Abstract
In this study, a decentralized incineration facility was evaluated over a three-year period, focusing on performance aspects, such as the burning rate, ash production, fuel and electricity consumption, and ash composition, while processing animal by-products (ABPs). The total cost for ABP incineration was determined to be EUR 159 t−1 ABP, with the major components being capital depreciation (42%), maintenance expenditures (26%), labor (18%), and transportation costs (9%). Liquified petroleum gas consumption ranged from 3 to 7 kg t−1, while electricity use was between 15 and 20 kWh t−1 incinerated ABP. The incineration process generated 7–10% (by weight) ABP ash, which was characterized by high calcium and phosphorus contents and low levels of hazardous trace elements. Leaching tests demonstrated the potential for recovering an alkaline supernatant for flue gas treatment and a phosphorus-rich slurry for fertilizer production. The findings suggest that energy recovery and valorization are crucial for minimizing the operational costs and the environmental impact, emphasizing the benefits of integrating advanced resource recovery techniques in ABP incineration facilities.
1. Introduction
Livestock production and meat consumption are growing rapidly, especially in low- and middle-income countries [1,2]. Red meat from ruminants (e.g., cattle, sheep, and goats) accounts for more than 50% of average global meat consumption, equating to 100 g per capita per day [2]. Animal by-products (ABPs) generated at the European Union level are estimated to total 20 million tons per year, consisting of 70% low-risk and 30% high-risk materials (European Food Safety Authority, www.efsa.europa.eu, accessed on 3 June 2024). The ABP classification and standard processing methods are detailed in Regulation No. 1069/2009 of the European Parliament and Commission Regulation No. 142/2011. These methods include incineration, co-incineration, pressure sterilization, and alternative processing techniques. The disposal and utilization of the derived products encompass practices such as composting, using the material as an organic fertilizer or soil improver, or converting them into biogas [3]. Zagklis et al. [4] compared pressure sterilization and incineration as the processing methods for animal by-products from a Greek slaughterhouse. The authors found that pressure sterilization had lower operational costs compared to those of incineration, while also allowing for the recovery of resources like fat and protein [4].
Centralized treatment facilities are favored for waste processing and valorization, primarily due to the economies of scale [5,6]. This is also true for ABP incineration facilities; however, the long-distance transportation of ABPs often raises concerns related to health (biosecurity) and the environment [7]. Decentralized and on-farm incineration facilities enhance the efficiency of emergency responses during infectious disease outbreaks [7]. Incineration is recognized as a safe ABP treatment process capable of destroying infectious zoonotic and animal pathogens due to the implementation of high temperatures (>850 °C) [7,8]. Wastes can be rapidly disposed of, and the resultant residue is easily managed without attracting scavengers or insects [9]. The other advantages include reductions in waste volume and weight, as well as the recovery of materials (calcium and phosphorus) and energy [10,11,12,13]. In compliance with regulatory requirements, these facilities are equipped with afterburners to minimize gaseous emissions. Afterburners significantly decrease noxious compounds such as dioxins and furans [7]. Cummins et al. [14] showed that the concentrations of NO2, CO, HCl, and ground-level SO2 were significantly lower than the legislative thresholds when peat and meat and bone meal (MBM) were co-incinerated.
The ABP ashes generated during incineration may vary between 1 and 5% of the initial carcass weight [4,7]. In some cases, however, higher ash production percentages (up to 30% of the ABP weight) have been reported [15]. Factors affecting the quantity of ash generated during incineration include the kiln technology, the operating conditions, and the type of ABP treated [7,16]. Animal by-products, such as sludges, animal tissue waste, materials unsuitable for consumption or processing, feces, and manure, whether from primary production or from the preparation and processing of meat and other foods of animal origin, are considered mirror non-hazardous (MNH) as per European Commission Decision 2014/955/EU and the European Commission Notice on technical guidance on the classification of waste (2018/C 124/01). However, ABPs such as whole animals, deceased animals, and wastes whose collection and disposal are subject to special requirements for infection prevention may be categorized as mirror hazardous (MH) (see Table 1). The ashes (such as bottom ash, fly ash, and pyrolysis waste) generated by ABP incineration facilities may also be categorized as mirror hazardous (MH) depending on the concentration of dangerous substances.

Table 1.
The categories of waste, including animal by-products and incineration ashes, according to the European Commission Decision on 18 December 2014 (2014/955/EU) and the European Commission on technical guidance on the classification of waste (2018/C 124/01). (MNH .. Mirror Non Hazardous, MH .. Mirror Hazardous).
Most incineration facilities consider ash as waste, and this material often ends up in landfills [17]. However, ABP ash contains nutrients (e.g., calcium and phosphorus) that can be used as a soil improver or fertilizer, enabling further valorization within the context of the circular economy [12,18,19,20]. The nutrients present, however, exhibit low bioavailability [21]. Cohen [22] tested phosphorus dissolution from incinerated animal carcasses using sulfuric acid, while Bujak [11] designed a phosphorus fertilizer production process from bone ash.
Limited data are available in the literature regarding the capital (CAPEX) and operational expenses (OPEX) of ABP incineration facilities. Blake [9] reported an OPEX of USD 77.2 t−1 to incinerate poultry carcasses based on a propane cost of USD 0.16 L−1. A similar OPEX (EUR 74 t−1) was provided by Zagklis et al. [4], which considered natural gas, electricity consumption, maintenance, and labor. The costs of ABP incineration in Germany to control bovine spongiform encephalopathy were reported to be between EUR 50 and 150 t−1, although a detailed breakdown is missing [23].
The aim of this study was to assess the performance and costs involved in a full-scale decentralized incineration facility that treats animal carcasses and by-products. Field data were collected over a three-year period and evaluated for performance (the burning rate, ash production, and fuel and electricity consumption) and the capital and operational expenses. Additionally, samples of bottom ash were obtained and characterized for the concentration of dangerous substances (heavy metals) and macronutrients, while their leaching behavior was studied as a function of pH. The results of the study were ultimately used to propose a circular incineration facility designed for maximum resource recovery.
