
Experimental Investigations and Optimum Performance Evaluation of Wire-EDM Characteristics of Aluminium 6061-Magnesite Composites

 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Fabrication of Composites
2.2. Wire-Electrical Discharge Machining
2.3. Uncertainty Analysis
2.4. Mathematical Modelling and ANOVA
2.5. Multi-Response Optimization
2.5.1. Salp-Swarm Optimization Algorithm
2.5.2. Dragonfly Optimization Algorithm
2.5.3. Desirability Function
2.5.4. SSO-DF and DFO-DF Steps
3. Results and Discussion
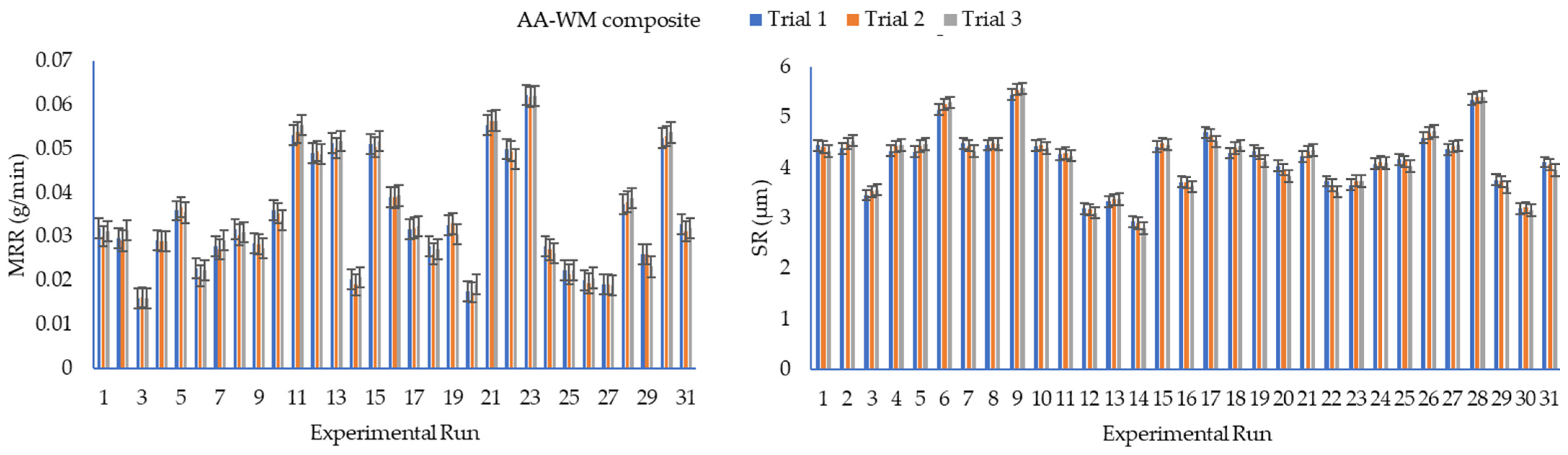
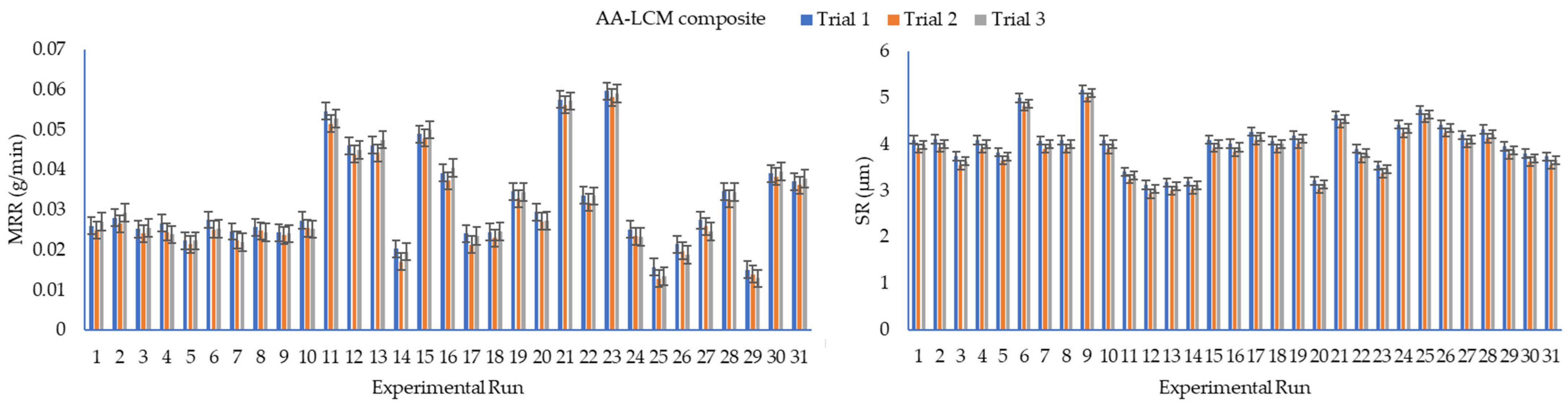
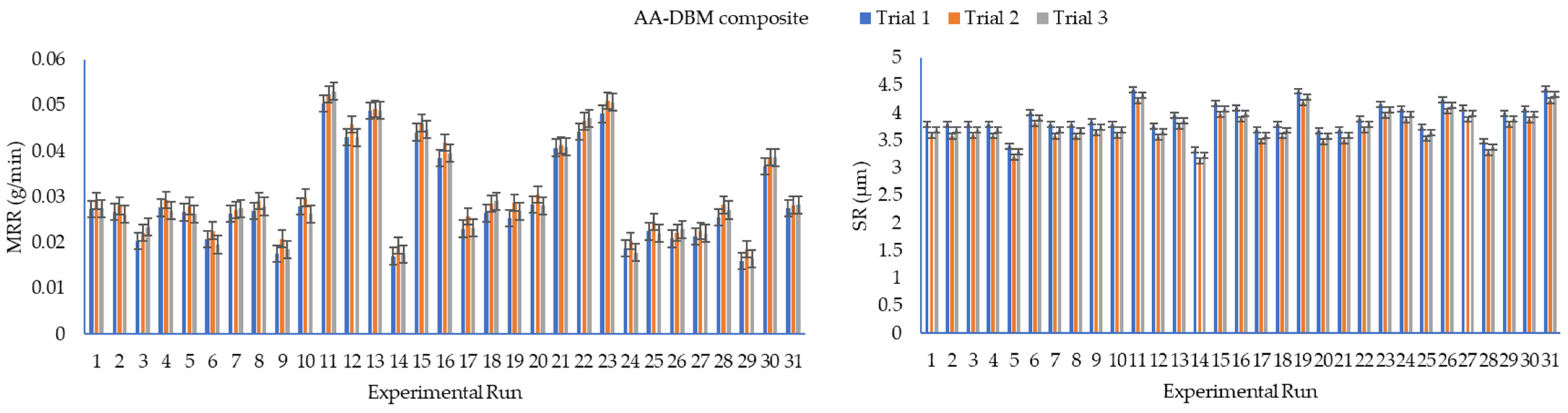
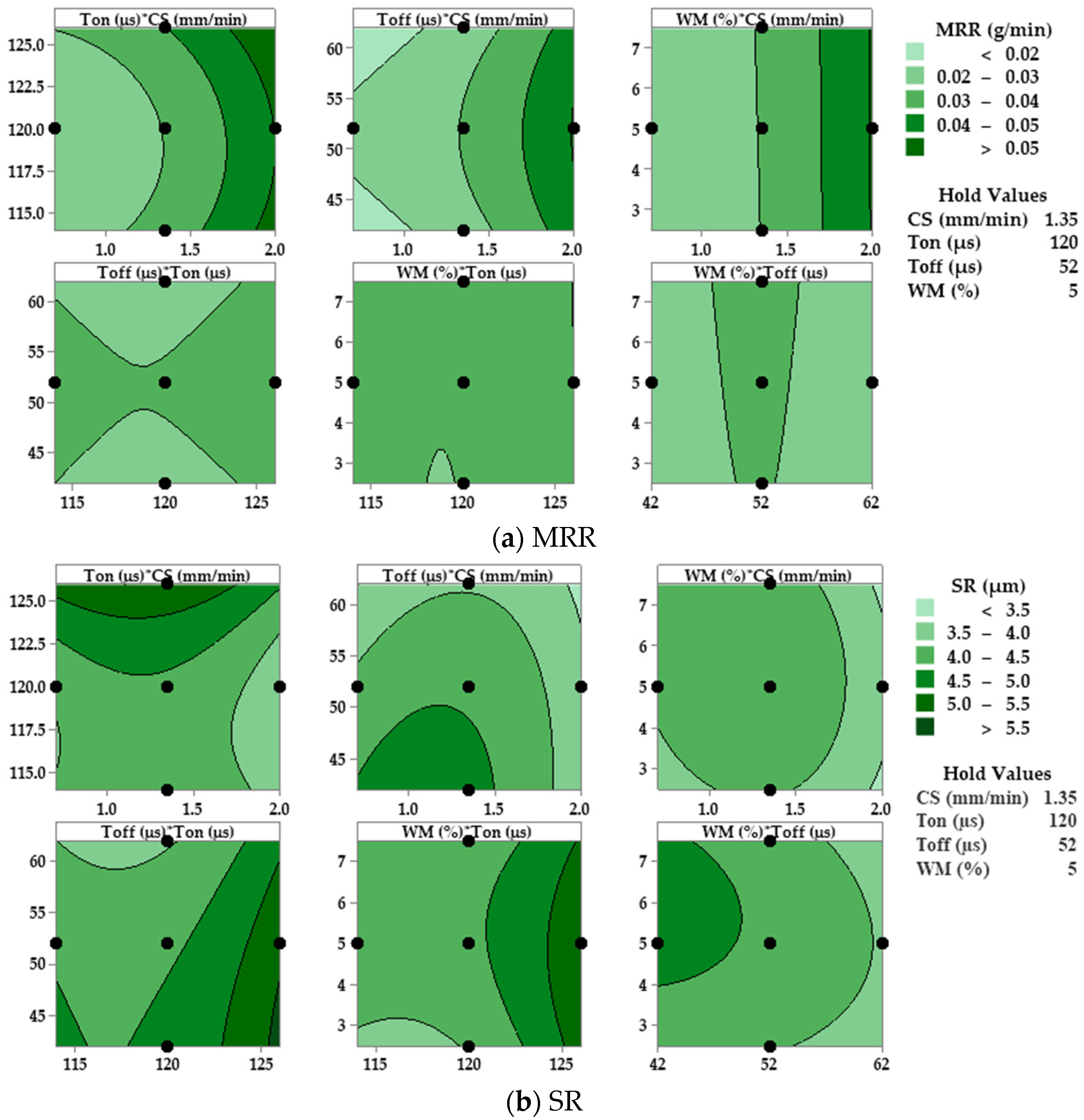
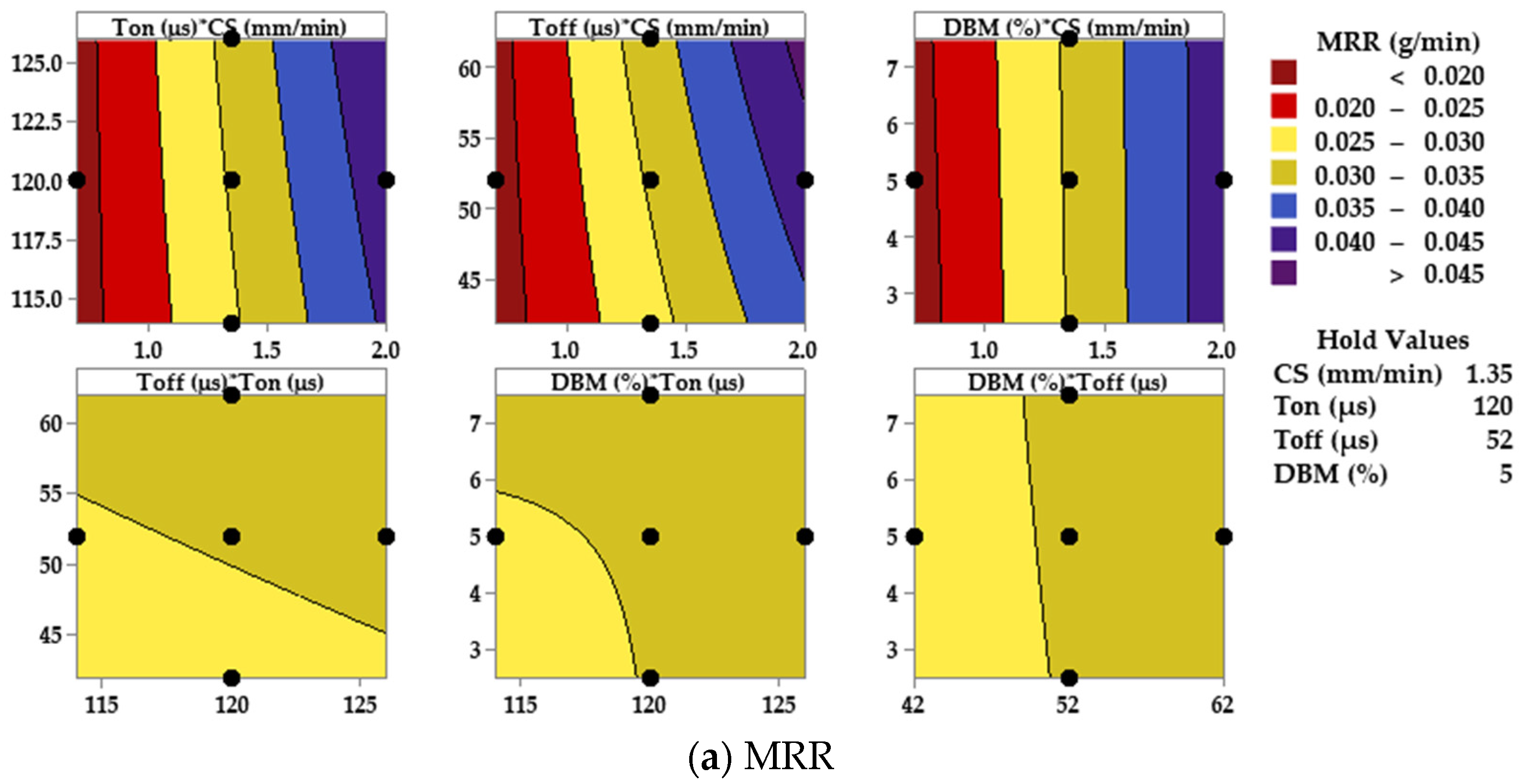
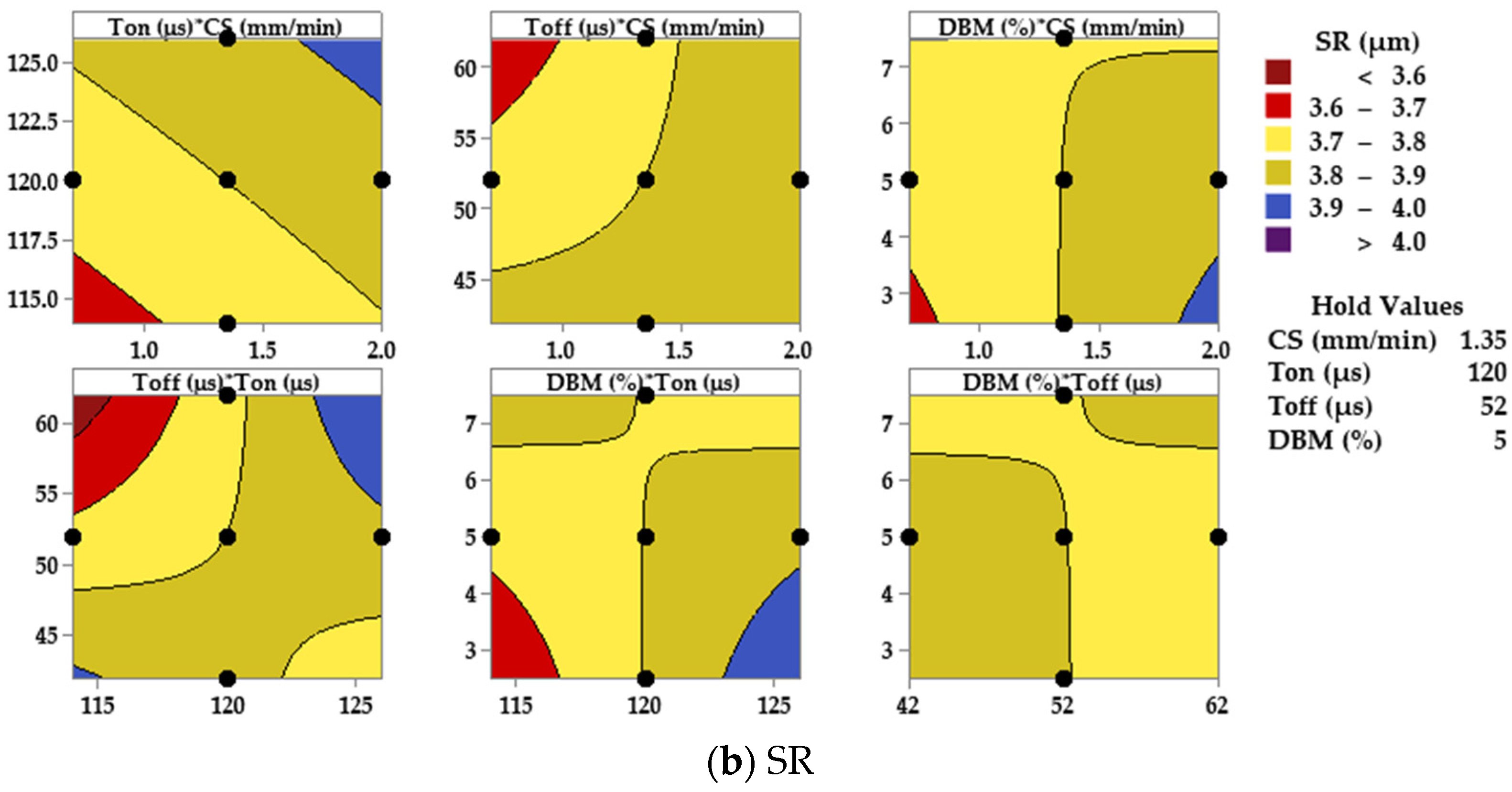
3.1. Significance of Experimental Parameters on MRR and SR
