Abstract
The production and consumption of pork are substantial worldwide, with frozen pork being the primary form for storage and transportation. To evaluate the efficiency and quality of different thawing methods, we conducted experiments using 2 kg pork samples, comparing natural air thawing (NAT), vacuum steam thawing (VST), and a novel vacuum sublimation–rehydration thawing (VSRT). This study focused on evaluating the thawing efficiency, particularly energy consumption and thawing effectiveness, by analyzing key parameters such as the thawing time, thawing loss rate, and quality attributes. The results showed that VSRT achieved the shortest thawing time (54.60 min), with reductions of 55.37% and 34.61% compared to NAT and VST, respectively. VSRT also significantly reduced the thawing loss rate (by 85.66% and 79.27%) and total color difference (by 87.04% and 82.76%) compared to NAT and VST. The color and texture parameters of VSRT-thawed pork were closer to those of fresh meat (p > 0.05), while its specific energy consumption was 40.67% lower than that of VST. These findings highlight the potential of VSRT to preserve pork quality more effectively while offering faster thawing rates and lower energy consumption, making it a promising candidate for industrial-scale applications.
1. Introduction
Pork is one of the most widely consumed meat products globally, and its production, circulation, and sales volume are firmly in the forefront of the world [1]. Thawing is a necessary step for frozen meat before consumption or further processing [2,3]. The thawing process is slower than the freezing process and is more susceptible to chemical and physical changes and microbial damage. Additionally, the thawing process creates favorable conditions for microbial growth, particularly for pathogens such as Clostridium botulinum, which can produce potentially harmful toxins under anaerobic conditions [4]. Improper thawing methods can lead to protein denaturation, juice loss, color degradation, and fat oxidation during the thawing process [5], ultimately affecting the thawing efficiency and product quality. Therefore, it is particularly important to choose an appropriate thawing method.
Air thawing is a common thawing method, which is simple and low-cost, but the thawing rate is low and prone to harboring a large number of bacteria, which will lead to the degradation of the quality of frozen products [6]. Many new thawing methods have been gradually developed in recent years. Microwave thawing generates heat through polar molecule vibration in electromagnetic fields, yet it suffers from uneven thawing with localized overheating and incomplete thawing, limiting its industrial scalability [7]. Low-temperature high-humidity thawing, which is increasingly being used in meat processing, forms a protective water film that inhibits microbial growth by oxygen isolation. However, its minimal temperature gradient necessitates prolonged thawing periods, particularly for large-volume products, limiting processing efficiency [8]. In recent years, vacuum steam thawing has emerged as a prominent research focus in the field of meat thawing due to its notable advantages, including rapid and uniform thawing characteristics, reduced oxidative deterioration of meat quality, and minimal loss of nutritional components and moisture content [9,10,11]. Wang et al. [12] investigated the effects of ultrasonic, vacuum steam, and microwave thawing on the thawing effect of pork and the properties of myofibrillar protein gel, indicating that vacuum steam thawing could minimize damage to protein conformation and contribute to the formation of a myofibrillar protein gel. Song et al. [13] applied vacuum steam thawing to frozen pork tenderloin and found that the thawing rate was accelerated as the pressure in the vacuum chamber decreased, However, the energy consumption of VST remains a concern, and the microbial safety of these methods requires further investigation. Chen et al. [14] proposed a novel vacuum sublimation–rehydration thawing method based on vacuum steam thawing, decomposing the thawing process into two stages. In the first stage, ice crystals in the frozen product sublime under low-temperature vacuum pressure conditions, forming a large number of tiny pores and channels. In the second stage, low-temperature water vapor quickly conducts convection and condensation heat transfer on the surface and internal pore channels of the frozen product, achieving the rehydration and an increase in the temperature of the frozen product, thereby achieving rapid thawing. Throughout the entire thawing process, the frozen product remains in a high-vacuum environment. The phase-change heat transfer of steam provides additional thermal energy to the frozen product, effectively reducing the thawing time. This effectively curbs bacterial multiplication and decreases the sublethal harm to foodborne pathogens during the thawing process [15]. Building on the research idea of a new vacuum sublimation–rehydration thawing method, Kopeć et al. [16] designed an experiment and verified that as the sublimation dehydration rate increased, the vacuum steam thawing time was significantly shortened.
Compared with traditional thawing methods, vacuum steam thawing and new vacuum sublimation–rehydration thawing can better maintain the quality of meat and improve the thawing rate of frozen products [17]. However, the existing literature predominantly evaluates the defrosting effectiveness as the primary metric while neglecting comparative studies on system energy consumption [18]. In this study, we evaluated three thawing methods—natural air thawing, vacuum steam thawing, and novel vacuum sublimation–rehydration thawing—using the same batch of frozen pork (2 kg per sample). The effects of these methods on the thawing time, thawing rate, thawing loss rate, thawing effect, and thawing energy consumption were systematically investigated. Based on this analysis, the results provide a comprehensive understanding of the energy efficiency and quality preservation mechanisms of different thawing methods. These findings offer a robust theoretical foundation for scaling-up the thawing process to industrial levels, such as 1000 kg batches, and they can guide future research on optimizing thawing techniques for large-scale meat processing applications.
2. Materials and Methods
2.1. Experimental Materials
(1) Fresh pork tenderloins were collected from male pig carcasses (approximately 10 months old, 24 h post-slaughter) at a commercial slaughterhouse in Shanghai, China. The samples were transported to the laboratory on ice under refrigerated conditions within 30 min. All equipment utilized during the experimental procedures, including knives, containers, worktables, and chopping boards, underwent thorough cleaning and sterilization using specialized detergents. Additionally, the dedicated laboratory environment was routinely sanitized with specific disinfectants to maintain aseptic conditions.
(2) Fresh pork tenderloin was placed on a sterile operating table, the fat and fascia tissue on its surface were removed, and it was trimmed into several rectangular (30 cm × 10 cm × 8 cm) original samples with a mass of about 2 kg and a roughly equal shape and size.
(3) A sample was randomly selected and marked as “fresh meat”, and its quality, texture, and color parameters were recorded and measured.
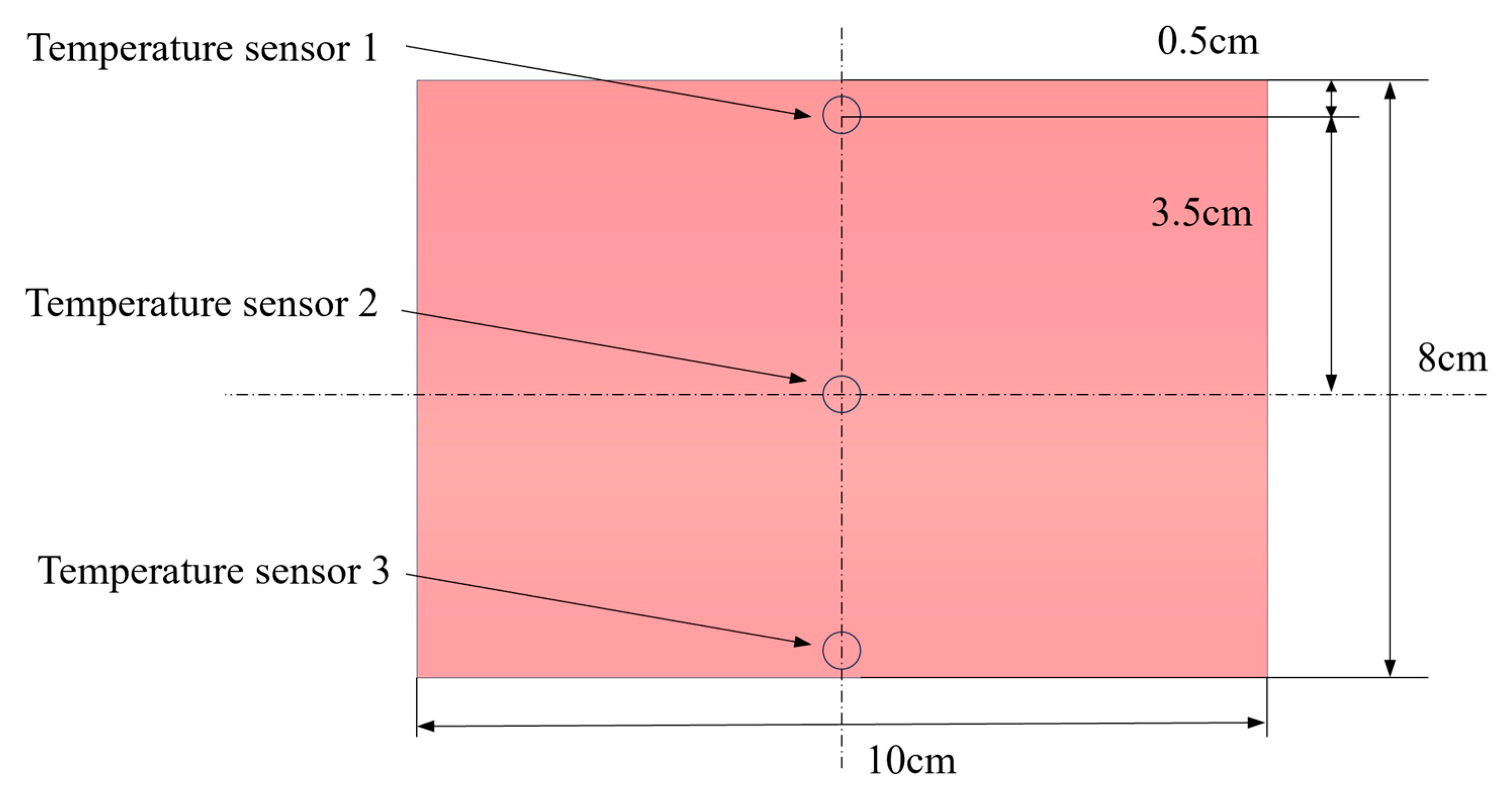
(4) The remaining samples were arranged and fixed equidistantly along the transverse central axis, corresponding to the positions of the temperature measurement points, as depicted in Figure 1. Each sample was then individually sealed in a self-sealing plastic bag and subsequently stored in a cryogenic refrigerator for cooling.