2. Materials and Methods
2.1. Incinerator Design
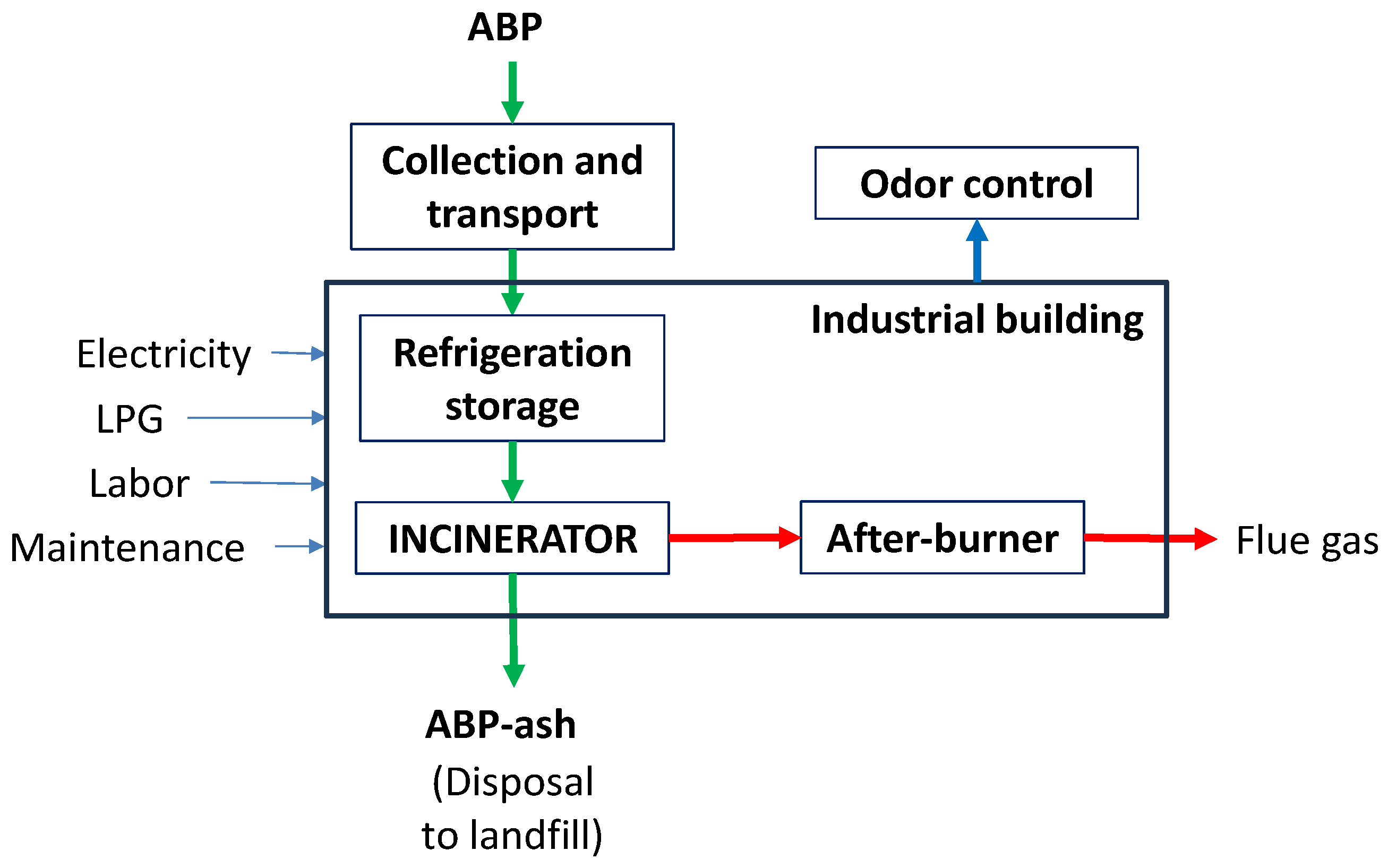
The incinerator used in this study was a top-loaded system manufactured by Waste Spectrum Incineration Systems (Worcester, UK). It had the overall dimensions of 11.1 m × 5.8 m × 2.8 m (L × W × H), a chamber load capacity of 3580 kg, and a nominal burning rate capacity of 1000 kg h−1. The incinerator was equipped with an integral secondary chamber (afterburner). The main chamber had a total volume of 10.9 m3 (with a load volume of 6.5 m3) and was fitted with five burners (two above and three below). Two additional burners were installed in the secondary chamber. The system included a multiple-channel thermocouple data logger integrated with a programmable logic controller (PLC). The incineration plant (see Figure 1) also featured 10 kW refrigeration equipment for animal carcass storage (Bitzer Kuhlmaschinenbau Gmbh, Sindelfingen, Germany), propane gas tanks (two steel tanks with a total capacity of 50 m3), carcass loading equipment (Manitou, Ancenis, France), and an industrial building (metal construction with a concrete base) equipped with odor control measures. The facility was located adjacent to a commercial slaughterhouse in northern Greece.
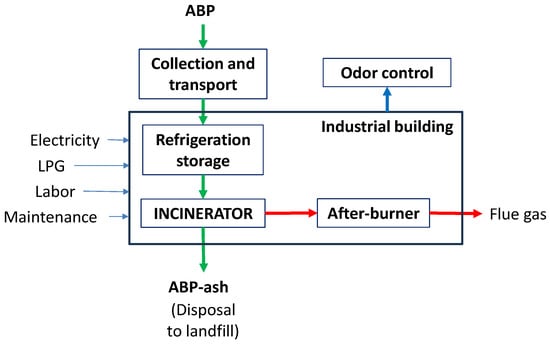
Figure 1.
A process flow diagram of the examined decentralized incineration facility processing animal by-products (ABPs).
2.2. Incinerator Operation
The incinerator facility received approximately 600 t y−1 of animal carcasses from nearby farms. During the study period, the majority of the incoming waste consisted of ruminants, with 74% cattle and 20% sheep. Details on the composition of cattle and sheep carcasses, such as moisture content, elemental analysis, and calorific value, can be found in the previous studies [24,25].
