
Effect of Different Configurations on Bubble Cutting and Process Intensification in a Micro-Structured Jet Bubble Column Using Digital Image Analysis

Abstract
:1. Introduction
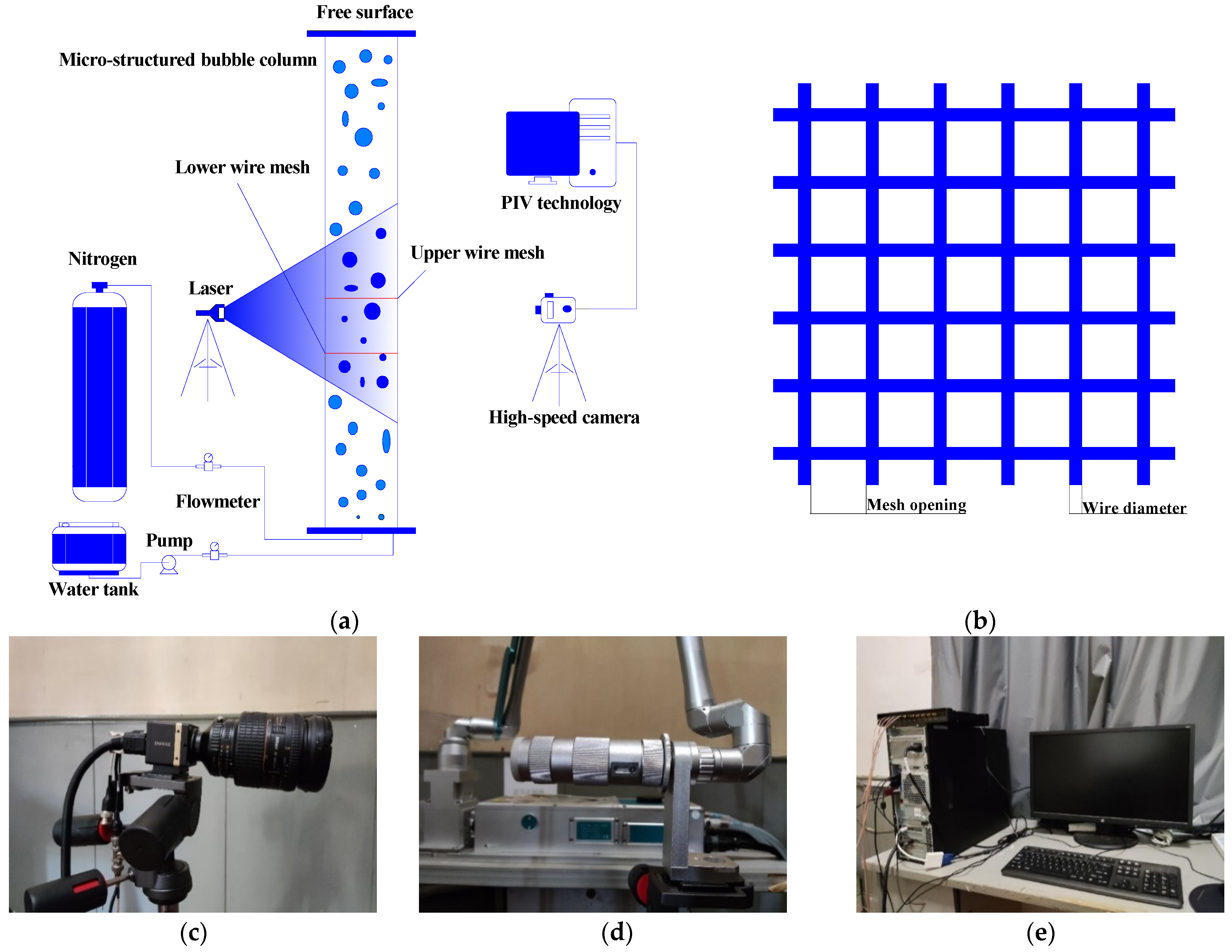
2. Experimental Setup
2.1. Experimental Devices and Flow Conditions
2.2. Materials
3. Measurement Methods
3.1. Capture Bubbles
3.2. Bubble Size Measurement
3.3. Liquid Velocity and Flow Field
4. Results and Discussion
4.1. Effect of Different Configurations on Bubble Morphology
4.2. Effect of Different Mesh Configurations on the Flow Field
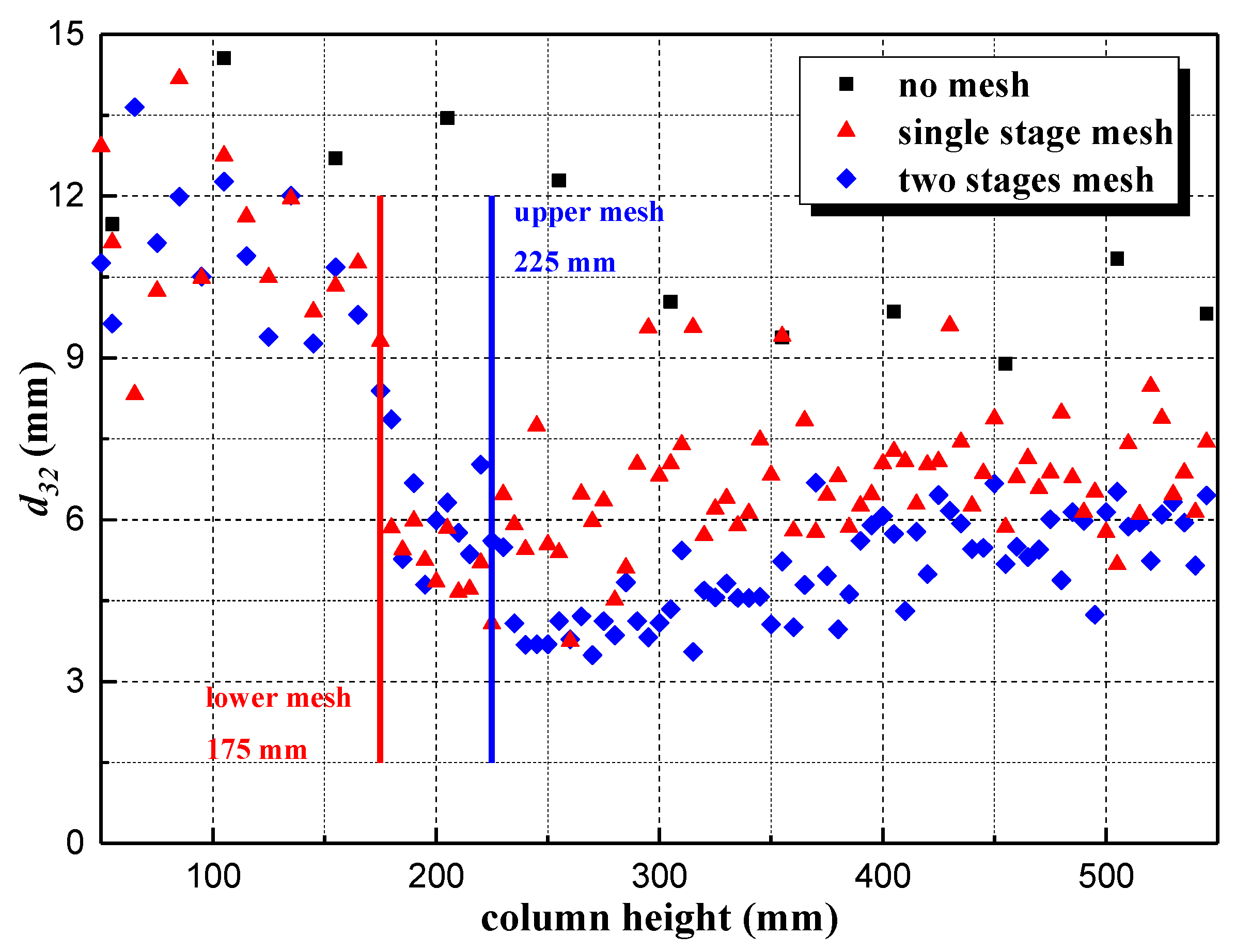
4.3. Effect of Different Mesh Configurations on Bubble Size
4.4. Effect of Different Mesh Configurations on Mass Transfer Performance
5. Conclusions
- (1)
- The bubble column performance with wire mesh was significantly better than that without wire mesh. In the presence of the mesh, the large bubbles were cut into small bubbles, and the average bubble size decreased by 22.7% (single stage) and 29.7% (two stages), respectively, which increased the gas–liquid interfacial area. The interaction between the wire mesh and the bubbles also enhanced the interface dynamics and updated the phase boundary, which meant a higher surface renewal rate and local mass transfer rate could be realized.
- (2)
- The wire mesh affected the overall flow regime within the MSJBC and caused compartmentalized liquid circulation patterns above and below the mesh, resulting in less liquid back-mixing inside the MSJBC. The local vortex caused by the intrusive effect of the screen made it difficult for small bubbles to escape from the liquid phase and prolonged the gas residence time (reaction time).
