1. Introduction
Crystalline-silicon (c-Si) solar cell has been considered as an excellent generator owing to its abundant resource, stable oxidant, insolubility from water, etc. [
1]. Therefore, the installation of the c-Si Photovoltaic (PV) module always took 90% of the PV market, and the output of the PV module was 97.081 GW in 2019 [
2]. However, the more production produced, the more end-of-life PV modules wasted. The waste panels will become an inevitable waste issue. According to the International Renewable Energy Agency (IRENA) report, approximately 6 million tons of PV waste will accumulate in 2050 [
3]. Although the earth contained a great amount of silicon, the high purity of silicon is still expensive and taking a part in semiconductor industrials, steel mills, etc. Silver, copper, and tin are also widely used as critical materials from the technology industries. The toxic metal, lead, containing in the module will cause damage to the environment [
4]. Hence, to treat and recycle the waste c-Si PV module, a separation and recovery process of silicon (Si), silver (Ag), copper (Cu), tin (Sn), and lead (Pb) from the waste commercial c-Si modules must be studied.
Silicon purification methods in PV cells have been studied. After dismantling, the PV module was separated into two parts, the PV cell and the PV ribbon. The solar cell was soaked in nitric acid or aqua reagent to leach metallic components such as silver (Ag), aluminum (Al), and filter silicon into high purity. In the purification process, PV cells undergo several layers such as p-n junction, antireflection layer, texturization, and aluminum back surface should be removed from silicon for purification. According to the period research, it can be easily divided into two types of reagent ways to purify PV silicon: That containing hydrofluoric acid [
5,
6,
7,
8,
9,
10,
11] or not [
12,
13,
14,
15,
16]. Because HF was indicated as a highly corrosive acid, this study prefers the method without HF. PV ribbons contain most of the metal in the PV module, but there is little PV ribbon recovering research. PV ribbon looks like the wire what carried the electrical energy produced by solar cells. Lee et al. [
17] separated PV ribbon by melting the coating layer composed of tin and lead and separate copper layer; then used the thermal process under a low atmosphere with CH
4 to purify Copper, and the purity of Cu after physical treatment was 99.5%. Kim et al. [
18] oxidized the Pb-Sn alloy layer of PV Ribbon and used ball milling to separate copper and oxide layer. The other research leached Pb-free PV ribbon by HCl and HNO
3 then separated it by precipitation and electrochemical. Moon et al. [
19] showed a recycling process by leaching Sn by HCl and separated Cu by adding Sn powder to reductive copper ions and copper metals. After the leaching process, this research used tributyl phosphate (TBP) to extract Sn from the leach solution, and < 1% of Pb was extracted. Jung B. et al. [