The incineration facility operated in fed-batch mode. During operation, the incinerator was loaded with ABPs, and the burners were activated to increase the temperature inside the main chamber. Given that the main chamber had a capacity of 3.58 t, a second batch was introduced after approximately 3.5 h. Ash removal occurred at the end of the process, requiring from 6 to 12 h for cooling and an additional 4 h for removal and storage.
During the study period, the incinerator was operated 77 times with the following operating period: from 24 to 36 h (33 instances), from 36 to 48 h (12 instances), from 48 to 60 h (17 instances), from 60 to 72 h (6 instances), from 72 to 84 h (6 instances), and from 84 to 96 h (3 instances). During operation, the temperature inside the main chamber was maintained at 850 °C, while the afterburner operated at 1100 °C. The fuel used for incinerator operation was liquefied petroleum gas (LPG), and an LPG flow meter (Samtech) was installed between the tanks and the incinerator to monitor fuel consumption. Electricity was consumed due to the continuous operation of the fan (2 kW) and the refrigerators (10 kW) used for ABP storage. The maintenance costs for the incinerator included grate replacement, cover and insulation refurbishment, and burner maintenance. The plant required two full-time workers and a supervisor for its operation.
2.3. ABP Ash Leaching and Characterization
ABP ash leaching was conducted following the European Standard CEN/TS 14429 using batch reactors with a 0.6 L working volume, stirred at 190 rpm for 24 h. The tests were performed at room temperature (22 ± 2 °C), with a liquid-to-solid ratio (L/S) of 10, under various pH conditions (3, 7, and 12). Three replicate samples were treated at pH 3, four at pH 7, and six at pH 12. At the end of the leaching process, the liquid samples were filtered (0.45 μm) and analyzed chemically. The total content of macronutrients and trace elements in the ABP ash was determined after acid digestion according to EPA Method 3050Β. The concentrations of calcium (Ca), sodium (Na), potassium (K), magnesium (Mg), aluminum (Al), zinc (Zn), iron (Fe), manganese (Mn), copper (Cu), lead (Pb), chromium (Cr), nickel (Ni), and cadmium (Cd) were measured using atomic absorption spectroscopy (AAS) with a Varian SpectrAA 220. pH, total phosphorus (TP), total Kjeldahl nitrogen (TKN), and ammonia nitrogen (NH4-N) were measured according to the standard methods for the examination of water and wastewater [26].
3. Results and Discussion
3.1. Incinerator Operating Conditions
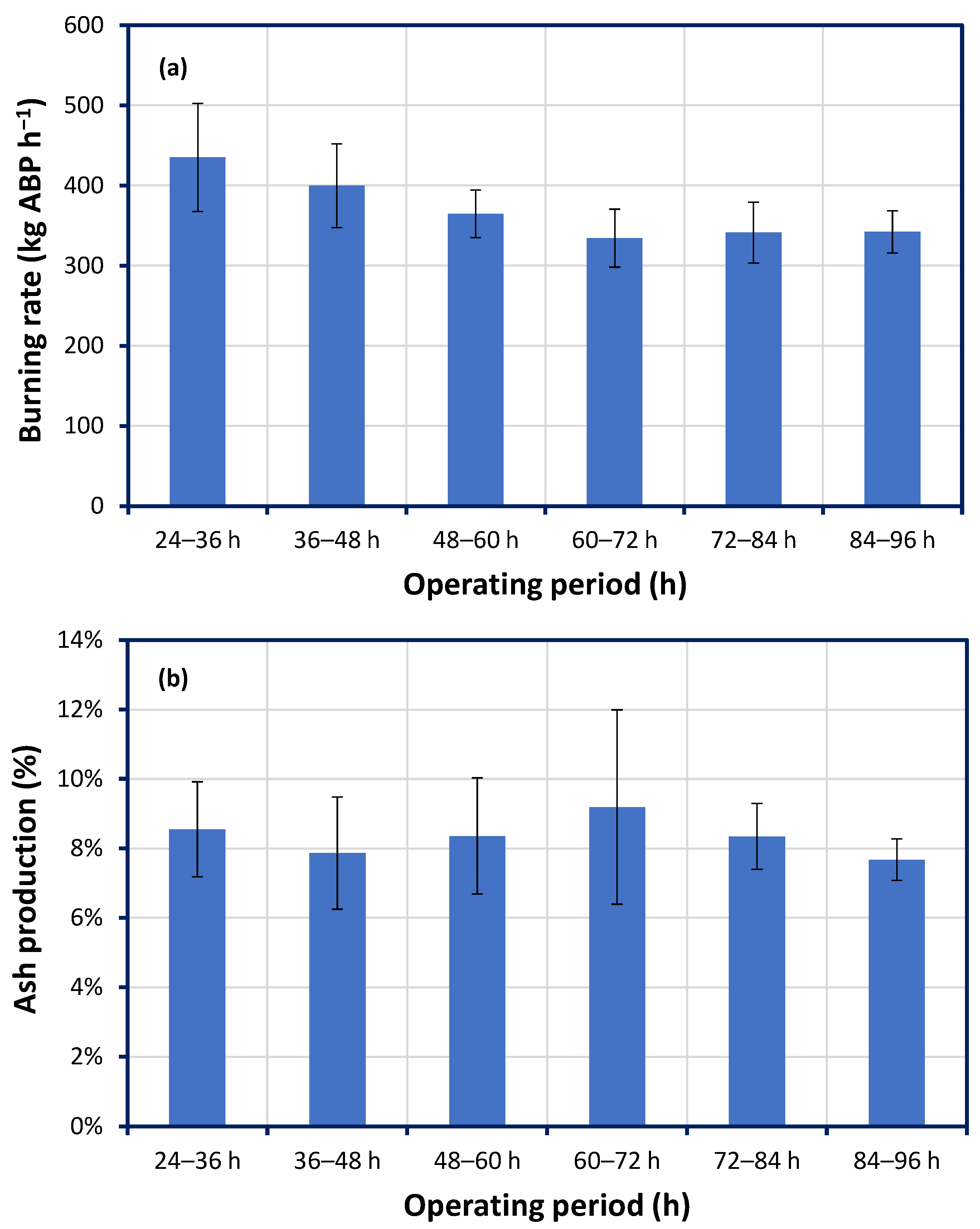
The burning rate of the examined incineration facility ranged between 300 and 500 kg h−1 ABP (Figure 2a). This rate includes the processes of loading, cooling, and ash removal. When the incinerator processed more than 20 tn of ABP (equivalent to over 60 h of operation), the burning rate stabilized at 360 kg h−1. In contrast, for ABP quantities around 12 t, the burning rate increased to 900 kg h−1, approaching the plant’s nominal capacity of 1000 kg h−1. The amount of ash generated was not influenced by the quantity of ABP incinerated and consistently ranged between 7 and 10% of the incoming ABP (see Figure 2b).
