bao, J. Development of the Theory and Technology for Low Permeability Reservoirs in China. Pet. Explor. Dev. 2018, 45, 685–697. [Google Scholar] [CrossRef]
- Al Moajil, A.; Almubarak, T.; Alotaibi, F.; Alhamad, L. Re-Injection of Produced Water: The Effect of Oil Micro-Emulsion Suspensions. In Proceedings of the Middle East Oil, Gas and Geosciences Show 2023, Manama, Bahrain, 19–21 February 2023. [Google Scholar]
- SY/T 5329-2022; Water Quality Specification and Practice for Analysis of Oilfield Injecting Waters in Clastic Reservoirs. National Energy Administration: Beijing, China, 2022.
- Qiang, Y.; Wang, X.; Wang, Y.; Zhang, X. Study on Evaluation Method of Water Injection Efficiency in Low-Permeability Reservoir. Geofluids 2021, 2021, 1–6. [Google Scholar]
- Zhao, C.; Zhou, J.; Yan, Y.; Yang, L.; Xing, G.; Li, H.; Wu, P.; Wang, M.; Zheng, H. Application of Coagulation/Flocculation in Oily Wastewater Treatment: A Review. Sci. Total Environ. 2021, 765, 142795. [Google Scholar] [CrossRef] [PubMed]
- You, Z.; Xu, H.; Sun, Y.; Zhang, S.; Zhang, L. Effective Treatment of Emulsified Oil Wastewater by the Coagulation–Flotation Process. RSC Adv. 2018, 8, 40639–40646. [Google Scholar] [CrossRef] [PubMed]
- Rawlins, C.H.; Erickson, A.E.; Ly, C. Characterization of Deep Bed Filter Media for Oil Removal from Produced Water. In Proceedings of the SME Annual Meeting, Phoenix, AZ, USA, 28 February–3 March 2010. [Google Scholar]
- Amakiri, K.T.; Canon, A.R.; Molinari, M.; Angelis-Dimakis, A. Review of Oilfield Produced Water Treatment Technologies. Chemosphere 2022, 298, 134064. [Google Scholar] [CrossRef] [PubMed]
- Liu, A.; Liu, S. Study on Performance of Three Backwashing Modes of Filtration Media for Oilfield Wastewater Filter. Desalination Water Treat. 2016, 57, 10498–10505. [Google Scholar] [CrossRef]
- Kim, S.-H.; Lim, H.-K.; Jeong, W.-C.; Park, N.-S. Optimum Backwash Method for Granular Media Filtration of Seawater. Desalination Water Treat. 2011, 32, 431–436. [Google Scholar] [CrossRef]
- SY/T 0523-2023; Oilfield Water Treatment Filters. National Energy Administration: Beijing, China, 2023.
- Beshr, S.; Moustafa, M.; Fayed, M.; Aly, S. Evaluation of Water Consumption in Rapid Sand Filters Backwashed under Varied Physical Conditions. Alex. Eng. J. 2023, 64, 601–613. [Google Scholar] [CrossRef]
- Samuel, O.; Othman, M.H.D.; Kamaludin, R.; Sinsamphanh, O.; Abdullah, H.; Puteh, M.H.; Kurniawan, T.A.; Li, T.; Ismail, A.F.; Rahman, M.A. Oilfield-Produced Water Treatment Using Conventional and Membrane-Based Technologies for Beneficial Reuse: A Critical Review. J. Environ. Manag. 2022, 308, 114556. [Google Scholar] [CrossRef] [PubMed]
- Munirasu, S.; Haija, M.A.; Banat, F. Use of Membrane Technology for Oil Field and Refinery Produced Water Treatment—A Review. Process Saf. Environ. Prot. 2016, 100, 183–202. [Google Scholar] [CrossRef]
- Ebrahimi, M.; Willershausen, D.; Ashaghi, K.S.; Engel, L.; Placido, L.; Mund, P.; Bolduan, P.; Czermak, P. Investigations on the Use of Different Ceramic Membranes for Efficient Oil-Field Produced Water Treatment. Desalination 2010, 250, 991–996. [Google Scholar] [CrossRef]