12] employed nitric acid and potassium hydroxide as the leaching regia to leach metallic components, then extracted copper with LIX84-I. Most of the research involves leaching all of the ribbon’s components with reagent. However, due to the structure of the PV ribbon, it is possible to polish the surface before leaching. Our research has therefore focused on silicon and raw-metal recovery. Si, Ag, CuO, PbO, and SnO
2 were obtained as the final products in this research.
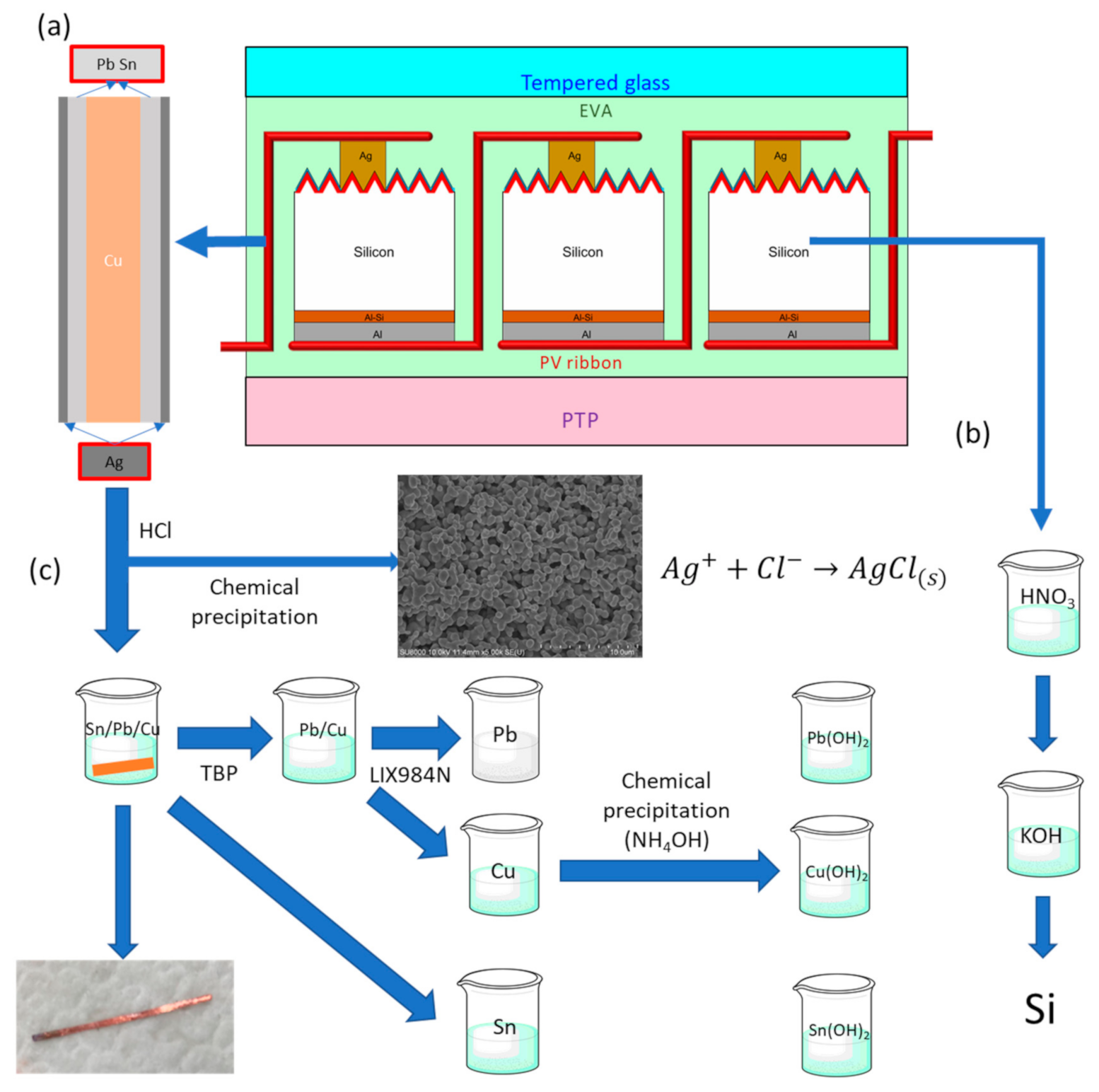
In this study, the waste of the c-Si PV module was immersed in toluene to inflate the Ethylene Vinyl Acetate (EVA) resin between the tempered glass and the PV cell. The inflated EVA resin can help separate the tempered glass and the back sheet from the cell. EVA resin was calcinated through furnace in my previous research [
20], and the module was separated into two parts, PV ribbon and PV cell. In the silicon purification part, the PV cell was leached by nitric acid and potassium hydroxide continuously. The concentration of reagent, liquid–solid ratio, reaction times, and temperature were investigated to optimize the method. In the ribbon separation part, the ribbon was treated in both chemical and physical methods to polish the surface. After previous treatment, metallic components were leached by hydrochloride and separated through TBP and LIX984N reagent, a 1:1 volume blend of 5-nonylsalicylaldoxime and 2-hydroxy-5-nonylacetophenone oxime. Finally, the separated metallic ion liquid was precipitated and calcinated to obtained Ag, CuO, PbO, and SnO
2. The ion concentration in the liquid of leaching and extraction process was investigated by inductively coupled plasma optical emission spectrometry (ICP-OES, PerkinElmer optima 2100 DV; Varian, Vista-MPX, PerkinElmer, Waltham, Massachusetts State, America) and the characteristic analyst of the final product was investigated by X-ray diffraction (XRD, Haoyuan DX-2000).
2. Materials and Methods
2.1. Materials
The waste c-Si PV module used in this study was sliced from the commercial waste which was scrapped in Typhoon Meranti. The sliced panel was a square shape with 10 cm× 10 cm. The module consists of aluminum frame, tempered glass, c-Si cell, and ribbon (
Figure 1), and the mass fraction of the module are 14.9%, 70.8%, 3.3%, and 1.1%, respectively. Cells contained silicon wafer, silver, and aluminum screen-printed electrodes. The ribbon was coated with Pb-Sn solder to prevent oxidizing. The mass fraction of PV cells and ribbons are summarized in
Table 1.
2.2. Pretreatment for Collecting Cells and Ribbons
In our previous research, 10 cm × 10 cm PV panel was dismantled to different layers through toluene and thermal treatment [
20]. The tempered glass and back sheet were first collected by immersing the panel into 90 °C toluene for an hour. That swelled the EVA resin between cells and the glass, which let the glass easy to strip of the panel. The sample after removing the tempered glass was heated at 500 °C at a rate of 10 °C/min in an anoxic chamber to eliminate the EVA sheet on the wafer and the rear EVA layer between cells and the back sheet. The wafer was broken during these methods but let us collect ribbon easily. After organic and thermal processes, the tempered glass was collected. Finally, the remaining PV cells and PV ribbons were also collected separately.