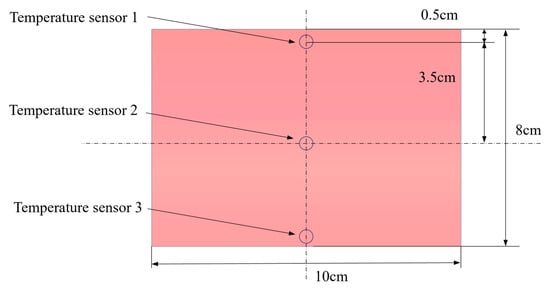
Figure 1.
Schematic diagram of temperature measurement points distributed along the thickness direction of the pork sample.
(5) A sample was randomly selected from the ultra-low-temperature refrigerator, and each sample was randomly assigned to a treatment group to minimize bias, the frost particles attached to the surface of the frozen pork were wiped with absorbent paper, and it was connected to the data acquisition equipment. When the core temperature of the sample reached −18 °C, different thawing methods (NAT, VST, VSRT) were used to start thawing. When the core temperature of the sample reached −5 °C, the thawing was completed.
2.2. Experimental Equipment
A detailed list of the equipment and instruments [14] used in the experiment is shown in Table 1.

Table 1.
Equipment and instruments used in the experiment.
2.3. Thawing Methods
2.3.1. Natural Air Thawing (NAT)
The frozen pork samples were placed on clean trays in a heat-insulated environment and thawed under controlled ambient air conditions (23 ± 1 °C). The thawing process was initiated when the core temperature reached −18 °C and terminated upon achieving a central temperature of −5 °C [19]. Following complete thawing, comprehensive quality assessments were conducted, including texture profile analysis and colorimetric measurements, with comparative analysis performed against fresh meat controls.
2.3.2. Vacuum Steam Thawing (VST)
Vacuum Steam Thawing (VST) is a thawing technique that leverages the principles of low-pressure steam condensation to achieve rapid and uniform thawing of frozen products. The process is conducted in a sealed vacuum chamber, where the pressure is reduced to approximately 1 kPa. Under these conditions, the boiling point of water is significantly lowered, enabling the generation of steam at relatively low temperatures. The steam is introduced into the chamber and condenses on the cold surface of the frozen product, releasing latent heat. This heat transfer mechanism ensures efficient and uniform thawing, as the condensation of steam provides a continuous supply of thermal energy to both the surface and the interior of the product.
The vacuum steam thawing system primarily consists of five integrated components: a thawing chamber, vacuum equipment, refrigeration system, humidification system, and automatic control system. Prior to the initiation of thawing, the operational parameters were set on the digital interface of the vacuum steam thawing apparatus (model: DCZKJDZ-10, Dachang Refrigeration Equipment Engineering Co., Ltd., Ganzhou, China), with the chamber pressure set at1 kPa and the temperature maintained at 15 °C [13].
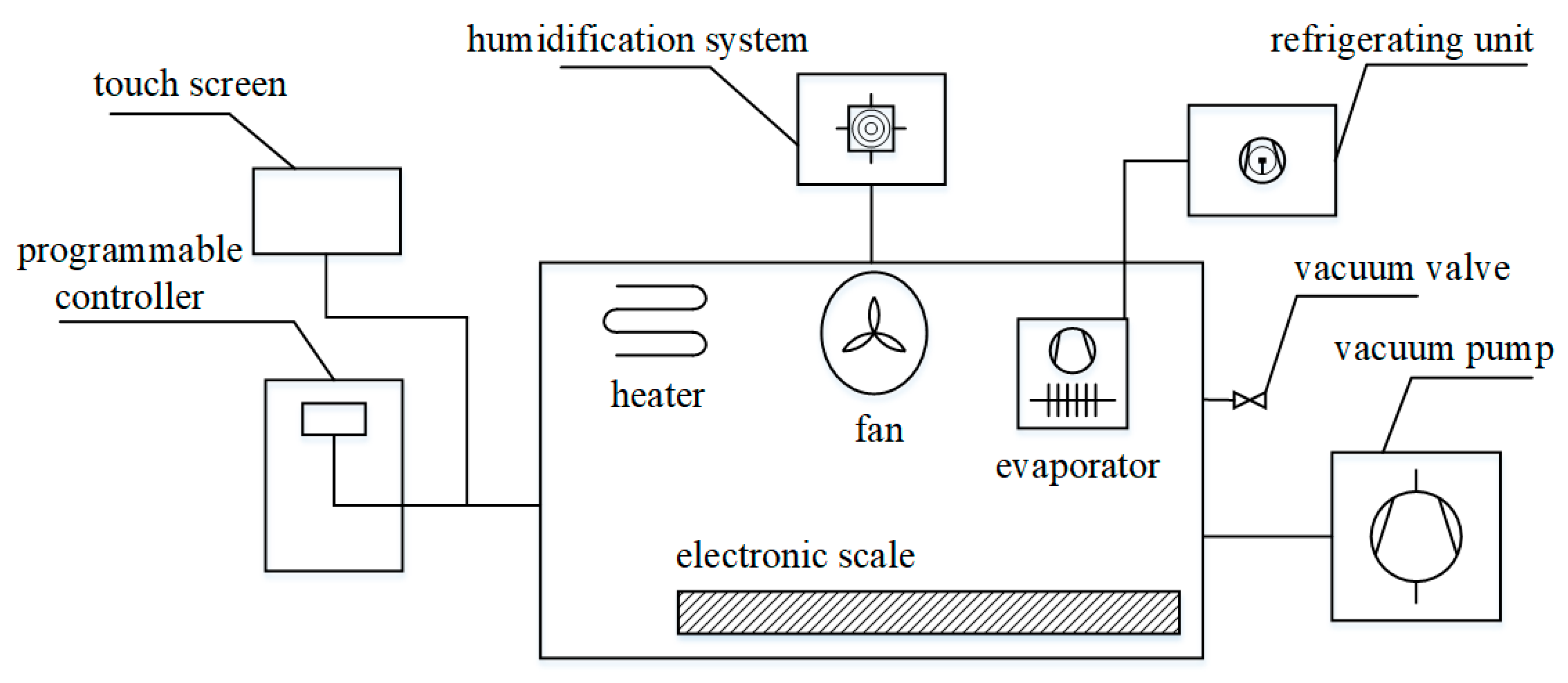
The experimental procedure began once the predetermined environmental conditions were achieved within the chamber. As illustrated in Figure 2, the chamber pressure was regulated through the operation of the vacuum pump, while the temperature was controlled via a dual-mode heating and refrigeration mechanism. Steam generation was facilitated by an overhead humidification system coupled with a circulation fan [10]. Throughout the thawing process, the vacuum equipment and humidification system operated continuously to maintain the chamber pressure at 1 kPa and ensure a consistent supply of steam. The frozen pork samples were placed in the thawing chamber, and the thawing progress was monitored until the core temperature of the samples reached −5 °C, indicating the completion of the thawing process.