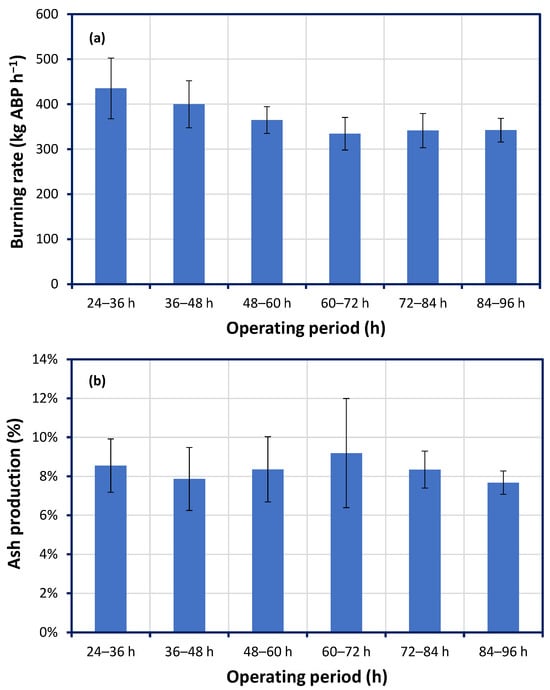
Figure 2.
The animal by-product (ABP) (a) burning rate and (b) generated ash as a percentage of the incoming ABP during incinerator operation as a function of the different operating periods.
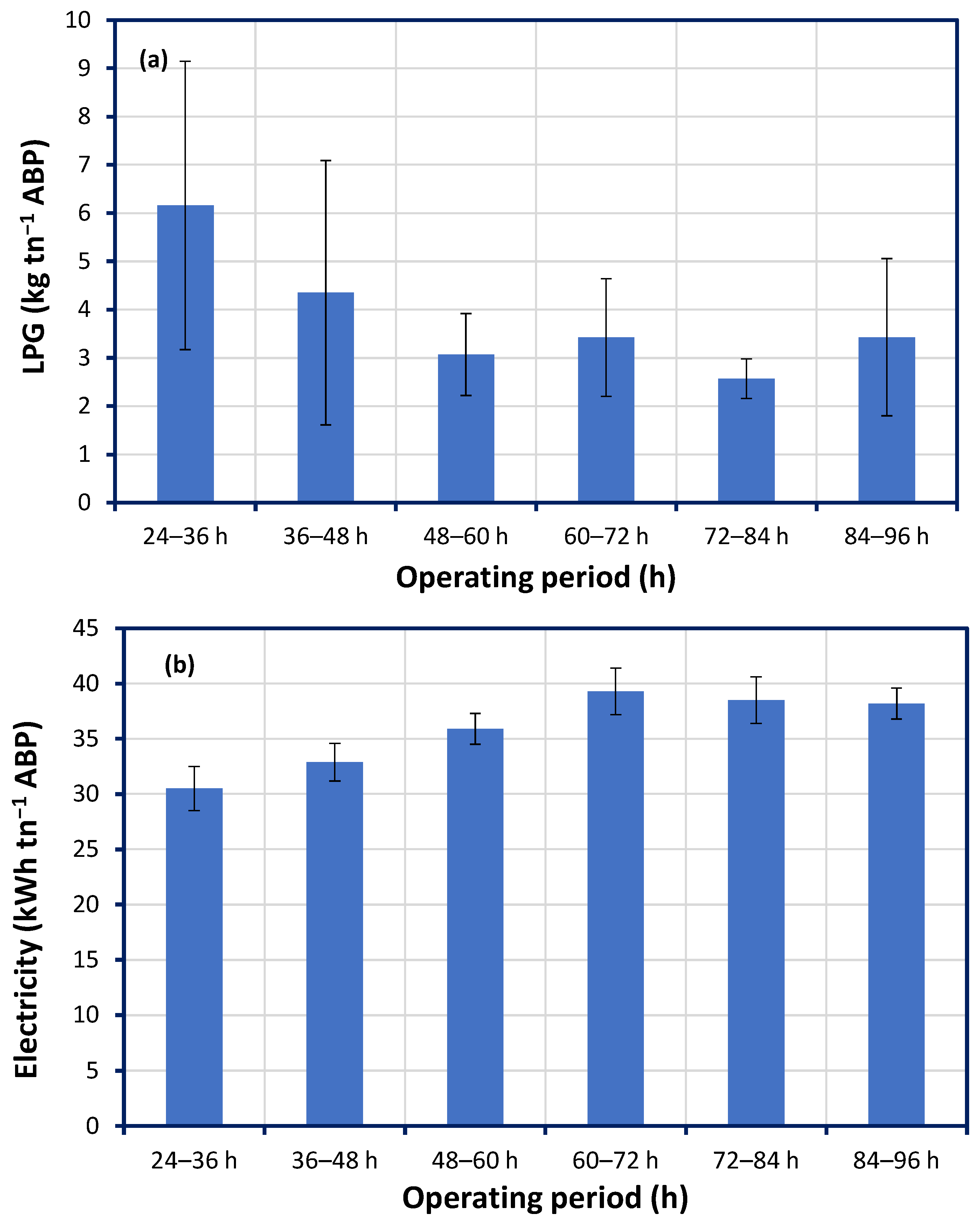
Figure 3 illustrates the quantity of LPG and electricity consumed per unit weight of ABP incinerated over the different operating periods. LPG consumption was significantly higher during the short incineration cycles (between 24 and 36 h). As the quantity of ABP processed increased, LPG consumption stabilized at approximately 3 kg t−1 ABP. LPG consumption during animal carcass incineration was relatively low compared to the values reported by Zagklis et al. [4], which indicated that the total thermal energy consumed was 1135 kWh t−1 ABP, equivalent to 113 m3 of natural gas. However, the data from Zagklis et al. [4] are theoretical, based on the nominal capacity of the burners, and do not account for the calorific value of ABP. Since the calorific value of ABP ranges from 13 to 30 MJ kg−1, the actual fuel consumption can be significantly lower [12,15]. Electricity consumption increased with incineration time, reaching 18 kWh t−1 ABP for the incineration durations exceeding 60 h (Figure 3). The higher electricity consumption compared to the study of Zagklis et al. [4] (which reported 6 kWh t−1ABP) was attributed to the energy required for ABP storage (refrigeration).