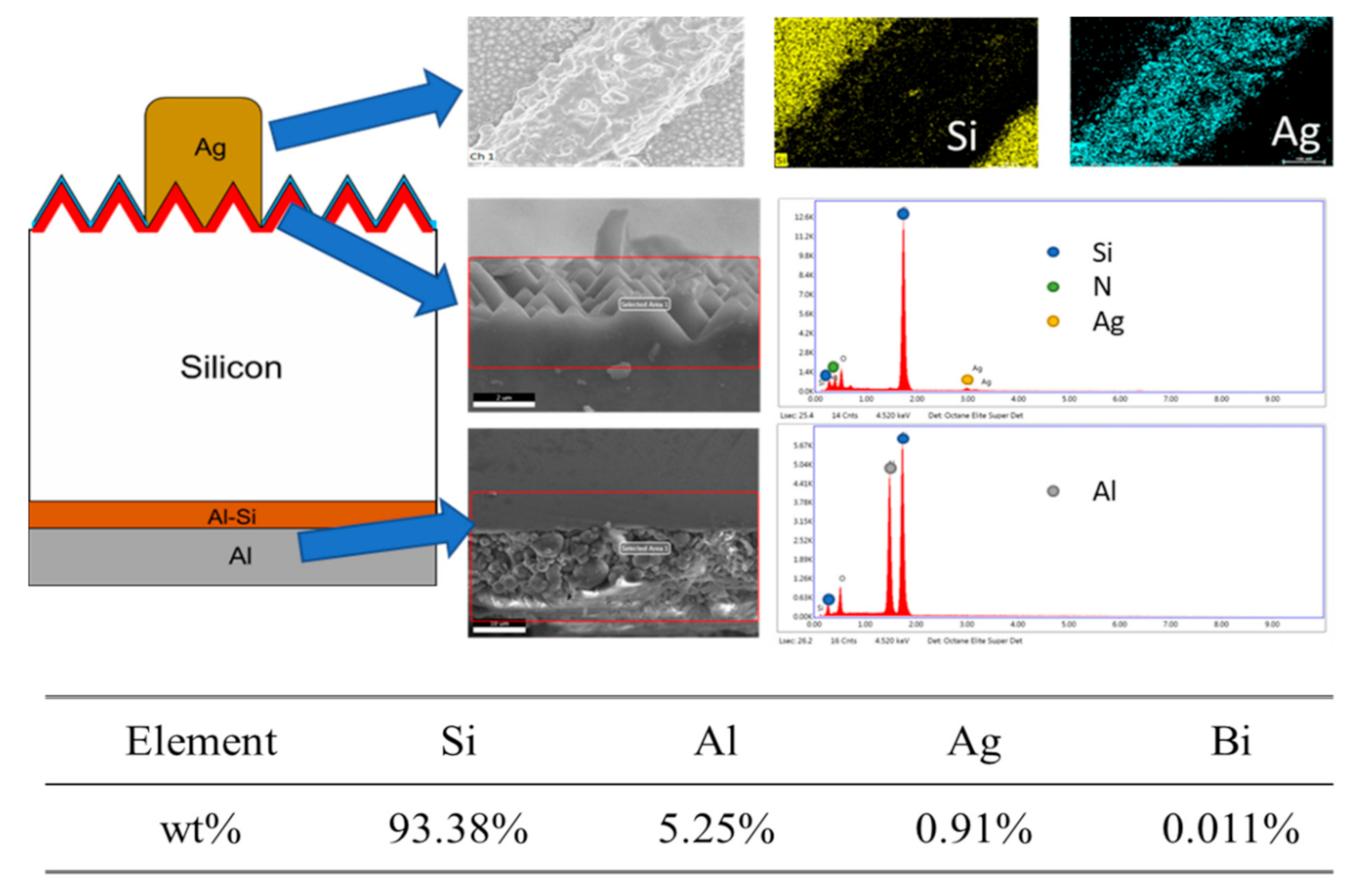
2.3. Methods for Purifying Silicon from the Solar Cells
PV cells were immersed in nitric acid and potassium hydroxide continuously as shown
Figure 1b. Cells after this method were washed 30 min 3 times by the deionized water. Optimal parameters including the concentration of leaching reagent, liquid–solid ratio, reaction time, and reaction temperature were concerned in both reagent systems. The characteristic analysis of silicon resource after purification was also investigated by inductively coupled plasma optical emission spectrometry (ICP-OES) and high-resolution scanning electron microscope (HR-SEM, XL30, FEI Ltd., Hillsboro, OR, USA).