- Sun, Y.; Zhou, S.; Chiang, P.-C.; Shah, K.J. Evaluation and Optimization of Enhanced Coagulation Process: Water and Energy Nexus. Water-Energy Nexus 2019, 2, 25–36. [Google Scholar] [CrossRef]
- Behin, J.; Aghajari, M. Influence of Water Level on Oil–Water Separation by Residence Time Distribution Curves Investigations. Sep. Purif. Technol. 2008, 64, 48–55. [Google Scholar] [CrossRef]
- Li, J.; Gu, Y. Coalescence of Oil-in-Water Emulsions in Fibrous and Granular Beds. Sep. Purif. Technol. 2005, 42, 1–13. [Google Scholar] [CrossRef]
- Yang, L.; Yu, J.; Ju, M.; Luo, B.; Wang, Z.; Hu, G. Intelligent Monitoring and Controlling Technology of Water Injection in Ultra-Low Permeability Reservoir of Ordos Basin. In Proceedings of the International Field Exploration and Development Conference 2017; Springer: Berlin/Heidelberg, Germany, 2018. [Google Scholar]
- Silva, G.; Correia, B.; Cunha, A.; Santos, B.; Lima, A. Water Injection for Oil Recovery by Using Reservoir Simulation Via Cfd. Int. J. Multiphysics 2017, 11, 83–96. [Google Scholar]
- El-Sayed, M.; Ramzi, M.; Hosny, R.; Fathy, M.; Moghny, T.A. Breakthrough Curves of Oil Adsorption on Novel Amorphous Carbon Thin Film. Water Sci. Technol. 2016, 73, 2361–2369. [Google Scholar] [CrossRef]
- El-Maghrabi, H.H.; Hosny, R.; Ramzi, M.; Fathy, M. Novel Mesoporous Silica (Mcm-41) and Its Characterization for Oil Adsorption from Produced Water Injected in Water Injection Projects Using Fixed Bed Column Processes. Desalin Water Treat 2017, 60, 70–77. [Google Scholar] [CrossRef]
- Hollanda, L.R.; Santos, S.B.F.; Faustino, J.G.A.A.; Dotto, G.L.; Foletto, E.L.; Chiavone-Filho, O. Oil Field–Produced Water Treatment: Characterization, Photochemical Systems, and Combined Processes. Environ. Sci. Pollut. Res. 2021, 28, 52744–52763. [Google Scholar] [CrossRef]
- Das, N.; Rajput, H.; Hassan, A.A.; Kumar, S. Application of Different Coagulants and Cost Evaluation for the Treatment of Oil and Gas Produced Water. Water 2023, 15, 464. [Google Scholar] [CrossRef]
- Khor, C.M.; Wang, J.; Li, M.; Oettel, B.A.; Kaner, R.B.; Jassby, D.; Hoek, E.M.V. Performance, Energy and Cost of Produced Water Treatment by Chemical and Electrochemical Coagulation. Water 2020, 12, 3426. [Google Scholar] [CrossRef]
- Al Hawli, B.; Benamor, A.; Hawari, A.A. A Hybrid Electro-Coagulation/Forward Osmosis System for Treatment of Produced Water. Chem. Eng. Process.-Process Intensif. 2019, 143, 107621. [Google Scholar] [CrossRef]
- Shah, M.T.; Parmar, H.B.; Rhyne, L.D.; Kalli, C.; Utikar, R.P.; Pareek, V.K. A Novel Settling Tank for Produced Water Treatment: Cfd Simulations and Piv Experiments. J. Pet. Sci. Eng. 2019, 182, 106352. [Google Scholar] [CrossRef]
- Zeliff, T.; Gallegos, C.; Alghamdi, K.; Goettsche, D.; Bernards, M. Hydrocyclone Separation in Combination with Mature Separation Techniques to Treat Produced Water. In Waste-Management Education Research Conference (WERC) 2021; IEEE: Piscataway, NJ, USA, 2021. [Google Scholar]