- (3)
- For the gas holdup and interfacial area, which are directly related to the mass transfer performance, the average gas holdup increased by almost 5.7% (single stage) and 9.7% (two stages), while the interfacial area increased from 34.8% to 41.4% for the single mesh and from 43.5% to 73.2% for the two stages mesh in the presence of the inserted mesh.
- (4)
- Through chemisorption experiments of CO2 into an NaOH aqueous solution, we concluded that the wire mesh could enhance chemical reactions subject to a poor mass transfer efficiency.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| a | Gas–liquid interfacial area, m2/m3 |
| C | bubble chord length, m |
| deq | equivalent bubble diameter, m |
| dmax | maximum bubble diameter, m |
| dmin | minimum bubble diameter, m |
| d32 | Sauter mean diameter, m |
| DC | bubble column diameter, m |
| DL | molecular diffusion coefficient, m2/s |
| g | gravitational acceleration, m/s2 |
| hf | final liquid height, m |
| hi | initial liquid height, m |
| klα | volumetric mass transfer coefficient, 1/s |
| displacement, m | |
| N | number of bubbles, dimensionless |
| ∆t | time, s |
| liquid velocity, m/s | |
| Vb | volume of the bubble |
| Ug | superficial gas velocity, m/s |
| Greek letters | |
| εg | gas holdup, dimensionless |
| Abbreviations | |
| BC | bubble column |
| LIF | laser induced fluorescence |
| MSJBC | micro-structured jet bubble column |
| NDF | number density function |
| PIV | particle image velocimetry |
| UDF | user-defined function |
References
- Tollkötter, A.; Kockmann, N. Absorption and chemisorption of small levitated single bubbles in aqueous solutions. Processes 2014, 21, 200–215. [Google Scholar] [CrossRef]
- Skoneczny, S.; Cioch-Skoneczny, M. Determination of steady-states of a bubble column bioreactor with biofilm for aerobic processes. Chem. Eng. Res. Des. 2021, 168, 25–36. [Google Scholar] [CrossRef]
- Kipping, R.; Kyk, H.; Hampel, U. Experimental analysis of gas phase dynamics in a lab scale bubble column operated with deionized water and NaOH solution under uniform bubbly flow conditions. Chem. Eng. Sci. 2021, 229, 116056. [Google Scholar] [CrossRef]
- Ham, P.; Bun, S.; Painmanakul, P.; Wongwailikhit, K. Effective Analysis of Different Gas Diffusers on Bubble Hydrodynamics in Bubble Column and Airlift Reactors towards Mass Transfer Enhancement. Processes 2021, 9, 1765. [Google Scholar] [CrossRef]
- Shu, S.; Vidal, D.; Bertrand, F.; Chaouki, J. Multiscale multiphase phenomena in bubble column reactors: A review. Renew. Energy 2019, 141, 613–631. [Google Scholar] [CrossRef]
- Zhang, H.H.; Sayyar, A.; Wang, Y.L.; Wang, T.F. Generality of the CFD-PBM coupled model for bubble column simulation. Chem. Eng. Sci. 2020, 219, 115514. [Google Scholar] [CrossRef]
- Sujatha, K.T.; Jain, D.; Kamath, S.; Kuipes, J.A.M.; Deen, N.G. Experimental and numerical investigation of a micro-structured bubble column with chemisorption. Chem. Eng. Sci. 2017, 169, 225–234. [Google Scholar] [CrossRef]
- Zhang, L.; Liu, L.G.; Liu, H.Z.; Zhou, X.W.; Chen, D.Q. Experimental investigation on sliding bubble coalescence of subcooled flow boiling in rectangular narrow channel. Int. J. Heat Mass Transf. 2021, 165, 120681. [Google Scholar] [CrossRef]
- Shi, W.B.; Yang, X.G.; Sommerfeld, M.; Yang, J.; Cai, X.Y.; Li, G.; Zong, Y. Modelling of mass transfer for gas-liquid two-phase flow in bubble column reactor with a bubble breakage model considering bubble-induced turbulence. Chem. Eng. J. 2019, 371, 470–485. [Google Scholar] [CrossRef]