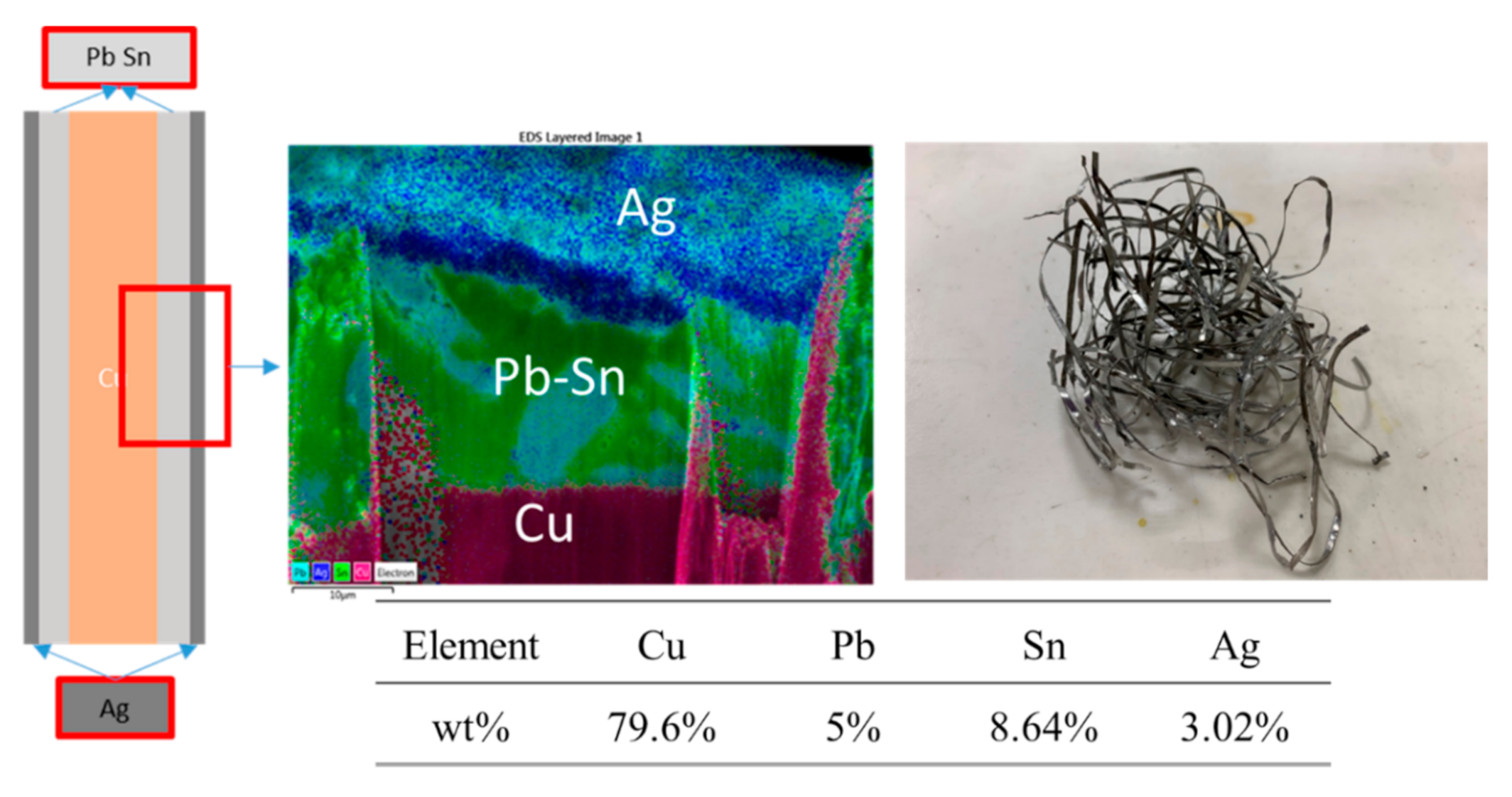
2.4. PV Ribbon Pretreatment and Metal Separation Method
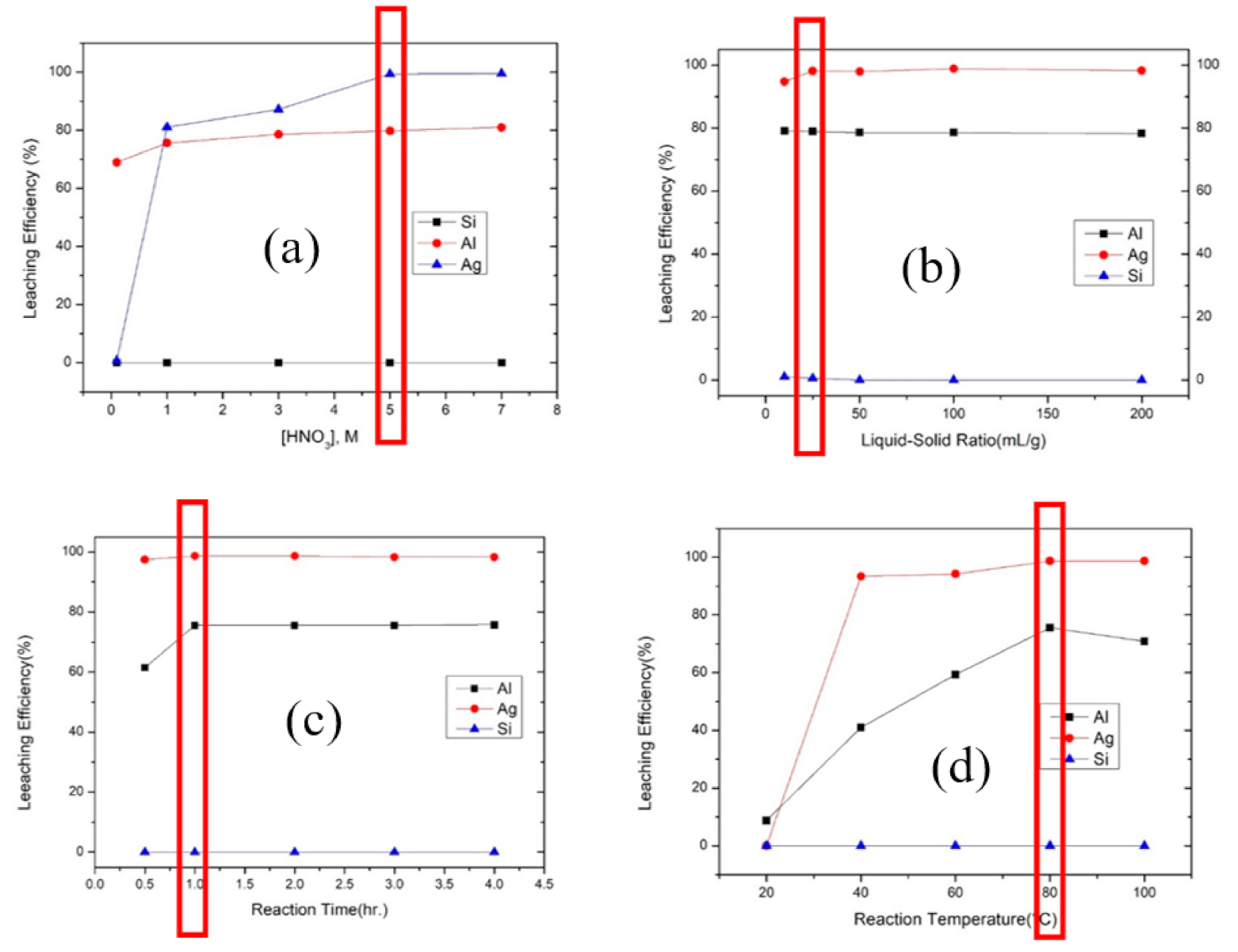
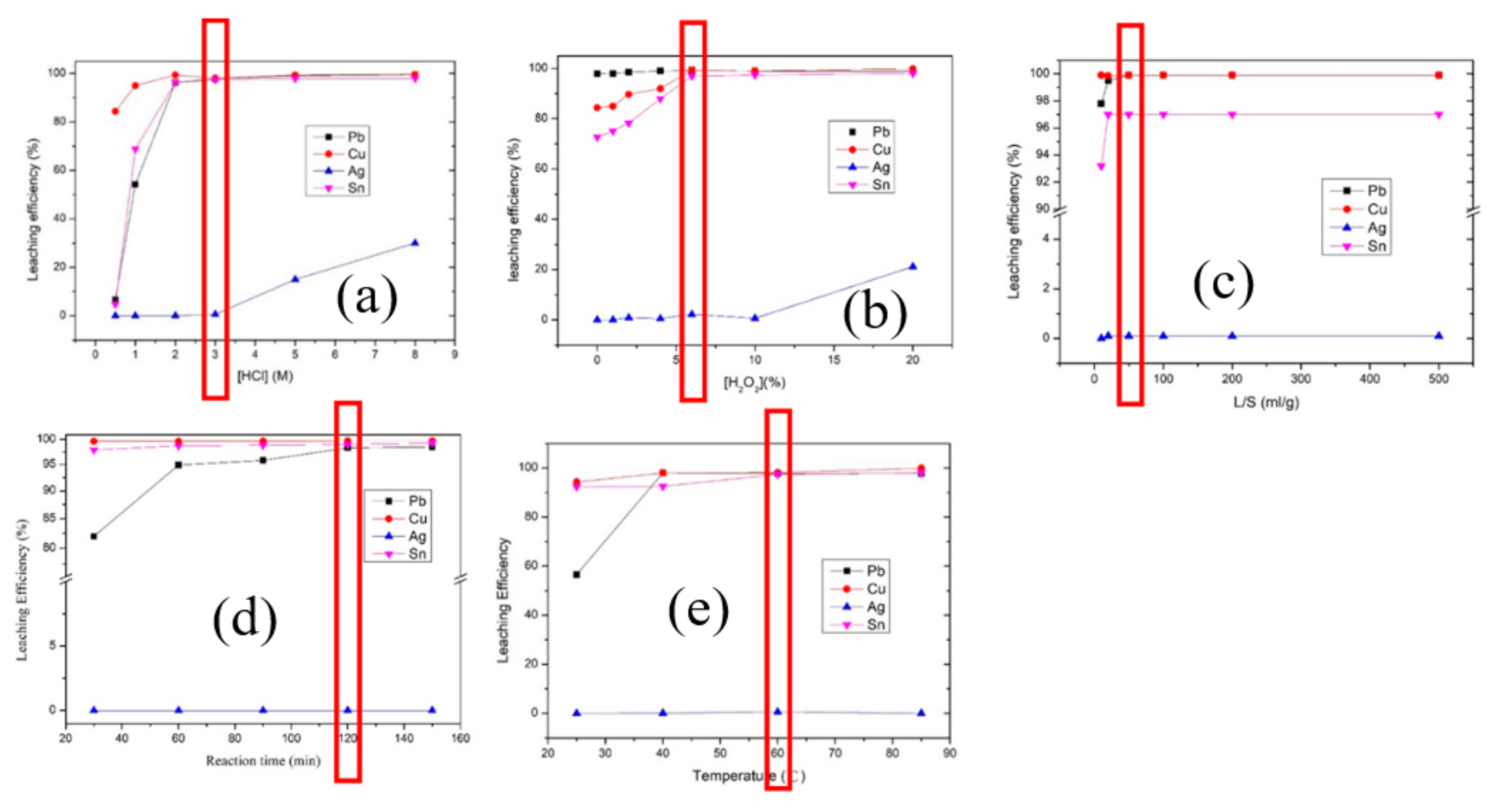
Figure 1c shows the method for recovering PV ribbons. This study provided three methods to separate the coating layer from ribbons and ionized metals for the metal separation