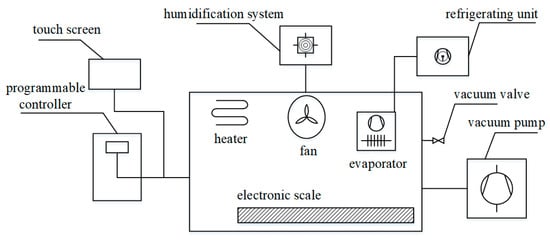
Figure 2.
Vacuum steam thawing machine (DCZKJDZ-10) system diagram.
2.3.3. Vacuum Sublimation–Rehydration Thawing (VSRT)
The novel vacuum sublimation–rehydration thawing (VSRT) process consists of two stages: a sublimation stage and a rehydration stage. The first stage is the sublimation stage, during which the ice crystals in the frozen product sublimate into water vapor under low-pressure vacuum conditions, and the vapor escapes from the inside to the outside to achieve an initial thawing. At the same time, pore channels are formed inside the frozen product, and then through the second stage of the vacuum rehydration process, the water vapor generated by the external water enters the surface of the frozen product.
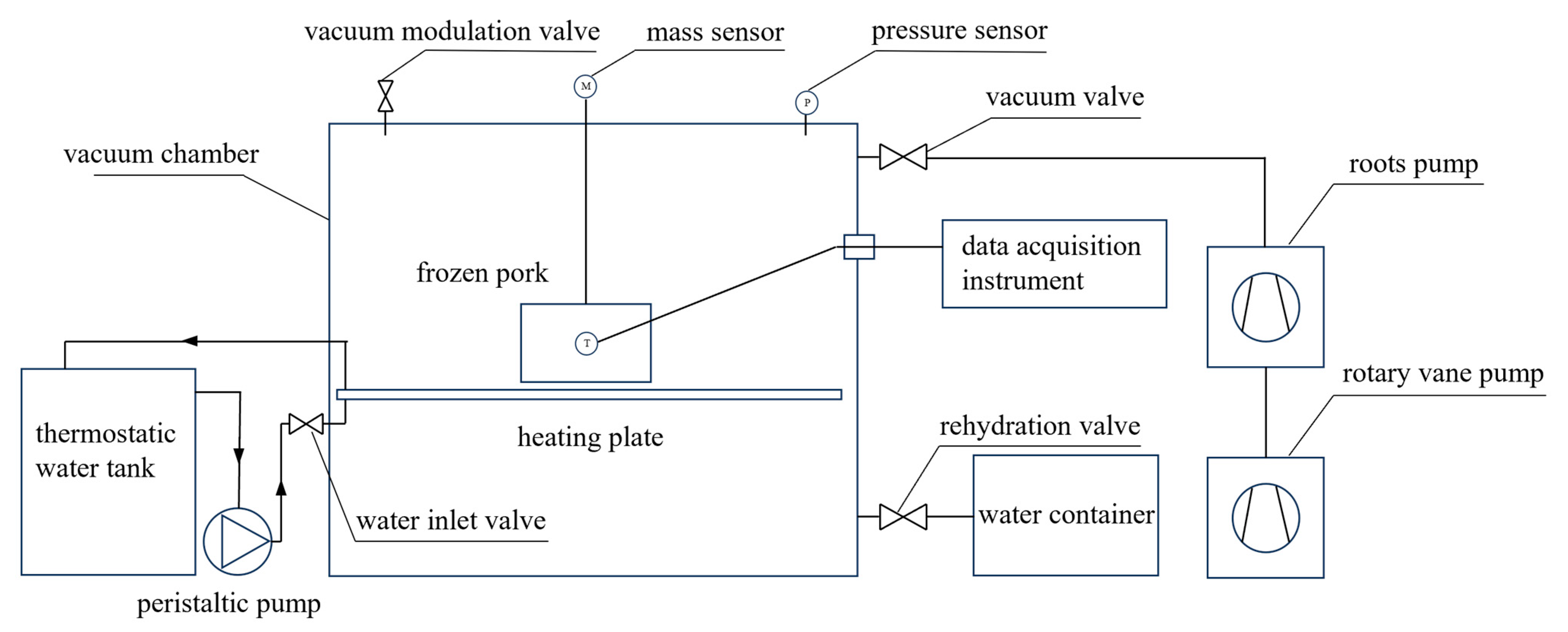
At the beginning of the experiment, the constant-temperature water tank and peristaltic pump were initiated. Once the heating plate reached the target temperature of 25.9 °C, the frozen pork samples were placed inside the vacuum thawing chamber, and the vacuum system was activated. The chamber pressure was gradually reduced to 610 Pa, corresponding to the equilibrium point of the three-phase state of water, signaling the commencement of the vacuum sublimation stage [20]. Throughout this stage, the chamber pressure was maintained below 125 Pa, the saturated sublimation pressure for ice crystals at −18 °C. Under these conditions, the ice crystals within the frozen product underwent direct sublimation, transforming into water vapor that was subsequently evacuated from the chamber. This process facilitated the formation of numerous micro-pores and channels within the product as the water molecules migrated from the interior to the exterior.
In the second stage, rehydration heating commenced once the predetermined sublimation time of 19.60 min was attained. At this point, the vacuum pump was deactivated, and the rehydration valve was activated. The pressure gradient between the interior and exterior of the vacuum chamber facilitated the flow of pure liquid water from an external reservoir into the chamber through the rehydration valve, where it rapidly transformed into water vapor. This vapor penetrated both the surface and the internal pore structures of the frozen product. Upon condensation, it released latent heat, which was absorbed by the frozen product, enabling it to reach the thawing state swiftly. The key experimental parameters for this stage included a sublimation duration of 19.60 min, a heating plate temperature of 25.9 °C, a rehydration volume of 1634 mL, and a rehydration temperature of 28.8 °C [21]. Figure 3 provides a schematic representation of the experimental configuration.
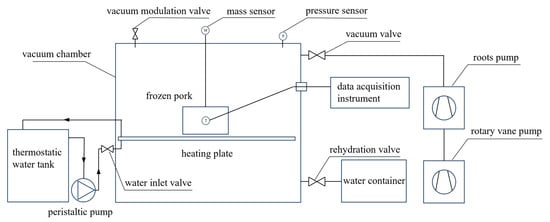
Figure 3.
Schematic diagram of vacuum sublimation–rehydration thawing device.
2.4. Determination of Thawing Quality Indicators
2.4.1. Thawing Time
The thawing time refers to the time required for the core temperature of frozen products to rise from −18 °C to −5 °C. Once the core temperature has reached this range, it is sufficient to meet the requirements for subsequent processing procedures [22].
2.4.2. Thawing Loss Rate
The thawing loss rate is the mass loss rate of frozen products after thawing. The thawing loss rate of frozen products is calculated according to Formula (1) [23]:
where η is the thawing loss rate; M0 is the mass of the frozen product before thawing in kg; and M1 is the mass of the frozen product after thawing in kg. M0 and M1 were measured three times, and the average value was calculated.
2.4.3. Color Measurement
Before the measurement, the moisture was wiped off the sample surface with filter paper. Three locations on the surface of each sample were randomly selected, and the L*, a*, and b* values of the sample were measured using a colorimeter calibrated with a white plate. The measurement was repeated three times in parallel. The difference between the thawed sample and the fresh meat was used to calculate the total color difference between the two using Formula (2).
where ∆E is the total color difference; L*, a*, and b* are the brightness, redness, and yellowness of the fresh meat, respectively; and L**, a**, and b** are the brightness, redness, and yellowness of the thawed pork, respectively.
2.4.4. Texture Parameter
Following thawing, the samples were subjected to surface moisture removal using filter paper, after which texture profile analysis (TPA) was conducted using a TA-XT2i texture analyzer (Stable Micro Systems Ltd., Godalming, UK) in the TPA mode (texture profile analysis method) for comprehensive textural characterization [24]. The probe selected was P/50, and the rates before, during, and after the test were 1.00 mm/s, 5.00 mm/s, and 5.00 mm/s, respectively. The downward compression distance of the probe was set to 10 mm, and two compressions were performed with a time interval of 5.0 s. The load force of the probe was set to 20 g.