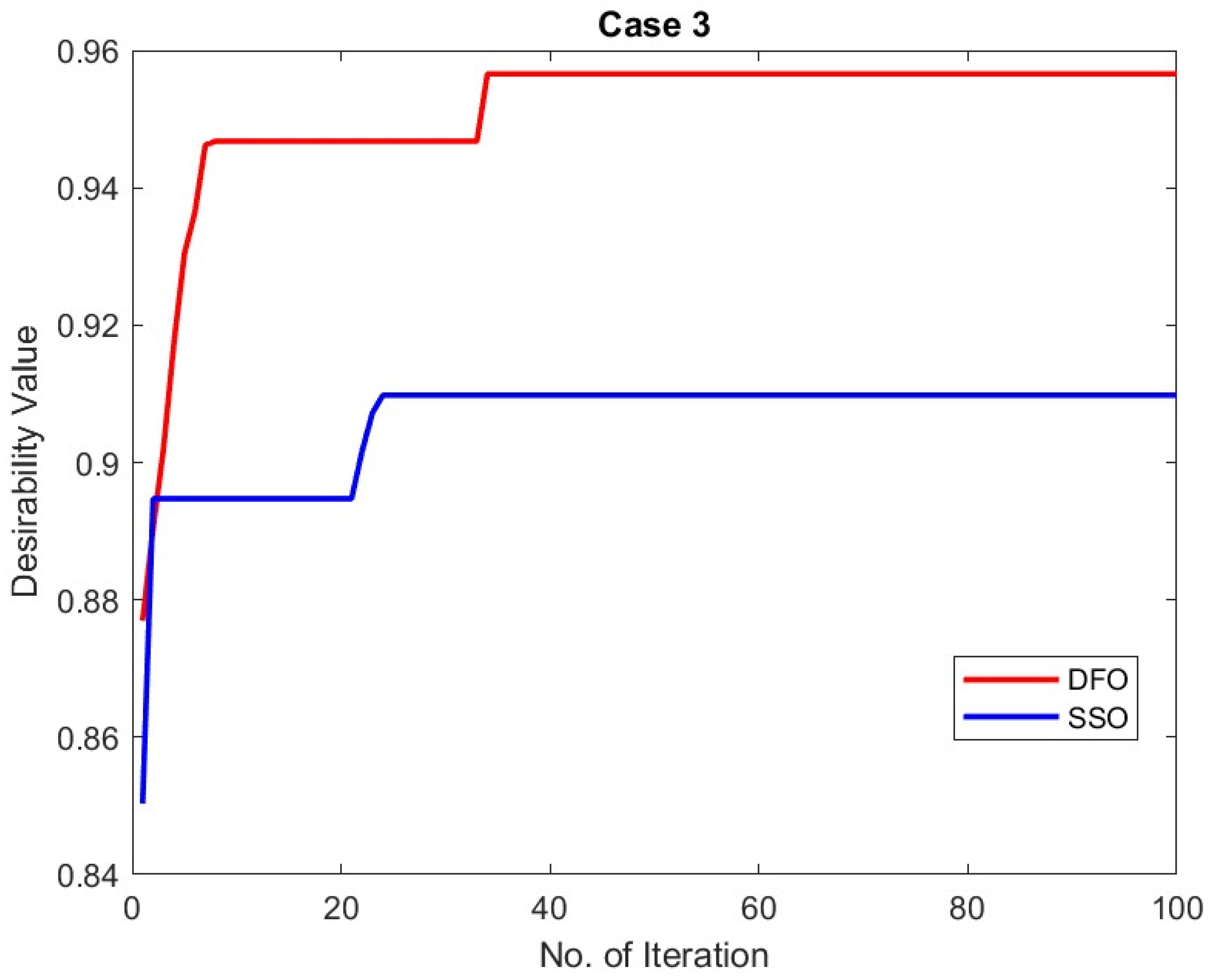
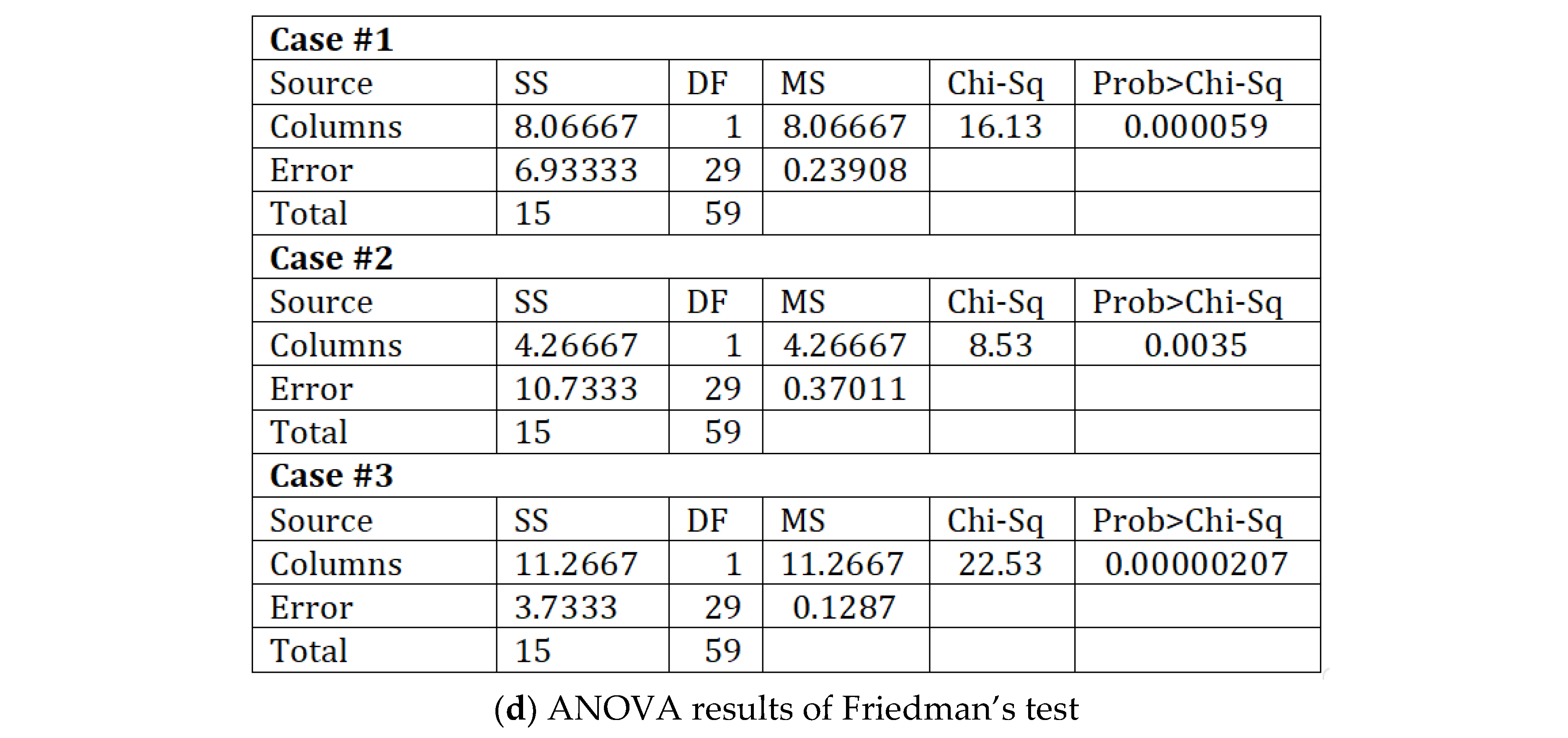
3.2. Friedman Statistical Test
4. Conclusions
- The pulse-on time has a substantial impact on MRR. Longer pulse-on times enhance the prospect of more material melting, hence elevating MRR. Because the specimen’s surface erodes and forms microcracks more quickly with longer pulse-on periods, the surface texture of the specimen becomes rougher.