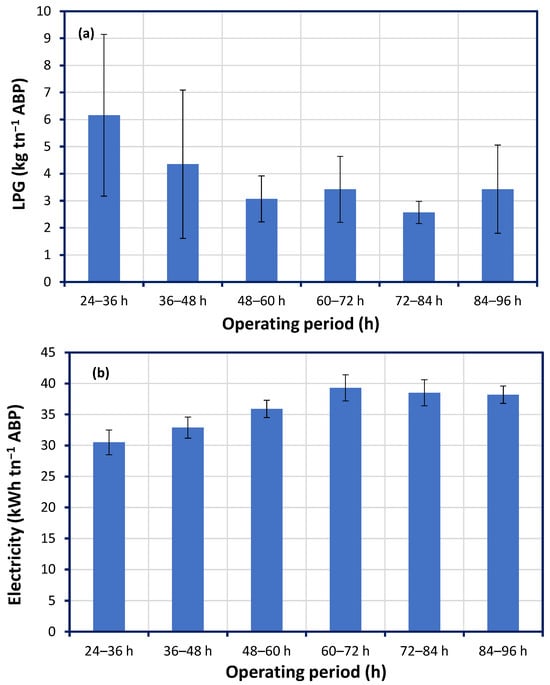
Figure 3.
Consumption of (a) liquefied petroleum gas (LPG) and (b) electricity during incinerator operation with animal by-products (ABPs) as a function of different operating periods.
3.2. Ash Composition
Table 2 shows the chemical composition of the ABP ash generated by the incineration facility studied. The data reveal that calcium is the predominant component (30% by weight), followed by phosphorus (15% by weight), sodium (3% by weight), and potassium (2% by weight). The concentrations of trace elements in the ABP ash were low, consistent with the results from the previous studies (see Table 3). According to the data presented in Table 3, the concentrations of calcium and phosphorus in the ABP ash were consistently 300 ± 53 and 152 ± 30 g kg−1, respectively. According to Leng et al. [18] and Staron et al. [16], the phosphorus in the meat and bone meal (MBM) ash is primarily in the form of hydroxyapatite, which results in low phosphorus leachability and bioavailability.
Table 2.
The composition of animal by-product ash in the macronutrients and trace elements, and the respective concentrations leached under different pH conditions (L/S = 10). The leaching limit value (LLV) for disposal at non-hazardous waste landfills as per Council Decision 2003/33/EC (Council Decision of 19 December 2002 establishing criteria and procedures for the acceptance of waste at landfills pursuant to Article 16 of and Annex II to Directive 1999/31/EC).
Table 3.
Macronutrients and trace element composition of incineration ashes from different animal by-product origins (concentrations in g kg−1).
Leaching ABP ash with a liquid-to-solid ratio (L/S) of 10 resulted in a highly alkaline supernatant with a pH of 11.6 ± 0.1. Under these conditions, the solubilization of calcium and magnesium remained low (see Table 2). In contrast, leaching under acidic conditions (pH =3) led to the significant solubilization of both the macronutrients and trace elements. In this case, maximum leachability was observed for sodium (91.0%), potassium (79.7%), magnesium (64.4%), phosphorus (11.5%), and calcium (8.8%). These findings are consistent with the study from Leng et al. [18], which reported that the leachability of inorganic compounds in MBM ash is pH-depended, with substantial increases at pH levels below six. In our study, sodium and potassium exhibited high leachability (45 and 65%, respectively) under both neutral and alkaline pH conditions. The ammonia and total Kjeldahl nitrogen (TKN) concentrations in the leachates remained low (28 ± 9 mg kg−1), regardless of the pH conditions applied. Based on the results from the leaching tests at a natural pH (11.6) (Table 2), ABP ash can be disposed of in a non-hazardous waste landfill when compared with the limits of Council Decision 2003/33/EC. Some limits for inert waste landfills were exceeded, and therefore inert waste landfills are not appropriate.