2.4.5. System Specific Energy Consumption
The specific energy consumption of the system refers to the energy consumption required to thaw a unit mass of frozen meat. The calculation formula is as follows:
where is the specific energy consumption in kWh/kg; and E is the total energy consumption during the thawing process, which was measured by a power meter (model: UT230E, UNI-Trend Technology Co., Ltd., Dongguan, China), measured in kWh.
The total energy consumption E of the VST system consists of two primary components: (1) the combined operational energy consumption of the vacuum system and the steam-circulating fan for aerosol injection into the chamber, and (2) the energy consumption of the heating system. The total energy consumption E of the VSRT system comprises three primary components: (1) the operational energy consumption of the vacuum system during the sublimation phase, (2) the combined energy consumption of the constant-temperature water bath and peristaltic pump in the heating system, and (3) the thermal energy required for heating the temperature-regulated purified water in the rehydration system.
2.5. Statistical Analysis
To ensure experimental reliability and minimize the impact of biological variability, triplicate trials were conducted for each experimental condition in the comparative study. The experimental results were expressed as mean ± standard deviation. One-way analysis of variance (ANOVA) was conducted using the SPSS 25.0 software to analyze the texture parameters, color, and color differences between the thawed samples and fresh meat. Additionally, Duncan’s multiple comparison test (significance level α = 0.05) was applied to assess the significance of the differences among the different sample groups.
3. Results
3.1. Analysis of the Thawing Process
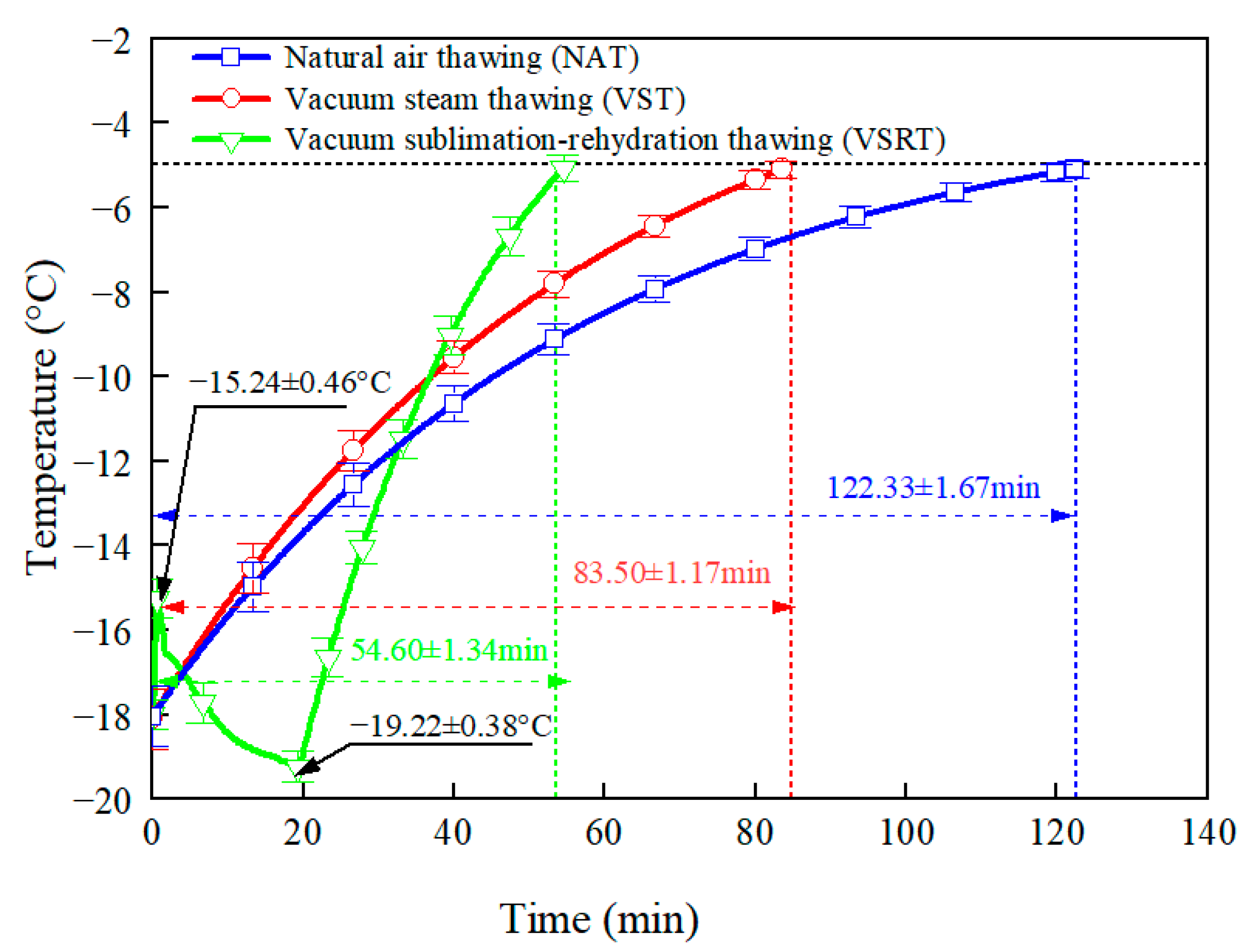
Figure 4 presents the thawing time of the different thawing methods. As depicted in the figure, the core temperature of the frozen products subjected to natural air thawing (NAT) increased at the slowest rate, resulting in the longest thawing time of 122.33 min. In comparison, the core temperature rise in the vacuum steam thawing (VST) process was slightly faster than that in NAT but still slower than that in the vacuum sublimation–rehydration thawing (VSRT) process, with a thawing time of 83.50 min. In contrast, the core temperature of the frozen products undergoing VSRT initially decreased and then increased rapidly, achieving the shortest thawing time of 54.60 min. This represents a reduction of 55.37% and 34.61% compared to NAT and VST, respectively.
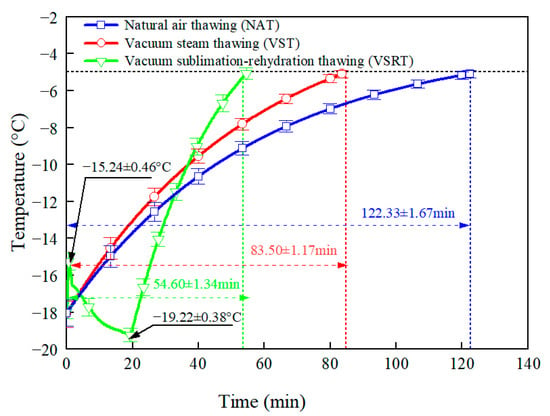
Figure 4.
Thawing time of different thawing methods.
The changes in the temperature curves can be attributed to two main factors. First, during the NAT process, the thermal conductivity and fluidity of air were relatively poor, resulting in a slow rate of convective heat transfer with the frozen pork. Second, the thermal conductivity of liquid water is significantly smaller than that of solid ice. As the ice crystals on the surface of the frozen product gradually melted into liquid water, the thermal resistance to heat transfer from the surface to the inside increased, while the rate of heat transfer decreased. Consequently, the core temperature of the frozen product exhibited the least increase over time during NAT, resulting in the longest thawing time. In contrast, VST relies on the condensation and heat release of water vapor on the surface of the frozen product, which effectively increased the rate of the core temperature rise and reduced the thawing time. However, compared with VSRT, the amount and rate of water vapor condensation in the vacuum steam thawing process were relatively limited, which may have affected its overall efficiency.
During the VSRT sublimation stage, the core temperature of the frozen product began at the initial state (−18 °C), increased rapidly, and then started to decrease gradually. In the rehydration stage, the core temperature of the frozen sample rapidly increased to −5 °C. At the initial stage of sublimation, the pressure inside the vacuum chamber rapidly decreased from atmospheric pressure. Under this sudden pressure drop, some unfrozen organic compounds in the frozen sample (such as myosin and collagen) rapidly froze, releasing a latent heat of phase change [16,18]. This caused a rapid but transient increase in the core temperature of the sample. As the pressure in the vacuum chamber continued to decrease to 610 Pa (the triple point pressure of water), the ice crystals in the sample sublimated into water vapor under the influence of the heating plate and were subsequently removed from the vacuum chamber. With the progression of the sublimation process, the frozen product was influenced by the combined effects of sublimation heat absorption and continuous heating from the heating plate, and the heat absorption from sublimation gradually became the dominant factor [25], leading to a steady decrease in the core temperature of the sample. Simultaneously, numerous microscopic pore channels were formed within the frozen product. When the process entered the rehydration stage, water vapor condensed on both the pore channels and surfaces, releasing latent heat. The considerable amount of condensation, along with a high condensation rate, caused a rapid increase in the core temperature, thereby enhancing the thawing efficiency.