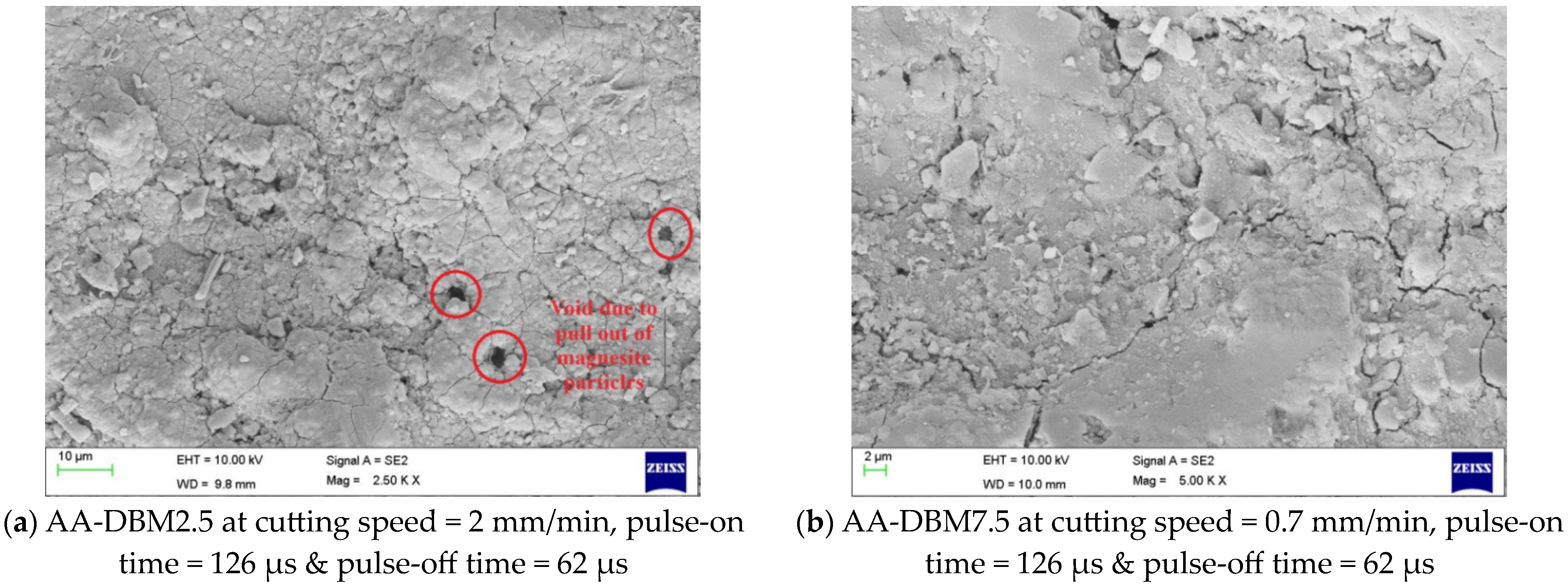
- Magnesite granules are distributed sparingly throughout the specimen. Many of the magnesite particles become marginally more malleable during the machining process.
- WEDM generates low roughness on the specimen at low pulse-on time (114 μs) and high cutting speed (mm/min). Microcracks start to occur on machined surfaces at higher pulse-on time values and increase the surface roughness.
- As the ceramic nature of higher concentrations of high-hardness magnesite particles resist erosion, microcracks are developed on the machined composite
- Performance models for the WEDM process have been developed that link process and product characteristics to performance metrics like MRR and SR.
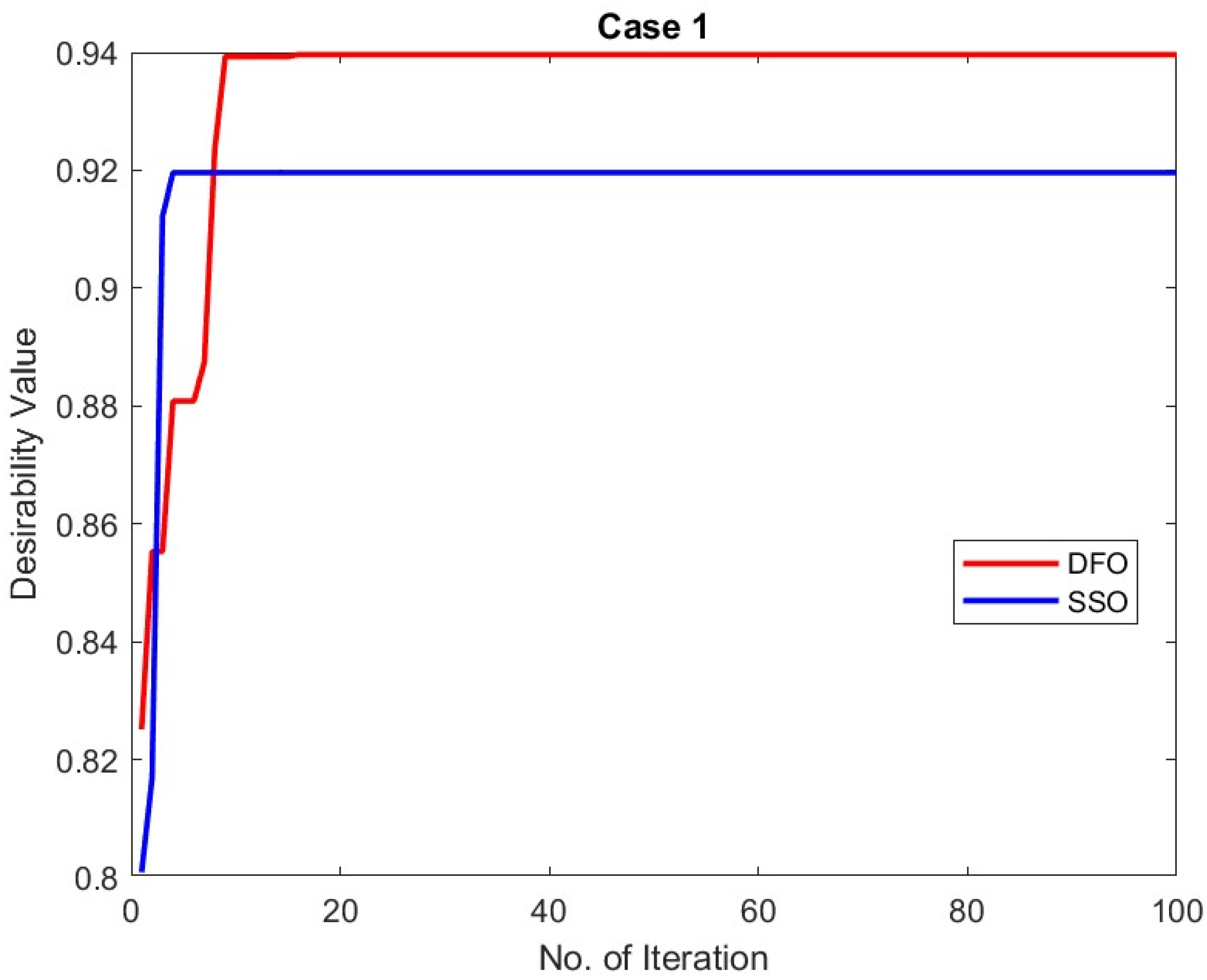
- It was found that SSO-DF and DFO-DF, two meta-heuristic algorithms were very successful in identifying the optimum machining parameters.