3.3. Techno-Economic Assessment
The capital expenses (CAPEX) of the examined facility totaled EUR 385,000. This included the costs of the incinerator (EUR 200,000), the industrial building and concrete structures (EUR 60,000), the refrigerators (EUR 40,000), the LPG tanks and the accessories (EUR 15,000), the lifting equipment (EUR 30,000), and the engineering/supervision/licensing expenditures (EUR 40,000). Assuming a lifespan of 15 years and an interest rate of 6%, the annual equivalent CAPEX was calculated to be EUR 40,000 per year using the following equation:
where, R = the annual equivalent cost (EUR), P = the present value or worth (EUR), I = the interest rate (%), and n = the number of years
R = P/[(1 + i)n − 1]/[I × (1 + i)n],
Given the quantity of ABP processed at the examined decentralized facility (600 t y−1), the specific CAPEX was calculated to be EUR 67 t−1 ABP. According to the data provided by the facility operator, the maintenance and labor costs were equal to EUR 15 and 10 h−1 during incinerator operation. The transportation expense for ABPs from nearby farms was EUR 15 t−1 [28]. Since electricity and LPG consumption were recorded during the study (see Figure 3), the respective costs were calculated considering EUR 0.16 kWh−1 and EUR 1.3 kg−1 LPG based on current market prices. Table 4 summarizes the capital and operational expenses of the examined incineration facility. The total cost per ton of ABP incinerated was EUR 159 tn−1. This is within the same cost range reported for ABP incineration in Germany, aimed at controlling bovine spongiform encephalopathy, which was between EUR 50 and 150 t−1 [23].
Table 4.
The economic analysis of a decentralized incineration facility processing animal by-products (ABPs).
3.4. Perspectives of a Circular Incineration Facility
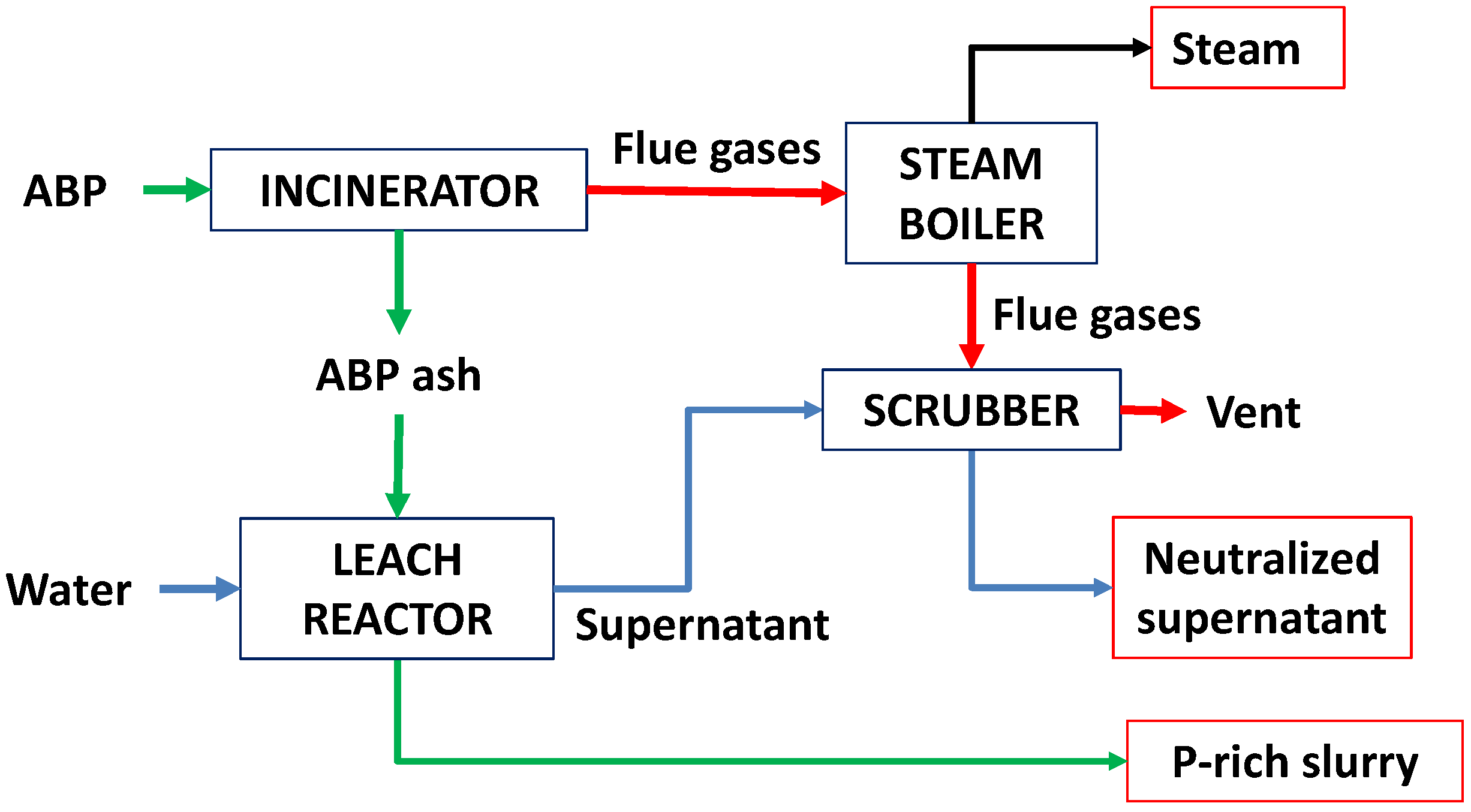
Figure 4 illustrates a proposed circular incineration process designed for maximum resource recovery. As depicted, ABPs are received by the incineration facility and incinerated in the kiln. The incinerator is equipped with an afterburner, where flue gases are thermally destroyed at high temperatures (900–1100 °C). The resulting ABP ash is then mixed with water in a mixing tank. Under the alkaline conditions in the mixing tank, phosphorus solubilization remains low (<3%) (see Table 3). The benefit from this additional process is that the alkaline supernatant from the mixing tank can be used to scrub the incinerator flue gas [29]. This process allows for the capture of CO2 from the flue gas and the neutralization of the supernatant [30,31].
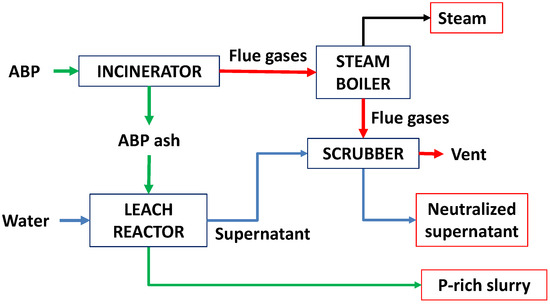
Figure 4.