3.2. Thawing Loss
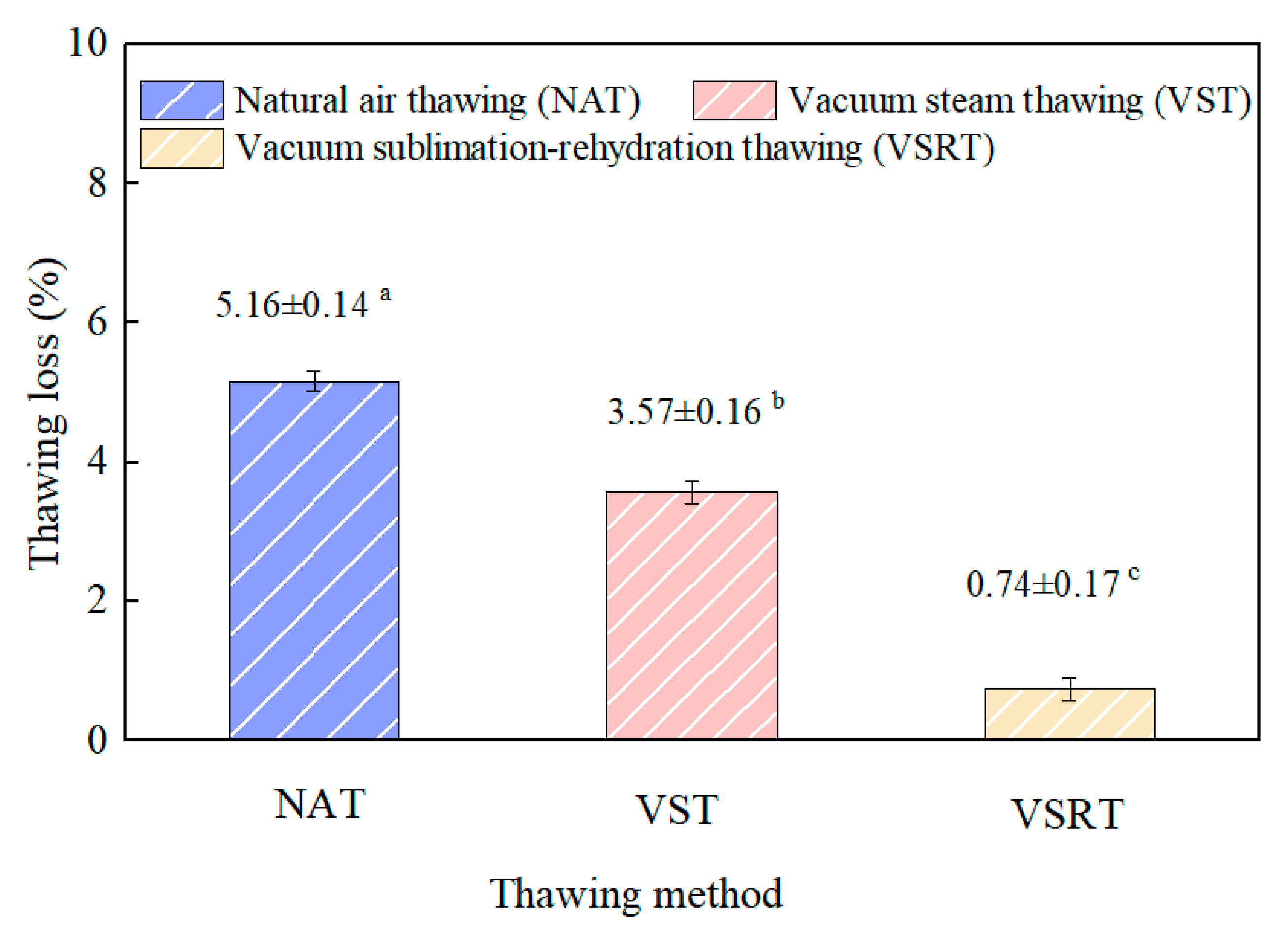
Figure 5 shows the thawing water loss rates of the NAT, VST, and VSRT methods, which were 5.16%, 3.57%, and 0.74%, respectively. The thawing water loss rate of VSRT was the lowest at 0.74%, which was 85.66% and 79.27% lower than those of NAT (5.16%) and VST (3.57%), respectively. The thawing efficiency of VSRT was higher. Additionally, water vapor condensed simultaneously at frozen locations (internal and surface), enhancing the thawing efficiency of VSRT. The water and juice could be more fully supplemented with meat cell tissue, resulting in the lowest thawing loss rate for VSRT. The frozen products thawed by natural air had the longest contact times with air, resulting in the largest losses of water and juice during thawing. In the vacuum steam thawing process, the amount of water vapor condensation on the frozen product was limited, with condensed water remaining only on the surface. As a result, the loss of water inside the frozen product could not be effectively supplemented, and the loss of juice was relatively large.
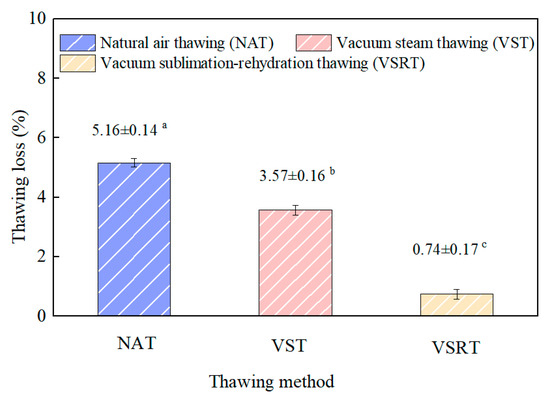
Figure 5.
Thawing loss of different thawing methods. (Letters a, b, and c were utilized for indicating significant differences among the treatment groups.)