process. Hydrochloric acid was employed to leach PV ribbon. Ag was separated from other metals by halogenating to AgCl and the AgCl was immersed by nitric acid for purifying. To optimize the experimental condition for effective leaching, this study was made carrying different process parameters viz. time (0.5–4 h), temperature (25–85 °C), liquid–solid ratio, and acid concentration (0.5–6 M).
The leaching efficiency of metal was calculated by the equation below:
X% = leaching efficiency, M = the weight of the sample (g), Vc = the volume of the liquid(L), Wx = target metals weight fraction (wt%).
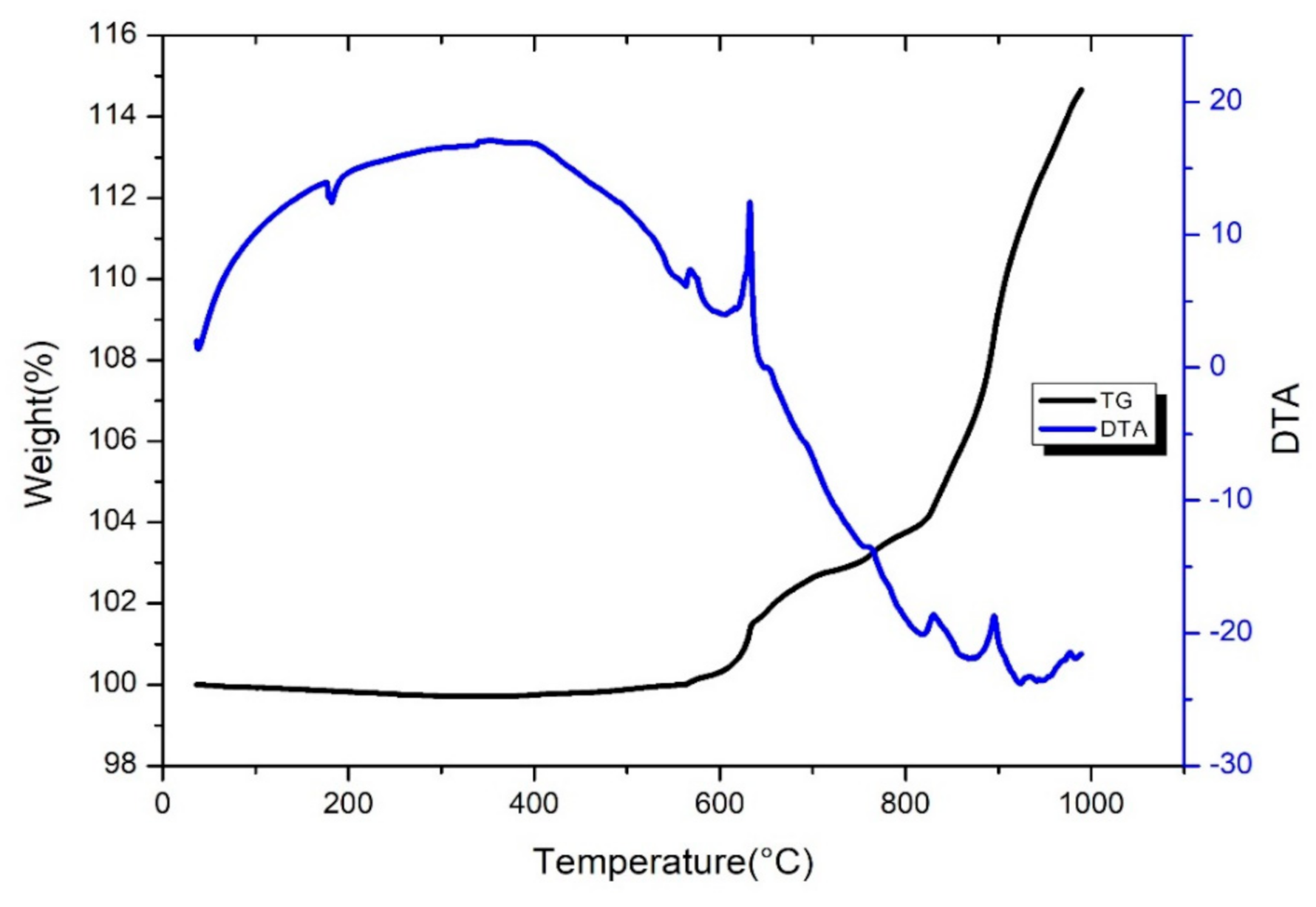
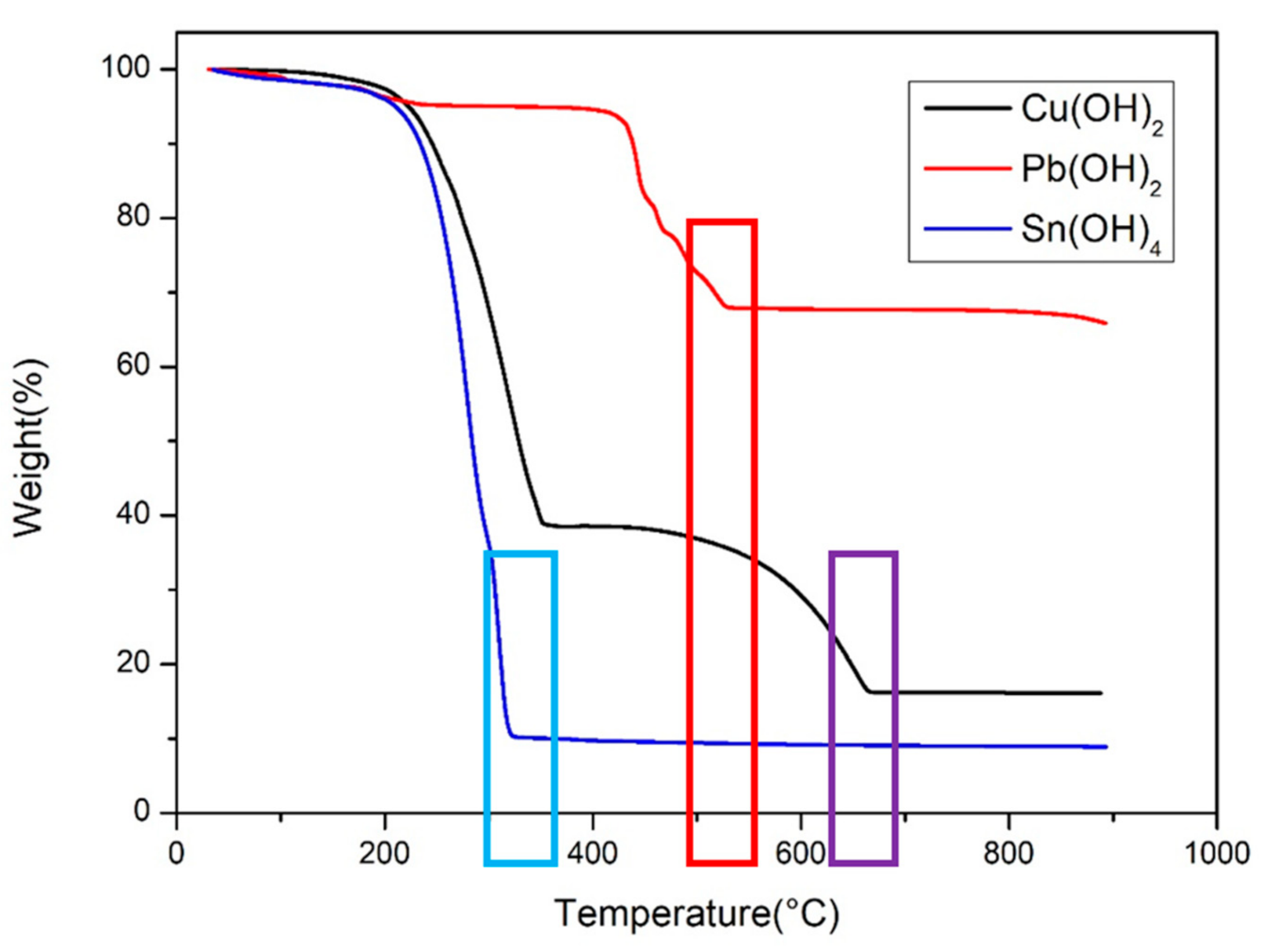
According to the structure, this section polished the coating Pb-Sn layer from copper wire in chemically and physically way individually, then compare the effect. Thermogravimetry Analysis. Differential Thermal Analysis (TG/DTA, NETZSCH-409PC, Linseis, Selb, Germany) was employed to evaluate the oxidation point of the PV ribbon to oxidize the coating layer for polishing.