The process flow diagram of a circular animal by-product (ABP) processing facility with the recovery of steam, phosphorus (P-rich slurry), and carbon capture in the neutralized supernatant.
The remaining slurry from the mixing tank, which is rich in calcium and phosphorus, can be further used for phosphorus recovery using state-of-the-art techniques. For example, Sharrock et al. [15] employed sulfuric, phosphoric, or nitric acid to solubilize bone residues into various phosphorus forms suitable for fertilization. Bujak [11] reported about a full-scale incineration facility producing monocalcium phosphate by adding phosphoric acid to incineration ashes. Cohen [22] applied a pH range of 1.5–2.0 to maximize phosphorus dissolution from animal carcass ash, similar to the study from Leng et al. [18] that solubilized 100 g P kg−1 MBM ash under low pH conditions (<2.7).
Finally, the overall costs of the proposed facility could be significantly reduced if the production and utilization of saturated steam in a recovery boiler is incorporated [32], or if electricity is generated using the saturated steam via a steam turbine [13]. According to Bujak [11], it was possible to recover thermal energy up to 1070 kWh t−1 ABP, which is equivalent to 107 m3 of natural gas. This substantial value highlights that energy recovery and valorization, such as for industrial processes, can help minimize costs and reduce greenhouse gas emissions by replacing fossil fuels [11]. However, the proposals to produce steam or electricity and recover phosphorus require thorough cost analysis, as their economic viability depends on the scale, which could be the focus of future research. Further details on the practical implementation of a thermal waste recycling system and the construction of a mineral fertilizer production facility can be found in the study of Bujak [11].
4. Conclusions
The incineration facility examined in the study was capable to process 600 t y−1 ABP, with a variable burning rate that stabilizes at 360 kg h−1 for longer operating periods. The specific CAPEX was found to be EUR 67 t−1 ABP, while the annual OPEX was equal to EUR 92 t−1 ABP. The major operational costs included maintenance, labor, and ABP transportation.
The ABP ash generated has a high calcium content and low concentrations of trace elements, making it a valuable resource. The leaching tests indicated that phosphorus solubilization is minimal under alkaline conditions, but substantial under acidic conditions. This suggests the potential for phosphorus recovery and valorization in agricultural applications, while recovering the alkaline supernatant for flue gas scrubbing.
Incorporating energy recovery and resource valorization techniques can help minimize greenhouse gas emissions by reducing the reliance on fossil fuels. This approach not only supports environmental sustainability, but may improve the overall efficiency of the incineration process, which can be part of a future research study.
Author Contributions
Conceptualization, V.D.; methodology, P.J.C. and E.A.V.; investigation, P.J.C. and A.E.; data curation, V.D. and E.A.V.; writing—original draft preparation, V.D.; writing—review and editing, E.A.V. and P.J.C. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
The data included in this study are available to researchers upon request.
Acknowledgments
We acknowledge Ioannis Papaspyros for assistance with the laboratory work.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Godfray, H.C.J.; Aveyard, P.; Garnett, T.; Hall, J.H.; Key, T.J.; Lorimer, J.; Pierrehumbert, R.T.; Scarborough, P.; Springmann, M.; Jebb, S.A. Meat consumption, health, and the environment. Science 2018, 361, eaam5324. [Google Scholar] [CrossRef] [PubMed]
- McMichael, A.J.; Powles, J.W.; Butler, C.D.; Uauy, R. Food, livestock production, energy, climate change, and health. Lancet 2007, 370, 1253–1263. [Google Scholar] [CrossRef] [PubMed]
- Eftaxias, A.; Diamantis, A.; Aivasidis, A. Anaerobic digestion of thermal pre-treated emulsified slaughterhouse wastes (TESW): Effect of trace element limitation on process efficiency and sludge metabolic properties. Waste Manag. 2018, 76, 357–363. [Google Scholar] [CrossRef]
- Zagklis, D.; Konstantinidou, E.; Zafiri, C.; Kornaros, M. Assessing the economic viability of an animal byproduct rendering plant: Case study of a slaughterhouse in Greece. Sustainability 2020, 12, 5870. [Google Scholar] [CrossRef]
- Vlachokostas, C.; Achillas, C.; Diamantis, V.; Michailidou, A.V.; Baginetas, K.; Aidonis, D. Supporting decision making to achieve circularity via a biodegradable waste-to-bioenergy and compost facility. J. Environ. Manag. 2021, 285, 112215. [Google Scholar] [CrossRef] [PubMed]
- Eftaxias, A.; Kolokotroni, I.; Michailidis, C.; Charitidis, P.; Diamantis, V. Techno-economic assessment of anaerobic digestion technology for small- and medium-sized animal husbandry enterprises. Appl. Sci. 2024, 14, 4957. [Google Scholar] [CrossRef]
- Gwyther, C.L.; Williams, A.P.; Golyshin, P.N.; Edward-Jones, G.; Jones, D.L. The environmental and biosecurity characteristics of livestock carcass disposal methods: A review. Waste Manag. 2011, 31, 767–778. [Google Scholar] [CrossRef]
- Chowdhury, S.; Kim, G.H.; Bolan, N.; Longhurst, P. A critical review on risk evaluation and hazardous management in carcass burial. Process. Saf. Environ. 2019, 123, 272–288. [Google Scholar] [CrossRef]