- The WEDM parameters such as CS = 2 mm/min, Ton = 114 μs, and Toff = 62 μs produce the best results of MRR = 0.0434 g/min and SR = 3.18 μm for Al6061/Wt. 2.5% LCM composite.
- Al6061/Wt. 2.5% WM has the best machinability among the other grades of waste magnesite composites based on the optimum WEDM conditions such as CS of 2 mm/min, Ton of 114 μs, Toff of 48 μs, MRR = 0.0524 g/min and SR = 3.275 μm.
- The best machining parameters for Al6061/Wt. 5% DBM composite were determined to be CS = 2 mm/min, Ton = 114 μs and Toff = 62 μs, with MRR = 0.0524 g/min and SR = 3.275 μm.
- The confirmatory trials established the appropriateness of these algorithms for optimizing the WEDM characteristics for Al6061-Magnesite composites.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| WEDM | Wire Electrical Discharge Machining | RSM | Response Surface Methodology |
| AMMC | Aluminium Metal Matrix Composite | R2 | Coefficient of determination |
| LCM | Lightly-Calcined Magnesite | Y | Objective function |
| DBM | Dead Burnt Magnesite | a0, bi, ci, di | Regression constants |
| WM | Waste Magnesite | Pi | ith parameter’s value |
| CCD | Central Composite Design | np | Number of parameters |
| MRR | Material Removal Rate (g/min) | i | Index value of parameters |
| SR | Surface Roughness (μm) | Position of lead Salp in the jth variable | |
| CS | Cutting Speed (mm/min) | Fj | Position of food in the jth variable |
| Ton | Pulse-on Time (μs) | ubj | Upper bound of the jth variable |
| Toff | Pulse-off Time (μs) | lbj | Lower bound of the jth variable |
| FESEM | Field Emission Scanning Electron Microscope | c1 | Coefficient |
| c2, c3 | Random numbers (0,1) | ||
| EDAX | Energy Dispersive X-ray Analysis | ith follower-Salp in the jth variable | |
| SSO | Salp-swarm Optimization | Si | Separation behaviour of the ith dragonfly |
| DFO | Dragonfly Optimization | X | Position of the current dragonfly |
| DF | Desirability Function | Xj | Position of the jth neighbouring dragonfly |
| TOPSIS | Technique for Order of Preference by Similarity to Ideal Solution | Ai | Alignment behaviour by ith dragonfly |
| Vj | Velocity of the neighbour dragonflies | ||
| GRA | Grey Relational Analysis | N | Number of neighbours in the vicinity |
| PSI | Preference Selection Index | Ci | Cohesion factor of the ith dragonfly |
| GA | Genetic Algorithm | Fi | Food source (ith dragonfly) |
| PSO | Particle Swarm Optimization | X+ | Position of food source |
| HS | Harmony Search | Ei | Position of foe of ith dragonfly |
| SSO-DF | Salp-swarm Optimization-Desirability Function | X− | Position of foe |
| ΔX | Step vector | ||
| DFO-DF | Dragonfly Optimization-Desirability Function | ΔXt+1 | Step vector update |
| s, a, c | Separation, Alignment, Cohesion factors | ||
| AA-LCM | Aluminium 6061-Lightly-Calcined Magnesite | f, e, w | Food, Enemy, Inertia factors |
| t | Current iteration | ||
| AA-DBM | Aluminium 6061-Dead Burnt Magnesite | d(MRR) | Individual desirability for MRR |
| AA-WM | Aluminium 6061-Waste Magnesite | d(SR) | Individual desirability for SR |
| ANOVA | Analysis of Variance | D | Composite desirability |
References
- Bharat, N.; Bose, P.S.C. A study on conventional and non-conventional machining behaviour of metal matrix composites: A review. Int. J. Ambient. Energy 2022, 43, 7600–7616. [Google Scholar] [CrossRef]
- Umer, U.; Mohammed, M.K.; Abidi, M.H.; Alkhalefah, H.; Kishawy, H.A. Machinability analysis and multi-response optimization using NGSA-II algorithm for particle reinforced aluminum based metal matrix composites. Adv. Prod. Eng. Manag. 2022, 17, 205–218. [Google Scholar] [CrossRef]
- Sidhu, S.S.; Ablyaz, T.R.; Bains, P.S.; Muratov, K.R.; Shlykov, E.S.; Shiryaev, V.V. Parametric Optimization of Electric Discharge Machining of Metal Matrix Composites Using Analytic Hierarchy Process. Micromachines 2021, 12, 1289. [Google Scholar] [CrossRef] [PubMed]
- Haja Syeddu Masooth, P.; Bharathiraja, G.; Jayakumar, V.; Palani, K. Analysis of machining characteristics in electrical discharge machining of SiC and Al2O3 reinforced AA6061 hybrid metal matrix composites using Taguchi and ANOVA techniques. Mater. Res. Express 2022, 9, 046521. [Google Scholar] [CrossRef]
- Choudhary, R.; Singh, G.; Kumar, K.; Bharti, P.; Kumar, R.; Kumar, V. Investigations of electrical discharge machining of Al6061/14%wt fly-ash composite with different tool electrodes. Mater. Today Proc. 2018, 5, 19923–19932. [Google Scholar] [CrossRef]
- Ramraji, K.; Rajkumar, K.; Selvakumar, G.; Ram Prakash, S. Investigations on the influence of particle reinforcement and wire materials on the surface quality and machining characteristics of AA6061-TiB2 alloy in WEDM. Surf. Topogr. Metrol. Prop. 2021, 9, 035029. [Google Scholar] [CrossRef]
- Lenin, N.; Sivakumar, M.; Selvakumar, G.; Rajamani, D.; Sivalingam, V.; Gupta, M.K.; Mikolajczyk, T.; Pimenov, D.Y. Optimization of Process Control Parameters for WEDM of Al-LM25/Fly Ash/B4C Hybrid Composites Using Evolutionary s: A Comparative Study. Metals 2021, 11, 1105. [Google Scholar] [CrossRef]
- Reddy, T.P.; Kishore, S.J.; Theja, P.C.; Rao, P.P. Development and wear behavior investigation on aluminum-7075/B4C/fly ash metal matrix composites. Adv. Compos. Hybrid Mater. 2020, 3, 255–265. [Google Scholar] [CrossRef]
- Kumar, D.; Singh, P.K.; Saini, P. Morphological and mechanical characterization of the Al-4032/granite powder composites. J. Compos. Mater. 2022, 56, 2433–2442. [Google Scholar] [CrossRef]