- Abdelrazeq, H.; Khraisheh, M.; Ashraf, H.M.; Ebrahimi, P.; Kunju, A. Sustainable Innovation in Membrane Technologies for Produced Water Treatment: Challenges and Limitations. Sustainability 2021, 13, 6759. [Google Scholar] [CrossRef]
- Wang, Z.; Wu, M.; Liang, X.; Huang, N.; Li, X. A Novel Vortex Flocculation Reactor for Efficient Water Treatment: Kinetic Modeling and Experimental Verification. Chem. Eng. Process.-Process Intensif. 2023, 183, 109245. [Google Scholar] [CrossRef]
- Kolmogorov, A.N. A Refinement of Previous Hypotheses Concerning the Local Structure of Turbulence in a Viscous Incompressible Fluid at High Reynolds Number. J. Fluid Mech. 1962, 13, 82–85. [Google Scholar] [CrossRef]
- Wang, L.-P.; Chen, S.; Brasseur, J.G.; Wyngaard, J.C. Examination of Hypotheses in the Kolmogorov Refined Turbulence Theory through High-Resolution Simulations. Part 1. Velocity Field. J. Fluid Mech. 1996, 309, 113–156. [Google Scholar] [CrossRef]
- Ban, Y.; Liu, L.; Du, J.; Ma, C. Investigation of the Treatment Efficiency and Mechanism of Microporous Flocculation Magnetic Fluidized Bed (Mfmfb) Reactor for Pb (Ii)-Containing Wastewater. Sep. Purif. Technol. 2024, 334, 125963. [Google Scholar] [CrossRef]
- Zhengong, T. Study on the Technology of Vortex Clarification and Its Application in Wastewater Treatment. Nat. Environ. Pollut. Technol. 2013, 12, 537. [Google Scholar]
- Dai, H.; Qiu, Z.; Hu, F.; Gao, C.; Chen, Y.F.; Zhou, Z. Floc Performance Parameters during Water Treatment in a Micro-Vortex Flocculation Process Determined by Machine Vision. Environ. Technol. 2019, 40, 3062–3071. [Google Scholar] [CrossRef] [PubMed]
- Meng, Q. The Impacts of Fracking on the Environment: A Total Environmental Study Paradigm. Sci. Total Environ. 2017, 580, 953–957. [Google Scholar] [CrossRef] [PubMed]
- GB 50428-2015; Code for Design of Oil Field Produced Water Treatment. Ministry of Housing and Urban-Rural Development of the People’s Republic of China (MOHURD): Beijing, China, 2015.
- Dai, H.; Cao, Z.; Hu, F.; Huang, B.; Wang, Y.; Luo, W. Research on Water Treatment of Kongmu-Lake Based on Micro Vortex Flocculation Technology with the Combination of Vortex Reactor. In IOP Conference Series: Earth and Environmental Science; IOP Publishing: Bristol, UK, 2019. [Google Scholar]
- Vendramel, S.; Bassin, J.P.; Dezotti, M.; Sant’Anna, G.L., Jr. Treatment of Petroleum Refinery Wastewater Containing Heavily Polluting Substances in an Aerobic Submerged Fixed-Bed Reactor. Environ. Technol. 2015, 36, 2052–2059. [Google Scholar] [CrossRef] [PubMed]
- Xie, W.; Li, B.; Xu, Y.; Hui, X.; Tang, L.; Zhang, W.; Wang, Z.; Zhu, J. Produced Water Treatment System and Process. Available online: https://patents.google.com/patent/CN109455831B/en (accessed on 31 August 2021).
- Xie, W.; Li, B.; Zhuang, D.; Hui, X.; Yang, Q.; Liu, H.; Lv, C.; Tang, L.; Li, F.; Zhang, W. A Kind of Degreasing Unit. Available online: https://patents.google.com/patent/CN207566940U/en (accessed on 3 July 2018).