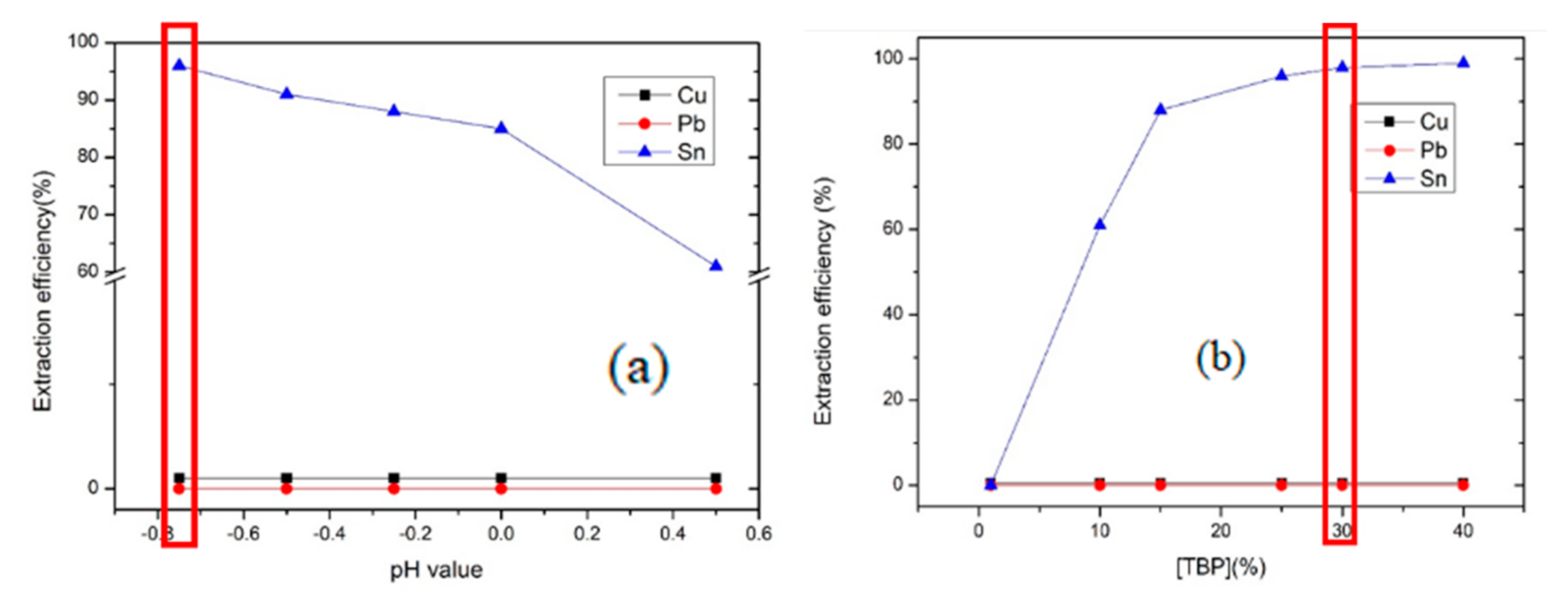
After pretreatment, metals including Cu, Pb, and Sn were ionized into liquid. In this study, both TBP and LIX984N were diluted into kerosene and used as the extractant to separate Cu, Pb, and Sn. The extraction process was divided into two steps. The first step of extraction was operated by TBP to extract Sn from liquid and strip it with nitric acid. The extraction efficiency of TBP is mainly controlled by the concentration of coordination complex of Sn and Cl ions which means that the high concentration of H+ has less effect in this extractant. Thus, this step can nearly not control the pH value of the leaching reagent to get the best efficiency because the reagent containing concentrated Cl− already. The second step of extraction was operated by LIX984N to extract Cu from liquid and strip it with sulfuric acid. LIX984N is a chelated extractant. The extraction efficiency of LIX984N is mainly controlled by the affinity between Cu ion and the extractant. Thus, the chelated extractant such as LIX984N always shows good extraction efficiency on some specific ions. The optimal parameters of extraction including pH value (adjusted by hydrochloric acid and ammonia), concentration of extractant, aqueous–oil ratio, reaction time and the optimal parameters of stripping including reagent concentration, oil-aqueous ratio, reaction time were investigated. After metal separation methods, metal oxides can be received through concentration and calcination. Silver can be received through concentration and reduction. The final products were CuO, PbO, SnO2, and Ag. The purity and composition crystal phase of the product would be investigated also. Ion concentrations in this study were investigated by ICP-OES.


 ,
, 


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}