- Satyanarayana, T.; Rao, P.S.; Krishna, M.G. Influence of wear parameters on friction performance of A356 aluminum—Graphite/granite particles reinforced metal matrix hybrid composites. Heliyon 2019, 5, e01770. [Google Scholar] [CrossRef]
- Singha, R.K.; Algahtanib, A.; Al-Mughanamc, T.; Mahdid, I.; Tirthe, V. Characterization of green ceramic-aluminum composites developed from waste recycling. J. Ceram. Process. Res. 2023, 24, 525–534. [Google Scholar]
- Ayyappan, S.; Saminathan, M.; Selvarasan, R. Investigation on Mechanical and Tribological properties of magnesite reinforced aluminium 6061 composites. Mater. Res. Express 2022, 9, 075502. [Google Scholar] [CrossRef]
- Saminathan, M.; Ayyappan, S. Influence of waste magnesite particle reinforcement on the mechanical, corrosive and wear behaviour of 6061 Aluminium Composites. Chiang Mai J. Sci. 2024, 50, e2024037. [Google Scholar]
- Chakraborty, S.; Bhattacharyya, B.; Diyaley, S. Applications of optimization techniques for parametric analysis of non-traditional machining processes: A Review. Manag. Sci. Lett. 2019, 9, 467–494. [Google Scholar] [CrossRef]
- Patnaik, P.K.; Mishra, S.K.; Swain, P.T.R.; Purohit, A.; Parija, S.K.; Panda, S.S. Multi-Objective optimization and experimental analysis of Electro-Discharge Machining parameters via Gray-Taguchi, TOPSIS-Taguchi and PSI-Taguchi methods. Mater. Today Proc. 2022, 62, 6189–6198. [Google Scholar] [CrossRef]
- Mirjalili, S. Dragonfly: A new meta-heuristic optimization technique for solving single-objective, discrete, and multi-objective problems. Neural Comput. Appl. 2016, 27, 1053–1073. [Google Scholar] [CrossRef]
- Mirjalili, S.; Gandomi, A.H.; Mirjalili, S.Z.; Saremi, S.; Faris, H.; Mirjalili, S.M. Salp Swarm: A bio-inspired for engineering design problems. Adv. Eng. Softw. 2017, 114, 163–191. [Google Scholar] [CrossRef]
- Siva Kumar, M.; Rajamani, D.; El-Sherbeeny, A.M.; Balasubramanian, E.; Karthik, K.; Hussein, H.M.A.; Astarita, A. Intelligent Modeling and Multi-Response Optimization of AWJC on Fiber Intermetallic Laminates through a Hybrid ANFIS-Salp Swarm Algorithm. Materials 2022, 15, 7216. [Google Scholar] [CrossRef] [PubMed]
- Khalilpourazari, S.; Khalilpourazary, S. Optimization of time, cost and surface roughness in grinding process using a robust multi-objective dragonfly algorithm. Neural Comput. Appl. 2020, 32, 3987–3998. [Google Scholar] [CrossRef]
- Świercz, R.; Oniszczuk-Świercz, D.; Chmielewski, T. Multi-Response Optimization of Electrical Discharge Machining Using the Desirability Function. Micromachines 2019, 10, 72. [Google Scholar] [CrossRef]
- Ayyappan, S.; Sivakumar, K. Investigation of electrochemical machining characteristics of 20MnCr5 alloy steel using potassium dichromate mixed aqueous NaCl electrolyte and optimization of process parameters. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 229, 1984–1996. [Google Scholar] [CrossRef]
- Ayyappan, S.; Sivakumar, K. Enhancing the performance of electrochemical machining of 20MnCr5 alloy steel and optimization of process parameters by PSO-DF. Int. J. Adv. Manuf. Technol. 2016, 82, 2053–2064. [Google Scholar] [CrossRef]
- Kalaimathi, M.; Venkatachalam, G.; Sivakumar, M.; Ayyappan, S. Multi-response optimization of electrochemical machining process parameters by harmony search-desirability function (HS-DF). Int. J. Manuf. Technol. Manag. 2017, 34, 331–348. [Google Scholar] [CrossRef]
- Soltani, S.; Azari Khosroshahi, R.; Taherzadeh Mousavian, R.; Jiang, Z.Y.; Boostani, A.F.; Brabazon, D. Stir casting process for manufacture of Al–SiC composites. Rare Met. 2017, 36, 581–590. [Google Scholar] [CrossRef]
- Raei, M.; Panjepour, M.; Meratian, M. Effect of stirring speed and time on microstructure and mechanical properties of Cast Al–Ti–Zr–B4C composite produced by stir casting. Russ. J. Non-Ferr. Met. 2016, 57, 347–360. [Google Scholar] [CrossRef]
- Prabu, S.B.; Karunamoorthy, L.; Kathiresan, S.; Mohan, B. Influence of stirring speed and stirring time on distribution of particles in cast metal matrix composite. J. Mater. Process. Technol. 2006, 171, 268–273. [Google Scholar] [CrossRef]
- Puertas, I.; Luis, C.J. A study on the machining parameters optimization of electrical discharge machining. J. Mater. Process. Technol. 2003, 143–144, 521–526. [Google Scholar] [CrossRef]
- Deepak, D.; Gowrishankar, M.C.; Sai Shreyas, D. Investigation on the Wire Electric Discharge Machining Performance of artificially aged Al6061/B4C composites by Response Surface Method. Mater. Res. 2022, 25, e20220010. [Google Scholar] [CrossRef]
- Shettar, M.; Hiremath, P.; Shankar, G.; Kini, A.; Sharma, S. Tribolayer behaviour and wear of artificially aged Al6061 hybrid composites. Int. J. Automot. Mech. Eng. 2021, 18, 8668–8676. [Google Scholar] [CrossRef]
- Bhowmik, A.; Dey, D.; Biswas, A. Comparative Study of Microstructure, Physical and Mechanical Characterization of SiC/TiB2 Reinforced Aluminium Matrix Composite. Silicon 2021, 13, 2003–2010. [Google Scholar] [CrossRef]
- Gopalakannan, S.; Senthilvelan, T.; Ranganathan, S. Modeling and Optimization of EDM Process Parameters on Machining of Al 7075-B4C MMC Using RSM. Procedia Eng. 2012, 38, 685–690. [Google Scholar] [CrossRef]