- Xie, W.; Li, B.; Xu, Y.; Hui, X.; Tang, L.; Zhang, W.; Wang, Z.; Zhu, J. A Kind of Degreasing Unit. Available online: https://patents.google.com/patent/CN207175538U/en (accessed on 3 April 2018).




| Number | Permeability Rate (K) (mD) | Oil (mg/L) | Suspended Solids (mg/L) |
|---|---|---|---|
| 1 | 0.5 to 2.0 | ≤30.0 | ≤25.0 |
| 2 | 0.05 to 0.5 | ≤15.0 | ≤20.0 |
| 3 | 0.01 to 0.05 | ≤10.0 | ≤15.0 |
| 4 | <0.01 | ≤5.0 | ≤8.0 |
| Number | Coagulant (mg/L) | Flocculant (mg/L) | Oil Removal Rate (%) | Suspended Solids Removal Rate (%) |
|---|---|---|---|---|
| 1 | 16.0 | 0.5 | A1 | B1 |
| 2 | 16.0 | 1.0 | A2 | B2 |
| 3 | 22.0 | 0.5 | A3 | B3 |
| 4 | 22.0 | 1.0 | A4 | B4 |
| Number | Coagulant (mg/L) | Flocculant (mg/L) | Influent Oil (mg/L) | Effluent Oil (mg/L) | Oil Removal (%) | Influent Suspended Solids (mg/L) | Effluent Suspended Solids (mg/L) | Suspended Solids Removal (%) |
|---|---|---|---|---|---|---|---|---|
| 1 | 16.0 | 0.5 | 82.9 | 19.3 | 76.7 | 32.2 | 17.8 | 44.7 |
| 2 | 16.0 | 1.0 | 113.2 | 18.9 | 83.3 | 36.2 | 22.0 | 39.2 |
| 3 | 22.0 | 0.5 | 243.3 | 13.4 | 94.5 | 48.0 | 18.8 | 60.8 |
| 4 | 22.0 | 1.0 | 108.1 | 13.1 | 87.9 | 38.8 | 15.8 | 59.3 |
| Number | Dosage (mg/L) | AOR (%) | ASR (%) |
|---|---|---|---|
| 1 | 0.5 (F *) | 85.6 | 52.8 |
| 2 | 1.0 (F *) | 85.6 | 49.3 |
| 3 | 16.0 (C *) | 80.0 | 42.0 |
| 4 | 22.0 (C *) | 91.2 | 60.1 |
| Number | Coagulant (mg/L) | Flocculant (mg/L) | Influent Oil (mg/L) | Effluent Oil (mg/L) | Oil Removal (%) | Influent Suspended Solids (mg/L) | Effluent Suspended Solids (mg/L) | Suspended Solids Removal (%) |
|---|---|---|---|---|---|---|---|---|
| 1 | 0.0 | 0.0 | 282.9 | 64.4 | 77.2 | 38.2 | 22.2 | 41.9 |
| 2 | 4.0 | 0.5 | 152.6 | 25.5 | 83.3 | 60.4 | 22 | 63.6 |
| 3 | 10.0 | 0.5 | 156.2 | 19.1 | 87.8 | 28 | 26.1 | 6.8 |
| 4 | 16.0 | 0.5 | 142.9 | 19.3 | 86.5 | 32.2 | 17.8 | 44.7 |
| 5 | 22.0 | 0.5 | 243.3 | 13.4 | 94.5 | 48 | 18.8 | 60.8 |
| 6 | 28.0 | 0.5 | 160.1 | 14.5 | 90.9 | 56.6 | 17.6 | 68.9 |
| 7 | 34.0 | 0.5 | 137.4 | 62 | 54.9 | 64.4 | 61.8 | 4.0 |
| Number | Coagulant (mg/L) | Flocculant (mg/L) | Influent Oil (mg/L) | Effluent Oil (mg/L) | Oil Removal (%) | Influent Suspended Solids (mg/L) | Effluent Suspended Solids (mg/L) | Suspended Solids Removal (%) |
|---|---|---|---|---|---|---|---|---|
| 1 | 0.0 | 0.0 | 284.3 | 37.1 | 87.0 | 52.1 | 21.8 | 58.2 |