- Shu, S.L.; Bahraoui, N.E.; Bertrand, F.; Chaouki, J. A bubble-induced turbulence model for gas-liquid bubbly flows in airlift columns, pipes and bubble columns. Chem. Eng. Sci. 2020, 227, 115945. [Google Scholar] [CrossRef]
- Vik, C.B.; Solsvik, J.; Hillestad, M.; Jakobsen, H.A. Interfacial mass transfer limitations of the Fischer-Tropsch synthesis operated in a slurry bubble column reactor at industrial conditions. Chem. Eng. Sci. 2018, 192, 1138–1156. [Google Scholar] [CrossRef]
- Guo, X.F.; Zhou, Q.; Li, J.; Chen, C.X. Implementation of an improved bubble breakup model for TFM-PBM simulations of gas–liquid flows in bubble columns. Chem. Eng. Sci. 2016, 152, 255–266. [Google Scholar] [CrossRef] [Green Version]
- Zhao, L.; Lv, M.; Tang, Z.; Tang, T.; Shan, Y.; Pan, Z.C.; Sun, Y.H. Enhanced photo bio-reaction by multiscale bubbles. Chem. Eng. J. 2018, 354, 304–313. [Google Scholar] [CrossRef]
- Agahzamin, S.; Pakzad, L. A comprehensive CFD study on the effect of dense vertical internals on the hydrodynamics and population balance model in bubble columns. Chem. Eng. Sci. 2019, 193, 421–435. [Google Scholar] [CrossRef]
- Xu, X.; Wang, J.J.; Yang, Q.; Wang, L.; Lu, H.; Liu, H.L.; Wang, H.L. Bubble size fractal dimension, gas holdup, and mass transfer in a bubble column with dual internals. Chin. J. Chem. Eng. 2020, 28, 2968–2975. [Google Scholar] [CrossRef]
- Li, B.; Qi, X.; Xie, M.; Wang, G.Y.; Wang, B.; Zhang, L.; Shen, L.H. Gaseous catalytic condensation reaction of methyl propionate and formaldehyde in a fluidized bed reactor. Can. J. Chem. Eng. 2019, 97, 1552–1559. [Google Scholar] [CrossRef]
- Li, L.R.; Kang, Y.T. Effects of bubble coalescence and breakup on CO2 absorption performance in nanoabsorbents. J. CO2 Util. 2020, 39, 101170. [Google Scholar] [CrossRef]
- Wang, W.W.; Li, S.Y.; Li, J.L. Experimental determination of bubble size distributions in laboratory scale sieve tray with mesh. Ind. Eng. Chem. Res. 2012, 51, 7067–7072. [Google Scholar] [CrossRef]
- Chen, G.H.; Zhu, H.T.; Guo, X.L.; Wang, W.W.; Li, J.L. Flow characteristics and CFD simulation on a high-efficiency sieve tray with bubble crusher. CIESC J. 2017, 68, 4633–4640. [Google Scholar]
- Li, X.; Wang, W.W.; Zhang, P.; Li, J.L.; Chen, G.H. Interactions between gas–liquid mass transfer and bubble behaviours. R. Soc. Open Sci. 2019, 6, 190136. [Google Scholar] [CrossRef] [Green Version]
- Zhang, X.; Guo, K.; Qi, W.; Zhang, T. Gas holdup, bubble behaviour, and mass transfer characteristics in a two-stage internal loop airlift reactor with different screens. Can. J. Chem. Eng. 2016, 95, 1202–1212. [Google Scholar] [CrossRef]
- Jain, D.; Lau, Y.M.; Kuipers, J.A.M.; Deen, N.G. Discrete bubble modeling for a micro-structured bubble column. Chem. Eng. Sci. 2013, 100, 496–505. [Google Scholar] [CrossRef]
- Sujatha, K.T.; Meeusen, B.G.J.; Kuipes, J.A.M.; Deen, N.G. Experimental studies of bubbly flow in a pseudo-2D micro-structured bubble column reactor using digital image analysis. Chem. Eng. Sci. 2015, 130, 18–30. [Google Scholar] [CrossRef]
- Tang, X.Y.; Wang, J.C.; Li, J.; Zhang, X.L.; La, P.Q.; Jiang, X.; Liu, B.D. In-situ growth of large-area monolithic Fe2O3/TiO2 catalysts on flexible Ti mesh for CO oxidation. J. Mater. Sci. Technol. 2021, 69, 119–128. [Google Scholar] [CrossRef]
- Huang, X.X.; Quan, X.J.; Zhu, S.; Cheng, W.; Cheng, C.; Qiu, F.C.; Cheng, Z.L. Catalytic ozonation treatment of biochemically treated leachate from municipal waste solid using Ti–Mn oxide-coated stainless steel mesh catalyst. J. Chem. Technol. Biotechnol. 2020, 95, 2371–2382. [Google Scholar] [CrossRef]