3.3. Color Analysis
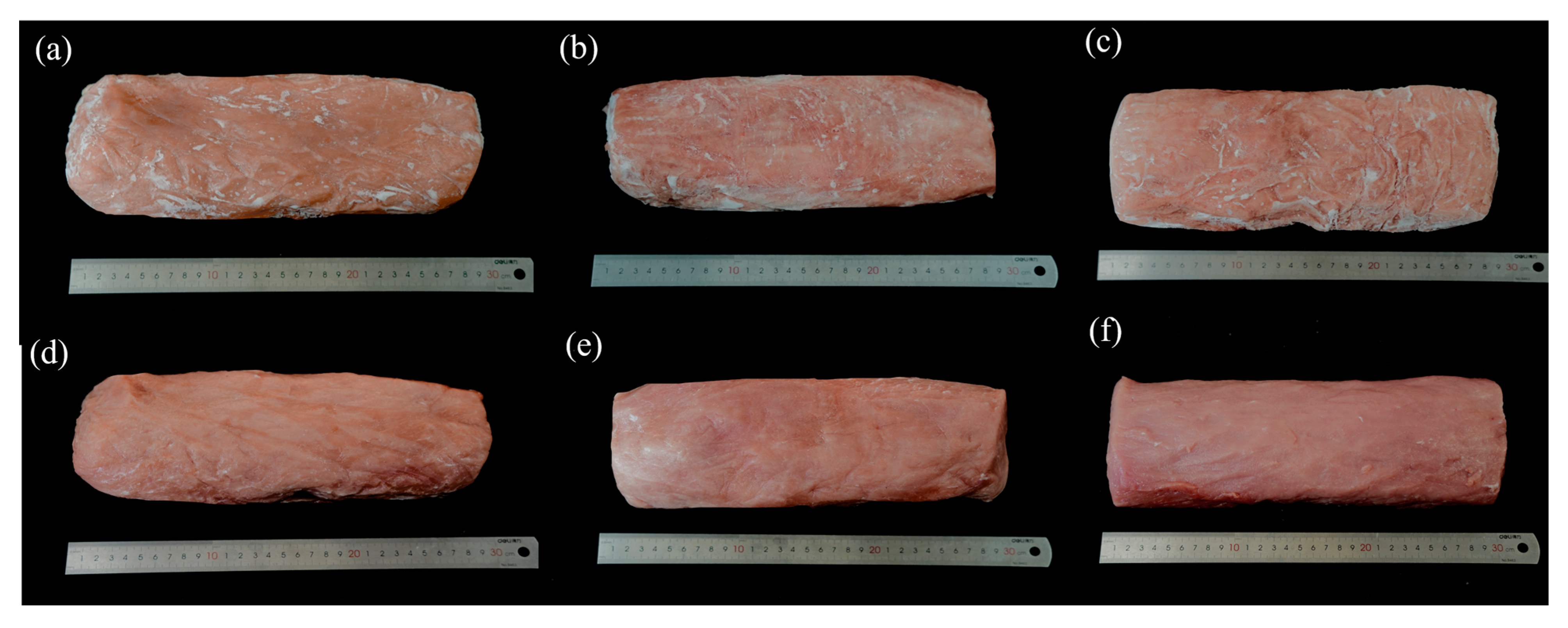
As shown in Table 2, the total color differences (ΔE) for NAT, VST, and VSRT were 8.10, 6.09, and 1.05, respectively. VSRT exhibited the lowest total color difference, with reductions of 87.04% and 82.76% compared to NAT and VST, respectively. Compared to the fresh meat, the brightness (L*) and redness (a*) of the pork decreased significantly, while the yellowness (b*) increased significantly after NAT (p < 0.05). Similarly, significant changes in brightness and redness were observed after VST (p < 0.05). These phenomena can be attributed to the following factors: VSRT’s shorter thawing time minimized the dry loss caused by prolonged exposure to the thawing environment. Additionally, the oxidation of myoglobin and non-enzymatic browning of amino acids were significantly reduced during VSRT [26]. The efficient rehydration process in VSRT ensured that water and juices were more effectively replenished within the meat cell tissues, resulting in a total color difference closest to that of fresh meat. In contrast, NAT-thawed products experienced the longest exposure to air, leading to the most pronounced decrease in surface brightness. The reaction of myoglobin and fat with oxygen produced yellow–brown pigments, and the loss of water from pigment-related substances caused significant changes in redness and yellowness, resulting in the largest total color difference compared to fresh meat [27]. During VST, the limited condensation of water vapor on the product surface, coupled with substantial juice and pigment loss, led to more noticeable changes in brightness and redness after thawing. Figure 6 is a comparison of the different thawing methods before and after thawing. The image acquisition process was conducted in a dedicated imaging laboratory under controlled conditions. To ensure optimal image quality, all samples were captured using a high-resolution Sony A7C camera against a standardized black background, thereby minimizing potential color bias in subsequent image analysis.
Table 2.
Comparison of color of frozen products after different thawing methods.
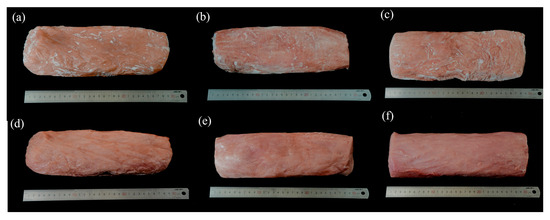
Figure 6.
Comparison of different thawing methods before and after thawing; (a) before natural air thawing (NAT); (b) before vacuum steam thawing (VST); (c) before vacuum sublimation–rehydration thawing (VSRT); (d) after natural air thawing (NAT); (e) after vacuum steam thawing (VST); (f) after vacuum sublimation–rehydration thawing (VSRT).
3.4. Texture Parameters
The texture parameters of the pork and fresh meat after NAT, VST, and VSRT were measured, and a significance analysis of the hardness, springiness, adhesiveness, cohesiveness, and chewiness was performed. The results are shown in Table 3.
Table 3.
Comparison of texture parameters of frozen products after different thawing methods.
From Table 3, it can be observed that, compared to the fresh meat, the hardness, springiness, chewiness, and cohesiveness of the pork after NAT were significantly increased, while the adhesiveness was significantly decreased (p < 0.05). For the pork after VST, there was little change in its springiness, but its hardness, adhesiveness, chewiness, and cohesiveness exhibited notable increases and decreases, respectively, all of which were statistically significant (p < 0.05). Notably, there were no significant differences (p > 0.05) between the texture parameters of the pork thawed by VSRT and the fresh meat. These observations can be attributed to the prolonged exposure of frozen products to a high-temperature, low-humidity air environment during the NAT process. Under the influence of microorganisms and enzymes, proteins were oxidized, leading to a reduction in the hardness of the meat after thawing [28]. Additionally, the severe loss of water and juice content resulted in a tighter meat structure, thereby causing significant changes in hardness, springiness, adhesiveness, and cohesiveness. In contrast, during vacuum low-oxygen freezing, the oxidation rate of proteins and lipids in frozen products is slowed to some extent [29], and the thawing time is shorter than that of NAT. Consequently, the springiness of the meat after thawing did not change significantly. However, water vapor adhered to the exterior of frozen products for an extended period and blocks internal moisture, leading to a significant increase in hardness, adhesiveness, chewiness, and cohesiveness after thawing. During the VSRT process, the sublimation of ice crystals in the frozen state effectively preserved the skeletal structure and muscle tissue of the product. Simultaneously, during the rehydration and heating stage, the controlled pressure and temperature within the vacuum chamber facilitated the rapid condensation of water vapor both on the surface and within the internal pore channels of the product. This resulted in a significant increase in heat transfer efficiency, which substantially reduced the thawing time and minimized the thawing loss rate. Furthermore, the low-temperature and low-oxygen environment of VSRT significantly mitigated protein denaturation and lipid oxidation. As a result, the texture parameters of the pork thawed using VSRT closely resembled those of fresh meat.
3.5. System-Specific Energy Consumption
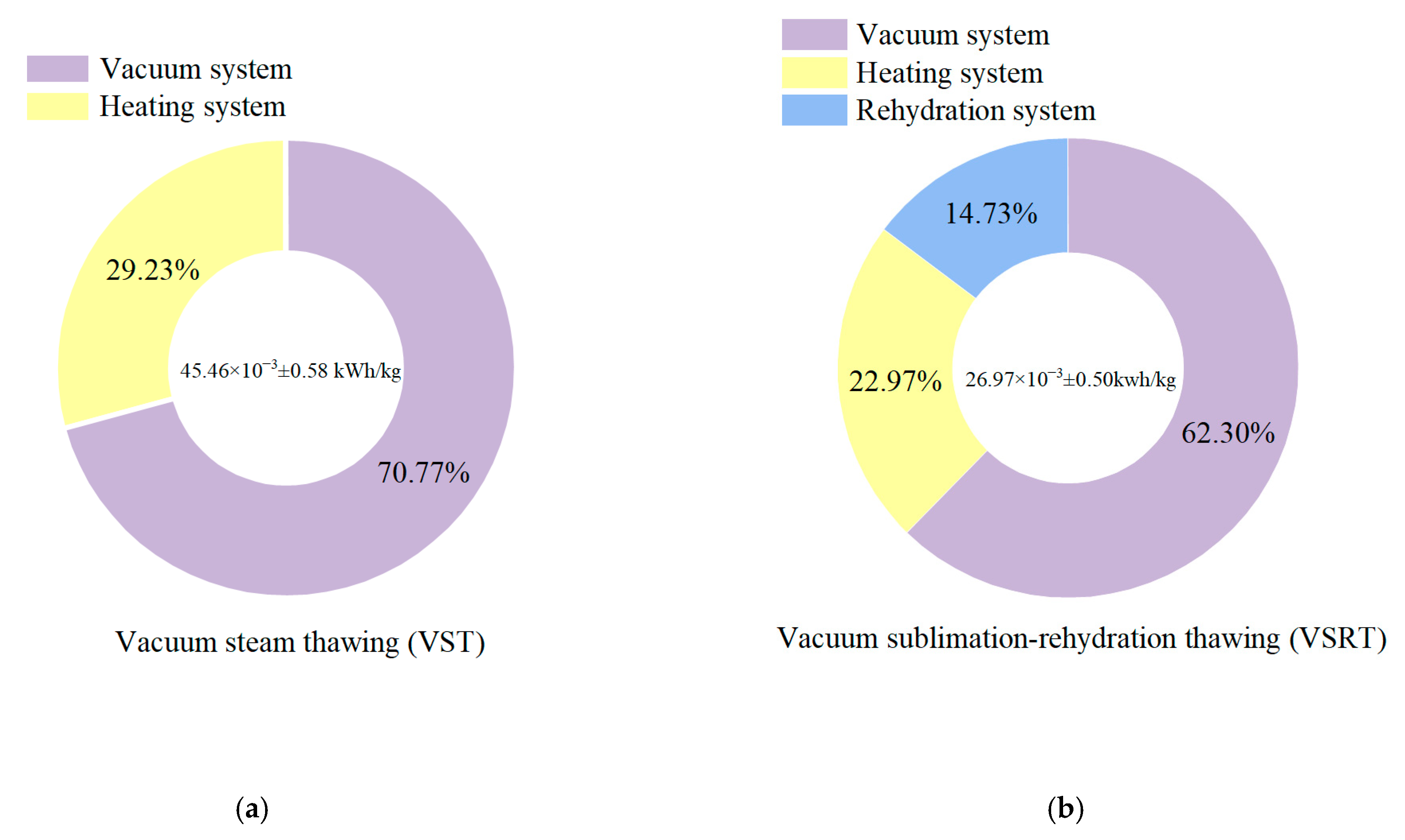
In order to compare the energy consumption of the different thawing systems, this study measured the system-specific energy consumption of VST and VSRT, as shown in Figure 7 and Table 4. The results revealed significant differences in energy efficiency between the two systems. The total specific energy consumption of VST was 45.46 × 10−3 kWh/kg, with the vacuum system and heating system accounting for 70.77% and 29.23% of the total energy consumption, respectively. In contrast, the total specific energy consumption of VSRT was 26.97 × 10−3 kWh/kg, representing a 40.67% reduction compared to VST. This substantial reduction in energy consumption can be attributed to the optimized design of the VSRT process, which divides the thawing process into two distinct stages: sublimation and rehydration.