| 2 | 4.0 | 0.5 | 121.3 | 11.9 | 90.2 | 34.6 | 19.8 | 42.8 |
| 3 | 10.0 | 0.5 | 67.5 | 3.1 | 95.4 | 50 | 8.5 | 83.0 |
| 4 | 16.0 | 0.5 | 255.6 | 6.5 | 97.5 | 28.2 | 12.1 | 57.1 |
| 5 | 22.0 | 0.5 | 145.4 | 6.3 | 95.7 | 27.8 | 18.3 | 34.2 |
| 6 | 28.0 | 0.5 | 68.3 | 3.6 | 94.7 | 23.8 | 11.9 | 50.0 |
| 7 | 34.0 | 0.5 | 83.3 | 53.8 | 35.4 | 58.1 | 45.7 | 21.3 |
| Processes | Sampling Point | Retention Time (h) | Average Oil (mg/L) | Average Suspended Solids (mg/L) | Oil Removal (%) | Suspended Solids Removal (%) |
|---|---|---|---|---|---|---|
| Inflow | Inlet line | 172.7 | 36.1 | - | - | |
| Natural settling | Effluent of the union station’s natural settling tank | 7.5 | 70.1 | 32.4 | 59.4 | 10.2 |
| Effluent of NR chamber | 2.5 | 88.2 | 30.9 | 48.9 | 14.4 | |
| Coagulation sedimentation | Effluent of union station’s coagulation sedimentation tank | 6.5 | 42.8 | 16.4 | 75.2 | 54.6 |
| Effluent of CS chamber | 2.0 | 7.5 | 11.1 | 95.7 | 69.3 |
| Days of Operation | Oil Removal Rate Average (%) | Oil Removal Rate Variance | Suspended Solids Removal Rate Average (%) | Suspended Solids Removal Rate Variance |
|---|---|---|---|---|
| Days 1 to 30 | 93.3 | 12.3 | 63.1 | 233.6 |
| Days 31 to 60 | 93.6 | 11.4 | 64.4 | 222.9 |
| Days 61 to 80 | 96.0 | 4.1 | 70.2 | 47.6 |
| Whole period | 94.2 | 10.8 | 65.4 | 187.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, D.; Xie, W.; Zhu, J.; Li, B.; Wang, L.; Chen, T.; Sheng, Y.; Huang, X. Oil Removal Technology for Water Injection in Low-Permeability Reservoirs: A Micro-Vortex Flow Approach. Processes 2024, 12, 1092. https://doi.org/10.3390/pr12061092
Zhao D, Xie W, Zhu J, Li B, Wang L, Chen T, Sheng Y, Huang X. Oil Removal Technology for Water Injection in Low-Permeability Reservoirs: A Micro-Vortex Flow Approach. Processes. 2024; 12(6):1092. https://doi.org/10.3390/pr12061092
Chicago/Turabian StyleZhao, Dawei, Weihong Xie, Jingyi Zhu, Bing Li, Lirong Wang, Tao Chen, Yuxin Sheng, and Xiujie Huang. 2024. "Oil Removal Technology for Water Injection in Low-Permeability Reservoirs: A Micro-Vortex Flow Approach" Processes 12, no. 6: 1092. https://doi.org/10.3390/pr12061092
APA StyleZhao, D., Xie, W., Zhu, J., Li, B., Wang, L., Chen, T., Sheng, Y., & Huang, X. (2024). Oil Removal Technology for Water Injection in Low-Permeability Reservoirs: A Micro-Vortex Flow Approach. Processes, 12(6), 1092. https://doi.org/10.3390/pr12061092