- Blake, J.P. Methods and technologies for handling mortality losses. World Poultry Sci. J. 2004, 60, 489–499. [Google Scholar] [CrossRef]
- Kowalski, Z.; Kulczycka, J.; Makara, A.; Harazin, P. Quantification of material recovery from meat waste incineration—An approach to an updated food waste hierarchy. J. Hazard. Mater. 2021, 416, 126021. [Google Scholar] [CrossRef]
- Bujak, J.W. New insights into waste management—Meat industry. Renew. Energ. 2015, 83, 1174–1186. [Google Scholar] [CrossRef]
- Cascarosa, E.; Gea, G.; Arauzo, J. Thermochemical processing of meat and bone meal: A review. Renew. Sustain. Energ. Rev. 2012, 16, 942–957. [Google Scholar] [CrossRef]
- Paulides, J.J.H.; Post, E.; Post, J.; Encica, L.; Lomonova, E.A. Green turbine: A high speed double turbine solution for sustainable energy harvesting from waste heat. In Proceedings of the 10th International Conference on Ecological Vehicles and Renewable Energies (EVER), Monte Carlo, Monaco, 31 March–2 April 2015; pp. 1–7. [Google Scholar] [CrossRef]
- Cummins, E.J.; McDonnell, K.P.; Ward, S.M. Dispersion modelling and measurement of emissions from the co-combustion of meat and bone meal with peat in a fluidized bed. Bioresour. Technol. 2006, 97, 903–913. [Google Scholar] [CrossRef]
- Sharrock, P.; Fiallo, M.; Nzihou, A.; Chkir, M. Hazardous animal waste carcasses transformation into slow release fertilizers. J. Hazard. Mater. 2009, 167, 119–123. [Google Scholar] [CrossRef] [PubMed]
- Staron, P.; Kowalski, Z.; Staron, A.; Seidlerova, J.; Banach, M. Residues from the thermal conversion of waste from the meat industry as a source of valuable macro- and micronutrients. Waste Manag. 2016, 49, 337–345. [Google Scholar] [CrossRef]
- Valta, K.; Damala, P.; Orli, E.; Papadaskalopoulou, C.; Moustakas, K.; Malamis, D.; Loizidou, M. Valorisation opportunities related to wastewater and animal by-products exploitation by the Greek slaughterhouse industry: Current status and future potentials. Waste Biomass Valorization 2015, 6, 927–945. [Google Scholar] [CrossRef]
- Leng, L.; Bogush, A.A.; Roy, A.; Stegemann, J.A. Characterisation of ashes from waste biomass power plants and phosphorus recovery. Sci. Total Environ. 2019, 690, 573–583. [Google Scholar] [CrossRef] [PubMed]
- Darwish, M.; Aris, A.; Puteh, M.H.; Jusoh, M.N.H.; Kadir, A.A. Waste bones ash as an alternative source of P for struvite precipitation. J. Environ. Manag. 2017, 203, 861–866. [Google Scholar] [CrossRef] [PubMed]
- Diamantis, V.; Eftaxias, A.; Stamatelatou, K.; Noutsopoulos, C.; Vlachokostas, C.; Aivasidis, A. Bioenergy in the era of circular economy: Anaerobic digestion technological solutions to produce biogas from lipid-rich wastes. Renew. Energ. 2021, 168, 438–447. [Google Scholar] [CrossRef]
- Leng, L.; Zhang, J.; Xu, S.; Xiong, Q.; Xu, X.; Li, J.; Huang, H. Meat & bone meal (MBM) incineration ash for phosphate removal from wastewater and afterward phosphorus recovery. J. Clean. Prod. 2019, 238, 117960. [Google Scholar] [CrossRef]
- Cohen, Y. Phosphorus dissolution from ash of incinerated sewage sludge and animal carcasses using sulphuric acid. Environ. Technol. 2009, 30, 1215–1226. [Google Scholar] [CrossRef]
- Probst, C.; Gethmann, L.M.; Heuser, R.; Niemann, H.; Conraths, F.J. Direct costs of bovine spongiform encephalopathy control measures in Germany. Zoonoses Public Health 2013, 60, 577–595. [Google Scholar] [CrossRef] [PubMed]
- Lambe, N.R.; Ross, D.W.; Navajas, E.A.; Hyslop, J.J.; Prieto, N.; Craigie, C.; Bunger, L.; Simm, G.; Roehe, R. The prediction of carcass composition and tissue distribution in beef cattle using ultrasound scanning at the start and/or end of the finishing period. Livest. Sci. 2010, 131, 193–202. [Google Scholar] [CrossRef]
- Sen, A.R.; Santra, A.; Karim, S.A. Carcass yield, composition and meat quality attributes of sheep and goat under semiarid conditions. Meat Sci. 2004, 66, 757–763. [Google Scholar] [CrossRef] [PubMed]
- Clesceri, L.S.; Greenberg, A.E.; Eaton, A.D. Standard Methods for the Examination of Water and Wastewater, 20th ed.; American Public Health Association (APHA): Washington, DC, USA, 1998. [Google Scholar]
- Deydier, E.; Guilet, R.; Sarda, S.; Sharrock, P. Physical and chemical characterization of crude meat and bone meal combustion residues: “waste or raw material?”. J. Hazard. Mater. 2005, B121, 141–148. [Google Scholar] [CrossRef] [PubMed]
- Diamantis, V.; Erguder, T.H.; Aivasidis, A.; Verstaete, W.; Voudrias, E.A. Wastewater disposal to landfill-sites: A synergistic solution for centralized management of olive mill wastewater and enhanced production of landfill gas. J. Environ. Manag. 2013, 128, 427–434. [Google Scholar] [CrossRef]
- Srivastava, R.K.; Jozewicz, W. Flue gas desulfurization: The state of the art. J. Air Waste Manag. 2001, 51, 1676–1688. [Google Scholar] [CrossRef]
- Psarras, S.; Pegkos, D.; Dimoka, P.; Eftaxias, A.; Charitidis, P.; Diamantis, V.; Kostopoulos, V. Performance, material degradation and durability of a biogas chemical scrubber operated under alkaline conditions. J. Eng. Sci. Technol. Rev. 2022, 15, 117–122. [Google Scholar] [CrossRef]
- Yincheng, G.; Zhenqi, N.; Wenyi, L. Comparison of removal efficiencies of carbon dioxide between aqueous ammonia and NaOH solution in a fine spray column. Energy Procedia 2011, 4, 512–518. [Google Scholar] [CrossRef]
- Bujak, J.; Sitarz, P. Incineration of animal by-products—The impact of selected parameters on the flux of flue gas enthalpy. Waste Manag. 2016, 50, 309–323. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).