- Dey, A.; Reddy Bandi, V.R.; Pandey, K.M. Wire electrical discharge machining characteristics of AA6061/cenosphere aluminium matrix composites using RSM. Mater. Today Proc. 2018, 5 Pt 1, 1278–1285. [Google Scholar] [CrossRef]
- Imran, M.; Anwar Khan, A.R. Characterization of Al-7075 metal matrix composites: A review. J. Mater. Res. Technol. 2019, 8, 3347–3356. [Google Scholar] [CrossRef]
- Hariharan, S.; Marimuthu, U.; Sundaresan, T.; Shanmugam, S.K.; Radhakrishnan, R.G.; Mierzwinshi, D.; Walter, J. Wire electric discharge machining of aluminium hybrid composite: Renewable energy based IoT approach. J. Curr. Sci. Technol. 2023, 14, 12. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composite Grade | Nomenclature | Density (g/cm3) |
|---|---|---|
| Al6061/Wt. 2.5% LCM | AA-LCM2.5 | 2.77 |
| Al6061/Wt. 5% LCM | AA-LCM5 | 2.8 |
| Al6061/Wt. 7.5% LCM | AA-LCM7.5 | 3.07 |
| Al6061/Wt. 2.5% DBM | AA-DBM2.5 | 3 |
| Al6061/Wt. 5% DBM | AA-DBM5 | 2.63 |
| Al6061/Wt. 7.5%DBM | AA-DBM7.5 | 3.17 |
| Al6061/Wt. 2.5% WM | AA-WM2.5 | 2.93 |
| Al6061/Wt. 5% WM | AA-WM5 | 2.97 |
| Al6061/Wt. 7.5% WM | AA-WM7.5 | 3.07 |
| Process Variables | Values |
|---|---|
| Applied Current | 3–24 Amp |
| Gap voltage | 0–230 V |
| Dielectric fluid | Deionized water |
| Flow rate of dielectric | 9 L/min |
| Dielectric tank capacity | 200 L |
| Flushing pressure | 0.5 kgf/cm2 |
| Electrode | Brass wire of dia 0.18 mm |
| X-movement | 400 mm |
| Y-movement | 300 mm |
| Z-movement | 300 mm |
| Parameters | Notations | Levels | ||
|---|---|---|---|---|
| 1 | 2 | 3 | ||
| Cutting Speed (mm/min) | CS | 0.75 | 1.35 | 2 |
| Pulse-on Time (µs) | Ton | 114 | 120 | 126 |
| Pulse-off Time (µs) | Toff | 42 | 52 | 62 |
| Wt. fraction of magnesite in Aluminium 6061 Alloy (%) | LCM, DBM, WM | 2.5 | 5 | 7.5 |
| Exp. No. | CS (mm/min) | Ton (µs) | Toff (µs) | Wt. of Magnesite (%) | Case#1: AA-WM Composite | Case#2: AA-LCM Composite | Case#3: AA-DBM Composite | |||
|---|---|---|---|---|---|---|---|---|---|---|
| MRR (g/min) | SR (µm) | MRR (g/min) | SR (µm) | MRR (g/min) | SR (µm) | |||||
| 1 | 1.35 | 120 | 52 | 5 | 0.031 | 4.391 | 0.026 | 3.998 | 0.028 | 3.689 |
| 2 | 1.35 | 120 | 52 | 5 | 0.030 | 4.461 | 0.028 | 4.016 | 0.027 | 3.686 |
| 3 | 0.70 | 114 | 62 | 7.5 | 0.016 | 3.515 | 0.025 | 3.641 | 0.022 | 3.698 |
| 4 | 1.35 | 120 | 52 | 5 | 0.029 | 4.401 | 0.025 | 3.995 | 0.028 | 3.688 |
| 5 | 1.35 | 114 | 52 | 5 | 0.036 | 4.403 | 0.022 | 3.737 | 0.027 | 3.297 |
| 6 | 0.70 | 126 | 42 | 2.5 | 0.022 | 5.231 | 0.026 | 4.898 | 0.021 | 3.911 |
| 7 | 1.35 | 120 | 52 | 5 | 0.028 | 4.410 | 0.023 | 3.997 | 0.027 | 3.687 |
| 8 | 1.35 | 120 | 52 | 5 | 0.031 | 4.462 | 0.025 | 3.999 | 0.028 | 3.685 |
| 9 | 0.70 | 126 | 42 | 7.5 | 0.028 | 5.520 | 0.024 | 5.099 | 0.019 | 3.740 |
| 10 | 1.35 | 120 | 52 | 5 | 0.035 | 4.421 | 0.026 | 3.997 | 0.028 | 3.688 |
| 11 | 2.00 | 126 | 62 | 2.5 | 0.054 | 4.260 | 0.053 | 3.327 | 0.052 | 4.327 |
| 12 | 2.00 | 114 | 62 | 2.5 | 0.049 | 3.151 | 0.045 | 3.030 | 0.044 | 3.659 |
| 13 | 2.00 | 114 | 62 | 7.5 | 0.051 | 3.353 | 0.046 | 3.092 | 0.049 | 3.863 |
| 14 | 0.70 | 114 | 62 | 2.5 | 0.020 | 2.875 | 0.019 | 3.111 | 0.018 | 3.234 |
| 15 | 2.00 | 126 | 42 | 2.5 | 0.051 | 4.450 | 0.049 | 4.007 | 0.045 | 4.078 |
| 16 | 2.00 | 114 | 42 | 7.5 | 0.039 | 3.681 | 0.039 | 3.925 | 0.040 | 3.985 |
| 17 | 1.35 | 120 | 42 | 5 | 0.032 | 4.620 | 0.023 | 4.171 | 0.024 | 3.588 |
| 18 | 1.35 | 120 | 52 | 5 | 0.027 | 4.370 | 0.024 | 3.997 | 0.028 | 3.686 |
| 19 | 1.35 | 120 | 52 | 7.5 | 0.032 | 4.241 | 0.034 | 4.108 | 0.027 | 4.295 |
| 20 | 1.35 | 120 | 62 | 5 | 0.018 | 3.940 | 0.028 | 3.130 | 0.029 | 3.579 |
| 21 | 2.00 | 126 | 42 | 7.5 | 0.056 | 4.297 | 0.057 | 4.535 | 0.041 | 3.597 |
| 22 | 2.00 | 120 | 52 | 5 | 0.049 | 3.632 | 0.033 | 3.804 | 0.046 | 3.794 |
| 23 | 2.00 | 126 | 62 | 7.5 | 0.062 | 3.710 | 0.059 | 3.462 | 0.050 | 4.057 |
| 24 | 0.70 | 126 | 62 | 7.5 | 0.027 | 4.091 | 0.024 | 4.336 | 0.019 | 3.970 |
| 25 | 0.70 | 120 | 52 | 5 | 0.022 | 4.102 | 0.014 | 4.648 | 0.023 | 3.638 |
| 26 | 0.70 | 114 | 42 | 7.5 | 0.020 | 4.667 | 0.020 | 4.341 | 0.022 | 4.134 |
| 27 | 0.70 | 126 | 62 | 2.5 | 0.019 | 4.406 | 0.026 | 4.108 | 0.022 | 3.984 |
| 28 | 1.35 | 126 | 52 | 5 | 0.038 | 5.381 | 0.034 | 4.221 | 0.027 | 3.386 |
| 29 | 0.70 | 114 | 42 | 2.5 | 0.025 | 3.698 | 0.014 | 3.871 | 0.017 | 3.897 |
| 30 | 2.00 | 114 | 42 | 2.5 | 0.053 | 3.184 | 0.039 | 3.709 | 0.038 | 3.973 |
| 31 | 1.35 | 120 | 52 | 2.5 | 0.032 | 4.040 | 0.037 | 3.649 | 0.028 | 4.332 |
| Source | DF | Adj SS | Adj MS | F-Value | ||||
|---|---|---|---|---|---|---|---|---|
| MRR | SR | MRR | SR | MRR | SR | MRR | SR | |
| Model | 9 | 14 | 0.004473 | 11.3136 | 0.000497 | 0.80811 | 24.01 | 460.48 |
| CS | 1 | 1 | 0.003901 | 1.0692 | 0.003901 | 1.06921 | 188.47 | 609.25 |
| Ton | 1 | 1 | 0.000128 | 4.3208 | 0.000128 | 4.32082 | 6.18 | 2462.08 |
| Toff | 1 | 1 | 0.000006 | 2.0315 | 0.000006 | 2.03146 | 0.27 | 1157.56 |
| WM | 1 | 1 | 0.000002 | 0.1760 | 0.000002 | 0.17602 | 0.10 | 100.30 |
| CS × CS | 1 | 1 | 0.000076 | 0.7249 | 0.000076 | 0.72495 | 3.67 | 413.09 |
| Ton × Ton | 1 | 1 | 0.000126 | 0.6397 | 0.000126 | 0.63966 | 6.11 | 364.49 |
| Toff × Toff | 1 | 1 | 0.000081 | 0.0346 | 0.000081 | 0.03464 | 3.92 | 19.74 |
| WM × WM | - | 1 | - | 0.1688 | - | 0.16879 | - | 96.18 |
| CS × Ton | - | 1 | - | 0.0819 | - | 0.08194 | - | 46.69 |
| CS × Toff | - | 1 | - | 0.5971 | - | 0.59714 | - | 340.26 |
| CS × WM | - | 1 | - | 0.1574 | - | 0.15741 | - | 89.70 |