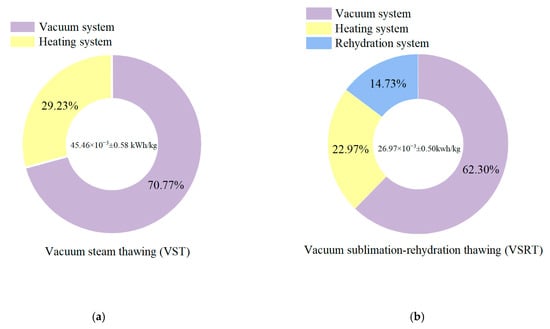
Figure 7.
System-specific energy consumption under different thawing methods; (a) vacuum steam thawing (VST); (b) vacuum sublimation–rehydration thawing (VSRT).
Table 4.
Energy consumption of different thawing methods.
Vacuum system energy consumption: The vacuum system in VSRT consumed 16.80 × 10−3 kWh/kg, accounting for 62.30% of the total energy consumption. This was significantly lower than the vacuum system energy consumption in VST (32.20 × 10−3 kWh/kg, 70.77% of total energy consumption). The reduction was primarily due to the fact that the vacuum pump in VSRT operates only during the sublimation stage and is turned off during the rehydration stage, whereas the vacuum pump in VST operates continuously throughout the entire thawing process.
Heating system energy consumption: The heating system in VSRT consumed 6.20 × 10−3 kWh/kg, accounting for 22.97% of the total energy consumption. This was also lower than the heating system energy consumption in VST (13.30 × 10−3 kWh/kg, 29.23% of total energy consumption). The efficient heat transfer mechanism in VSRT, which utilizes low-temperature water vapor for rehydration, contributed to this reduction.
Rehydration system energy consumption: The rehydration system, unique to VSRT, consumed 3.97 × 10−3 kWh/kg, accounting for 14.73% of the total energy consumption. This stage, which involves the rapid condensation of water vapor on the surface and internal pores of the frozen product, further enhanced the energy efficiency of the VSRT process.
The energy consumption breakdown clearly demonstrates that VSRT is not only more energy-efficient but also more cost-effective compared to VST. The ability to reduce energy consumption by 40.67% while maintaining a high thawing efficiency and product quality makes VSRT a promising technology for large-scale industrial applications. These findings highlight the potential of VSRT to significantly reduce operational costs and environmental impact in the frozen meat industry.
While our laboratory-scale comparison (2 kg samples, η = 2.17%) conclusively demonstrates VSRT’s advantages over NAT and VST—including a 40.67% lower energy consumption—industrial translation requires addressing scaling laws through dimensional analysis. We therefore introduce the loading-adjusted specific energy consumption as follows:
where, φ is loading-adjusted specific energy consumption in kWh·m3/kg; and is the loading rate of frozen products in the vacuum chamber, defined as the ratio of the volume of frozen products (V) to the volume of the vacuum chamber (V0).
The energy efficiency of vacuum-based systems is highly dependent on the loading ratio (volume of frozen product to vacuum chamber volume). In our experiments, the loading ratio was maintained at approximately 2.17% (2 kg of pork occupying 2.4 × 10−3 m3 in a 110.4 × 10−3 m3 L chamber). Therefore, during scale-up, the nonlinear impact of loading ratio variations on energy consumption must be considered. Additionally, factors such as the energy efficiency of vacuum equipment, thermal losses, and operational stability in industrial settings influence overall energy performance. Industrial implementation requires addressing three critical scaling challenges: (1) optimizing product stacking configurations to ensure uniform vapor penetration during sublimation, (2) developing real-time process control using the sublimation dehydration rate as the primary indicator for phase transition completion, and (3) implementing adaptive vacuum pump modulation strategies. For successful scale-up, pilot studies should establish protocols for high-density loading while maintaining consistent product quality, paying particular attention to vapor distribution uniformity and energy-efficient vacuum system operation.
Consequently, future research should validate the energy-saving advantages of the VSRT method through pilot-scale (10–60 kg) experiments and optimize process parameters to ensure its applicability in industrial environments. Pilot-scale trials employing intermediate batches (10–60 kg) are essential to identify non-linear scaling effects in the loading-adjusted specific energy consumption (φ) and quality parameters. These trials should systematically investigate the correlation between loading ratios ( = 10–60%) and energy consumption, with a particular emphasis on characterizing the φ- relationship under industrially relevant conditions.
4. Conclusions
This study systematically evaluated the effects of three thawing methods—natural air thawing (NAT), vacuum steam thawing (VST), and vacuum sublimation–rehydration thawing (VSRT)—on the thawing efficiency, quality attributes, and energy consumption of frozen pork. Based on the experimental results, the following conclusions can be drawn:
- (1)
- The VSRT method achieved the shortest thawing time of 54.60 min, reducing the processing time by 55.37% compared to NAT and by 34.61% compared to VST;
- (2)
- VSRT demonstrated superior quality retention with the lowest thawing loss rate and total color difference. Specifically, it reduced the thawing loss rate by 85.66% and 79.27% compared to NAT and VST, respectively, and minimized the total color difference by 87.04% and 82.76%;
- (3)
- VSRT effectively maintained texture properties similar to fresh meat, with no significant differences (p > 0.05). In contrast, VST caused significant changes in texture parameters: hardness and chewiness increased, while adhesiveness and cohesiveness decreased significantly (p < 0.05);
- (4)
- The total specific energy consumption of VSRT was 26.97 × 10−3 kWh/kg, which was much lower than that of VST. Compared with the VST system, the specific energy consumption of the system can be reduced by up to 40.67%.
These findings underscore the significant advantages of VSRT in terms of thawing efficiency, quality preservation, and energy savings. The ability of VSRT to minimize thawing loss and maintain the natural texture and color of pork makes it a promising candidate for industrial applications, particularly in the frozen meat processing industry. While the current study has demonstrated VSRT’s effectiveness in preserving nutritional quality and suggests potential benefits for microbial safety, the transition from laboratory validation to industrial implementation presents both opportunities and challenges.
Building upon these promising laboratory results, the experimental work in this study primarily focused on elucidating the fundamental mechanisms of the VSRT method and establishing its preliminary energy efficiency profile. However, the pathway to commercial adoption requires addressing several scale-up considerations, including equipment design optimization, production efficiency, product consistency, and economic feasibility. For instance, while laboratory conditions allow for precise control of vacuum and heating systems, industrial environments demand robust equipment architectures capable of maintaining stable operation over extended production runs. Additional factors such as thermal losses and equipment startup energy consumption—often negligible at the bench scale—become critical parameters requiring evaluation through pilot-scale trials. These operational and engineering considerations highlight the need for future research to validate and optimize VSRT processes at intermediate scales, ultimately enabling the development of energy-efficient industrial applications.