- Ito, D.; Prasser, H.-M.; Kikura, H.; Aritomi, M. Uncertainty and intrusiveness of three-layer wire-mesh sensor. Flow Meas. Instrum. 2011, 22, 249–256. [Google Scholar] [CrossRef]
- Muilwijk, C.; Van den Akker, H.E.A. The effect of liquid co-flow on gas fractions, bubble velocities and chord lengths in bubbly flows. Part I: Uniform gas sparging and liquid co-flow. Int. J. Multiph. Flow 2021, 137, 103498. [Google Scholar] [CrossRef]
- Muilwijk, C.; Van den Akker, H.E.A. The effect of liquid co-flow on gas fractions, bubble velocities and chord lengths in bubbly flows. Part II: Asymmetric flow configurations. Int. J. Multiph. Flow 2021, 138, 103562. [Google Scholar] [CrossRef]
- Hu, S.W.; Liu, X.H. CFD-PBM simulation of gas-solid bubbling flow with structure-dependent drag coefficients. Chem. Eng. J. 2021, 413, 127503. [Google Scholar] [CrossRef]
- Zhang, W.; Wang, J.F.; Li, B.; Yu, K.; Wang, D.B.; Yongphet, P.; Xu, H.J.; Yao, J. Experimental investigation on bubble coalescence regimes under non-uniform electric field. Chem. Eng. J. 2021, 417, 127982. [Google Scholar] [CrossRef]
- Barati-Harooni, A.; Jamialahmadi, M. Experimental Investigation and Correlation of the Effect of Carbon Nanotubes on Bubble Column Fluid Dynamics: Gas Holdup, Flow Regime Transition, Bubble Size and Bubble Rise Velocity. Int. J. Multiph. Flow 2021, 139, 103674. [Google Scholar] [CrossRef]
- Ruzicka, M.C.; Drahos, J.; Mena, P.C.; Teixeira, J.A. Effect of viscosity on homogeneous-heterogeneous flow regime transition in bubble columns. Chem. Eng. J. 2003, 96, 15–22. [Google Scholar] [CrossRef] [Green Version]
- Lau, Y.M.; Sujatha, K.T.; Gaeini, M.; Deen, N.G.; Kuipers, J.A.M. Experimental study of the bubble size distribution in a pseudo-2D bubble column. Chem. Eng. Sci. 2013, 98, 203–211. [Google Scholar] [CrossRef]
- Leonard, C.; Ferrasse, J.-H.; Lefevre, S.; Viand, A.; Boutin, O. Bubble rising velocity and bubble size distribution in columns at high pressure and temperature: From lab scale experiments to design parameters. Chem. Eng. Res. Des. 2021, 173, 108–118. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cases | 1 | 2 | 3 | 4 |
|---|---|---|---|---|
| Gas flow rate (l/h) | 36 | 72 | 108 | 144 |
| Ug (mm/s) | 4 | 8 | 12 | 16 |
| Inlet gas velocity (cm/s) | 141.5 | 283 | 424.5 | 566 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, G.; Zhang, Z.; Gao, F.; Li, J.; Dong, J. Effect of Different Configurations on Bubble Cutting and Process Intensification in a Micro-Structured Jet Bubble Column Using Digital Image Analysis. Processes 2021, 9, 2220. https://doi.org/10.3390/pr9122220
Chen G, Zhang Z, Gao F, Li J, Dong J. Effect of Different Configurations on Bubble Cutting and Process Intensification in a Micro-Structured Jet Bubble Column Using Digital Image Analysis. Processes. 2021; 9(12):2220. https://doi.org/10.3390/pr9122220
Chicago/Turabian StyleChen, Guanghui, Zhongcheng Zhang, Fei Gao, Jianlong Li, and Jipeng Dong. 2021. "Effect of Different Configurations on Bubble Cutting and Process Intensification in a Micro-Structured Jet Bubble Column Using Digital Image Analysis" Processes 9, no. 12: 2220. https://doi.org/10.3390/pr9122220
APA StyleChen, G., Zhang, Z., Gao, F., Li, J., & Dong, J. (2021). Effect of Different Configurations on Bubble Cutting and Process Intensification in a Micro-Structured Jet Bubble Column Using Digital Image Analysis. Processes, 9(12), 2220. https://doi.org/10.3390/pr9122220