| Ton × Toff | 1 | 1 | 0.000002 | 0.0302 | 0.000002 | 0.03019 | 0.11 | 17.20 |
| Ton × WM | - | 1 | - | 0.5765 | - | 0.57646 | - | 328.48 |
| Toff × WM | - | 1 | - | 0.1650 | - | 0.16504 | - | 94.04 |
| Error | 21 | 16 | 0.000435 | 0.0281 | 0.000021 | 0.00175 | ||
| Lack-of-Fit | 15 | 10 | 0.000394 | 0.0209 | 0.000026 | 0.00209 | 3.86 | 1.73 |
| Pure Error | 6 | 6 | 0.000041 | 0.0072 | 0.000007 | 0.00120 | ||
| Total | 30 | 30 | 0.004908 | 11.3416 | ||||
| Source | DF | Adj SS | Adj MS | F-Value | ||||
|---|---|---|---|---|---|---|---|---|
| MRR | SR | MRR | SR | MRR | SR | MRR | SR | |
| Model | 7 | 7 | 0.004160 | 7.19132 | 0.000594 | 1.02733 | 87.81 | 95.60 |
| CS | 1 | 1 | 0.002901 | 1.48035 | 0.002901 | 1.48035 | 428.62 | 137.76 |
| Ton | 1 | 1 | 0.000387 | 1.70263 | 0.000387 | 1.70263 | 57.24 | 158.44 |
| Toff | 1 | 1 | 0.000063 | 2.97599 | 0.000063 | 2.97599 | 9.27 | 276.94 |
| LCM | 1 | 1 | 0.000022 | 0.44462 | 0.000022 | 0.44462 | 3.32 | 41.38 |
| CS × CS | 1 | 1 | 0.000006 | 0.22329 | 0.000006 | 0.22329 | 0.92 | 20.78 |
| Toff × Toff | - | 1 | - | 0.35942 | - | 0.35942 | - | 33.45 |
| LCM × LCM | 1 | - | 0.000409 | - | 0.000409 | - | 60.44 | - |
| CS × Ton | 1 | 1 | 0.000045 | 0.22610 | 0.000045 | 0.22610 | 6.68 | 21.04 |
| Error | 23 | 23 | 0.000156 | 0.24716 | 0.000007 | 0.01075 | ||
| Lack-of-Fit | 17 | 17 | 0.000140 | 0.24685 | 0.000008 | 0.01452 | 3.21 | 278.47 |
| Pure Error | 6 | 6 | 0.000015 | 0.00031 | 0.000003 | 0.00005 | ||
| Total | 30 | 30 | 0.004316 | 7.43848 | ||||
| Source | DF | Adj SS | Adj MS | F-Value | ||||
|---|---|---|---|---|---|---|---|---|
| MRR | SR | MRR | SR | MRR | SR | MRR | SR | |
| Model | 9 | 12 | 0.003170 | 2.23106 | 0.000352 | 0.18592 | 560.12 | 290.64 |
| CS | 1 | 1 | 0.002738 | 0.07056 | 0.002738 | 0.07056 | 4353.47 | 110.31 |
| Ton | 1 | 1 | 0.000020 | 0.09534 | 0.000020 | 0.09534 | 31.89 | 149.04 |
| Toff | 1 | 1 | 0.000080 | 0.02797 | 0.000080 | 0.02797 | 127.55 | 43.73 |
| DBM | 1 | 1 | 0.000001 | 0.00017 | 0.000001 | 0.00017 | 1.41 | 0.27 |
| CS × CS | 1 | - | 0.000144 | - | 0.000144 | - | 228.37 | - |
| Ton × Ton | - | 1 | - | 0.33132 | - | 0.33132 | - | 517.93 |
| Toff × Toff | 1 | 1 | 0.000009 | 0.02797 | 0.000009 | 0.02797 | 13.54 | 43.73 |
| DBM × DBM | - | 1 | - | 1.13324 | - | 1.13324 | - | 1771.51 |
| CS × Ton | 1 | - | 0.000014 | - | 0.000014 | - | 22.36 | - |
| CS × Toff | 1 | 1 | 0.000053 | 0.07142 | 0.000053 | 0.07142 | 83.58 | 111.65 |
| CS × DBM | - | 1 | - | 0.06904 | - | 0.06904 | - | 107.92 |
| Ton × Toff | - | 1 | - | 0.40545 | - | 0.40545 | - | 633.81 |
| Ton × DBM | 1 | 1 | 0.000046 | 0.21460 | 0.000046 | 0.21460 | 72.45 | 335.47 |
| Toff × DBM | - | 1 | - | 0.03871 | - | 0.03871 | - | 60.51 |
| Error | 21 | 18 | 0.000013 | 0.01151 | 0.000001 | 0.00064 | ||
| Lack-of-Fit | 15 | 12 | 0.000012 | 0.01150 | 0.000001 | 0.00096 | 3.30 | 479.28 |
| Pure Error | 6 | 6 | 0.000001 | 0.00001 | 0.000001 | 0.00001 | ||
| Total | 30 | 30 | 0.003184 | 2.24257 | ||||
| Composite Grades | AA-WM | AA-LCM | AA-DBM | |
|---|---|---|---|---|
| MRR model | R2 | 0.911 | 0.964 | 0.996 |
| R2 (adj) | 0.874 | 0.953 | 0.994 | |
| SR model | R2 | 0.996 | 0.967 | 0.995 |
| R2 (adj) | 0.995 | 0.957 | 0.991 | |
| DFO Algorithm | SSO Algorithm | ||
|---|---|---|---|
| Parameter | Value | Parameter | Value |
| No. of dragonflies (nd) | 100 | No. of Salps (N) | 100 |
| Maximum Inertia weight (Wmax) | 0.9 | C1—Coefficient | |
| Maximum Inertia weight (wmin) | 0.2 | C2, C3 | Random value (0, 1) |
| No. of Iterations (nitr) | 100 | No. of iterations (nitr) | 100 |
| Archieve size | 100 | Archieve size | 100 |
| Case | Algorithm | CS (mm/min) | Ton (μs) | Toff (μs) | Weight (%) | MRR (g/min) | SR (μm) | D | Mean Rank |
|---|---|---|---|---|---|---|---|---|---|
| #1 | SSO-DF | 2 | 114 | 52.4 | 2.50 | 0.056 | 3.358 | 0.94 | 1.133 |
| DFO-DF | 2 | 114 | 48.2 | 2.52 | 0.055 | 3.346 | 0.94 | 1.867 | |
| #2 | SSO-DF | 2 | 126 | 62 | 2.50 | 0.043 | 3.180 | 0.93 | 1.233 |
| DFO-DF | 2 | 126 | 62 | 2.50 | 0.043 | 3.180 | 0.948 | 1.767 | |
| #3 | SSO-DF | 2 | 114 | 62 | 4.98 | 0.052 | 3.263 | 0.934 | 1.067 |
| DFO-DF | 2 | 114 | 62 | 5.18 | 0.052 | 3.275 | 0.957 | 1.933 |
| Case Study | Case #1 | Case #2 | Case #3 | |
|---|---|---|---|---|
| Optimized values by DFO-DF optimizer | MRR (g/min) | 0.0552 | 0.0434 | 0.0524 |
| SR (µm) | 3.3463 | 3.1802 | 3.2748 | |
| Confirmatory experiment results | MRR (g/min) | 0.056 | 0.044 | 0.053 |
| SR (µm) | 3.35 | 3.19 | 3.28 | |
| % of Error | MRR | 1.45 | 1.38 | 1.15 |
| SR | 0.11 | 0.31 | 0.16 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Saminathan, M.; Ayyappan, S.; Periyasamy, S.; Sivakumar, M. Experimental Investigations and Optimum Performance Evaluation of Wire-EDM Characteristics of Aluminium 6061-Magnesite Composites. Processes 2024, 12, 1200. https://doi.org/10.3390/pr12061200
Saminathan M, Ayyappan S, Periyasamy S, Sivakumar M. Experimental Investigations and Optimum Performance Evaluation of Wire-EDM Characteristics of Aluminium 6061-Magnesite Composites. Processes. 2024; 12(6):1200. https://doi.org/10.3390/pr12061200
Chicago/Turabian StyleSaminathan, Matheshwaran, Solaiyappan Ayyappan, Sivanandi Periyasamy, and Mahalingam Sivakumar. 2024. "Experimental Investigations and Optimum Performance Evaluation of Wire-EDM Characteristics of Aluminium 6061-Magnesite Composites" Processes 12, no. 6: 1200. https://doi.org/10.3390/pr12061200