Author Contributions
Conceptualization, A.X., S.C., and Y.S.; methodology, A.X.; software, A.X. and Y.S.; validation, A.X., S.C., and Y.S.; formal analysis, A.X.; investigation, A.X.; resources, S.C.; data curation, A.X.; writing—original draft preparation, A.X.; writing—review and editing, A.X.; visualization, A.X.; supervision, S.C.; funding acquisition, S.C. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the National Natural Science Foundation of China (NSFC), grant number 52176016.
Data Availability Statement
Data are contained within the article.
Acknowledgments
The authors are grateful for the financial support provided by the National Natural Science Foundation of China (NSFC) (No. 52176016). Moreover, the project is inseparable from the technical support of Shanghai Key Laboratory of Multiphase Flow and Heat Transfer in Power Engineering.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Guo, S.; Lin, T.; Wang, D.; Zhu, Z. International Livestock Products Market Situation in 2023 and Outlook in 2024. Chin. Livest. Poult. Breed. 2024, 20, 47–52. [Google Scholar]
- Coombs, C.E.O.; Holman, B.W.B.; Friend, M.A.; Michael, A.F. Long-term red meat preservation using chilled and frozen storage combinations: A review. Meat Sci. 2017, 125, 84–94. [Google Scholar] [CrossRef] [PubMed]
- Sutariya, S.G.; Sunkesula, V. Food Freezing: Emerging Techniques for Improving Quality and Process Efficiency a Comprehensive Review. In Innovative Food Processing Technologies; Elsevier: Amsterdam, The Netherlands, 2021; pp. 36–63. [Google Scholar] [CrossRef]
- Zeng, J.; Li, Y.; Zou, Y.; Yang, T.; Zhou, Y. Intestinal toxicity alleviation and efficacy potentiation through the rapeutic administration of Lactobacillus paracasei GY-1 in the treatment of gout flares with colchicine. Food Funct. 2024, 15, 1671–1688. [Google Scholar] [PubMed]
- Zhao, H.; Liu, S.; Tian, C.; Yan, G.; Wang, D. An overview of current status of cold chain in China. Int. J. Refrig. 2018, 88, 483–495. [Google Scholar]
- Dong, J.; Kou, X.; Liu, L.; Hou, L.; Li, R.; Wang, S. Effect of water, fat, and salt contents on heating uniformity and color of ground beef subjected to radio frequency thawing process. Innov. Food Sci. Emerg. Technol. 2021, 68, 102604. [Google Scholar] [CrossRef]
- Cai, L.; Cao, M.; Cao, A.; Joe, R.; Li, J.; Guan, R. Ultrasound or microwave vacuum thawing of red seabream (Pagrus major) fillets. Ultrason. Sonochem. 2018, 47, 122–132. [Google Scholar] [CrossRef]
- Peng, Z.; Zhu, M.; Zhang, H.; Yao, D.; Ma, C.; He, H.; Wang, Z.; Zhao, S.; Du, K.; Ma, H. Improved quality characteristics of pork thawed at low-temperature and high-humidity. Food Ferment. Ind. 2019, 45, 79–85. [Google Scholar]
- Jin, Z.; Zhao, Y.; Zhang, M.; Guo, R.; Liu, D. Progress in Meat thawing technologies. Meat Res. 2022, 36, 57–66. [Google Scholar]
- Li, N.; Xie, J.; Zhou, R.; Tang, Y.; Zhou, Y.; Xu, H. Effects of vacuum-steam thawing on the sense of tuna. J. Refrig. 2014, 35, 76–82. [Google Scholar]
- Bailey, C.; James, S.J.; Kitchell, A.G.; Hudson, W.R. Air-, water- and vacuum-thawing of frozen pork legs. J. Sci. Food Agric. 1974, 25, 81–97. [Google Scholar]
- Wang, B.; Du, X.; Kong, B.; Liu, Q.; Li, F.; Pan, N.; Xia, X.; Zhang, D. Effect of ultrasound thawing, vacuum thawing, and microwave thawing on gelling properties of protein from porcine longissimus dorsi. Ultrason. Sonochem. 2020, 64, 104860. [Google Scholar] [PubMed]
- Song, R.; Zou, T.; Zhang, K.; Han, X. Effect of vacuum thawing process on pork quality. Food Sci. Technol. 2019, 44, 119–124. [Google Scholar]
- Chen, S.; Wu, W.; Yang, Y.; Wang, H.; Zhang, H. Experimental study of a novel vacuum sublimation–rehydration thawing for frozen pork. Int. J. Refrig. 2020, 118, 392–402. [Google Scholar]
- Zeng, M.; Zou, Y.; Shi, Z.; Wang, J.; Yang, Y.; Bai, Y.; Ping, A.; Zhang, P.; Chen, Y.; Tao, H.; et al. A broad-spectrum broth rapidly and completely repairing the sublethal injuries of Escherichia coli caused by freezing and lactic acid alone or in combination for accurate enumeration. LWT 2024, 201, 116–219. [Google Scholar]
- Kopeć, A.; Mierzejewska, S.; Bać, A.; Piepiórka-Stepuk, J. Modification of the vacuum-steam thawing method of meat by using the initial stage of sublimation dehydration. Sci. Rep. 2022, 12, 1–9. [Google Scholar]
- Hui, Q.; Zou, T.; Song, R.; Zhang, K. Effects of different freezing methods on the quality of vacuum thawing pork. Food Ferment. Ind. 2020, 46, 115–120. [Google Scholar]
- Chen, S. Theoretical and Experimental Study on a Novel Vacuum Sublimation-Rehydration Thawing Method. Ph.D. Thesis, University of Shanghai for Science & Technology, Shanghai, China, 2022. [Google Scholar]
- Yu, C.; Lu, S.; Zhou, Z. Practical Handbook of Refrigeration and Air Conditioning Engineering, 2nd ed.; Machine Press: Beijing, China, 2011; pp. 545–546. [Google Scholar]
- Lopez-quiroga, E.; Antelo, T.A.; Alonso, A.A. Optimal time-scale modeling and control of freeze-drying. J. Food Eng. 2012, 111, 655–666. [Google Scholar]
- Chen, S.; Wu, W.; Mao, S.; Li, K.; Zhang, H. Optimization of a novel vacuum sublimation-rehydration thawing process. Food Sci. 2023, 88, 259–272. [Google Scholar]
- Liu, F.; Zhang, R.; Li, F.; Qu, Y. Influence of thawing ways on thawing effects and gel properties of frozen surimi. J. Shandong Agric. Univ. (Nat. Sci. Ed.) 2019, 50, 681–685. [Google Scholar]
- Wang, Y.; Yan, J.; Ding, Y.; Ma, H. Effects of ultrasound on the thawing of quick-frozen small yellow croaker (Larimichthys polyactis) based on TMT-labeled quantitative proteomic. Food Chem. 2022, 366, 130600. [Google Scholar]
- Chen, S.; Wu, W.; Liu, F.; Zhang, H.; Yang, W. Experimental study on the effect of heating plate (heat source) temperature on a new vacuum sublimation-rehydration thawing. Int. J. Refrig. 2022, 136, 27–35. [Google Scholar]
- Li, S.; Wu, W.; Chen, S.; Liu, F.; Wang, X. Experimental study on the effect of different rehydration water volume on novel vacuum sublimation-rehydration thawing. J. Refrig. 2024, 45, 159–166. [Google Scholar]
- Zhang, D.; Sun, J.; Wang, X.; Shang, Y.; Peng, Z. Effects of freeze-thaw cycle on the quality properties and microstructure of rabbit muscle. Food Sci. 2014, 35, 38–42. [Google Scholar]
- Zheng, X.; Zeng, L.; Bai, X.; Wang, C.; Hou, A. Effects of different thawing methods on pork physicochemical properties and microbial counts. Meat Res. 2018, 32, 14–19. [Google Scholar]
- Wang, L.; Chen, W.; Wang, Y.; Li, Z.; Xia, D. Effects of thawing methods on the quality, physicochemical properties and microstructure of pork. Food Mach. 2023, 39, 35–41. [Google Scholar]
- Wang, B.; Bai, X.; Du, X.; Pan, N.; Shi, S.; Xia, X. Comparison of effects from ultrasound thawing, vacuum thawing and microwave thawing on the quality properties and oxidation of porcine longissimus lumborum. Foods 2022, 11, 1368. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).